分切机控制系统
康甫分切机的控制系统及原理
康甫分切机的控制系统及原理摘要:康甫分切机的控制系统是集程序控制,硬件组态和交流调速于一体的控制系统,重点介绍了控制系统模块化的结构,各模块的功能特点。
因此需要从以下几个方面进行介绍:关键词:用户程序变量数据源文件功能块通信总线一用户程序用户程序,组态硬件由SIMATIC家族中的STEP7软件完成,在控制程序中主要用到的程序类型有OBFC DB FB 源程序。
组织块(OB)表示操作系统和用户程序之间的接口。
组织块由操作系统调用,控制循环中断、PLC启动和错误处理。
数据块(DB)数据块包含用户程序使用的变量数据。
共享数据块则用来存储所有可以由其它块访问的用户数据。
共享数据块不能分配给逻辑块。
但可以在程序的任何位置直接调用, 每个FB、FC或OB都可以从共享的DB中读取数据或将数据写入到共享DB,背景数据块是直接分配给逻辑块的数据块。
功能(FC)属于用户自己编写的块。
是一种”不带内存”的逻辑块,调用该功能时,实际参数将替换形式参数,FC的临时变量保存在本地数据堆栈中,为保存该数据,功能也可使用共享数据。
功能块(FB)属于用户编程的块。
功能块是一种”带内存”的块。
分配实例数据块作为其内存。
传送到FB的参数和静态变量保存在实例DB中。
临时变量则保存在本地数据堆栈中,执行完FB时,不会丢失实例DB中保存的数据。
但执行完FB时,会丢失保存在本地数据堆栈中的数据。
源文件:PASCAL由于具有高级命令,将简化诸如循环和条件分支的编程,SCL 适合于方程、复杂优化算法、或大规模数据管理等的计算。
在分切机控制中主要执行数据处理任务程序用户程序的执行控制程序正常运行,必须调用用户程序的块。
这通过特殊的STEP 7 指令、来完成块调用,而这些指令、块调用只能在逻辑块中编程,所以只能用到的编程语言是LAD、FBD、STL。
以下是一个扫描周期内块调用的次序和嵌套。
二硬件组态Profibus-DP离散外设的通讯,MPI 多点通信,用于智能程度高的硬件1遵循的是主从通信的原理;只有主站请求时,从站才可以动作。
基于PLC技术的分切机自动控制系统设计

基于PLC技术的分切机自动控制系统设计赵敏鹏【摘要】分切机是凹版印刷加工中的最重要的工作流程之一;为提高分切机自动控制系统的响应性及稳定性,需要进行分切机自动控制系统设计;但是采用当前方法进行分切机自动控制系统设计时,难以掌控张力控制,存在精准度低、扩展性差的问题;为此,提出一种基于PLC技术的分切机自动控制系统设计方法;运用PLC技术设计出分切机自动控制系统,重点阐述了该系统的硬件构成以及软件的设计思路,介绍伺服驱动机构、回旋切割机构、变频器机构以及触摸屏等系统硬件机构的设定,并完成PLC外部MR-J2S的端子接线图,为使配备电位器旋钮以手动的控制方式来实现分切机的调速,文章采用三菱FR-E540-5.5K-CH型变频器;依据FROM和TO指令确定分切时各轴的扭矩,分析预浸窄带卷绕成形规律,给出分切机复卷轴静态动力方程,得以实现分切机复卷机构预浸窄带复卷的恒张力;实验证明,所提方法控制精确度高,可以为分切机自动控制系统的设计提供科学的依据.%Slitter is one of the most important processes in gravure printing.In order to improve the response and stability of automatic control system of Slitter,it is necessary to design the automatic control system of slitting machine.However,it is difficult to control the tension control in the design of the automatic control system of the splitting machine with the current method.There are problems of low precision and poor scalability.Therefore,a design method of automatic control system of slitting machine based on PLC technology is proposed.The use of PLC technology to design the cutting machine automatic control system,expounds the system hardware and software design,introduces the servo driving mechanism,cutting mechanism,drivemechanism and cyclotron touch screen hardware mechanism and complete set,terminal wiring diagram PLC external MR-J2S,is equipped with a potentiometer knob to make speed the manual control mode to realize the cutting machine,this paper adopts MITSUBISHI FR-E540-5.5K-CH inverter.The axis of the cutting torque is determined based on the FROM and TO instructions,analysis of prepreg narrowband winding forming law given cutter reel static dynamic equations,to achieve constant tension Slitter rewinding mechanism of prepreg bandrewinding.Experimental results show that the proposed method has high control accuracy and can provide a scientific basis for the design of automatic control system of slitter.【期刊名称】《计算机测量与控制》【年(卷),期】2018(026)001【总页数】5页(P110-114)【关键词】分切机;自动控制系统;响应性【作者】赵敏鹏【作者单位】宝鸡职业技术学院电子信息工程系,陕西宝鸡 721013【正文语种】中文【中图分类】TP3020 引言近年来,随着科学技术的不断发展,工业化程度的不断提高,工业控制系统对自动化控制也逐渐提出了更高的要求[1]。
分切机的控制系统及原理
分切机的控制系统及原理中国科技期刊数据库科研2015年14期 231分切机的控制系统及原理张海峰乐凯胶⽚股份有限公司,河北保定 0710054摘要:随着科技的发展、社会⽂明的进步,⼈们对商品包装的要求越来越⾼,促使近年来我国包装⾏业的迅速蓬勃发展,作为配套的分切机在产品的分切及质量控制⽅⾯起着关键的作⽤,分切是宽幅薄膜⽣产线或印后加⼯的最后⼀道⼯序,在整个⽣产流程中占有⼗分重要的地位。
关键词:分切机;控制系统;原理中图分类号:TH137 ⽂献标识码:A ⽂章编号:1671-5780(2015)14-0231-02导⾔凹版印刷是⽬前我国最流⾏也最常见图⽂印刷⽅法之⼀,它具有版筒耐印率⾼、印刷速度快等特点。
凸版印刷机特别适⽤于⼤批量及批量印刷⼯艺,加⼯出来的印刷品层次丰富、墨⾊厚实、⽴体感强,可获得⾊彩鲜丽及浓淡有致的图⽂信息变化。
