无钎剂钎焊技术研究进展
无腐蚀、不溶性钎剂的新进展
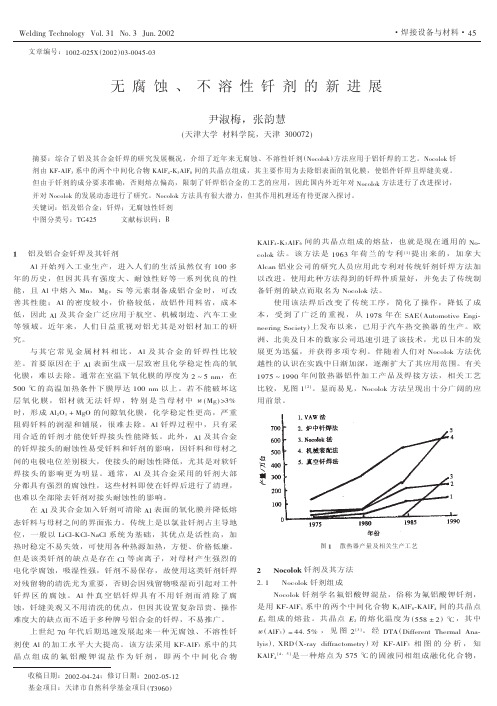
( 1 ) 加入 1% 左右的 LiF 可降低钎剂 的熔点,但降低幅度 不大。而且由于 KF-AIF3-LiF 三元共晶范围太小,使得配置困 难,不适于工业生产。
703
54. 5
575
50. 0
995
25. 0
2. 2 钎剂的作用机理 铝及铝合金表面的致密的氧化膜,在钎焊时会阻碍熔融钎
料的润湿和流动,因此要实现良好的焊件结合就必须要破坏这 层氧化膜。以往认为氯化物钎剂的主要作用过程为:复盖、去 膜和界面活化。后来有人对氟铝酸钾钎剂作用的普遍规律做了 进一步考察 [ 7,8 ] ,发现在钎焊过程中,当温度达到钎剂的共晶 温度 558 C 时,钎剂熔化,会在 AI203 氧化膜表面铺展开来。 氧 化膜 成 分 一 般 为 AI203, 晶 胞 中 02 - 形 成 骨 架 , 而 AI3 + 分 布 在空隙中,由于生成 AIF63 - 的趋势很强, F - 半径又比较小, 使得 F - 有可能挤开 02 - 而穿入点阵,从而胀大了 02 - 架,使得 氧化膜伸长和展宽,导致了 AI203 薄膜的解离、溶解。随着温 度的进一步升高,AI-si 合金钎料开始熔化,并通过毛细管运 动到要结合的缝隙处,浸润,扩展,就形成了接头。
上世纪 70 年代后期迅速发展起来一种无腐蚀、不溶性钎 剂使 AI 的加工水平大大提高。该方法采用 KF-AIF3 系中的共 晶点组成的氟铝酸钾混盐作为钎剂,即两个中间化合物
收稿日期:2002-04-24;修订日期:2002-05-12 基金项目:天津市自然科学基金项目 ( T3960 )
不锈钢软钎焊用钎料和钎剂的研究
对s n基钎料与不锈钢 的界面金相分析 表明 : s n 基 钎料与不锈钢的界面形貌较平坦 , 界面处 仅有少量 F e S n :金属间 化合 物生 成 , 不锈钢软钎焊接 头的强度 与所 采用钎料密切相关 。
以往不 锈钢 的软 钎焊 均采 用 S n - P b 钎料 , 然 而 在钎 焊生 产 无铅 化 、 无害 化 的大趋 势 下 , 不 锈钢 软 钎 焊 的无 铅化
已迫 在眉 睫 。
由 于 软钎 焊 焊 接 温 度 低 , 对 不 锈 钢 性 能 的 影 响 极小 , 而且 焊 点 美 观 , 因 此 对 不 锈 钢 软 钎 焊 的 研 究 具 有 较 高 的 实 用 价 值 。分 别 对 不 锈 钢 的 无 铅 钎 焊 和有铅钎焊进行试验研究 , 分 析 了无 铅 钎 料 和 S n — P b 钎 料对不锈钢 的润湿 性 、 界 面 组 织 和 接 头 抗 剪 强 度 影响, 以期 对 工 程 应 用 中 的不 锈 钢 软 钎 焊 有 一 定 的
