电泳生产作业指导书
电泳作业指导书范例

使用起吊设备,将产品吊起到合适位置,取下工装挂钩, 8
将产品放入器具内,整齐摆放。
9 首件进行检查合格后放入首件台,并记录。
10
将物料及工装工具摆放回放置区,确认无任何异常后工作结束 。
注意事项
1 各工序时间通过链条速度进行控制,范围10-16HZ。
2
电泳工序,电泳泵需要24H开启,防止槽内电泳液沉淀固 化。
使用起吊机,将产品吊起到合适位置,工装挂钩放入产品 3
孔内,并与链条挂钩相扣,2个挂钩不允许任何一个脱落。
4 产品按照流水线经过各工序进行处理,热水洗→预脱脂→
5 主脱脂→水洗1→水洗2→表调→磷化→水洗3→纯水洗→
6 电泳→UF1 水洗→UF2 水洗→纯水洗→烘烤。
7 以上工序均完成后,产品流转到下件区内,进行取件作业。
序 号
物料名称
规格
1
2
用量
3
4
5
6
7 放置工装挂钩
8
9
10 关键特殊要求
☆ 磷化酸度 20~30
☆ 电泳PH值 5.6~6.4 ☆ 烘烤温度210~230℃ 放置工装挂钩 ☆ 膜厚25~35 um ★ 附着力1mm画格无脱落
文件编号 版本
工序名称
电泳 作业前准备
1 检查设备是否存在安全隐患;
2 物料、设备调整工具及测量工具是否齐全;Biblioteka 有无损坏。操作步骤
1 开启控制柜上按键,启动热水洗设备。
开启控制柜上各绿色按键开关步骤:预脱脂→主脱脂→
2 水洗1→水洗2→表调→磷化→水洗3→纯水洗→电泳→
UF1 水洗→UF2 水洗→纯水洗→烘烤,使各设备进行启动。
3
热水洗控制柜按键 进行水洗各工序
【推荐下载】电泳作业指导书-范文模板 (14页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==电泳作业指导书篇一:电泳生产作业指导书电泳生产作业指导书前处理碱性脱脂槽:全碱度20—25pt 时间10—20min 温度30—50摄氏度注意打捞液面浮物和浮油。
水洗槽:水质不浑浊,清洗时间视工件而定,清洗干净为止,一般2—3min。
酸性脱脂槽:PH2-3 温度:常温时间:5—30min水洗槽:水质不浑浊,清洗时间视工件而定,清洗干净为止,一般2—3min。
表调槽:PH8—9 时间 1min磷化槽:全酸度20—25pt 促进剂2—3 温度:常温时间:5—20min 水洗槽:水质不浑浊,清洗时间视工件而定,清洗干净为止,一般2—3min。
挂件1:工件要有良好导电性,挂具也要良好的导电性。
2:能带较多液体或污物进入电泳槽的不宜电泳。
3:工件积液多的不宜电泳。
4:对不耐高温以及对颜色有特殊要求的工件不宜电泳。
5:所有上挂的工件从最下面第一个挂钩挂起。
6:所有上挂的横杆前头挂第一个孔,前头要比后头稍高些,这样有利于沥水。
7:所有上挂的工件表面要无锈,无油。
8:5m-6m的横杆挂6--10根,4m-5m的横杆挂10-14根,3m-4m的横杆挂14—16根,3m以下可以挂16-20根。
9:所有上挂的工件不能互相碰撞。
10:泳前第两道水洗往第一道水洗溢流,第一道水洗向外溢流。
第二道纯水洗的电导在50以下。
所以每天生产前须更换纯水。
11:泳后纯水洗电导在100以下,此道纯水每天生产前也须更换。
电泳槽槽液:固体份14-16 电导率900—1400 PH5.6-6.4 电泳时间2—3min 电压100-200v电泳线操作流程:1:电泳的链条速度控制在1000R/min以下。
2:先打开泳前1#2#纯水洗,后打开整流器的电压开关,把电压调到合理的范围,再打开泳后UF水洗和纯水洗。
制备电泳液作业指导书
适时更换
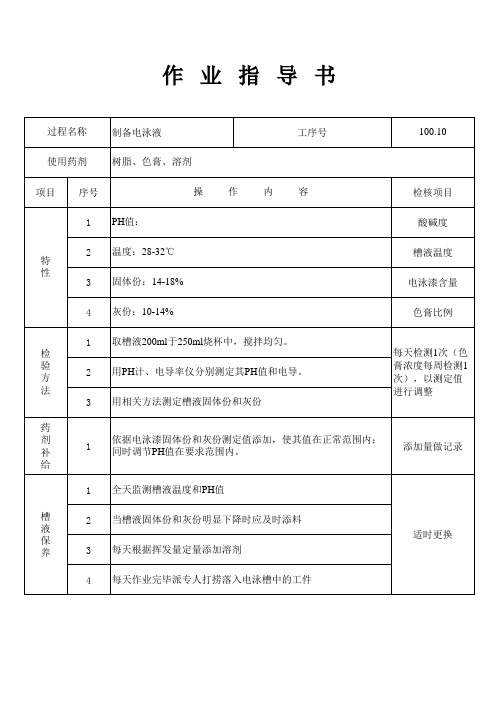
4 每天作业完毕派专人打捞落入电泳槽中的工件
法
3 用相关方法测浓度每周检测1 次),以测定值 进行调整
药
剂 补
1
依据电泳漆固体份和灰份测定值添加,使其值在正常范围内; 同时调节PH值在要求范围内。
添加量做记录
给
1 全天监测槽液温度和PH值
槽
2 当槽液固体份和灰份明显下降时应及时添料
