全套SPC控制图制作_EXCEL版
全套SPC控制图制作办法
过 程 能 力 分 析 (Capabilities)部门:机组:操 作 者:日 期:2011-5-22产 品:总数 (Count)平均值 (Average)最小值 (Minimum)最大值 (Maximum)中位数 (Median)子組数大小(n)規格上限 USL規格下限 LSL控制上限UCL (X)控制下限LCL (X)标准差 (Std.Dev.)标准差 (Sigma Hat)0.00偏离(Skewness)峰度(Kurtosis)预估不良率〈PPM〉(Out of Spec.) #VALUE!CaCPUCPLCpCpk2011-5-22 全套SPC控制图制作 EXCEL版.xls PROCESS CAPABILITYCAPABILITY STUDYPROCESS Array DISTRIBUTIONDISTRIBUTION CURVE过 程 能 力 分 析 (Capabilities)部 门:机 组:操 作 者:日 期:2011-5-22件号:平均值 (Average)最小值 (Minimum)最大值 (Maximum)中位数 (Median)群組数大小(n)規格上限 USL規格下限 LSL控制上限UCL (X)控制下限LCL (X)标准差 (Std.Dev.)标准差 (Sigma Hat)0.00偏度 (Skewness)峰度(Kurtosis)预估不良率〈PPM〉(Out of Spec.) #VALUE!CaCPUCPLCpCpk单值和移动全距(X-MR)控制图控制图的常数和公式表 X-R图 X-s图均值X图 全距R图 均值X图 标准差S图 子组容量计算控制限用的系数标准差估计值的除数计算控制限用的系数计算控制限用的系数标准差估计值的除数计算控制限用的系数nA2d2D3D4A3c4B3B4UC 21.8801.880 1.1281.128 - 3.2673.2672.6592.659 0.79790.7979 -3.2763.276 31.0231.023 1.6931.693 -2.5712.571 1.9541.954 0.88620.8862 - 2.5682.568 40.7290.729 2.0592.059 - 2.2822.282 1.6281.628 0.92130.9213 - 2.2662.266 50.5770.577 2.3262.326 - 2.1142.114 1.4271.427 0.94000.9400 - 2.0892.089 60.4830.483 2.5432.543 - 2.0042.004 1.2871.287 0.95150.9515 0.0300.030 1.9701.970 70.4190.419 2.7042.704 0.0760.076 1.9241.924 1.1821.182 0.95940.9594 0.1180.118 1.8821.882 80.3730.373 2.8472.847 0.1360.136 1.8641.864 1.0991.099 0.96500.9650 0.1850.185 1.8151.815 90.3370.337 2.9702.970 0.1840.184 1.8161.816 1.0321.032 0.96930.9693 0.2390.239 1.7611.761 100.3080.308 3.0783.078 0.2230.223 1.7771.777 0.9750.975 0.97270.9727 0.2840.284 1.7161.716 110.2850.285 3.1733.173 0.2560.256 1.7441.744 0.9270.927 0.97540.9754 0.3210.321 1.6791.679 120.2660.266 3.2583.258 0.2830.283 1.7171.717 0.8860.886 0.97760.9776 0.3540.354 1.6401.640 130.2490.249 3.3363.336 0.3070.307 1.6931.693 0.8500.850 0.97940.9794 0.3820.382 1.6181.618 140.2350.235 3.4073.407 0.3280.328 1.6721.672 0.8170.817 0.98100.9810 0.4060.406 1.5941.594 150.2230.223 3.4723.472 0.3470.347 1.6531.653 0.7890.789 0.98230.9823 0.4280.428 1.5721.572 160.2120.212 3.5323.532 0.3630.363 1.6371.637 0.7630.763 0.98350.9835 0.4480.448 1.5521.552 170.2030.203 3.5883.588 0.3780.378 1.6221.622 0.7390.739 0.98450.9845 0.4460.446 1.5341.534 180.1940.194 3.6403.640 0.3910.391 