分切机是凹版印刷系统的重要⼯艺设备,它在凹版印刷机产品的质量及分切控制⽅⽽起着关键的作⽤,在整个⽣产流程中占有⼗分重要的地位。
我国在分切机控制上与⼀些国际品牌存在着较⼤的差距,其中分切机的张⼒控制是难点,也是我国与世界先进国家技术差距最⼤的地⽅。
本⽂重点对分切机控制系统中的张⼒控制进⾏研究。
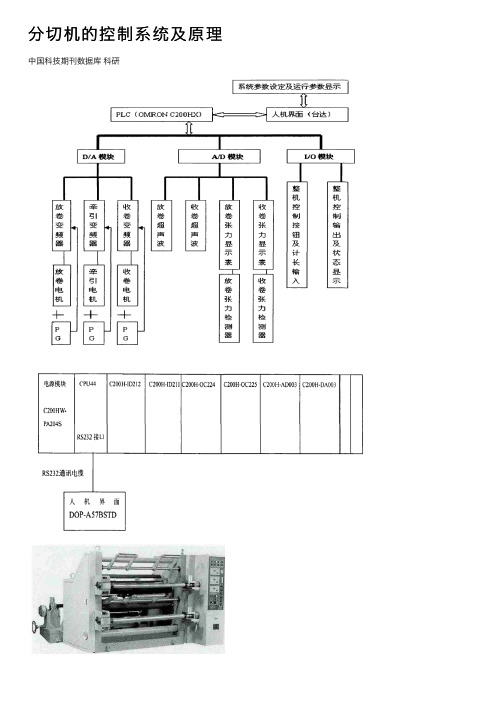
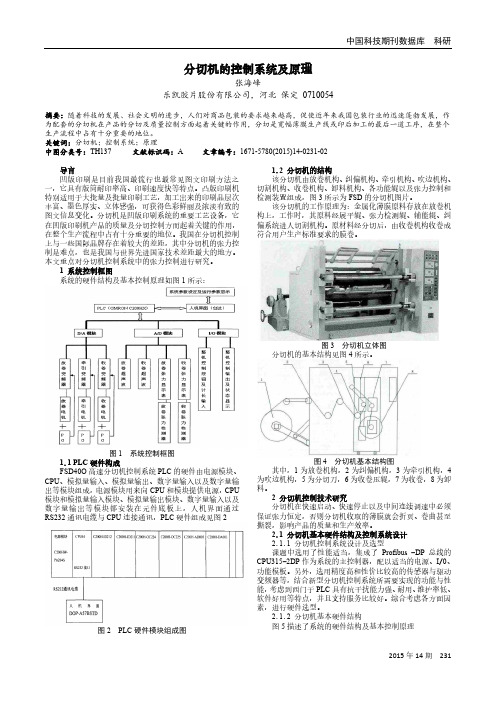
1 系统控制框图系统的硬件结构及基本控制原理如图1所⽰:图1 系统控制框图1.1 PLC 硬件构成FSD40O ⾼速分切机控制系统PLC 的硬件由电源模块、CPU 、模拟量输⼊、模拟量输出、数字量输⼊以及数字量输出等模块组成,电源模块⽤来向CPU 和模块提供电源,CPU 模块和模拟量输⼊模块、模拟量输出模块、数字量输⼊以及数字量输出等模块都安装在元件底板上,⼈机界⾯通过RS232通讯电缆与CPU 连接通讯,PLC 硬件组成见图2图2 PLC 硬件模块组成图1.2 分切机的结构该分切机由放卷机构、纠偏机构、牵引机构、吹边机构、切割机构、收卷机构、卸料机构、各功能辊以及张⼒控制和检测装置组成,图3所⽰为FSD 的分切机图⽚。
分切机操作规程

分切机操作规程一、前言随着制造业的不断发展,分切机在现代生产中得到了广泛应用。
分切机的操作规程对于生产效率、品质和安全都起着至关重要的作用。
本文档主要介绍分切机的基本构造、操作规程和安全注意事项,帮助员工正确、安全地操作分切机,提高生产效率和品质,保障员工的安全。
二、分切机的基本构造分切机一般由切刀系统、张力控制系统、传动系统、控制系统、送料装置等部分组成。
(一) 切刀系统切刀系统是分切机最主要的部分之一。
它由刀架、刀盘、切刀、切刀螺栓、调整螺栓等部分组成。
在操作分切机时,应注意切刀螺栓和调整螺栓的紧固度,防止切刀松动或位置偏移导致切割不平整。
(二) 张力控制系统张力控制系统是保证分切出来的产品长度一致、品质优良的关键。
它由张力控制装置、张力传感器、张力控制器等部分组成。
在操作分切机时,应注意确保张力传感器的精度以及张力控制器的设定参数。
(三) 传动系统传动系统由主动轮、从动轮、减速机和传动皮带等部分组成。
传动系统的平稳运转是分切机正常工作的保证。
(四) 控制系统控制系统由PLC控制器、人机界面、电器元件等部分组成。
在操作分切机时,应注意设置正确的参数,对故障进行及时排除。
(五) 送料装置送料装置一般由送料滚筒、自动纠偏装置等部分组成。
在操作分切机时,应注意送料装置的设定参数和滚筒的清洁和维护。
三、分切机的操作规程(一) 准备工作1.检查分切机的所有零部件是否正常,消除有关隐患;2.检查电线和电缆是否完好,传动皮带是否有裂痕;3.检查电源开关是否关闭,所有操作按钮是否在零位;4.清除分切机和工作区周围的异物,确保安全操作。
(二) 启动分切机1.工作人员必须站在安全的位置,按下启动按钮;2.确认传动轮和从动轮的运行方向是否正确;3.根据生产需要,设定好切割长度、切割数量等参数;4.设置好张力控制装置和控制系统的参数。
(三) 操作分切机1.放置待切材料,并要求提供合适的在线操作指导;2.启动送料滚筒,将待切材料送入分切机,确保在材料进入切刀之前达到规定的切割长度;3.在材料到达刀口前,启动切刀,实现对材料的切割;4.切割完成后,持续的出料要求操作人员下料或采取其他措施,以便于送至下一个加工工艺流程中。
卷材分切机切割控制系统设计
卷材分切机切割控制系统设计随着现代工业的飞速发展,许多新的机械设备和自动化技术应运而生,其中卷材分切机在各个领域得到广泛应用。
卷材分切机是一种用于将卷材材料切成特定长度的自动化设备,可以广泛应用于塑料膜行业、纸张行业、玻璃纤维行业等许多领域。
作为卷材分切机的关键部分,切割控制系统的设计对整个设备的性能和效率起着至关重要的作用。
一个优秀的切割控制系统不仅可以提高生产效率,还能提高产品质量和机器的可靠性。
控制系统硬件设计在卷材分切机中,切割控制系统的硬件部分包括电机驱动系统、传感器系统、机械系统、电源系统、控制器和通信系统等。
电机驱动系统是整个设备的关键部分,该系统需要能够提供足够的马力和速度来驱动整个设备满足生产要求。
为了实现高精度和高速度的切割,需要使用带有高分辨率的旋转编码器的优质电机。
传感器系统用于监测卷材的位置和长度,然后与设定的长度进行比较以确定何时切割。
传感器系统的选择取决于所需的精度和切割速度。
在高速生产线上,需要选择响应速度较快的光电传感器。
机械系统包括三个主要部分:切割刀、压板以及卷材固定夹具。
为了实现高精度的切割,在设计这些系统时需要非常注重机械精度和稳定性,这样才能获得更高的切割精度和更长寿命的刀片。
电源系统需要满足驱动电机和控制器的功率需求。
在应用中,需要确保电源系统的电压稳定,以防止设备进行切割操作时出现停电和电压波动等不利情况。
控制器则是控制整个系统的核心,负责对各个子系统进行协调和控制。
在卷材分切机上,通常使用PLC或单片机来控制整个系统。
PLC适用于大型生产线和复杂的控制系统,而单片机则适用于较小型的控制系统。
通信系统可用于实时监测设备状态和控制系统,以便及时发现和解决问题。
现代卷材分切机通常使用网络或无线电进行通信。
控制系统软件设计除了硬件设计外,卷材分切机的切割控制系统软件设计同样重要。
程序控制是控制整个系统的核心,程序的编写需要充分考虑到各个子系统的协调和控制。
卫生纸分切机PLC控制系统设计
分类号:单位代码:毕业论文(设计)卫生纸分切机PLC控制系统的设计摘要分切机是将宽幅材料进一步加工成后续生产工艺所需宽度的产品的一种工序,本文提出PLC为核心,结合步进电机实现位置控制方法,以及通过指拨开关实现简单参数设定,对试剂片分切机进行改造,从而保证分切机实现精确进给。
电气传动系统采用可编程控制器(PLC)和变频器控制技术具有良好实用前景,既能提高自动化水平,还是节能高效,对提高系统的运行管理水平、减轻环境污染都会起到很好的作用。
目前国内的中小型企业只有一部份采用PLC 控制,所以推广应用这些新技术、新设备的任务仍是十分繁重。
采用三菱公司的可编程控制器对该分切机设计。
系统中由三菱PLC完成数据的采集和电动机等设备的控制任务。
使用FX2N可编程控制器的编程软件GX Developer 8.0进行编程编制,模块化的程序设计方法,大量采用代码重用,减少了软件的开发和维护工作量。
关键词:分切机电气控制PLCABSTRACTSlitter wide material is further processed into the production process of a subsequent step width of the product required, we propose PLC as the core, combined with stepper motor position control method, and by the DIP switch is simple parameter setting, for reagent tablets Slitter transformation, thus ensuring precise cutting machine infeed.Electric transmission system using a programmable controller (PLC) and the inverter control technology has a good practical prospects, both to improve the level of automation, or energy efficient, to improve the system's operation and management