试 验所用 不 锈钢 为 1 m m厚 的 3 0 4不 锈钢 板 , 采 用 的钎 剂 为腐蚀 性 钎剂 , 钎剂 成分 如表 1 所示 。
表 1 钎剂成分
钎 剂 编 号 成 分
松香
工和造纸过程 以及很多商业产 品如厨房 用品和汽车。 不锈钢也大量用于提纯和卫生领域 , 如制药 、 乳品和食 品工业 ¨ J , 也 是 电 子 产 品 连 接 器 的 重 要 接 脚 材 料 J 。
铝及铝合金钎焊用硬钎料的研究现状与展望

铝及铝合金钎焊用硬钎料的研究现状与展望牛志伟;黄继华;许方钊;刘凯凯;陈树海;赵兴科【摘要】铝及铝合金以其优良的特性,在当代工业材料中占有越来越重要的地位.钎焊作为一种可靠连接铝及铝合金结构件的连接方法而被广泛应用.铝及铝合金钎焊用硬钎料的开发一直是国内外学者争相研究的热点,然而,钎料合金熔化温度高、加工成形性差、钎焊接头强度低等因素严重制约着钎料合金的开发应用,实现商业化的钎料甚少.添加合金元素能够降低钎料熔化温度,改善钎料显微组织和性能,这对铝钎焊用硬钎料的发展是一个行之有效的方法.结合国内外对铝及铝合金钎焊用硬钎料的最新研究成果,全面阐述合金元素的添加对钎料熔化温度、加工成形性及钎焊接头组织性能的影响,指明铝及其合金钎焊用硬钎料目前研究中存在的问题及今后的研究方向.【期刊名称】《中国有色金属学报》【年(卷),期】2016(026)001【总页数】11页(P77-87)【关键词】铝合金;硬钎料;加工成形;钎焊接头【作者】牛志伟;黄继华;许方钊;刘凯凯;陈树海;赵兴科【作者单位】北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083【正文语种】中文【中图分类】TG425+.2铝及铝合金具有密度小、强度高和耐腐蚀等优点,因而广泛应用于汽车、高速铁路车辆、航空航天和军事工业[1-4]。
不同牌号的铝合金及其过烧温度如图1所示。
对于铝合金的焊接,传统的方法主要以熔化焊接为主,设备复杂,且对焊工的技术要求比较严格[5-7]。
钎焊作为铝合金连接的重要方法,具有钎焊件变形小、尺寸精度高等优点,近年来,在国内外得到广泛的应用[8-10]。
铝及铝合金的软钎焊是不常应用的方法,由于铝及铝合金软钎料主要采用以低熔点金属如锡、锌等为基,使得软钎料的成分、组织及电极电位与铝及铝合金母材相差很大,钎焊接头易引起严重的电化学腐蚀[11-12]。
Al_2O_3陶瓷与5005铝合金的高频感应钎焊

钎焊过程中,Al2 O3 陶瓷的尺寸是 5. 0 mm × 5. 0 mm × 3. 0 mm,5005 铝合金的抗剪强度试样尺寸是 25. 0 mm × 10. 0 mm × 2. 5 mm,组织观察试样尺寸是 10. 0 mm × 10. 0 mm × 2. 5 mm.