1.6081.608 0.7180.718 0.98540.9854 0.4820.482 1.5181.518 190.1870.187 3.6893.689 0.4030.403 1.5971.597 0.6980.698 0.98620.9862 0.4970.497 1.5031.503 200.1800.180 3.7353.735 0.4150.415 1.5851.585 0.6800.680 0.98690.9869 0.5100.510 1.4901.490 210.1730.173 3.7783.778 0.4250.425 1.5751.575 0.6630.663 0.98760.9876 0.5230.523 1.4771.477 220.1670.167 3.8193.819 0.4340.434 1.5661.566 0.6470.647 0.98820.9882 0.5340.534 1.4661.466 230.1620.162 3.8583.858 0.4430.443 1.5571.557 0.6330.633 0.98870.9887 0.5450.545 1.4551.455 240.1570.157 3.8953.895 0.4510.451 1.5481.548 0.6190.619 0.98920.9892 0.5550.555 1.4451.445 250.1530.153 3.9313.9310.4590.459 1.5411.541 0.6060.606 0.98960.9896 0.5650.565 1.4351.435 UCL X ,LCL X =X±A 2R UCL X ,LCL X =X±A 2R UCL R = D 4RUCL S = B 4s LCL R = D 3RLCL S = B 3s δ=R/D 2δ= s/c 4中位数图单值图中位数X图全距R图 单值X图 全距R图 子组容量计算控制限用的系数标准差估计值的除数计算控制限用的系数计算控制限用的系数标准差估计值的除数计算控制限用的系数nA 2d 2D 3D 4E 2d 2D 3D 421.880 1.128 - 3.2672.660 1.128 -3.267 31.187 1.693 -2.574 1.772 1.693 - 2.574 40.796 2.059 - 2.282 1.457 2.059 - 2.282 50.691 2.326 - 2.114 1.290 2.326 - 2.11460.548 2.534 - 2.004 1.184 2.534 - 2.004 70.508 2.704 0.076 1.924 1.109 2.704 0.076 1.924 80.433 2.847 0.136 1.864 1.054 2.847 0.136 1.864 90.412 2.970 0.184 1.816 1.010 2.970 0.184 1.816 100.362 3.078 0.223 1.777 0.975 3.078 0.223 1.777 UCL X,LCL X =X±A2R UCL X,LCL X =X±E2RUCL R = D4R UCL MR = D4RLCL R = D3R LCL MR = D3Rδ=R/d2δ= R/d2UCL P ,LCL P ==UCL np ,LCL np =UCL C ,LCL C =UCL U ,LCL U =Cpk=( 1 - k ) x Cp 或 MIN {CPU,CPL}Ppk=( 1 - k ) x Pp 或 MIN {PPU,PPL}单边规格(设计规格)因没有规格上限或下限,没有规格下限 Cp = CPU = Cpk,没有规格上限()P P n P n −±=13nUU 3±=C C 3±=格上限 Cp = CPL = Cpk标准正态分布Pz=过程输出超过特殊规定值(如工程规范限)的比例,這個特殊规定值与过程均值相(针对处于统计控制状态并呈现正态分布的过程)。
全套SPC控制图制作办法
过 程 能 力 分 析 (Capabilities)部门:机组:操 作 者:日 期:2011-5-22产 品:总数 (Count)平均值 (Average)最小值 (Minimum)最大值 (Maximum)中位数 (Median)子組数大小(n)規格上限 USL規格下限 LSL控制上限UCL (X)控制下限LCL (X)标准差 (Std.Dev.)标准差 (Sigma Hat)0.00偏离(Skewness)峰度(Kurtosis)预估不良率〈PPM〉(Out of Spec.) #VALUE!CaCPUCPLCpCpk2011-5-22 全套SPC控制图制作 EXCEL版.xls PROCESS CAPABILITYCAPABILITY STUDYPROCESS Array DISTRIBUTIONDISTRIBUTION CURVE过 程 能 力 分 析 (Capabilities)部 门:机 组:操 作 者:日 期:2011-5-22件号:平均值 (Average)最小值 (Minimum)最大值 (Maximum)中位数 (Median)群組数大小(n)規格上限 USL規格下限 LSL控制上限UCL (X)控制下限LCL (X)标准差 (Std.Dev.)