level, reduce environmental pollution will play a good role. At present, only a part of the small and medium enterprises with PLC control, so to promote the application of these new technologies, new equipment, the task is still very heavy.Mitsubishi PLC using the cutting machine design. System control tasks performed by Mitsubishi PLC and other data acquisition and motor equipment. Use FX2N PLC programming software GX Developer 8.0 compiled programming, modular programming method uses a lot of code reuse, reduce software development and maintenance.Key words: Slitter Electrical Control PLC目录第一章绪论 (1)1.1 目前分切机的控制水平 (1)1.2 分切机的张力控制方法 (1)1.3 课题研究的主要内容 (2)第二章分切机的概述 (3)2.1 卫生纸分切机的概述 (3)2.2 卫生纸分切机控制研究 (3)第三章可编程序控制器工作原理 (4)3.1 可编程序控制器简介 (4)3.2 可编程序控制器的结构 (4)3.3 可编程序控制器的工作原理 (4)第四章卫生纸分切机控制系统设计 (5)4.1 控制系统整体结构 (5)4.2 系统设计 (9)4.4 PLC 设置 (12)结论 (13)参考文献 (16)谢辞 (17)第一章绪论1.1 目前分切机的控制水平在与多家国际品牌,目前我国的切割机(如德国,英国,意大利,美国康普该阿特拉斯,日本富士,泰坦)仍有较大差距,海内所生产的分切机自动化水准还停留在中下游水平上,虽然说对国内外把持原器件运用已非常普及,价钱也较低廉,但国内分切机厂家在使用时,了解切工艺和材料性能的发展远远落后于发达国家水平的深度,尤其是缺乏有机结合的控制系统和机械结构,和切割材料,在这个意义上,在粗线大部分仍留在国内切割机,切割机的控制系统的严密性、合理性没有更深入的了解。
分切机的控制系统及原理
中国科技期刊数据库 科研2015年14期 231分切机的控制系统及原理张海峰乐凯胶片股份有限公司,河北 保定 0710054摘要:随着科技的发展、社会文明的进步,人们对商品包装的要求越来越高,促使近年来我国包装行业的迅速蓬勃发展,作为配套的分切机在产品的分切及质量控制方面起着关键的作用,分切是宽幅薄膜生产线或印后加工的最后一道工序,在整个生产流程中占有十分重要的地位。
关键词:分切机;控制系统;原理 中图分类号:TH137 文献标识码:A 文章编号:1671-5780(2015)14-0231-02导言凹版印刷是目前我国最流行也最常见图文印刷方法之一,它具有版筒耐印率高、印刷速度快等特点。
凸版印刷机特别适用于大批量及批量印刷工艺,加工出来的印刷品层次丰富、墨色厚实、立体感强,可获得色彩鲜丽及浓淡有致的图文信息变化。
分切机是凹版印刷系统的重要工艺设备,它在凹版印刷机产品的质量及分切控制方而起着关键的作用,在整个生产流程中占有十分重要的地位。
我国在分切机控制上与一些国际品牌存在着较大的差距,其中分切机的张力控制是难点,也是我国与世界先进国家技术差距最大的地方。
本文重点对分切机控制系统中的张力控制进行研究。
1 系统控制框图系统的硬件结构及基本控制原理如图1所示:图1 系统控制框图1.1 PLC 硬件构成FSD40O 高速分切机控制系统PLC 的硬件由电源模块、CPU 、模拟量输入、模拟量输出、数字量输入以及数字量输出等模块组成,电源模块用来向CPU 和模块提供电源,CPU 模块和模拟量输入模块、模拟量输出模块、数字量输入以及数字量输出等模块都安装在元件底板上,人机界面通过RS232通讯电缆与CPU 连接通讯,PLC 硬件组成见图2图2 PLC 硬件模块组成图1.2 分切机的结构该分切机由放卷机构、纠偏机构、牵引机构、吹边机构、切割机构、收卷机构、卸料机构、各功能辊以及张力控制和检测装置组成,图3所示为FSD 的分切机图片。
分切机控制系统设计

[ 稿 日期 ] 2 1 一10 收 0 2O—5 [ 者 简 介] 杜 海 军 ( 9 2 ), , 堰 职 业 技 术 学 院 机 电系 教 师 ;钱 治 磊 ( 94 ) , , 作 17- 男 十 18 - 男 十堰 职 业 技 术 学 院 机 电系 教 师
杜 海 军 , 治 磊 钱
( 十堰职业 技 术学 院 机 电工 程系 湖北 十堰 4 2 0 ) 4 0 0
[ 摘
要] 分切 机是 凹版 印刷 系统 的重要 工 艺设 备 , 它在 凹版 印刷 机 产 品 的质 量及 分 切 控 制 方
面起 着 关键 的作 用 , 整 个生产 流程 中占有十分 重要 的地 位 。我 国在 分切 机 控 制上 与 一 些 国际 在 品牌 存在 着较 大的 差距 , 中分 切机 的张 力控制是 难 点 , 是我 国与世 界先进 国家技 术 差距 最 大 其 也
2 分 切 机 张 力 控 制 方 法
一
3 基 于 P C的 分切 机 控 制 系统 的 设 计 L
. 般来 说 , 切机 的张力 控 制 系统 在 整 体结 构 3 1 硬 件 设 计 分 上 由以下 三部 分 组成 : 张力 控 制装 置 ; 分切 机 速 度/ 根据分切机控制 系统所 要实现 的功能 , 文所 研 本 究 的分切 机控制系统的基本硬 件构 成如 下[ : 2 欧姆 龙 ] 张 力检测 装置 ; 张力 控制 驱动器 及执 行机 构Ⅱ 。 ] 2O 公选用 C U 模块 ; P 电源模 块 ; 在 分 切机 张 力控 制 系统 的三个 组 成 部分 之 中, 的 C O 可 编程控制器 , 1 8 核 心是 张力控 制装 置 。张力 控 制装置 首先 利用 张力 存储器模 块 ;6点 数 字 量输 入 和输 出模 块 各 一个 ; 触 L 传感 器和 速度 传感 器 , 对其 张力 控 制装 置 的相 关 信 点数 字 量 输 入 和 输 出 模 块 各 一 个 ; 摸 屏 ; X一 3TD型张力传 感器 ; M—P L C型张 力 显示 表 ; 声 超 号进 行采集 , 然后 控 制装置 对这 些信 号进行 处理 , 通 00 过对 比实 时测 量值 和设 定 值 之 间 的关 系和 差值 , 再 波传感器 ; 变频 器 ; 电气 比例阀 ; 电机 ; 编码器 。 . 通过 差值 的大 小并 应 用一 定 的 控 制 策 略 , 控 制 信 3 2 分切 机软 件控 制设计 对 由于分 切机 生 产线 非 常长 , 此对 整 个 分 切机 因 号进 行实 时调 整 , 后 将 控制 信 号 反 馈 给 张力 控 制 然 生产 线 的张力进 行稳定 控制难 度 比较 大 。本 文将 整 执行 机构 , 执行 机构 进行相 关动 作之后 , 成对分 切 完 个分 切机 生产线 , 成 几个 可 控 制 的部 分 分 段 进行 分 机 张力 和速度 的调整 。 分成 的几 个部分 分 别是 : 卷 和放 放 在 实际 的印刷 加 工生 产 之 中 , 常有 以下 两种 张 相关 的张 力控制 ,
分切机控制系统
密码提示窗口
输入密码 返回
当 用 户 输 入 正 确 的 密 码 后 密 码 提 示 窗 口 将 自 动 消 失 。密 码 =1234
1 2 3
5 4