液
保
养
3 每天根据挥发量定量添加溶剂
作业指导书
过程名称 制备电泳液
工序号
100.10
使用药剂 树脂、色膏、溶剂
项目 序号
操作内容
检核项目
1 PH值:
酸碱度
2 温度:28-32℃ 特 性
3 固体份:14-18%
槽液温度 电泳漆含量
4 灰份:10-14%
色膏比例
1 取槽液200ml于250ml烧杯中,搅拌均匀。
检
验 方
2 用PH计、电导率仪分别测定其PH值和电导。
电泳线作业指导书

电泳线生产前准备工作一、检查槽液(是否达到工艺要求温度(加温过程约10小时),浓度及相关要求)。
工艺参数:二、检查各槽体循环泵工作是否正常。
三、开启整流柜,检查是否正常工作。
四、检查各自行小车程序及所在工位是否正确(监控中心触摸屏)。
五、开启阳极泵检查其工作是否正常。
六、检查烘干室热风炉及各风机无异常情况,即可升温,随即开启电泳线进行以下流程。
电泳线工艺流程一、工艺流程图:上件→预脱脂→脱脂→水洗1→酸洗→水洗2→中和→水洗3→水洗4→表调→磷化→水洗5→纯水洗1→阴极电泳→UF1水洗→UF2水洗→纯水洗→烘干→下件二、主要工艺流程:1 上件:处理方式:人工控制:手动操纵控制箱1.将所需电泳的工件装入工件篮。
注意:工件摆布尽量均匀合理,工件间隙不低于5CM,并使前后电动葫芦承重尽量平衡。
2.手动操作控制箱,使自行小车补位到发车位置。
3.手动操作控制箱操纵电动葫芦同降至工件篮,挂钩(人工)。
4.手动操作控制箱同升至运行高度。
注意:工件篮需平衡,前后左右不出现倾斜。
如不平衡需加配重。
并严格检查有无脱落挂钩挂在工件篮底,须及时摘除。
5.等待整个电泳线线后续流程完全达到工艺指标后,手动操作控制箱操纵发车。
进入预脱脂工艺步骤。
2 预脱脂:工艺目的:除去工件油渍处理方式:浸温度:60℃时间:7分钟处理液:自来水,脱脂剂A,脱脂剂B备注:循环泵控制:自动、人工均可预脱脂步骤主要由PLC程序自动控制,必要时也可人工辅助控制。
具体过程:自动控制,进入预脱脂工艺步骤。
第一阶段,工件篮行走至预脱脂工位,前后电动葫芦同降至设定高度(浸入槽体)浸泡工件。
浸泡时间240秒,前后电动葫芦同升至设定位置。
第二阶段,前后电动葫芦同降,二次浸泡。
浸泡时间180秒,然后同升至前后电动葫芦上限位置,自动进入下一工位。
此步骤结束后,检查工件是否达到工艺要求,如不符合工艺要求可人工控制继续浸泡,直至工件达到工艺要求。
预脱脂工艺结束,进入脱脂工艺步骤。
电泳生产作业指导书
电泳生产作业指导书前处理碱性脱脂槽:全碱度20—25pt时间10—20min 温度30—50摄氏度注意打捞液面浮物和浮油。
水洗槽:水质不浑浊,清洗时间视工件而定,清洗干净为止,一般2—3min。
酸性脱脂槽:PH2-3温度:常温时间:5—30min水洗槽:水质不浑浊,清洗时间视工件而定,清洗干净为止,一般2—3min。
表调槽:PH8—9时间1min磷化槽:全酸度20—25pt 促进剂2—3温度:常温时间:5—20min水洗槽:水质不浑浊,清洗时间视工件而定,清洗干净为止,一般2—3min。
挂件1:工件要有良好导电性,挂具也要良好的导电性。
2:能带较多液体或污物进入电泳槽的不宜电泳。
3:工件积液多的不宜电泳。
4:对不耐高温以及对颜色有特殊要求的工件不宜电泳。
5:所有上挂的工件从最下面第一个挂钩挂起。
6:所有上挂的横杆前头挂第一个孔,前头要比后头稍高些,这样有利于沥水。
7:所有上挂的工件表面要无锈,无油。
8:5m-6m的横杆挂6--10根,4m-5m的横杆挂10-14根,3m-4m的横杆挂14—16根,3m以下可以挂16-20根。
9:所有上挂的工件不能互相碰撞。
10:泳前第两道水洗往第一道水洗溢流,第一道水洗向外溢流。
第二道纯水洗的电导在50以下。
所以每天生产前须更换纯水。
11:泳后纯水洗电导在100以下,此道纯水每天生产前也须更换。
电泳槽槽液:固体份14-16电导率900—1400PH5.6-6.4电泳时间2—3min 电压100-200v 电泳线操作流程:1:电泳的链条速度控制在1000R/min以下。