5005 铝合金试样由水砂纸逐级打磨到 800 号, 钎焊前将待焊试样放在丙酮中超声清洗. Al2 O3 陶 瓷活性金属化温度范围是 860 ~ 950 ℃ ,保温时间是 5 ~ 30 min,加热速率为 15 ℃ / min,降温速率为 10 ℃ / min. 高 频 感 应 钎 焊 温 度 为 600 ℃ ,保 温 时 间 1 min,加热速率为 15 ℃ / min. 采用电子扫描显微镜 ( SEM,S-3400) 对金属化界面和钎焊接头界面形貌 进行观察,并对局部区域进行能谱分析,从而确定接 头的界面组织 和 结 构. 利 用 电 子 万 能 试 验 机 ( IN-
摘 要: 为实现 Al2 O3 陶瓷与 5005 铝合金的低温连接,采用 Ag-Cu-Ti 粉末对 Al2 O3 陶瓷表面进行活性金属化处 理. 结果表明,当活性金属化温度为 880 ~ 900 ℃ ,保温时间 10 min 时,在 Al2 O3 陶瓷界面形成连续致密无缺陷的 Ti3 Cu3 O 反应层. 采用 Al-Si 钎料对活性金属化 Al2 O3 陶瓷与 5005 铝合金进行高频感应钎焊,研究了接头的典型界 面组织及其形成过程. 结果表明,当温度为 600 ℃ ,保温时间为 1 min 时,铝合金侧由团状 α-Al 和晶间渗入的 AlAg-Cu 共晶组织构成,团状 α-Al 上有板条状初晶硅出现,Al2 O3 陶瓷侧有弥散分布的过共晶 Al-Si 组织,Ti3 Cu3 O 反 应层的形成是实现 Al2 O3 陶瓷与 5005 铝合金可靠连接的关键,接头的最大抗剪强度达到 52 MPa. 关键词: 活性金属化; 间接钎焊; Al2 O3 陶瓷; 铝合金 中图分类号: TG 454 文献标识码: A 文章编号: 0253 - 360X( 2015) 06 - 0035 - 04
热障涂层高温抗氧化性能研究的现状及发展
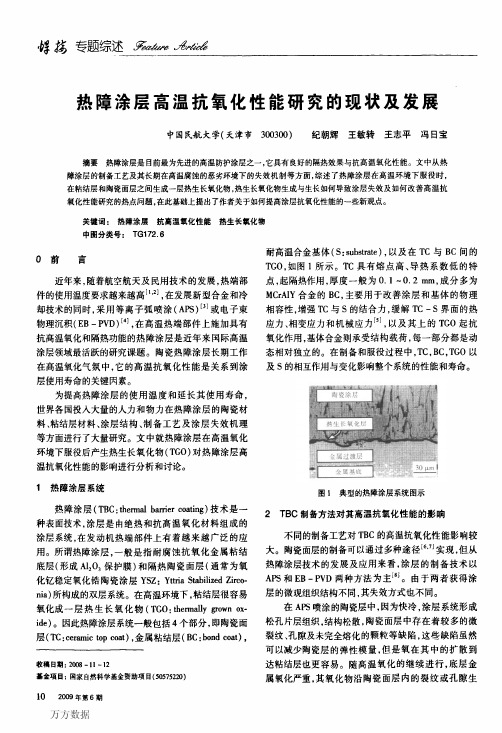
粘结层分界面的应力。而且当址优先氧化完毕后,BC 层中的其他元素氧化形成大颗粒氧化物,出现了尖晶 石类的产物,如图5所示。加之TGO膜加厚,产生较大 的应力。最终引起涂层失效,如图6所示。所以TGO是 一把双刃剑,在TBC服役初期起正作用,后期则是导致 涂层失效的根本原因¨9J。因此,抑制TGO的生长是改 善TBC疲劳性能、提高TBC寿命的重要手段。
嚣匝
圈
图3 EB—PVD沉积的热障涂层的破坏模式 3 TBC涂层系统失效机理研究
3.1 TBC失效机理 虽然热障涂层的制备与研究已经有20多年的历
史,然而无论是使用结果还是试验结果均表明,热障涂
万方数据
层过早剥落失效现象仍然存在。热障涂层剥落失效机 理主要有:①TGO的形成是一个体积膨胀过程,因此形 成TGO时会出现残余应力,冷却到环境温度时,应力会 进一步增大,导致涂层失效;②随着温度的改变,陶瓷 层会发生相变与烧结,增加涂层内的应力;③陶瓷烧结 过程会导致体积的显著变化和材料性能的改变,引起 平面压应力,产生垂直于分界面的裂纹;④陶瓷层自身 是多孔性介质。强度低,在温度和外载荷的交互作用 下,发生断裂、脱落;⑤基体与涂层的热膨胀行为不一 致,导致热梯度或温度梯度,进而产生内应力;⑥由于 涂层一基体两种物质的热膨胀系数不匹配及材料固有 性能上差别【l 3.14】,产生应力集中;⑦外力碰撞损伤,当 异物碰撞陶瓷层时,由于损伤可能导致TBC剥落。然 而,近些年来,人们通过对长期高温氧化气氛中服役的 TBC进行了分析。得出一个共同的观点¨卜171:TGO是 热障涂层在长期高温氧化环境下引起涂层失效不可忽 视的关键因素,如图4所示。
conference。Anaheim,CA,1993.369-374.