1、主轴周长:指分切机主传动轴的周长(毫米)。分切 机 控 制 系 统 的 测 量 长 度 、 测 量 速 度 及 卷 径 的 计 算 均 以 此 参 数 做 为 基 准 进 行 运 算 , 所 以 要 准 确 的 输 入 该 参 数 。 2、打滑速度:指分切时收卷电机运转速度快于分切速度 的 值 , 分 切 机 在 启 动 状 态 时 收 卷 轴 的 速 度 即 等 于 该 值 。 ( G F Q - 1 型 控 制 系 统 此 参 数 无 效 ) 。
GFQ-2 型 分 切 机 电 脑 控 制 系 统
P8
1、 启 动 : 按 启 动 按 钮 指 示 灯 闪 烁 提 示3次 同 时 收 卷 电 机 开 始 运 转 , 同 时 牵 引 轴 压 棍 自 动 压 下 。 此 时 机 器 处 于 待 运 行 状 态 。 2、 运 行 : 按 运 行 按 钮 前 要 确 认 主 轴 压 棍 是 否 已 压 下 , 确 认 压 下 后 按 下 运 行 按 钮 , 此 时 收 卷 轴 压 辊 自 动 压 下 同 时 主 电 机 开 始 转 动 将 分 切 材 料 送 出 , 收 卷 轴 开 始 收 卷 。 3 、 定 速 : 按 定 速 按 钮 , 机 器 在 大 约 2 0 秒 钟 内 自 动 升 速 到 设 定 的 速 度 值 。 如 果 在 自 动 升 速 过 程 中 , 发 现 问 题 须 停 止 升 速 , 则 按 “ 加 速 ” 或 “ 减 速 ” 按 钮 , 机 器 便 稳 定 在 当 前 的 速 度 下 运 转 。 检 查 发 现 无 问 题 , 需 要 继 续 自 动 升 速 , 再 按 定 速 按 钮 。 4 、 加 速 : 如 果 不 需 要 自 动 升 速 , 而 要 手 动 升 速 , 则 按 “ 增 速 ” 按 钮 。 5 、 减 速 : 若 需 要 减 速 , 按 下 “ 减 速 ” 按 钮 。 6 、 停 止 : 机 器 在 运 行 或 定 速 状 态 下 按 一 次 停 止 按 钮 可 以 将 机 器 停 止 运 转 但 收 卷 轴 不 停 进 入 启 动 状 态 , 其 目 的 是 防 止 停 机 时 材 料 松 掉 , 只 有 再 次 按 停 止 按 钮 机 器 才 完 全 进 入 停 止 状 态 。 7 、 紧 急 停 止 : 在 任 何 时 候 按 该 按 钮 机 器 都 将 快 速 停 止 分 切 机 运 转 。 8 、 卷 径 复 位 : 当 分 切 机 收 卷 轴 完 成 一 次 收 卷 后 再 次 重 新 收 卷 时 , 按 该 按 钮 可 以 使 当 前 卷 径 恢 复 到 起 始 卷 径 及 当 前 张 力 输 出 恢 复 到 起 始 张 力 , 这 样 使 分 切 机 收 卷 轴 换 料 后 数 据 快 速 恢 复 。 9、 主 轴 压 棍 按 钮 : 点 按 该 按 钮 可 以 使 主 牵 引 轴 的 压 棍 压 下 或 松 开 。 10、 上 收 卷 轴 压 棍 按 钮 : 点 按 该 按 钮 可 以 使 上 收 卷 轴 的 压 棍
分切机的应用原理
分切机的应用原理1. 什么是分切机?分切机是一种用于将连续卷材切割成所需长度的设备。
它能够将卷材按照预设的规格进行切割,以满足不同行业对卷材长度的需求。
分切机广泛应用于包装、纸品、塑料等行业,其应用原理主要包括材料传送系统、切割系统和控制系统。
2. 材料传送系统材料传送系统是分切机的关键部分之一,它主要负责将连续卷材由原料卷装置传送到切割系统。
材料传送系统一般由一对张力控制器(Tension Controller)和张力控制滚筒组成。
•张力控制器:通过控制滚筒的工作状态来实现对卷材张力的控制。
张力控制器可以根据卷材的特性和切割要求来调整滚筒的转速,以避免卷材在传送过程中出现过紧或过松的现象。
•张力控制滚筒:张力控制滚筒是材料传送系统的核心装置。
它通过与卷材接触,通过摩擦力将卷材传送到切割系统。
张力控制滚筒通常由橡胶或金属材料制成,以提供足够的摩擦力来保持卷材的稳定传送。
3. 切割系统切割系统是分切机的另一个重要组成部分,它负责将传送的连续卷材切割成所需长度。
切割系统一般由切刀组和导向装置组成。
•切刀组:分切机通常会采用多刀切割方式。
切刀组由一组切刀和对切刀进行控制的压力调节装置组成。
切刀的数量和间距可根据需要进行调整,以满足不同的切割要求。
•导向装置:导向装置用于保持卷材在切割过程中的稳定性。
它通常由导向滚筒和导向板组成。
导向滚筒采用摩擦力或气压来保持卷材的稳定传送,导向板则用于使卷材在切割过程中保持水平位置。
4. 控制系统控制系统是分切机的大脑,它负责对整个分切过程进行控制和监测。
控制系统一般由PLC(可编程逻辑控制器)、变频器、触摸屏和传感器等组成。
•PLC:PLC是一种专门用于工业控制的计算机。
它通过接收和处理传感器的反馈信号,根据预设的程序来控制切割系统的工作。
PLC具有高可靠性和灵活性的特点,能够满足不同行业对分切机的需求。
•变频器:分切机通常会使用交流电动机来驱动切割系统的传动装置。
【应用案例】分切机恒张力控制系统

【摘要】该方案采用2套MOTEC内置PLC型交流伺服无需外加控制器,即可完成分切机的恒张力收放料控制。
这种内置的PLC在运行中控制部分可直接调用伺服参数,不需要通过额外通信接口。
响应速度高,抗干扰能力强。
避免接口通讯问题。
除了分切机在其他各种自动化设备应用中也有其独特的优势。
【关键字】MOTEC内置PLC速度控制转矩控制一、系统结构主动辊带动料膜旋转收料,料膜通过若干展平辊,通过张力摆杆反馈,带动放料轴以恒定张力放料,基础张力由张力摆杆气缸提供。
二、控制方式收料轴为模拟速度控制,使用外部电位器进行工作速度设定。
伺服电机内部参数控制加减速时间,并由一个外部开关控制伺服电机使能,当电机设置好工作速度后,可通过伺服使能按钮控制电机工作,励磁,无需每次都调节电位器刻度。
放料轴伺服电机采用转矩模式+速度限制,通过张力摆杆带动电位器反馈给伺服系统的模拟量接收端口,转换为数字量,再根据内置PLC的PID(比例,积分,微分)调节功能,在1ms周期中,用偏差量计算出对应的程控值。
输出给伺服电机对应的转矩值三、工作流程1、安装放料辊料膜,将料膜通过展平辊,张力摆杆缠绕到收料轴上。
2、调压阀设定张力摆杆基础张力,将张力摆杆顶起。
3、放料轴工作按钮按下,此时放料轴反向以每分钟10转低速度旋转,将料膜拉紧,张力摆杆拉到设定位置。
系统准备完成。
4、设定收料轴旋转速度,收料轴开始旋转,放料轴根据摆杆反馈开始配合放料。
四、系统优势1、本系统采用MOTEC交流伺服驱动自带的运动控制和逻辑控制功能,无需外部控制器协调工作,节省成本。
2、外围部件简洁,只有一个电位器设置速度,一个按钮控制伺服工作。
3、采用MOTEC交流伺服驱动内置PLC中PID调节模块进行偏差量调节,采样时间短,误差小,系统平稳,运行中张力摆杆保持不动。
4、采用转矩+速度限制控制放料,发生意外情况料膜断裂时,放料辊不会高速旋转(保持10rpm),更加安全。
5、可扩展性强,收料轴电机也可以通过模拟量输入接口采集传感器反馈偏差量信号进行PID控制,这样可以将整套收放料设备并入更加复杂的设备系统中,如金属蒸汽镀膜设备,收料轴接收镀膜厚度传感器信息进行PID调节控制收料速度,放料轴跟随保持恒张力放料。
薄膜分切机控制系统的研究
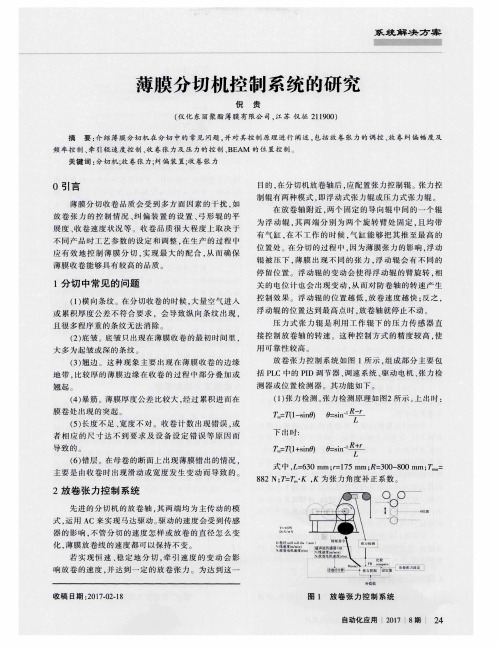
8 8 2 N; T - ・ K, K为张力角度补正系数。
2放 卷 张 力 控 制 系统
先进 的分切机的放卷轴 , 其 两 端 均 为 主 传 动 的模 式。 运用 A C来 实 现 马 达 驱 动 。 驱 动 的速 度 会 受 到传 感
器 的影 响 , 不 管 分 切 的 速 度 怎 样 或 放 卷 的直 径 怎 么 变
( 2 ) 放 卷 张 力指 令 : 7 1 制计算 ) .