2:先打开泳前1#2#纯水洗,后打开整流器的电压开关,把电压调到合理的范围,再打开泳后UF水洗和纯水洗。
3:烘道的温度达到设定的温度后才能让泳好的工件进入烘道进行固化。
固化温度和时间分别为180摄氏度20分钟,200摄氏度10分钟。
电泳涂装二线作业指导书(电泳工序操作规程)
1.6.1 生产前检查槽液液位、游离碱度、温度、压力是否合理。 1.6.2 在控制柜按启动按钮启动循环泵,打开溢流口阀门,调整溢流补水量 0.5-1L/min
1.6.3 生产中需定时点检液位、游离碱度、温度、过滤器压力差。压力差>0.05mpa 时需更换 滤袋。
1.6.4 参数调整 每添加 5kg 脱脂剂,游离碱度上升 1 个点,添加 50kg 自来水游离碱下降 1 个 点。
6.5.2 在控制柜按启动按钮启动循环泵,打开溢流口阀门,调整溢流补水量 1-2L/min
6.5.3 生产中需定时点检液位、压力、喷淋状况。
6.5.4 生产停止时需先关闭溢流补水阀门,关闭溢流阀门后再关闭循环泵。
6.6 工艺维护:
6.6.1 槽体 每周打开一次槽体排放口阀门,排空工作液,用自来水清洗槽体 1-2 次,关闭排放
5.5 工作液使用:
5.5.1 生产前检查槽液液位、全碱度、压力是否合理。
5.5.2 在控制柜按启动按钮启动循环泵,打开溢流口阀门,调整溢流补水量 1-2L/min
5.5.3 生产中需定时点检液位、压力、喷淋状况。
5.5.4 生产停止时需先关闭溢流补水阀门,关闭溢流阀门后再关闭循环泵。
第 4 页 共 10 页
全碱度 游离碱度
40-50pt 18-25pt
第 2 页 共 10 页
电泳涂装二线作业指导书
温度
45-55℃
时间
120s
压力
0.08-0.12mpa
2.5 药剂配槽:(比例 3-5%)
2.5.1 用自来水清洗槽内壁 1-2 次,清洗干净后补加自来水至 2/3 处,启动循环泵并加热。
2.5.2 准备好脱脂剂 150KG,用容器加热水搅拌均匀后倒入喷淋水回流口处。
电泳涂装作业指导书

电泳涂装作业指导书电泳涂装作业指导书一.目的:对电泳涂装作业进行规范,确保泳涂后的产品满足规定的要求。
二.适用范围:适用于钢铁件的电泳涂装作业三.操作3.1卸笼卸笼时,操作人员检查好零件的质量,对前处理后的工件进行检查,检查零件是否可以立即泳涂,如发现异常上报班长。
确保泳涂零件上无油、绣;磷化膜均匀致密;边角无毛刺;焊道符合要求;规格型号与图纸相符。
3.2上件上件时,挂钩的位置要均衡,预防行车行程时吊具倾斜。
工件的方向要有利于流淌药液。
要根据工件的大小确定是否空钩,是空一钩还是二钩等等。
对工件出现的油、锈、粉等,要挑出退回前处理或进行修磨。
同时要对挂钩进行检查,看挂具是否导电良好或是否被拉直,或容易掉件,如发现以上不良现象,则要对挂具进行更换,以免零件掉在电泳槽内。
按产品要求,对工件的不涂泳部位(如螺栓外螺纹、丝孔或图纸指定)上件同时加装有效的遮挡用具。
保证不涂泳部位的配合精度。
要保证吊装负载时,整体均衡水平,不得倾斜,预防卡擦槽体及或循环系统。
3.3泳涂检查各线路是否正常,各挂具接触点是否导电性良好。
槽液液位是否符合要求等等。
时间设定需调整至3-6分钟;电压调整一般在150-180V左右。
漆槽液温度一般保持28-32℃.一般情况下电泳工件1200-1500件后,需要调节漆的浓度,一般每次需加4-5Kg 色浆V-524CP和24-30Kg阴极电泳漆V-691BCR,即色浆与电泳漆比列为1:6.3.4检查及下件品管员仔细检查工件的质量,检查有无针孔、挂花、气腔等不良现象,对产品零件要做到100%的全检,专人负责,不合格品遵循《不合格品控制程序》的规定,合格品上炉烘干。
所下工件,整齐地摆放在一起或挂在专用挂具上,摆放时注意摆放的方式,工件不得被划伤,碰伤;应确实保证工件在运输的过程中安全稳固,不碰伤,不散落。
3.5温度的控制温度一般控制在165-200℃之间,如遇零件的材料厚度超过2.0 mm,则适当调整线速,确保工件干燥彻底(待工件冷却后,用白布条沾丙酮反复擦拭10次,以布条不变黑为标准)。