[3]ChaIlg K C,Wer w J,Chen C.Oxidation behavior of thermal
铝钎料膏的研制及其在钎焊中的应用_何鹏

周边发黄, 残留物 较 少
周边有 断 续区域 发 黄, 大 部 分呈浅 白 色
周边为 黄 褐 色, 其 余为黄色
呈轻微 的 浅黄色
挥发较干 净, 有极 少量灰色 残留物
残留物进 一 步减 少, 颜色 变浅
看不到残
留 物, 颜 色为金属
色
原痕迹已 不 明 显, 残留物极 少
残留物少, 有个别 点 状小黄斑
< 40 Lm 的几种颗粒度, 分别配制成钎料膏, 进行 了钎料铺展性及填缝实验( GB11364 ) 89) , 结果如 图 3~ 6 所示。结果表明, 钎料膏中钎剂的含量随钎 料粉颗粒度的增大而减小。钎料粉的颗粒度越大, 其比表面积越小, 氧化程度越小, 用以配制的钎料 膏流动性越好, 铺展能力越强, 焊缝表面成型好, 能够获得优良焊缝。颗粒度> 149 Lm 钎料配制的 钎料膏, 在成分比为 1B0. 8B1 时就已铺展得很好, 即可得到优良的焊缝; 而当颗粒度 < 40Lm 时, 即 使将钎剂的量加至 2B1, 钎料膏也丝毫不铺展, 钎 料膏只在 涂抹处蒸 干, 无任何 填缝迹象。由此得 知, 钎料粉中的微小颗粒( 粒径小于 40 Lm) 是影响 钎 料膏性 能的 关 键因 素。因 此 , 要降 低 钎料 膏中
的焊接性能和焊缝成型性。
[ 关键词] 钎焊; 硬 钎料膏; 氟化物钎剂
[ 中图分类号] T G 406
[ 文献标识码] A
铝及其合金由于密度小, 热导和电导率高, 因 此在人造卫星、火箭、导弹、飞机或地面雷达天线、 汽车水箱、空调散 热器等制 造业都有 着广泛的 应 用。为了减轻物体的质量, 降低能耗, 提高效率和 增强 机动性, 都 尽可能的 以铝代替 铜, 甚至代 替 钢, 而能够取代的一个重要因素在于铝及其合金的 焊接技术[ 1, 2] 。研究表明, 钎焊是一种较为有效的 铝及其合金的精密焊接技术[ 3, 4] 。对铝及其合金进 行钎焊, 可选择的钎料种类很多, 根据形态可分为 箔状、片状、丝状、粉状、棒状及膏状等[ 5, 6] 。随着 市场上钎焊产品种类的日益增多, 接头形式更是多 种多样。特别是针对新一代电热炊具钎焊接头具有 大面积和不规则的曲线特点, 寻找一种能快速方便 预置在接头里的铝钎料膏, 来简化工艺, 稳定生产 质量, 提高生产效率具有很大的意义。
Cu_Al异种金属连接的研究现状

关键词 : C u /A l异种金属 摩擦焊 钎焊 金属间化合物 中图分类号 : TG457. 1
0 前 言
现代机器制造业最迫切的问题之一 ,是在提高结 构和设备工作技术性能和可靠性的同时 ,降低金属消 耗量 [ 1 ] 。由于铝合金具有密度低 、强度高 、耐腐蚀 、热 导和电导 率 高 以 及 加 工 性 能 好 等 优 良 品 质 而 发 展 迅 速 ,已广泛应用于国民经济各领域及国防建设中 ,用量 仅次于钢铁材料 ,成为第二大金属材料 。铜及其合金 具有优良的导电 、导热性能 、耐腐蚀和良好的加工成形 性能 ,也获得了广泛的应用 [ 2, 3 ] 。但铜为稀缺金属 ,属 于战略资源 ,国内每年需要进口大量铜材 [ 4 ] 。通常零 部件仅有一部分结构经受特定的负荷 、温度和介质的 作用 ,因此将铜 、铝及其合金连接形成复合结构 ,不但 能减轻构件的重量 、节约材料 ,而且能发挥各自的性能 优势 [ 5 ] 。