标准差 (Sigma Hat)0.00偏度 (Skewness)峰度(Kurtosis)预估不良率〈PPM〉(Out of Spec.) #VALUE!CaCPUCPLCpCpk单值和移动全距(X-MR)控制图控制图的常数和公式表 X-R图 X-s图均值X图 全距R图 均值X图 标准差S图 子组容量计算控制限用的系数标准差估计值的除数计算控制限用的系数计算控制限用的系数标准差估计值的除数计算控制限用的系数nA2d2D3D4A3c4B3B4UC 21.8801.880 1.1281.128 - 3.2673.2672.6592.659 0.79790.7979 -3.2763.276 31.0231.023 1.6931.693 -2.5712.571 1.9541.954 0.88620.8862 - 2.5682.568 40.7290.729 2.0592.059 - 2.2822.282 1.6281.628 0.92130.9213 - 2.2662.266 50.5770.577 2.3262.326 - 2.1142.114 1.4271.427 0.94000.9400 - 2.0892.089 60.4830.483 2.5432.543 - 2.0042.004 1.2871.287 0.95150.9515 0.0300.030 1.9701.970 70.4190.419 2.7042.704 0.0760.076 1.9241.924 1.1821.182 0.95940.9594 0.1180.118 1.8821.882 80.3730.373 2.8472.847 0.1360.136 1.8641.864 1.0991.099 0.96500.9650 0.1850.185 1.8151.815 90.3370.337 2.9702.970 0.1840.184 1.8161.816 1.0321.032 0.96930.9693 0.2390.239 1.7611.761 100.3080.308 3.0783.078 0.2230.223 1.7771.777 0.9750.975 0.97270.9727 0.2840.284 1.7161.716 110.2850.285 3.1733.173 0.2560.256 1.7441.744 0.9270.927 0.97540.9754 0.3210.321 1.6791.679 120.2660.266 3.2583.258 0.2830.283 1.7171.717 0.8860.886 0.97760.9776 0.3540.354 1.6401.640 130.2490.249 3.3363.336 0.3070.307 1.6931.693 0.8500.850 0.97940.9794 0.3820.382 1.6181.618 140.2350.235 3.4073.407 0.3280.328 1.6721.672 0.8170.817 0.98100.9810 0.4060.406 1.5941.594 150.2230.223 3.4723.472 0.3470.347 1.6531.653 0.7890.789 0.98230.9823 0.4280.428 1.5721.572 160.2120.212 3.5323.532 0.3630.363 1.6371.637 0.7630.763 0.98350.9835 0.4480.448 1.5521.552 170.2030.203 3.5883.588 0.3780.378 1.6221.622 0.7390.739 0.98450.9845 0.4460.446 1.5341.534 180.1940.194 3.6403.640 0.3910.391 1.6081.608 0.7180.718 0.98540.9854 0.4820.482 1.5181.518 190.1870.187 3.6893.689 0.4030.403 1.5971.597 0.6980.698 0.98620.9862 0.4970.497 1.5031.503 200.1800.180 3.7353.735 0.4150.415 1.5851.585 0.6800.680 0.98690.9869 0.5100.510 1.4901.490 210.1730.173 3.7783.778 0.4250.425 1.5751.575 0.6630.663 0.98760.9876 0.5230.523 1.4771.477 220.1670.167 3.8193.819 0.4340.434 1.5661.566 0.6470.647 0.98820.9882 0.5340.534 1.4661.466 230.1620.162 3.8583.858 0.4430.443 1.5571.557 0.6330.633 0.98870.9887 0.5450.545 1.4551.455 