电泳指导书
XXXX电泳作业指导书(电泳工序操作规程)批准:___________ ___ 日期:_审核:______________ 日期:_校对:______________ 日期:_制订:___________ ___ 日期:_2014年8月电泳工序操作规程1 、电泳、目的本工序为阴极电泳涂装,电泳槽内设置阳极管,工件为阴极,在直流电场作用下,漆液中带正电荷的树脂离子夹带颜料向阴极移动,并在阴极(即工件)上脱去正离子,沉积为不溶于水的电泳漆膜,在电泳槽出口处设置槽上喷淋装置,用后道工序喷淋槽内的超滤水喷洗工件,可将工件外表面的大部分浮漆冲洗下来,重新回到电泳槽。
、设备电泳系统,主要包括:电泳槽(含副槽):30m 3主循环系统:循环泵2台篮式过滤器2个袋式过滤器(六袋)1个搅拌喷嘴214 个热交换系统:加热泵2台篮式过滤器2个袋式过滤器(六袋)2个板式换热器1个超滤器反洗系统:超滤泵1个单袋过滤器6个膜组8组超滤液槽1.5 m 31个反洗槽0.5m 31个阳极液系统:阳极槽2m31个阳极液循环泵1台管式阳极120 根裸阳极10 根加料系统:气动隔膜泵2台轴封系统:轴封槽0.5 m 31个轴封泵1台槽上喷淋装置:喷嘴28 个排风系统:风机4台、材料成膜物质:系列改性的中分子量双酚酞A 型环氧树脂胺化剂:乙醇胺固化剂:异氰酸酯中和剂:醋酸助溶剂:醇醚纯水:电导率v 5卩s/cm、工艺参数固体份:18〜20%PH:〜电导率:1000〜1800卩s/cm温度:28〜32 C时间:3'电压:60V-280V超滤液:PH 〜固体份v%电导600〜1500卩s/cm阳极液:电导率300-800卩s/cmPH 值:3-6槽上喷淋时间:15〃槽上喷淋压力:、工作液的配制1.4.1 、设备的清洗先后用自来水、纯水洗净电泳线各槽及管路系统;1.4.2 、在电泳槽内加注1/5 体积左右的纯水并使其处于循环状态;1.4.3 、准备配槽用料色浆:3750 kg乳液:11250kg1.4.4 、通过树脂加料系统将树脂缓缓打入电泳槽中;1.4.5 、加颜料浆时,先搅拌均匀,再通过色浆加料系统将色浆打入电泳槽中;1.4.6 、将适量的添加剂缓缓打入电泳槽中;1.4.7 、用纯水清洗加料桶,清洗液打入电泳槽中;148 补加纯水至离槽口200mm左右,并填写《R 04-041电泳加料记录表》;1.4.9 、循环熟化96 小时。
gykc0005__涂装作业指导书(电泳工序操作规程)

廊坊市普元涂装电泳作业指导书GY-KC0005(电泳工序操作规程)批准:___________ 日期:____________审核:___________ 日期:____________校对:___________ 日期:____________制订:___________ 日期:____________2009年12月电泳工序操作规程1、电泳、目的本工序为阴极电泳涂装,电泳槽内设置阳极管,工件为阴极,在直流电场作用下,漆液中带正电荷的树脂离子夹带颜料向阴极移动,并在阴极(即工件)上脱去正离子,沉积为不溶于水的电泳漆膜,在电泳槽出口处设置槽上喷淋装置,用后道工序喷淋槽内的超滤水喷洗工件,可将工件外表面的大部份浮漆冲洗下来,从头回到电泳槽。
、设备电泳系统,要紧包括:电泳槽(含副槽):4.5m3主循环系统:循环泵1台篮式过滤器1个袋式过滤器(六袋)1个搅拌喷嘴6个热互换系统:加热泵1台超滤器反洗系统:超滤泵1个单袋过滤器2个膜组2组超滤液槽1.5 m31个反洗槽0.5m31个阳极液系统:阳极槽2m31个阳极液循环泵1台管式阳极120根裸阳极10根槽上喷淋装置:喷嘴28个置换系统:置换槽3m31个残液转移泵1个移动泵车1台排风系统:风机4台、材料颜料浆立邦树脂立邦添加剂立邦添加剂立邦添加剂立邦杀菌剂立邦添加剂立邦杀菌剂立邦纯水:电导率<25μs/cm、工艺参数固体份:18~23%颜基比:10~16%PH:~电导率:1000~1800μs/cm温度:28~35℃时刻:2′电压:第一段150~200V第二段200~250V超滤液:PH ~固体份<%电导600~1500μs/cm 阳极液:电导率2200~5500μs/cmPH值:~浊度<槽上喷淋时刻:15″槽上喷淋压力:、工作液的配制1.4.1、设备的清洗前后用自来水、纯水洗净电泳线各槽及管路系统;1.4.2、在电泳槽内加注1/5体积左右的纯水并使其处于循环状态;1.4.3、预备配槽用料颜料浆立邦:10500 kg树脂立邦:81000kg1.4.4、通过树脂加料系统将树脂缓缓打入电泳槽中;1.4.5、加颜料浆时,先搅拌均匀,再通过色浆加料系统将色浆打入电泳槽中;1.4.6、将适量的添加剂缓缓打入电泳槽中;1.4.7、用纯水清洗加料桶,清洗液打入电泳槽中;1.4.8 补加纯水至离槽口200mm左右,并填写《R 04-041电泳加料记录表》;1.4.9、循环熟化96小时。
电泳操作指导书

一、除油:工件在除油槽中尽量浸泡半小时,并及时清除除油槽表面漂浮物,以确保工件出槽时被二次污染,及时添加除油剂,确保除油槽浓度正常,工件经清洗后工件表面水膜均匀、不挂水珠为除油干净。
二、磷化:电泳磷化膜厚度只需2-3微米,因此应严格控制磷化时间,正常磷化时间为6-10分钟,时间短则工件生锈,时间长则工件磷化膜太厚,影响工件电泳外观,磷化槽要定期除渣,严格控制磷化槽的总酸及游离酸度,以确保磷化质量。
三、电泳前纯水洗:由于工件磷化后经运输及上挂工件经过了二次污染,因此电泳前该道纯水洗尤为重要,定期检查喷嘴是否被杂物堵塞(2-3天)并进行及时的清理,电泳过程中必须保持此道纯水槽不断溢流(即把纯水阀及排水阀均开启),以保障尽可能少的把工件上遗留的杂质带入电泳槽中。
2-3天把该道纯水进行一次彻底更换,四、电泳:电泳槽温度正常控制在25-35度之间,否则电泳工件极易出现异常,温度低则漆膜上不去,温度高漆膜容易堆积。
施工电压视工件的大小及多少进行调整,以确保漆膜的厚度。
曼飞轮壳电泳电压控制在60v左右,电泳漆与蒸馏水混合后其浓度为10-15%,PH 值8-9,控制漆槽涂料固体份在正常范围内(比重计在25-30),如长时间不生产或者产量较低时应及时补加助溶剂,以确保漆膜流平,生产时必须同时开启阳极循环系统,发现有膜管破损及时关闭该膜管的循环,生产一周至十天排放一半左右阳极液,并补加纯水即可。
电泳槽原则上循环24小时不可停止,如槽液固体含量、溶剂含量及PH值正常可夜间停循环。
主副循环尽量交替使用,每月及时更换过滤袋。
五、电泳后水洗:将产品上面的一层附漆冲洗干净,以不再有异物附着为宜,否则烘干后会产生不良现象,如有异常问题应及时处理,千万不要放入烘箱内烘烤。
定期检查喷嘴堵塞情况(2-3天)并进行及时的清理,以确保工件表面浮漆清洗干净,后纯水洗槽每天生产后及时排放,第二天生产前注入纯水。
六、烘干:在烘干过程中视产品的厚薄及产品对光泽要求而定,铸铁薄壁件控制在180-200℃,保温25-30分钟;厚大件控制在控制在210-230℃,保温35-40分钟。
某涂装公司电泳作业指导书(doc 11页)

某涂装公司电泳作业指导书(doc 11页)MG212-5廊坊市普元涂装有限公司电泳作业指导书GY-KC0005(电泳工序操作规程)单袋过滤器2个膜组2组超滤液槽1.5 m31个反洗槽0.5m31个阳极液系统:阳极槽2m31个阳极液循环泵1台管式阳极120根裸阳极10根槽上喷淋装置:喷嘴28个置换系统:置换槽3m31个残液转移泵1个移动泵车1台排风系统:风机4台1.2、材料颜料浆立邦树脂立邦添加剂立邦添加剂立邦添加剂立邦杀菌剂立邦添加剂立邦杀菌剂立邦纯水:电导率<25μs/cm1.3、工艺参数固体份:18~23%颜基比:10~16%PH:5.4~6.1电导率:1000~1800μs/cm温度:28~35℃时间:2′电压:第一段150~200V超滤液:PH 5.2~5.9固体份<0.3%电导 