使用钎剂的钎焊 ,焊后需要清理焊剂残渣 ,消耗大 量淡水 ,会不可避免地带来环境污染问题 。残留钎剂 的腐蚀及污染问题的存在促使人们对无钎剂钎焊技术 进行了大量研究 。无钎剂钎焊一般在保护气氛或真空 状态 下 进 行 。真 空 状 态 有 利 于 铝 表 面 氧 化 膜 的 去 除 [ 11 ] 。
哈尔滨工业大学的钱乙余等人对 Cu /A l接触反应
无铅钎料钎焊不锈钢的试验研究
类 自身的要求 , 世界各 国纷纷立法来 限制铅 的使用 。
日本政 府宣 布 从 2 0 0 3年 1月开 始 全 面推行 无 铅 化 , 欧 盟于 1 9 9 8年 先 后 出 台 了 《 WE E E指 令 》 和《 R o lS指
熔炼 浇注 在模 具 中 , 使其 快 速冷 却 为 钎料 棒 , 然 后 经 过 滚轧、 拉 拔成 6 1 m m 的钎料 丝 。将钎 料丝切 成 小块 , 用
用S n — P b钎 料 , 然 而在 钎 焊生 产 无 铅 化 、 无 害 化 的大 趋 势下 , 不锈钢 软钎 焊 的无铅 化 已迫在 眉睫 。
球, 并 将钎料 球压 成 圆饼状 , 然 后 放 入无 水 乙醇 中进 行 超 声 波清洗 后 晾干备用 。
试验所 用不 锈钢 为 1 mm厚 的 3 0 4不锈 钢 板 , 采用
料对 不锈 钢的润湿 性与 s n — P b 钎料相 当 ; S n - A g - C u无铅钎料与不锈钢 的界 面金相分 析表明 : 无 铅钎料 与不锈钢 的
界面仅有少量 F e S n 金属间化合物生成 , 钎料 中 A g 含量对 s n基钎料与不锈钢 的界 面反应无影响 , 不锈钢软钎焊接 头的强度主要取决于钎料的强度 , 随着钎料 中 A g含量的升高 , 钎焊接头抗剪强度显著提高 。
关键词 : 不锈钢 无铅 钎பைடு நூலகம்焊 A g含 量
中 图分 类 号 : T G 4 5 4
0 前
言
铅钎料包括 S n - 0 . 7 C u , S n - 0 . 5 A g - 0 . 7 C u , S n . 1 . 5 A g - O . 7 C u , S n - 2 . 5 A g - 0 . 7 C u , S n - 3 . 5 A g - 0 . 7 C u 。无 铅 钎 料 合 金
6063铝合金冷板中温无腐蚀钎焊工艺研究
进行了550-570"化的工艺,可以获
得良好的钎焊接头,2.0MPa水压试验表明冷板钎件水密性符合要求。
关建码:6063铝合金。冷板,钎焊工艺
引
言
破13l。另外,由于结构复杂或为满足实现功能的原 因,一些铝合金结构要求分次钎焊,需要有一定温 度梯度的钎焊工艺。已有学者在降'[k乇Nocolok钎剂 和钎料的熔点方面做了工作,但大多数仅限于实 验室阶段。因此,如何找到能适用于实际生产,适 合于含镁6063铝合金炉中钎焊的中温无腐蚀钎剂、
要是由铝基座(材料为6063)、管接头(材料为LF5)、
快换接头(自密封)三部分和弯曲的薄密封片(厚度 2.5mm)(形状如图有填充点区域所示)组成。冷 板表面安装元器件,内部通约0.5MPa压力的冷 却液,要求在使用过程中不漏水且冷却液能按设计
<284>
◇第十六届全国钎焊及特种连接技术交流会论文集◇
见泄露。水压试验表明采用上述工艺钎焊的冷板能 满足在约为0.5MPa冷却液压力下使用而不漏水的 要求。
元素除鲇、si外,为Cu,Ni、RE。通过正交试验,
<285>
◇第十六届全国钎焊及特种连接技术交流会论文集◇
对不同成分比例钎料试样进行筛选,对比其熔点、
耐腐蚀性、强度等,得出了最终的适合钎焊6063铝 合金的钎料。 (3)保温时间是钎焊中的重要的工艺参数。保
【2】王祝堂.世纪之交的我国铝型材挤压技术发展目标.轻合金加工
技术,1999.27(3):1-7.