240.1570.157 3.8953.895 0.4510.451 1.5481.548 0.6190.619 0.98920.9892 0.5550.555 1.4451.445 250.1530.153 3.9313.9310.4590.459 1.5411.541 0.6060.606 0.98960.9896 0.5650.565 1.4351.435 UCL X ,LCL X =X±A 2R UCL X ,LCL X =X±A 2R UCL R = D 4RUCL S = B 4s LCL R = D 3RLCL S = B 3s δ=R/D 2δ= s/c 4中位数图单值图中位数X图全距R图 单值X图 全距R图 子组容量计算控制限用的系数标准差估计值的除数计算控制限用的系数计算控制限用的系数标准差估计值的除数计算控制限用的系数nA 2d 2D 3D 4E 2d 2D 3D 421.880 1.128 - 3.2672.660 1.128 -3.267 31.187 1.693 -2.574 1.772 1.693 - 2.574 40.796 2.059 - 2.282 1.457 2.059 - 2.282 50.691 2.326 - 2.114 1.290 2.326 - 2.11460.548 2.534 - 2.004 1.184 2.534 - 2.004 70.508 2.704 0.076 1.924 1.109 2.704 0.076 1.924 80.433 2.847 0.136 1.864 1.054 2.847 0.136 1.864 90.412 2.970 0.184 1.816 1.010 2.970 0.184 1.816 100.362 3.078 0.223 1.777 0.975 3.078 0.223 1.777 UCL X,LCL X =X±A2R UCL X,LCL X =X±E2RUCL R = D4R UCL MR = D4RLCL R = D3R LCL MR = D3Rδ=R/d2δ= R/d2UCL P ,LCL P ==UCL np ,LCL np =UCL C ,LCL C =UCL U ,LCL U =Cpk=( 1 - k ) x Cp 或 MIN {CPU,CPL}Ppk=( 1 - k ) x Pp 或 MIN {PPU,PPL}单边规格(设计规格)因没有规格上限或下限,没有规格下限 Cp = CPU = Cpk,没有规格上限()P P n P n −±=13nUU 3±=C C 3±=格上限 Cp = CPL = Cpk标准正态分布Pz=过程输出超过特殊规定值(如工程规范限)的比例,這個特殊规定值与过程均值相(针对处于统计控制状态并呈现正态分布的过程)。
全套SPC控制图制作-EXCEL版

备注及 原因跟踪:
7月1日
合 计
0.00
测量值的判定条件 > < USL LSL 蓝色 红色
平
均
0.00
預估不良率 (PPM)
#VALUE!
製程能力分析
0.00
平
X=
均
0.00
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
R=
預估不良率 (PPM)
X
0.60 0.40 0.20 0.00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
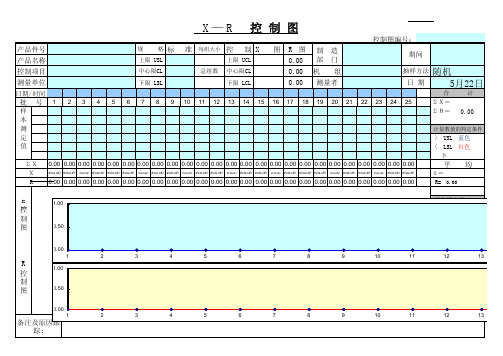
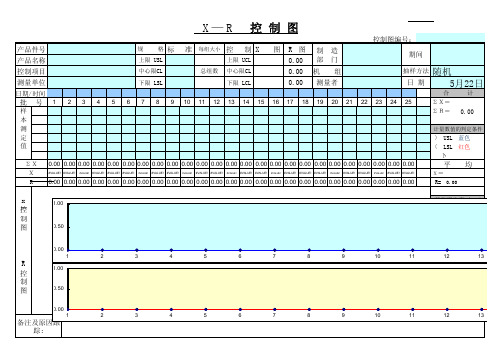
单值和移动全距(X-MR)控制图
产品件号 产品名称 控制项目 测量单位
日期/ 时间
规 格
上限 USL 中心限CL 下限 LSL 1 2 3 4 5 6 7 8
标
准
群組数大小
控
制 X
上限 UCL 总組数 中心限CL 下限 LCL 9 10 11 12 13 14 15
图 MR 图 0.00 0.00 0.00
16 17 18
制 部
造 门
机 组 测 量 者
19 20 21 22
控制图编号: 样品容 量/频 率 日 期
23 24 25
抽样方法
7月1日
合 计 ΣX= ΣR= 测量值的判定条件 > < USL LSL 蓝色 红色
批
样 本 测 定 值
号
N=
spc计量型控制图.xls

A 原理 本过程统计分析工具是根据统计过程控制理论来编制的。详细的原理参见相关的统计过程控制分析理论的书籍或QS9000的《SPC统 计过程控制手册》。
B.使用 1.分析工具的组数为4组,每组25个样本数,共100个样本容量。
2.收集数据的要求根据相关的统计分析原理进行分组、收集相应数据,然后填入数据栏Байду номын сангаас。
D.声明 本统计过程控制分析工具是为了方便质量管理工作者进行日常管理使用,或对统计过程控制(SPC)理论感兴趣的人员研究。不得 私自拷贝、复制或传播。
E.作者 令文广 先生(国家注册质量师、国家注册质量管理体系审核员、质量管理资深咨询师、质量管理培训讲师) 在使用过程中如果遇到什么疑问或建议请与作者直接联系:erwinling@
Erwin Ling.