600~1500μs/cm阳极液:电导率2200~5500μs/cmPH值:2.0~3.5浊度<1.0NTU槽上喷淋时间:15″槽上喷淋压力:0.05-0.1Mpa1.4、工作液的配制1.4.1、设备的清洗先后用自来水、纯水洗净电泳线各槽及管路系统;1.4.2、在电泳槽内加注1/5体积左右的纯水并使其处于循环状态;1.4.3、准备配槽用料颜料浆立邦:10500 kg树脂立邦:81000kg1.4.4、通过树脂加料系统将树脂缓缓打入电泳槽中;1.4.5、加颜料浆时,先搅拌均匀,再通过色浆加料系统将色浆打入电泳槽中;1.4.6、将适量的添加剂缓缓打入电泳槽中;1.4.7、用纯水清洗加料桶,清洗液打入电泳槽中;1.4.8 补加纯水至离槽口200mm左右,并填写《R 04-041电泳加料记录表》;1.4.9、循环熟化96小时。
1.5、电泳工作液的使用及调整1.5.1、为防止颜料的沉淀,电泳槽工作液应保持24小时不间断循环状态;1.5.2、为保证电泳槽工作液的温度,热交换系统应24小时处于工作状态;1.5.3、超滤系统24小时处于工作状态,以防止超滤膜的堵塞;1.5.4、每班生产前,检查电泳槽液位,不足部分补加纯水到位。
电泳作业指导书
生产前4
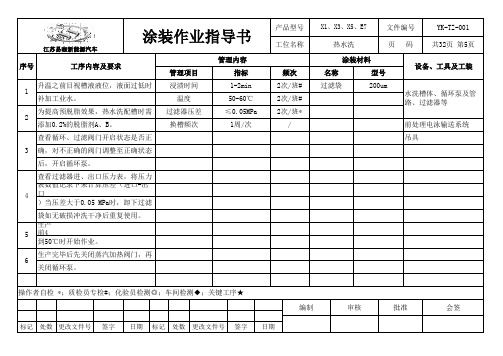
管理内容
涂装材料
管理项目指标频次名称
型号升温之前目视槽液液位,液面过低时浸渍时间1-2min 2次/班#过滤袋
200um
补加工业水。
温度50-60℃2次/班#为提高预脱脂效果,热水洗配槽时需过滤器压差≤0.05MPa 2次/班*吊具
添加0.2%的脱脂剂A、B。
换槽频次
1周/次
/
前处理电泳输送系统查看循环、过滤阀门开启状态是否正
后,开启循环泵。
确,对不正确的阀门调整至正确状态查看过滤器进、出口压力表,将压力表数值记录下来计算压差(进口-出口
袋如无破损冲洗干净后重复使用。
)当压差大于0.05 MPa时,卸下过滤到50℃时开始作业。
生产完毕后先关闭蒸汽加热阀门,再关闭循环泵。
操作者自检 *;质检员专检#;化验员检测◎;车间检测◆;关键工序★
编制
审核批准序号1
2
34
5
6
会签
设备、工具及工装
水洗槽体、循环泵及管路、过滤器等工位名称
热水洗页 码
共32页 第5页
工序内容及要求
江苏易咖新能源汽车
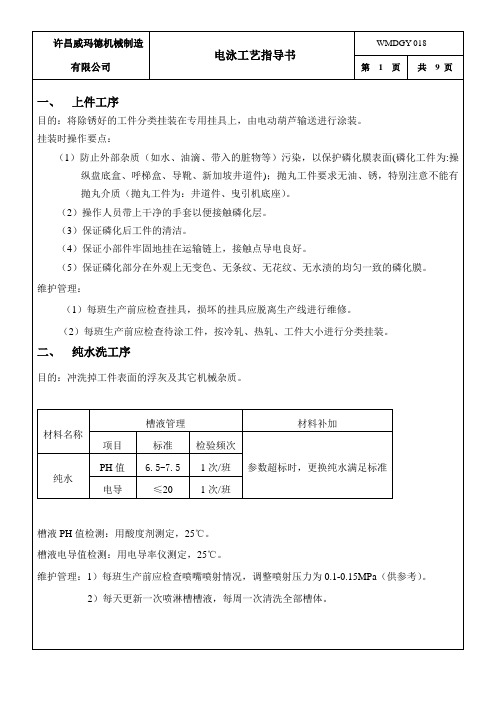
附图:热水洗
江苏易咖新能源汽车
编制
审核批准会签
工位名称
热水洗
页 码
共32页 第6页
图15:车身进入热水洗槽前确保水温升到50℃,各阀门已开启并正常运转
图16:液面要保证漫过车顶20CM 以上,液位过低时补加工业水
图17:车身在槽内浸渍时间1-2min。
电泳作业指导书范例
2 水洗1→水洗2→表调→磷化→水洗3→纯水洗→电泳→
UF1 水洗→UF2 水洗→纯水洗→烘烤,使各设备进行启动。
使用起吊机,将产品吊起到合适位置,工装挂钩放入产品 3
孔内,并与链条挂钩相扣,2个挂钩不允许任何一个脱落。
4 产品按照流水线经过各工序进行处理,热水洗→预脱脂→
5 主脱脂→水洗1→水洗2→表调→磷化→水洗3→纯水洗→
页面
1月1日
品质要求
1
各工序符合《电泳工序卡》 要求
起吊机吊起产品
2 首件必须进行检验
3 膜厚:25~35 um
生产物料
序 号
物料名称
规格
1
2
用量
3
4
5
6
7 放置工装挂钩
8
9
10 关键特殊要求
☆ 磷化酸度 20~30
☆ 电泳PH值 5.6~6.4 ☆ 烘烤温度210~230℃ 放置工装挂钩 ☆ 膜厚25~35 um ★ 附着力1mm画格无脱落
6 电泳→UF1 水洗→UF2 水洗→纯水洗→烘烤。
7 以上工序均完成后,产品流转到下件区内,进行取件作业。
使用起吊设备,将产品吊起到合适位置,取下工装挂钩, 8
将产品放入器具内,整齐摆放。
9 首件进行检查合格后放入首件台,并记录。
10
将物料及工装工具摆放回放置区,确认无任何异常后工作结束 。
注意事项
1 各工序时间通过链条速度进行控制,范围10-16HZ。
பைடு நூலகம்
2
电泳工序,电泳泵需要24H开启,防止槽内电泳液沉淀固 化。
3
热水洗控制柜按键 进行水洗各工序
烘烤结束