【71徐胜.徐道荣.铝及铝合金钎焊技术的研究现状.轻合金加工技术,
2004年第1期.
131赵仁祥.冯展鹰.6063铝合金及其渡导制件气保护钎焊工艺研究.
【J】电子机械工程2006.22(6). 【4】Takemoto T,Shibetani T.MatsilllaWll
钎焊论文集
钎焊填缝行为原位观察桑迪亚美国国家实验室的学者Hosking F M 和Hall A C等人对钎料填缝过程进行图像实时监控,来研究钎料湿润及铺展情况,所用钎料为Ag-38Au-32Zn,这个监控系统包含了全数字封闭式的控温装置。
这样可以实现设定温度的加热和冷却时间。
钎料在间隙间的流动行为通过高速放大装置的摄影机来获取相应的图像。
这个图像设备每秒可以采集2000到8000长图片,同时也提供了一种有效的方法来获得动态的钎料润湿和流动的相关数据。
钎焊过程动力学分析迁就钎焊过程的动力学分析行为是探索钎焊激励的重要手段,美国学者对复杂的多层钎料钎焊过程的实时动力学研究获得了理想的结果。
采用了蒙乃尔高度镍铜合金为母材,以Ag-28Cu作为钎料。
测试仪器显示出几个截然不同的结果,包括诸如:化合物的分解融化和几个相应明显的反应曲线。
其中值得特别注意的是,Be-Cu的&相金属化合物形成的动力学行为,它是与钎焊条件以及Be界面上TIH2含量想关的方程表达式,此研究的优点是在于在测试的同时便能够得到相应的动力学行为,因此用于多重钎焊过程的研究中,如:陶瓷与金属的钎焊;金属化过程的润湿和反应;以及复杂的非等热过程中的钎料与基体的互相作用等。
实际上,有关润湿与铺展的研究问题以引起了各方的关注。
A Meier等人模拟了随时间变化钎料的铺展半径的变化,对反应湿润中的铺展前沿的三线交叉点的形态变化进行了预测,还对润湿铺展过程中的流场进行了模拟。
E Saiz着重对铺展过程中的堆积现象进行了研究,对反应过程中的动力学现象研究非常丰富,为精确掌握铺展润湿的实质特征提供了可能,对铺展润湿的机理研究也进入到实质的阶段。
同事研究发现,即使是固相液相的反应很小,也能够造成足够的热量变化而影响铺展前沿的推进。
特种连接技术及研究现状及展望钎焊技术具有悠久历史,它是用比母材底的金属材料作为中间的填充材料,即钎料,用液态钎料润湿母材和填充工件借口间隙并使其与母材互相扩散的焊接方法。
钎焊

的家用钎制水管的遗迹,使用的钎料具有Sn :Pb=1:2的成分比,类似现代使用的钎料成分。
我国在公元前5实际的战国初期也已经使用锡铅合金钎料,在秦始皇兵马俑青铜器马车中也大量采用了钎焊技术。
我国最早见著于文献记载德钎焊时汉代班固所选《汉书》中有云:“胡桐泪盲似眼泪也可以韩金银也今工匠皆用之”。
1637年出版的明代宋应星科技巨著《天工开物》中有“中华小钎用白铜沫,大钎则竭力挥锤而强合之,若以胡桐汁合银,坚如石。
今玉石刀柄之类焊药,加银一分其中,则永不脱。
试以圆盆口点焊药于其一隅,其药自走,周而环之,亦一奇也”。
这一记述明确指出了铜钎焊应以硼砂做钎剂而银钎焊则可以胡桐树脂为钎剂,并且对钎料的填缝行为做了精彩的描述。
尽管钎焊技术出现较早,但很长时间没有得到大的发展。
进入20世纪后,其发展也远落后于熔焊技术。
知道20世界30年代,在冶金和化工技术发展的基础上,钎焊技术才有了较快发展,并逐渐成为一种独立的工业生产记述尤其是二次世界大战后,由于航空、航天、何能、电子等新技术的发展,新材料、新结构形式的采用,对连接技术提出了更高的要求,钎焊技术因此受到了更大的重视,迅速的发展起来,出现了许多新的钎焊方法,其应用也越来越广泛。
例如,制造机械加工用的各种刀具特别是硬质合金刀具,钻探、采掘用的钻具,各种导管和容器,汽车拖拉机的水箱,各种用途的不同材料不同结构形式的换热器,电机部件以及汽轮机的叶片和拉筋等构件的制造广泛采用钎焊技术。
在轻工业生产中,从医疗器械、金属植入假体、乐器到家用电器、炊具、自行车,都大量采用钎焊技术。