( 3 ) 机械损失的测定。
々 = 张 力补 偿 值 ( P I 控
多 数 大 型 分 切 机 的导 向辊 都 是 放 在 操 作 者 的 顶 部 这 两 种 排 列 方 式 都 不 影 响 分切 质 量 ,但 是 从操 作 方 便 , 易 于检 查 薄膜 表 观 质 量 的角 度 来 看 , 薄 膜 从 顶 部 通 过
关键 词 : 分切 机; 放 卷 张 力 偏 装 置 ; 收卷张力
0引 言
薄 膜 分切 收 卷 品 质 会 受 到 多 方 面 【 六 J 素 的干扰 , 如
放 卷张力 的控制 情况 、 纠偏装 置 的设置 、 弓形 辊 的平 展度 、 收 卷 速 度 状 况 等 。收 卷 品 质 很 大 程 度 上 取 决 于 不 同产 品 时 . T 二 艺参数的设定 和调整 。 在 生 产 的 过 程 中
L
( 6 ) 错 层 。在母 卷 的断 面上 出现 薄膜 错 出 的情 况 ,
主 要 是 由 收 卷 时 出现 滑 动 或 宽 度 发 生 变 动 而 导 致 的 。
式 中, L - 6 3 0 mm; r = 1 7 5 mm; R= 3 0 0 - 8 0 0 mm; :
自动化 应 用 2 0 1 7 8期 2 4
分切机的分类特点及应用

分切机的分类特点及应用分切机是一种用于将连续的卷材材料切割成所需长度的机械设备,广泛应用于纸张、塑料薄膜、金属箔等行业。
根据不同的材料和切割要求,分切机可分为多种类型,下面将详细介绍几种主要的分类特点及应用。
一、纸张分切机纸张分切机主要用于切割各种纸张卷材,如纸板、牛皮纸、复写纸等。
分类特点如下:1.切割方式:纸张分切机通常采用轴向切割方式,即通过旋转刀盘逐片切割纸张。
2.控制系统:纸张分切机通常配备P L C(可编程逻辑控制器)控制系统,可实现切割长度、数量等参数的自动调整。
3.切割精度:纸张分切机可实现较高的切割精度,可满足不同行业对纸张尺寸的要求。
纸张分切机广泛应用于包装、印刷、文具等行业,用于生产包装箱、书籍、笔记本等产品。
二、塑料薄膜分切机塑料薄膜分切机主要用于切割各种塑料薄膜,如P E薄膜、PP薄膜、P V C薄膜等。
分类特点如下:1.切割方式:塑料薄膜分切机通常采用张力分切方式,通过调整切割刀盘的张力来实现切割塑料薄膜。
2.控制系统:塑料薄膜分切机通常配备张力控制系统,可实时调整切割刀盘与薄膜的张力,以确保切割质量。
3.切割速度:塑料薄膜分切机具有较高的切割速度,可满足大批量、高效率的生产要求。
塑料薄膜分切机广泛应用于塑料包装、农膜、建筑膜等行业,用于生产塑料袋、保鲜膜、地膜等产品。
三、金属箔分切机金属箔分切机主要用于切割各种金属箔材,如铝箔、铜箔、锡箔等。
分类特点如下:1.切割方式:金属箔分切机通常采用滚切方式,通过旋转刀盘与金属箔的摩擦来实现切割金属箔。
2.控制系统:金属箔分切机通常配备张力控制系统和导向系统,可实时调整切割刀盘与金属箔的张力和导向轮的位置,以确保切割质量。
3.切割宽度:金属箔分切机可根据需要调整切割宽度,可满足不同行业对金属箔尺寸的要求。
金属箔分切机广泛应用于电子、烟草、饮料等行业,用于生产电池隔膜、烟膜、饮料瓶盖等产品。
总结起来,分切机根据不同材料的特点和切割要求,可分为纸张分切机、塑料薄膜分切机和金属箔分切机等多种类型。
无纺布用分切机控制原理
无纺布用分切机控制原理无纺布是一种具有纺织品特性的新型材料,它不像传统纺织品那样通过纺纱和织造工艺制成,而是通过将纤维材料直接形成网状结构制成的。
无纺布具有透气性好、柔软度高、光泽度好、手感舒适等特点,因此在医疗、家居、服装等领域得到了广泛应用。
无纺布的制备过程中,分切机是一个非常重要的设备,它能够将无纺布按照一定的规格和尺寸进行切割。
分切机的控制原理是指通过对分切机的控制系统进行合理的设置和调节,使得分切机能够实现精确的切割操作。
分切机的控制系统通常由PLC(可编程逻辑控制器)和触摸屏组成。
PLC是一种特殊的计算机,它能够根据预先设定的程序和逻辑进行自动控制。
而触摸屏则是用来与PLC进行交互的界面,操作人员可以通过触摸屏对分切机进行设置和监控。
在分切机的控制系统中,首先需要设置切割的规格和尺寸。
操作人员可以通过触摸屏输入所需的切割长度、宽度等参数,然后PLC会根据这些参数来控制分切机的切割动作。
在切割过程中,PLC会根据设定的参数来控制切割刀的移动速度和切割压力,以确保切割的精度和质量。
分切机的控制系统还需要考虑到安全性。
在切割过程中,操作人员需要接近切割区域,为了防止意外伤害的发生,分切机通常会配备安全光幕或安全感应器。
安全光幕能够监测切割区域是否有人员进入,如果检测到有人员进入,则会立即停止切割动作,以确保操作人员的安全。
分切机的控制系统还需要考虑到切割速度的调节。
在不同的切割工艺和无纺布材料上,切割速度的要求可能会有所不同。
通过调节PLC中的参数,操作人员可以根据实际需求来控制分切机的切割速度,以达到最佳的切割效果。
总结起来,无纺布用分切机控制原理是通过合理设置和调节分切机的控制系统,实现对无纺布的精确切割。
分切机的控制系统主要由PLC和触摸屏组成,通过输入切割规格和参数,控制切割刀的移动速度和切割压力,同时考虑安全性和切割速度的调节。
这样,分切机能够高效、精确地完成对无纺布的切割工作,提高生产效率和产品质量。
关于薄膜分切机控制系统的探讨
关于薄膜分切机控制系统的探讨摘要从狭缝开始介绍薄膜切割机的一般问题,并说明控制原理,包括松弛张力控制,松弛校正幅度和频率控制,牵引辊速度控制,卷线张力和压力控制,BEAM的控制位置控制。
关键词:薄膜分切机;放卷张力0引言膜式过滤器是一种工业设备,可根据生产和加工要求将BOPP LDPE,LDPE,HDPE,铝膜,聚酯膜和其他膜材料切成不同的宽度,然后根据特定标准将它们卷成卷。
[1]。
影响薄膜缝隙加工质量的最重要因素是某种张力控制技术。
薄膜切割机的一定张力由两部分组成:拆箱,一定张力,倒带和一定张力。
在所有类型的薄膜切割机中,某种张力控制技术是直接影响薄膜的最重要技术之一。
盘绕的。
如果膜与膜之间的张力不能保持在稳定值,则由于膜与膜之间的张力的变化,在加工过程中会发生不期望的条件,例如不稳定的输送和横截面跳动。
当薄膜被拉伸或增加时,它会破裂,浪费材料并降低生产效率[2]。
因此,薄膜切割机对用于冷浮雕的张力控制的精度有很高的要求。
必须确认松弛和倒带张力是稳定的,并且没有变化的切膜是光滑的并且不会产生皱纹。
薄膜狭缝和卷筒的质量受几个因素的影响,例如松弛张力控制,校正装置设置,卷筒平整度和冷速。
轧制质量在很大程度上取决于各种产品的工艺参数的设置和调整。
在生产过程中,可以有效地控制卷膜的缝隙,以实现最大程度的调节并提高卷膜的质量。
1薄膜分切机工作流程薄膜分切机的开卷,分切和复卷过程如图1所示。
损坏轴(1)释放功能,薄膜,旋转卷轴(2、4、5、7),保持张力不会卷大,小薄膜旋转轴,因此牵引轴(3)会发热量(周期性同步位置),周期性地)电机同时在位置控制模式下移动,并且通常会保持胶片的一定速度牵引力。
切割器热量分布在切割器凹槽8上,切割器凹槽8确定了切割器之间的宽度。
切缝后薄膜的宽度。
该数量确定了切膜的数量,并且卷轴(6)分布有不同宽度的卷轴,以卷绕切膜。