All rights reserved by Erwin Ling.
2019/7/29
3.本分析工具自动绘制均值和极差图,为了得到良好的效果,每次使用时按照样本容量要求收集100个数据进行分析。 4.不要将数据栏目中每组的样本数(25)缩小(如20),这样5个样本量将是空的,均值成为0,均值图将自动识别并调整纵坐标 并从0开始显示,可能造成控制图显示不平衡,很难看清楚。
C.结论 1.本分析工具的分析结论给出了点子出界、连续7点在中心线同侧、连续7点上升或下降的结论。 2.大量的数据点分布在中心线附近的情况会在备注栏提醒。 3.其他的非随机分不情形请分析者根据过程统计分析理论自行分析并控制。
全套SPC控制图制作_EXCEL版

日期
2月21日
合 计
6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
ΣX=
样
ΣR=
本
测
测量值的判定条件
定 值
> US<L LSL
N=
ΣX X MR
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE
单值和移动全距(X-MR)控制图
控
制
产品件号 产品名称
规 格 标 准 群組数大小 控 制 X
上限 USL
上限 UCL
图 MR 图 制 造 0.00 部 门
样品容 量/频
率
控制项目
中心限CL
总組数 中心限CL
0.00 机 组抽样方法ຫໍສະໝຸດ 测量单位日期 批/
时间 号
1
2
3
4
5
下限 LSL
下限 LCL
0.00
测量 者
0.00
1
2
3
4
5
Excel怎么做Xbar-R控制图?Excel中制做SPCXbar-R控制图教程

Excel怎么做Xbar-R控制图?Excel中制做SPCXbar-R控制图教程如何在Excel中制做Xbar-R控制图?如今的雾霾天的次数越来越多,⼈们更加关⼼空⽓质量状况,⽐如⼀些颗粒物的含量、有毒⽓体的含量等等,再⽐如百度经验浏览量,这些项⽬还怎样监控才能最有效呢?企业中会使⽤统计过程控制的⽅法,Xbar-R控制图就是其中的⼀种,Xbar指的是测量对象的平均值,R指的是测量对象的极差,所以Xbar-R控制图的中⽂名字就叫平均值-极差控制图。
⼀、SPC控制图是什么?SPC是Statistical Process Control (统计过程控制) 的简写,控制图是⽤于分析和判断⼯序是否处于稳定状态所使⽤的带有控制界限的图。
SPC控制图是对过程质量加以测定、记录从⽽进⾏控制管理的⼀种⽤科学⽅法设计的图,是质量控制的⾏之有效的⼿段,是SPC技术的核⼼⼯具。
问世数⼗年来,质量控制图在众多现代化⼯⼚中得到了普遍应⽤,并凭借其强⼤的分析功能,为⼯⼚带来丰厚的实时收益。
最初的控制图分为计量型与计数型两⼤类,包含七种基本图表。
计量型控制图包括:IX-MR(单值移动极差图)Xbar-R(均值极差图)Xbar-s(均值标准差图)计数型控制图包括:P(⽤于可变样本量的不合格品率)Np(⽤于固定样本量的不合格品数)u(⽤于可变样本量的单位缺陷数)c(⽤于固定样本量的缺陷数)⼆、Excel中制做SPC Xbar-R控制图教程:1、概述Xbar-R控制图的整体输出样式如下表所⽰,表头部分为监控项⽬的详细信息,两个图表中⼀个为平均值的变化趋势图,另⼀个为极差变化趋势图。
接下来,就以经验推⼴中“经验浏览量”为例来说明Xbar-R控制图的制作详细过程。
2、表头制作表头主要是涵盖以下详细信息,即类别、部门、⼯序、控制项⽬、⼯程规范、样本容量和频次,其中控制项⽬即为百度经验浏览量,这是整个Xbar-R控制图制作过程的核⼼,⼯程规范为某个时间要求经验浏览量范围(310-380)次。
利用excel表格制作各种品质图表(QC7+MSA+SPC)

2.数学运算符 ‘^’ 数学运算符: 数学运算符 ’ 表示多少次方; 比如:5^6就是说5的6次方
在单元格键入: =FIXED(CORREL(C7:C36,D7:D36),2) =FIXED(C37^2,2)
可容易得到相关系数的 结果
双击:
然后弹出右图对话框:
右键图表上的数据点
勾选’显示R平方值’
09/ 第四季度散热片不良状况
100.00% 100 80 不良数量 60 40 20 0 50 43.10% 32 18 6 4 70.69% 86.21% 91.38% 94.83% 96.55% 100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 0%
不良比率
不良数量 累积不良率
然后进行装饰: 加入: 图表标题; 分类(X)轴; 数值(Y)轴等
为了图表左右Y轴的数据相关,必须让左右Y轴数据对齐: 如:刚才不良的个数为:116(左轴) 对应的右轴应该是100% 双击图表上的数值,会弹出如下提示框:
根据需要调节最大最小值
这样一个柏拉图就 完美的诞生了!!!