编制/日期:
审核/日期:
电泳工艺指导书
操作要点:
1)维持正确的烘烤区温度。
2)工件在电泳和烘烤后应检查其表观,固化程度,有无赃物。
3)对电泳工件每班至少检查三次膜厚。
4)烘道在升温或停止升温时,烘道内不应停留或行走工件,避免发生过烘或欠烘。
许昌威玛德机械制造有限公司
电泳工艺指导书
300~1000
1次/日
电导仪25℃
超
滤
液
流量L/h·m2
30~35
2次/班
PH值
6.0~6.5
1次/日
电导仪25℃
操作要点:
1、加料
1)漆料补加
在正常施工条件下,电泳槽中的固体份,溶剂和其它添加物被带出电泳槽,靠添加原漆来维持最佳工作状态,每100KG原漆固含量大约上升1%。
许昌威玛德机械制造有限公司
排放后槽液电导率=(槽液电导率值*3.8-UF排放体积*UF电导率)/3.8
2)阳极液排放
槽液PH值控制在5.8-6.5,过高则排放阳极液,过低则补加中和剂。
3、电泳操作要点
(1)保证给每个工件提供一个充分的电泳时间。
(2)记录槽液分析、添加、系统检查和操作数据。
(3)控制槽子的操作参数。
(4)制定维护标准和槽液补充方法以缩短设备停产周期。
电导率uS/cm
1200±400
1次/日
电导仪25℃
颜基比P/B
0.06~0.12
1次/月
槽液温度℃
28±2
1次/班
温度计
沉积电压V
120~250
根据工件调整
漆膜硬度H
≥2H
1次/日
漆膜厚度μm
15~25
电泳线作业指导书

电泳线生产前准备工作一、检查槽液(是否达到工艺要求温度(加温过程约10小时),浓度及相关要求)。
工艺参数:二、检查各槽体循环泵工作是否正常.三、开启整流柜,检查是否正常工作。
四、检查各自行小车程序及所在工位是否正确(监控中心触摸屏)。
五、开启阳极泵检查其工作是否正常。
六、检查烘干室热风炉及各风机无异常情况,即可升温,随即开启电泳线进行以下流程。
电泳线工艺流程一、工艺流程图:上件→预脱脂→脱脂→水洗1→酸洗→水洗2→中和→水洗3→水洗4→表调→磷化→水洗5→纯水洗1→阴极电泳→UF1水洗→UF2水洗→纯水洗→烘干→下件二、主要工艺流程:1 上件:处理方式:人工控制:手动操纵控制箱1.将所需电泳的工件装入工件篮。
注意:工件摆布尽量均匀合理,工件间隙不低于5CM,并使前后电动葫芦承重尽量平衡。
2.手动操作控制箱,使自行小车补位到发车位置.3.手动操作控制箱操纵电动葫芦同降至工件篮,挂钩(人工).4.手动操作控制箱同升至运行高度。
注意:工件篮需平衡,前后左右不出现倾斜.如不平衡需加配重。
并严格检查有无脱落挂钩挂在工件篮底,须及时摘除.5。
等待整个电泳线线后续流程完全达到工艺指标后,手动操作控制箱操纵发车。
进入预脱脂工艺步骤。
2 预脱脂:工艺目的:除去工件油渍处理方式:浸温度:60℃时间:7分钟处理液:自来水,脱脂剂A,脱脂剂B备注:循环泵控制:自动、人工均可预脱脂步骤主要由PLC程序自动控制,必要时也可人工辅助控制。
具体过程:自动控制,进入预脱脂工艺步骤。
第一阶段,工件篮行走至预脱脂工位,前后电动葫芦同降至设定高度(浸入槽体)浸泡工件。
浸泡时间240秒,前后电动葫芦同升至设定位置。
第二阶段,前后电动葫芦同降,二次浸泡。
浸泡时间180秒,然后同升至前后电动葫芦上限位置,自动进入下一工位。
此步骤结束后,检查工件是否达到工艺要求,如不符合工艺要求可人工控制继续浸泡,直至工件达到工艺要求.预脱脂工艺结束,进入脱脂工艺步骤。
电泳指导书(工序操作规程)

电泳指导书(工序操作规程)XXXX电泳作业指导书(电泳工序操作规程)批准:___________ 日期:____________ 审核:___________ 日期:____________ 校对:___________ 日期:____________ 制订:___________ 日期:____________2014年8月电泳工序操作规程1、电泳1.1、目的本工序为阴极电泳涂装,电泳槽内设置阳极管,工件为阴极,在直流电场作用下,漆液中带正电荷的树脂离子夹带颜料向阴极移动,并在阴极(即工件)上脱去正离子,沉积为不溶于水的电泳漆膜,在电泳槽出口处设置槽上喷淋装置,用后道工序喷淋槽内的超滤水喷洗工件,可将工件外表面的大部分浮漆冲洗下来,重新回到电泳槽。