减压力的方向与薄膜的运动方向相反,并且倒带力的方向与薄膜的运动方向相同,因此薄膜始终处于紧绷状态。
分切机控制系统设计

塑料薄膜分切机控制系统设计摘要随着电力电子技术以及计算机控制技术的发展,使得PLC在机械自动化领域得到了广泛的应用。
由于PLC的功能强大、使用容易、可靠性高,常被用来作为现代自动化设备的控制核心。
在本设计中,为了提高薄膜分切机的自动化程度,分析了普通薄膜分切机的机械、电气控制原理,采用PLC作为薄膜分切机控制系统的核心,实现对分切机的收卷、牵引、吹边电机的同步控制,保留主电路,由PLC取代复杂的电气连线控制,设计出PLC 控制电路。
大大简化了电路,从而降低了机床的故障,更加便于控制,也降低了维修的难度。
另外,在张力检测与控制方面,采用压力探头与张力自动控制仪构成闭合的回路,控制放卷速度,属于闭环控制方式。
相对于缺少反馈环节的开环控制,闭环控制更加有助于提高分切机控制系统的精度与稳定性,保证薄膜分切始终处于一个稳定的张力环境中,对提高薄膜质量以及生产效率具有很大的意义。
关键词:可编程控制器;张力控制;分切机;闭环控制The Control System Design of Film Slitter MachineAbstractWith the development of the power electronics technology and the computer control technology,the PLC has been widely applied in the field of machine automation.PLC is very powerful,easy to use,and has high reliability.It is often used as the control core of the modern automation equipment. In this design,to improve the degree of automation of Film Slitter,analyzing the machinical and electrical principle of the ordinary Film Slitter,using the PLC as the core of the control system,achieving the synchronical control of the traction,winding,blowding side of the Film Slitter.We should retain the main circuit,use the PLC replace the complex electrical connections,design the control cicuit of the PLC.This design simplifies the circuit greatly and reduces the fault of the machanine.It is very easy to control and can reduce the diffculty of repairment.On the other hand,Using the pressure probe and the automatic tension control device can control the speed of unwinding in the area of the tension detection and control.All of this are the closed-loop control method.Relative to the open-loop control which lacks the feedback loops,the closed-loop link can help improve the accuracy and the stability of the control system in the Flim Slitter.This can guarantee that the Flim Slitter always is in a stable environment and has the great significance of improving the quality and the efficiency.Key words:PLC; Tension Control; Slitter Machine; Closed-loop Control目录摘要Abstract1绪论 (1)1.1 塑料薄膜分切机概述及现状 (1)1.2 薄膜分切机未来的发展趋势 (2)2塑料薄膜分切机控制系统整体方案设计 (3)2.1 薄膜分切机的基本结构 (3)2.1.1 薄膜分切机放卷机构 (4)2.1.2 磁粉制动器 (5)2.1.3 张力检测系统 (5)2.1.4 薄膜分切机的收卷机构 (7)2.2 塑料薄膜分切机的整体方案设计 (7)2.2.1 塑料薄膜分切机的工作过程 (7)2.2.2 薄膜分切机总体控制方案的设计 (8)3塑料薄膜分切机控制系统硬件设计及实现 (9)3.1 电动机电气控制线路设计 (9)3.2 张力自动检测控制部分设计 (11)3.3 液压控制系统设计 (12)3.4 PLC控制部分设计 (13)4塑料薄膜分切机控制系统软件设计及实现 (18)4.1 PLC梯形图整体方案设计 (18)4.2 PLC程序语句表 (20)5结论 (22)参考文献致谢塑料薄膜分切机控制系统的设计1 绪论1.1塑料薄膜分切机概述及现状分切机是一种将纸张、塑料薄膜、等多种材料分切成按照制造需要规格尺寸的一种机械装置。
GFQ-1G型分切机说明书V13cdr
GFQ-1G 型分切机控制系统使用说明书瑞安市中星工控设备有限公司VER1.3目 录一、电器箱外型二、型号的说明三、面板排列示意图四、面板各部件简介五、触摸屏操作说明 5-1、触摸屏上电状态 5-2、工作画面 5-3、参数设置1画面 5-4、参数设置2画面 5-5、参数设置3画面 5-6、设置系统参数1画面 5-7、设置系统参数2画面 5-8、设置光电纠偏画面六、运转七、禁止运行八、主航空插头号码九、光电眼插头号码十、接线图P1P2P2P2P3P11P7P9P7P6P5P4P3敬告用户:使用机器前,务必先阅读说明书 及接好机器和电器箱地线。
P12P13P13P14P9 一、电器箱外型:三、面板排列示意图:1、 此开关仅关闭控制电源)。
2、电源指示灯:指示控制箱电源是否处于供电状态。
3、风机开关:用来打开或关闭分切机排废风机的电源。
4、触摸屏:显示和设置分切机的有关分切数据(具体操作方 法详细见后页说明)。
5、6、张力电流表:分别指示当前分切机的上收卷和下收卷电源控制开关:用来打开或关闭控制箱的控制电源(注:四、面板各部件简介:二、型号的说明GFQ-1GG表示带有光电纠偏系统1表示采用单电机控制产品系列名称 磁粉离合器电流。
7、紧急停止开关:当分切机需要紧急停止时按该开关可使主 电机快速停止运转。