2. 直方图与EXCEL的结合运用
469.3~478.6 478.6~487.9 487.9~497.2 497.2~506.5 506.5~515.8 515.8~525.1 525.1~534.4
所涉及的函数: 所涉及的函数 1. 统计函数 统计函数: COUNTIF MAX MIN CONCATENATE 计算区域中满足给定条件的单元格的个数。 返回一组值中的最大值。 返回一组值中的最小值。 将几个文本字符串合并为一个文本字符串。
R = average ( R a + R b + R c )
利用excel表格制作各种品质图表(QC7+MSA+SPC)
把下面的单元格选取并点击直方图 即可制作开始直方图图表
需要留意的是:
点击列可得左图图表样 式,若点击行为右图图 表样式,可根据自己的
需要选择
确定后,就完成直观美丽的直方图了! 然后根据图表找出产品存在的差异。
3. 散布图与EXCEL的结合运用
某钣金件长度尺寸,由于公司和供应商之间一直在数据上面存在差异,选取 30个样板,分别注上编号测得数据如下:
0.93
C 0.92 0.93
设计的运算公式: KappaA_ B Po Pe (1 Pe )
其中:Po为相同判别(如A=0&B=0和A=1&B=1 )的对应数量占的比率; Pe为相同判别(如A=0&B=0和A=1&B=1 )的对应期望数量占的比率。
表达式如下:
Po
( X A0&b0
X A1&b1 ) X 总数
TV (R & R2 PV 2)
%重复性: %再现性: %GR&R:
%AV=100[AV/TV] %EV=100[EV/TV] %GRR=100[GRR/TV]
样板间变差:
分级数:
%PV=100[PV/TV] ndc =1.41(PV/GRR)
步骤1: 先计划表格,如右图:
应该遵循GR&R的取 样要求和测量要求:
3. 所有测量数据的均值 例X1
X average( Xa Xb Xc) 例 Xa
极差分为4种: 1. 个人每个样板测量间的Ra; 2. 个人10个样板间R的平均值 R 3. 所有人的 R 平均值 R 4. 零件均值极差Rp
对应键入公式:
Ra=MAX(B11:B13)-MIN(B11:B13) R average(R1 R2 R3... R10) R average(Ra Rb Rc) Rp Max( X1 ~ X n) Min( X1 ~ X n)
利用Excel表格制作品质图表(QC7+MSA+SPC)

%GR&R Excel版本制作完成!