对于电子工业和仪表制造业,在很大范围内钎焊时唯一可行的链接方法,如在元器件生产中大量涉及金属与陶瓷、玻璃等非金属的连接问题,及在布线连接中必须防止加热对元器件的损害,这些都有赖于钎焊技术。
在核电站和船舶核动力装置中,燃料元件定位架,换热器、中子探测器根据焊接温度的不同,钎焊可以分为两大类。
焊接加热温度低于450℃称为软钎焊,高于450℃称为硬钎焊。
论文:钎焊技术
XX 职业技术学院毕业论文2007级论文题目:钎焊技术专业:机械制造与自动化班级:XXX姓名:XXX学号:XX指导教师:XX2010年06月【内容摘要】:焊接是制造业的重要组成部分,应用广泛,发展迅速,在制造行业占有重要的地位。
我国是世界产钢、用钢大国,也是焊接大国。
随着高新技术和新工艺的不断出现,机械制造、安装、维修业也逐步向精细方向发展,对焊接技术的要求也越来越高。
近几年来,焊接的使用量迅速增加;焊接机械化自动化技术改造加快;焊接自动化率快速提高。
钎焊是用比母材熔点低的金属材料作为钎料,用液态钎料润湿母材和填充工件接口间隙并使其与母材相互扩散的焊接过程,这篇论文对钎焊焊接前的准备和焊接方法的做了设计,介绍了焊接所需的钎料和钎剂,给出了钎接接头形式以及接头的质量检测方法,在钎焊操作中应该注意的安全问题。
【关键词】:焊料,焊剂,钎焊接头,钎焊装置,钎焊气体目录摘要 (Ⅰ)绪论 (1)第1章钎焊的认识 (2)1.1钎焊基本知识概述 (2)1.2 钎焊的特点及应用 (3)1.3 钎焊常用的工艺和方法 (3)第2章钎接材料料和焊剂 (5)2.1焊接材料 (5)2.1.1钎料的分类 (5)2.1.2 钎料的润湿与铺展 (6)2.1.3钎料的毛细流动 (6)2.1.4钎料与母材的相互作用 (7)2.2 钎焊焊剂 (7)第3章焊接接头及其质量检测 (8)3.1接头形式 (8)3.2 钎焊接头缺陷检测与防治 (10)第4章焊接的实现 (12)4.1焊接装置 (12)4.2 焊接气体 (13)4.3焊接前的准备 (14)4.4焊接方法 (14)4.5 钎焊后的清洗 (16)第5章钎焊操作中的安全与防护 (16)第6章结论 (18)参考文献 (18)致谢 (19)绪论一焊接在现代工业中的地位在高速发达的现代化工业中,金属成为了必不可少的材料,将这些金属材料做成工业产品,避免不了要进行连接,而焊接就是将这些零部件连接起来的一种主要的加工方法。
无钎剂焊接工艺
无钎剂焊接工艺
无钎剂焊接工艺是一种新型的金属焊接技术。
与传统焊接技术相比,它具有以下优点:
1. 无需使用钎剂,降低了成本。
2. 无需进行预热和后处理,减少了工艺流程和成本。
3. 焊接过程中没有氧化和污染,焊接接头质量好。
4. 焊接速度快,能够提高生产效率。
5. 适用于焊接各种金属材料,具有广泛的应用范围。
无钎剂焊接工艺的实现主要依靠先进的焊接设备和技术。
在焊接过程中,通过合适的工艺参数和焊接条件,使金属材料在无氧、无污染的环境下形成焊缝,从而实现无钎剂焊接。
目前,无钎剂焊接工艺已经被广泛应用于汽车、机械、航空航天、电子等领域。
随着技术的不断创新和完善,无钎剂焊接工艺将会有更广阔的应用前景。
- 1 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据
万方数据
万方数据
万方数据
万方数据
无钎剂钎焊技术研究进展
作者:高晨, 李红, 栗桌新, 王金业, Gao Chen, Li Hong, Li Zhuoxin, Wang Jinye
作者单位:北京工业大学材料科学与工程学院,100124
刊名:
焊接
英文刊名:WELDING & JOINING
年,卷(期):2009(6)
1.Li M Y;Wang Q C;Bang H S Development of a fluxless soldering method by ultrasonic modulated laser [外文期刊] 2005(2)
2.Jaeobon D M;Hurnpston G Fluxless soldering[外文期刊] 2006(05)