8、复位按钮:当分切机收卷轴完成一次收卷需再次重新收卷 时,按该开关可以使卷径和张力复位。
复位后收卷轴的卷 径等于起始卷径,收卷轴的张力输出等于起始输出。
9、定速按钮:按定速按钮后分切机大约在20秒钟内自动升速 到设定的分切速度。
如果在自动升速过程中,发现问题须停 止升速,则按加速按钮或减速按钮分切机便稳定在当前的速 度下运转。
若需要继续定速再按定速按钮即可。
10、11、加减速按钮:分切机在运行状态或定速状态下按加 减速按钮可以手动控制分切机的速度。
12、运行按钮:按该按钮后分切机的主电机将按设定的运行速 度(参数在设置系统参数里面)低速运转。
分切机电气控制系统分析
分切机电气控制系统分析凹版印刷是目前我国最流行最常见的图文印刷方法之一,凹版印刷图文具有凹凸感、层次丰富、线条清晰、印刷质量高且速度快等特点。
分切机是凹版印刷系统的重要工艺设备,对凹版印刷产品的质量及分切控制起着关键作用,是整个生产流程中的关键角色。
目前国产分切机的自动化水平还停留在中下游水平,分切机生产厂家对分切工艺、材料特性的理解深度,还落后于国外发达国家。
如分切机的运行速度,大多还低于800m/min,国外产品运行速度大于1000m/min,且已经出现运行速度2000m/min的产品。
国产分切机控制系统的严密性和合理性还有较大差距。
可喜的是,南方有些厂家已经开发出分切速度1000m/min的产品。
本文对分切机电气控制进行分析,结合一分切机控制案例进行说明。
1 张力的产生张力指物体受到拉力作用时,在其内部且垂直于两邻部分接触面上产生的相互牵引力。
分切机运行时,薄膜在牵引力作用下产生张力。
薄膜张力大小的影响因素有牵引电机转矩、阻力矩、运行速度、薄膜材质、薄膜宽度和厚度、卷径变化等。
薄膜张力时刻变化,对分切产品质量和张力控制带来重大影响。
薄膜张力大小计算参考图1。
张力和各变量间的关系满足式(1)。
其中,薄膜所受张力为F,薄膜由压辊到收卷辊(牵引辊)间的距离为L,薄膜在压辊处的线速度为V1,收卷辊(牵引辊)处的线速度为V2,薄膜横截面积A,薄膜弹性模量E,薄膜从压辊到收卷辊时间t。
可以看出薄膜张力大小和线速度差的累计成正比,张力控制即为线速度的跟踪控制。
2 张力控制分切机运行时,目的是把膜料从母料卷转移再分切成规定尺寸后收卷成品。
收卷成品过程须保证膜料品质完好,即要求张力不能太大也不能太小。
张力太大会拉断或损伤卷料,张力偏小会影响收卷质量,所以恒张力控制是分切机正常运行的关键。
电机转动时,线速度v=ω*R,转矩T=F*R,F为薄膜张力,R为卷径,ω为电机旋转角速度。
要实现恒张力控制,即要求张力F=T·ω/v恒定,可以通过控制转矩或速度方式实现恒张力。
热平整分切机组自动化控制系统
液压 剪夹送 辊落 下 ,手动控 制剪 切带 头 。
剪切 过 的 带 钢 头部 送 过 检查 台 至 出 口侧 导 装 置 , 南出 口侧导 装置 对 中后 进入 张力 装置 ;上 偏导 辊压 下 ,将 带 材头部 通过 口导板 台导入 至卷 取机
“ 修 ” 机 组各 单 体设 备 在 只 有必 要 的安 全 检 联锁条 件下操 作 ; “ 辊 ” 机 组进 行 换 工作 辊 和 支承 辊 的相 关 换
操作 。与换 辊相关 的 主机 内操 作必 须在 此状态 下进 行 。而与换 辊不相 干涉 的设备 可 以正常操 作 。
l e i . n
Ke o d :e p r g s ag t ig dv i 6 o ; u ma cC n o; n in o t l yw r s tm ei ; t i e n ; i dn m t d a t t t lt s nr n r h n i g h o i o r e oC o
摘要 :详 细介绍热平整分切机组工艺控制 流程和机组 自动控制功能 。
关键词 :平整 ;矫直 ;分切方式 ;自动控制 张力控制
中图 分 类 号 :T 3 ;T 2 3 文献 标 识 码 :B 文章 编号 : 17 — 3 5 (0 1 0— 0 0 0 G3 P7 6 3 3 5 2 1 ) 3 0 1— 3 Au o t nS se f t mp rM i n vd n h a n Do gGu ln t ma i y tm o o Ho Te e la dDi ii gS e rl e l i n oo g,Z a o h oB
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3-5 、 设 置 下 收 卷 画 面 : 下 收 卷 设 置 画 面 如 下 图 其 设 置 方 法 和 设 置 上 收 卷 相 同 。
1 5
2
3 6
4
3-6 、 设 置 系 统 参 数 1 画 面 :
GFQ-2 型 分 切 机 电 脑 控 制 系 统
P6
初 次 进 入 系 统 参 数 设 置 画 面 时 触 摸 屏 将 要 求 用 户 输 入 正确的设置密码后才能进行设置系统参数(如下图)。
GFQ-2 型 分 切 机 电 脑 控 制 系 统
P3
8、放 卷 卷 径 : 显 示 分 切 机 运 行 时 放 卷 轴 动 态 的 实 时 卷 径 。 9、当 前 状 态 : 显 示 分 切 机 当 前 的 工 作 状 态 。 10、上 收 卷 张 力 : 显 示 和 调 整 上 收 卷 轴 的 张 力 。 11、下 收 卷 张 力 : 显 示 和 调 整 下 收 卷 轴 的 张 力 。 12、长 度 清 零 : 按 此 开 关 可 以 清 除 分 切 机 当 前 的 累 加 长 度 。 13、参 数 设 置 : 画 面 切 换 开 关 , 按 此 开 关 触 摸 屏 将 转 向 参 数 设 置 画 面 。
3-3 、 参 数 设 置 画 面 1:
1 5
23 6Βιβλιοθήκη 41、设定长度:按黄色显示框触摸屏将弹出数据输入窗口( 如 下 图 ) , 此 时 可 以 输 入 设 定 长 度 数 据 , 或 按 左 右 箭 头 调 节 长 度 数 据 , 若 长 度 设 定 等 于 0 时 则 分 切 机 不 进 行 定 长 分 切 。
3-4 、 参 数 设 置 画 面 2:
1 5
2
3 6
4
1、上收卷起始卷径:指分切机上收卷轴每次换卷后开始收
GFQ-2 型 分 切 机 电 脑 控 制 系 统
P5
卷 的 直 径 , 系 统 是 依 据 该 卷 径 和 材 料 厚 度 及 分 切 的 长 度 计 算 出 收 卷 轴 的 动 态 卷 径 。 张 力 复 位 后 分 切 机 总 是 以 此 卷 径 作 为 开 始 收 卷 的 卷 径 。 2、上收卷起始张力:指分切机上收卷轴每次换卷张力复位 后 开 始 收 卷 时 的 张 力 。 3、上收卷最大卷径:指上收卷轴分切材料收卷到最大时的 卷 径 。 4、上收卷最大张力;指上收卷轴分切材料卷径到最大时输 出 的 张 力 。 5、上收卷轴开关:用来选择使用或不使用上收卷轴。 6、菜单选择开关:包括上页、下页和返回开关,按上页和 下 页 开 关 可 翻 页 选 择 设 置 画 面 进 行 设 置 其 它 参 数 , 按 返 回 开 关 将 退 出 设 置 返 回 到 工 作 画 面 。
GFQ-2 型 分 切 机 电 脑 控 制 系 统
P8