1.2、设备电泳系统,主要包括:电泳槽(含副槽):30m3主循环系统:循环泵2台篮式过滤器2个袋式过滤器(六袋)1个搅拌喷嘴214个热交换系统:加热泵2台篮式过滤器2个袋式过滤器(六袋)2个板式换热器1个超滤器反洗系统:超滤泵1个单袋过滤器6个膜组8组超滤液槽1.5 m31个反洗槽0.5m31个阳极液系统:阳极槽2m31个阳极液循环泵1台管式阳极120根裸阳极10根加料系统:气动隔膜泵2台轴封系统:轴封槽0.5 m31个轴封泵1台槽上喷淋装置:喷嘴28个排风系统:风机4台1.2、材料成膜物质:系列改性的中分子量双酚酞A型环氧树脂胺化剂:乙醇胺固化剂:异氰酸酯中和剂:醋酸助溶剂:醇醚纯水:电导率<5μs/cm1.3、工艺参数固体份:18~20%PH:5.7~6.1电导率:1000~1800μs/cm温度:28~32℃时间:3′电压:60V-280V超滤液:PH 5.2~5.9固体份<0.3%电导600~1500μs/cm阳极液:电导率300-800μs/cmPH值:3-6槽上喷淋时间:15″槽上喷淋压力:0.05-0.1Mpa1.4、工作液的配制1.4.1、设备的清洗先后用自来水、纯水洗净电泳线各槽及管路系统;1.4.2、在电泳槽内加注1/5体积左右的纯水并使其处于循环状态;1.4.3、准备配槽用料色浆:3750 kg乳液:11250kg1.4.4、通过树脂加料系统将树脂缓缓打入电泳槽中;1.4.5、加颜料浆时,先搅拌均匀,再通过色浆加料系统将色浆打入电泳槽中;1.4.6、将适量的添加剂缓缓打入电泳槽中;1.4.7、用纯水清洗加料桶,清洗液打入电泳槽中;1.4.8 补加纯水至离槽口200mm左右,并填写《R 04-041电泳加料记录表》;1.4.9、循环熟化96小时。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
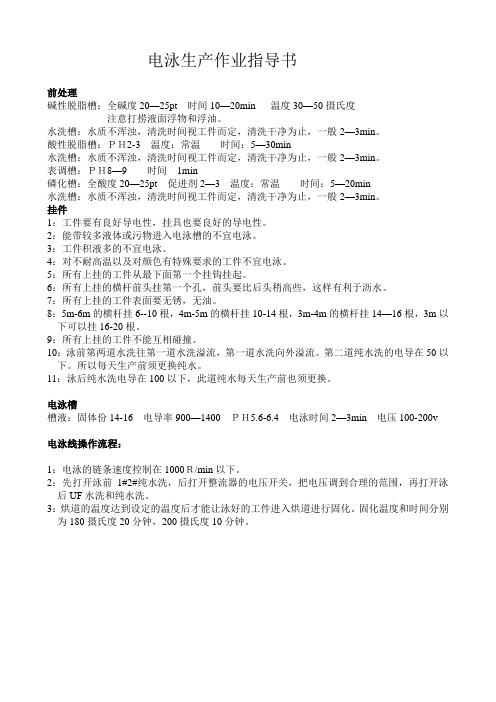
电泳生产作业指导书
前处理
碱性脱脂槽:全碱度20—25pt时间10—20min 温度30—50摄氏度
注意打捞液面浮物和浮油。
水洗槽:水质不浑浊,清洗时间视工件而定,清洗干净为止,一般2—3min。
酸性脱脂槽:PH2-3温度:常温时间:5—30min
水洗槽:水质不浑浊,清洗时间视工件而定,清洗干净为止,一般2—3min。
表调槽:PH8—9时间1min
磷化槽:全酸度20—25pt 促进剂2—3温度:常温时间:5—20min
水洗槽:水质不浑浊,清洗时间视工件而定,清洗干净为止,一般2—3min。
挂件
1:工件要有良好导电性,挂具也要良好的导电性。
2:能带较多液体或污物进入电泳槽的不宜电泳。
3:工件积液多的不宜电泳。
4:对不耐高温以及对颜色有特殊要求的工件不宜电泳。
5:所有上挂的工件从最下面第一个挂钩挂起。
6:所有上挂的横杆前头挂第一个孔,前头要比后头稍高些,这样有利于沥水。
7:所有上挂的工件表面要无锈,无油。
8:5m-6m的横杆挂6--10根,4m-5m的横杆挂10-14根,3m-4m的横杆挂14—16根,3m以下可以挂16-20根。
9:所有上挂的工件不能互相碰撞。
10:泳前第两道水洗往第一道水洗溢流,第一道水洗向外溢流。
第二道纯水洗的电导在50以下。
所以每天生产前须更换纯水。
11:泳后纯水洗电导在100以下,此道纯水每天生产前也须更换。
电泳槽
槽液:固体份14-16电导率900—1400PH5.6-6.4电泳时间2—3min 电压100-200v 电泳线操作流程:
1:电泳的链条速度控制在1000R/min以下。
2:先打开泳前1#2#纯水洗,后打开整流器的电压开关,把电压调到合理的范围,再打开泳后UF水洗和纯水洗。
3:烘道的温度达到设定的温度后才能让泳好的工件进入烘道进行固化。
固化温度和时间分别为180摄氏度20分钟,200摄氏度10分钟。