3.胡汉泉;王迁真空物理技术及其在电子器件中的应用 1984
4.冯武锋真空/控制气氛激光无钎剂软钎焊方法研究[学位论文] 1998
5.Xu Z W;Yan J C;W G H Interface structure and strength of ultrasonic vibration liquid phase bonded joints AI2O3p/6061AI Composites[外文期刊] 2005(7)
6.Zhao L D;Kirsten B;Felix E Feasibility study of brazing aluminium alloys through pre-deposition of
a braze alloy by cold spry process[外文期刊] 2006(08)
7.Wielage B;Grund T;Ahrens S Cold gas sprayed filler coatings for brazing of light alloys[外文期刊] 2006(02)
8.邹贵生;吴爱萍;任家烈用AI-Zr和AI-V合金加压钎焊Si3N4陶瓷[期刊论文]-焊接技术 2000(02)
9.吕世雄;于治水;许志武SiCw/6061Al复合材料无钎剂加压钎焊[期刊论文]-焊接学报 2001(04)
10.王忠平;白向钰;汪维斌镍基钎料钎焊不锈钢的加压钎焊工艺 1994(03)
11.李明雨;王春青;何民无钎剂加压钎焊接头特性 1998(01)
12.Hanson W B;Ironside K I;Fernie J A Active metal brazing of zirconia 2000
13.丁敏;吴爱萍;邹贵生高纯氧化铝与金属铌的活性钎焊[期刊论文]-清华大学学报(自然科学版) 2007(11)
14.冯武锋;王春青;李明雨SMD真空无钎刺激光软钎焊试验研究与机理分析[期刊论文]-电子工艺技术 1999(01)
15.Mohamed H E;Khalid M;Hafez N M Ultrasonic brazing of aluminum to stainless steel[外文期刊]
2003(01)
16.Khalid M H;Naka M Mechanism of ultrasonic irradiation on joining of Alumina/Copper[外文期刊] 2002(02)
17.王春青激光无钎剂软钎焊方法 2002
18.Gunkel R W Solder alurninum joints ultrasonically 1979(09)
1.何鹏.钱乙余.HE Peng.QIAN Yi-yu钎焊新技术进展[期刊论文]-焊接2009(3)
2.王张捷.韩柏.WANG Zhang-jie.HAN Bai一种焊环自动加工设备的研制[期刊论文]-机械工程与自动化2007(1)
3.沙学锋.邹家平钎焊工艺参数的优化设计[期刊论文]-科协论坛(下半月)2009(7)
4.柏玉华浅谈环境安全型钎焊材料的研发与应用[会议论文]-2009
5.陈雪丽.徐向紘.CHEN Xue-li.XU Xiang-hong基于机器视觉的缺陷钎焊环检测分选系统方案设计[期刊论文]-液压与气动2009(9)
6.杜兵.吕晓春国内外钎焊标准化现状及发展[期刊论文]-焊接2011(3)
7.金普军.JIN Pujun中国先秦钎焊技术发展规律的探讨[期刊论文]-自然科学史研究2009,28(1)
8.崔岩.朱晓刚.马志坤国内外钎焊的现状及发展[会议论文]-2001
9.彭芳钎焊技术的特点与应用[期刊论文]-内蒙古石油化工2011,37(2)
10.栾亦琳.刚铁.闫久春.LUAN Yi-lin.GANG Tie.YAN Jiu-chun铝基复合材料超声波辅助钎焊质量评价[期刊论文]-焊接学报2006,27(6)
本文链接:/Periodical_hj200906007.aspx。