1、 启 动 : 按 启 动 按 钮 指 示 灯 闪 烁 提 示3次 同 时 收 卷 电 机 开 始 运 转 , 同 时 牵 引 轴 压 棍 自 动 压 下 。 此 时 机 器 处 于 待 运 行 状 态 。 2、 运 行 : 按 运 行 按 钮 前 要 确 认 主 轴 压 棍 是 否 已 压 下 , 确 认 压 下 后 按 下 运 行 按 钮 , 此 时 收 卷 轴 压 辊 自 动 压 下 同 时 主 电 机 开 始 转 动 将 分 切 材 料 送 出 , 收 卷 轴 开 始 收 卷 。 3 、 定 速 : 按 定 速 按 钮 , 机 器 在 大 约 2 0 秒 钟 内 自 动 升 速 到 设 定 的 速 度 值 。 如 果 在 自 动 升 速 过 程 中 , 发 现 问 题 须 停 止 升 速 , 则 按 “ 加 速 ” 或 “ 减 速 ” 按 钮 , 机 器 便 稳 定 在 当 前 的 速 度 下 运 转 。 检 查 发 现 无 问 题 , 需 要 继 续 自 动 升 速 , 再 按 定 速 按 钮 。 4 、 加 速 : 如 果 不 需 要 自 动 升 速 , 而 要 手 动 升 速 , 则 按 “ 增 速 ” 按 钮 。 5 、 减 速 : 若 需 要 减 速 , 按 下 “ 减 速 ” 按 钮 。 6 、 停 止 : 机 器 在 运 行 或 定 速 状 态 下 按 一 次 停 止 按 钮 可 以 将 机 器 停 止 运 转 但 收 卷 轴 不 停 进 入 启 动 状 态 , 其 目 的 是 防 止 停 机 时 材 料 松 掉 , 只 有 再 次 按 停 止 按 钮 机 器 才 完 全 进 入 停 止 状 态 。 7 、 紧 急 停 止 : 在 任 何 时 候 按 该 按 钮 机 器 都 将 快 速 停 止 分 切 机 运 转 。 8 、 卷 径 复 位 : 当 分 切 机 收 卷 轴 完 成 一 次 收 卷 后 再 次 重 新 收 卷 时 , 按 该 按 钮 可 以 使 当 前 卷 径 恢 复 到 起 始 卷 径 及 当 前 张 力 输 出 恢 复 到 起 始 张 力 , 这 样 使 分 切 机 收 卷 轴 换 料 后 数 据 快 速 恢 复 。 9、 主 轴 压 棍 按 钮 : 点 按 该 按 钮 可 以 使 主 牵 引 轴 的 压 棍 压 下 或 松 开 。 10、 上 收 卷 轴 压 棍 按 钮 : 点 按 该 按 钮 可 以 使 上 收 卷 轴 的 压 棍
3-2 、 工 作 画 面 :
1
10
2
3
4
11
5
6
12
7
8
13
9
1、当前速度:显示分切机当前的分切速度(米/分)。 2、设定速度:显示用户设定分切机的分切速度(米/分)。 3、当前长度:显示分切机当前已分切的累加长度(米)。 4、设定长度:显示用户设定分切机的分切长度(米),如 设 定 长 度 为 1 0 0 米 , 分 切 机 累 加 长 度 到 1 0 0 米 即 会 自 动 停 止 分 切 。 5、材料厚度:显示分切机当前所分切材料的设定厚度(微 米 ) 。 6、上收卷卷径:显示上收卷轴分切材料的当前卷径(毫米)。 7、下收卷卷径:显示下收卷轴分切材料的当前卷径(毫米)。
密码提示窗口
输入密码 返回
当 用 户 输 入 正 确 的 密 码 后 密 码 提 示 窗 口 将 自 动 消 失 。密 码 =1234
1 2 3
5 4
1、主轴周长:指分切机主传动轴的周长(毫米)。分切 机 控 制 系 统 的 测 量 长 度 、 测 量 速 度 及 卷 径 的 计 算 均 以 此 参 数 做 为 基 准 进 行 运 算 , 所 以 要 准 确 的 输 入 该 参 数 。 2、打滑速度:指分切时收卷电机运转速度快于分切速度 的 值 , 分 切 机 在 启 动 状 态 时 收 卷 轴 的 速 度 即 等 于 该 值 。 ( G F Q - 1 型 控 制 系 统 此 参 数 无 效 ) 。
GFQ-2 型 分 切 机 电 脑 控 制 系 统
P9
压 下 或 松 开 。 1 1、下 收 卷 轴 压 棍 按 钮 : 点 按 该 按 钮 可 以 使 下 收 卷 轴 的 压 棍 压 下 或 松 开 。 1 2、点 动 按 钮 : 当 机 器 处 于 停 止 状 态 时 按 该 按 钮 可 以 点 动 机 器 运 行 , 松 开 后 机 器 便 会 停 止 。
结果
0-9数据
负号 清除 取消
确认
GFQ-2 型 分 切 机 电 脑 控 制 系 统
P4
2、自动定速:该参数指分切机进入自动定速工作状态时的 分 切 速 度 ( 米 / 分 ) 。 3、材料厚度:指分切机当前分切材料的厚度。分切材料厚 的度输 入 要 求 非 常 准 确 , 因 为 分 切 材 料 厚 度 的 误 差 将 会 导 致 卷 径 计 算 结 果 不 准 确 从 而 会 影 响 收 卷 张 力 的 效 果 , 因 此 要 根 据 分 切 材 料 的 厚 度 准 确 输 入 。 4、放卷报警卷径:当分切机工作时系统会自动检测计算放 卷 轴 分 切 材 料 的 卷 径 , 当 卷 径 小 到 该 值 ( 并 且 放 卷 报 警 关开处 于 开 状 态 时 ) 系 统 会 动 停 止 分 切 。 5、放卷报警开关:放卷轴卷径报警开关,该开关打开时放 卷 轴 卷 径 报 警 有 效 。 6、菜单选择开关:包括上页、下页和返回开关,按上页和 下 页 开 关 可 翻 页 选 择 设 置 画 面 进 行 设 置 其 它 参 数 , 按 返 回 开 关 将 退 出 设 置 返 回 到 工 作 画 面 。
1 2
3
1、加速时间:指分切机自动定速时电动机加速的速度。 2、减速时间:指分切机自动定速和进入停止状态时电动机 减 速 的 速 度 。
四、运转
当所 有 参 数 都 设 置 完 毕 ( 其 中 包 括 材 料 厚 度 、 分 切 速 度 、 分 切 长 度 、 选 择 上 下 收 卷 、 上 下 收 卷 张 力 、 上 下 收 卷 锥 度 张 力 、 上 下 收 卷 的 起 始 卷 径 等 ) , 且 材 料 已 穿 好 后 即 可 开 机 运 行 。
P11
R
V1.3
GFQ-2 型 分 切 机 控 制 系 统
使 用 说 明 书
瑞安市中星工控设备有限公司
GFQ-2 型 分 切 机 电 脑 控 制 系 统
P1
一、简介
GFQ-2 型 分 切 机 控 制 器 系 统 采 用PLC集 中 控 制 , 根 据 分 切 工 艺要求由液晶触摸屏输入分切的数据并且显示工作状态和工作 数据,该控制系统具有张力稳定、启动缓冲、停车防松、定长 分切等功能,操作十分简便。由于采用了双电机分别控制收卷 轴和牵引轴,所以使收卷张力更为稳定,收卷磁粉离合器也不 会因收卷轴的分切材料卷径变大而发热,从而可以大大延长离 合器的寿命。
GFQ-2 型 分 切 机 电 脑 控 制 系 统
P7
3、运行速度:指分切机在运行状态时的工作速度。
5、 菜 单 选 择 开 关 : 包 括 上 页 、 下 页 和 返 回 开 关 , 按 上 页 和 下 页 开 关 可 翻 页 选 择 设 置 画 面 进 行 设 置 其 它 参 数 , 按 返 回 开 关 将 退 出 设 置 返 回 到 工 作 画 面 。 3-7、 设 置 系 统 参 数 2 画 面 :