2. 交叉法与EXCEL的结合运用
首先回顾以下交叉法的评估方法:
随机选取50个产品(最好包含10个左右不良 样品)并编号。
温馨提示:右图为组数的参考值
步骤4:计算组距(全距/组数K )
數據數 50~100 100~250 250以上
組數 6~10 7~12 10~20
步骤5:计算上下组列
用CONCATENATE函数合并上下界 数值文本,计算如下:
步骤6:计算组列间的个数
步骤7:制作图表
运算结果如下
键入 COUNTIF和 SUN函数运 算满足条件
75
38.00
37.00
75
总计
数量 期望数量
76
74
150
76
74
150
由上表可以看出需要根据测量的数据计算出:
A=0&B=0 A=0&B=1 A=1&B=0
同理得 B&C A&C
B=0&C=0 B=0&C=1 B=1&C=0
A=0&C=0
+ A=0&C=1
A=1&C=0
A=1&B=1
B=1&C=1
PV Rp * K3 例如:样板数目为10时,取值为0.3146 经过=I7*G29运算可得出PV值
利用Excel制作SPC分析表格
3 品质常用工具与excel的运用技巧
4 表面处理的培训
5 到飞黄出差
6
-
7
-
8
-
计划完成时 间
2010-1-7
2009-12-25 2010-1-5
2009-12-26 2009-12-27
-
是否关 闭
否
否 否 是 是 -
通知 时间已超,请注意关闭
该问题 距离完成还有时间,请
注意及时完成 该项目紧急,请速完成
返回数据集中第 k 个最大值。使用此函数可以根据相 对标准来选择数值。例如,可以使用函数 LARGE 得到 第一名、第二名或第三名的得分。
步骤1: 用SUM函数统计加班总时间,如下:
步骤2: 用LARGE函数排列其大小,从大至小,如下:
步骤3: 用ALT+O+D设置条件格式:
完成!
THANK YOU
步骤4: 根据前面的算出的上下管控线分6个区间(分别代表+/-3S)
步骤5: 制作图表
15.03
15.03
15.02
15.02
15.01
15.01
15.00
15.00
14.99
14.99
14.98
14.98 1
2
3 双4 击图5 表中6 该 7
8
9
10
11
12
13
14
15
处刻度,得出
如下页图框
步骤6: 调整和修改图表
6 0.48 * 2.00
7 0.08 1.92
8 0.37 0.14 1.86
9 0.34 0.18 1.82
10 0.31 0.22 1.78
SPC控制图表格

XXXX (Shanghai) Co.Ltd
X-R控制图
工厂车间 零件名称 ● AVERAGES(X BAR CHART ) ● RANGES(R CHART ) 检 查 记 录
CLX UCLX LCLX MAX-MIN(R) CLR UCLR LCLR 调整说明
图
号
工序名称
称重
AVERAGE(X) UCL(X) CL(X) LCL(X)
说 明 栏 ●对特殊原因采取措施说明 *任何超出控制限的点
*连续7点在中心线之上或之下 *连续7点上升/下降 *任何其它明显非随机的图形 ●采取措施的说明 ①不要对过程做不必要改变 ②注明对过程因素(人机料法环 或MS)所做的调整
组容 2 3 4 5 6 7 8 9 10
19 491.00 494.00 492.00 490.00 489.00
491.200 489.000 495.000 483.000 5.000 3.720 9.000 0.000
20 492.00 489.00 493.00 493.00 491.00
491.600 489.000 495.000 483.000 4.000 3.720 9.000 0.000
质量特性 规格值CL
重量 489.000
尺寸上限USL 尺寸下限LSL
498.00 480.00
组容/频率 机器编号
5pcs/1H
生产形态 日 期
□PPAP
■ 量产
498.00 495.00 492.00 489.00 486.00 483.00 480.00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
USL LSL
蓝色 红色
N=
ΣX X R
1.00
平
X=
均
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
R= 0.00
x X 控 制 图
0.80 0.60 0.40 0.20 0.00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
预估不良率 (PPM)
#VALUE!
过程能力分析
Std.Dev.=
R 控 制 图
1.00
0.00
计量数值的判定条件
> <
USL LSL
蓝色 红色
平
均
预估不良率 (PPM)
#VALUE!
过程能力分析
0.00
0.80 0.60 0.40 0.20 0.00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Sigma = PPK= PP = Ca = CPK= CP = Grade =
备注及原因跟 踪:
随机 5月24日
合 计
X—R
产品件号 产品名称 控制项目 测量单位
日期/ 时间
规 格
控 制 图
控制图编号: 制 X 图 R 图 0.00 0.00 0.00
15 16 17 18
标
准
每组大小
控
上限 USL 中心限CL 下限 LSL 1 2 3 4 5 6 7 8 9 10 11 12 总组数
上限 UCL 中心限CL 下限 LCL 13 14
制 部 机
造 门 组
期间
抽样方法
测量者
19 20 21 22 23 24
日 期
25
随机 5月24日
合 计 ΣX= ΣR=
批
样 本 测 定 值
号
计量数值的判定条件
> < 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00