碳钢及普通低合金钢的焊接
11-4低合金高强度结构钢的焊接

钢材牌号
电渣焊 焊丝牌号 焊剂牌号
焊条电弧焊焊 条型号 E4303、E4301 E4316、E4315
埋弧焊 焊丝型号 H08A H08MnA 不开坡口 H08A 中板开坡口 H08MnA H10Mn2 H10MnSi 厚板开坡口 H10Mn2 焊剂牌号 HJ431 HJ431 HJ431 HJ431 HJ431 HJ431 HJ350
不开坡口 H08MnA 中板开坡口 H10MnSi H10Mn2 H08MnMoA 厚板开坡口 H08MnMoA H08MnMoA
HJ431 HJ431 HJ431 HJ431 HJ431 HJ350 HJ250 HJ431 HJ350
Q420
H10MnMoVA
HJ431 HJ360
E5516-G E5515-G E5516-D1 E5515-D1 E7015-G E7015- D2 E6016-D1 E6015-D2
Q460
H10Mn2MoA H10Mn2MoVA
HJ431 HJ360 HJ350 HJ250
H08Mn2MoA H08Mn2MoVA
HJ350 HJ250
预热 低合金高强度钢焊接时常用的工艺措施是焊前预热 焊前预热。 焊前预热 屈服点在390MPa以下 以下的低合金高强度钢焊接时,可不 预热 屈服点在 以下 可不 预热。 厚板、刚性大的结构钢且环境温度低的条件下,需预热 厚板、刚性大的结构钢且环境温度低的条件下 100~150℃。 屈服点在390MPa以上 以上的低合金高强度钢焊接时,一般需要 屈服点在 以上 一般需要 预热。 预热 后热及焊后热处理 低合金高强度钢后热主要是消氢处理。它是防止冷 裂纹的有效措施之一。 低合金高强度结构钢一般不进行焊后热处理。 只有厚板、强度级别较大及有延迟裂纹倾向的钢需焊后进行 热处理。
通用焊接工艺规范(普通碳钢、合金钢、不锈钢、铜管焊接)

通用焊接工艺规范1 碳素钢、合金钢及不锈钢的焊接1.1焊前准备1.1.1 焊缝的坡口形式和尺寸应符合设计文件的规定,当无规定时,符合本规范附录A.0.1的规定.1.1.2 焊件的坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法,在采用热加工方法加工坡口后,必须除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整。
1.1.3 焊件组焊前应将坡口及其两侧表面不小于20 mm范围内的油、漆、垢、锈、毛刺及镀锌层等清除干净,不得有裂纹、夹层、加工损伤、毛刺及火焰切割熔渣等缺陷。
油污清理方法如下,首先用丙酮或四氯化碳等有机溶剂擦洗,然后用不锈钢丝刷清理至露出金属光泽,使用的钢丝刷应定期进行脱脂处理。
1.1.4 管子或管件、筒体对接焊缝组对时,内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且不应大于2mm;1.1.5 焊缝的设臵应避开应力集中区,便于焊接和热处理,并应符合下列规定:(1)钢板卷筒或设备、容器的筒节与筒节、筒节与封头组对时,相邻两纵向焊缝间的距离应大于壁厚的3倍,且不应小于100 mm,同一筒节上两相邻纵缝间的距离不应小于200 mm;(2)除焊接及成型管件外的其他管子对接焊缝的中心到管子弯曲起点的距离不应小于管子外径,且不应小于l00 mm;管子对接焊缝与支、吊架边缘之间的距离不应小于50 mm。
同一直管段上两对接焊缝中心面间的距离:当公称直径大于或等于150mm时不应小于150mm;公称直径小于150mm时不应小于管子外径;(3)不宜在焊缝及其边缘上开孔。
(4)不锈钢焊件焊接部位两侧各l00 mm范围内,在施焊前应采取防止焊接飞溅物粘污焊件表面的措施:可将石棉置于焊接部位两侧等。
1.1.6 焊条、焊丝在使用前应按规定进行烘干、保温,并应在使用过程中保持干燥。
焊丝使用前应清除其表面的油污、锈蚀等。
常用焊材烘干温度及保持时间见表4。
表4 常用焊材烘干温度及保持时间接上表:1.2.8 施焊过程中应保证起弧和收弧处的质量,收弧时应将弧坑填满。
焊接返修工艺(普通碳钢、低合金钢类材料在制造过程中产生的内部缺陷的返修)

Welding Repair焊接返修Revision Status:1.0 适用范围Scope本规范适用对公司普通碳钢、低合金钢类材料在制造过程中产生的内部缺陷的返修。
The standard can be used for low carbon, low alloy material reparation in the construction process in Blue Island. 2.0 参考标准Associated standardEN 1011-2 Recommendations for welding of metallic materialsPart 2: Arc welding of ferritic steelsEN 1011-3 Recommendations for welding of metallic materialsPart 3: Arc welding of stainless steelsISO 13916 Guidance on the measurement of preheating temperature, interpass temperature and preheat maintenance temperature for welding3.0 缺陷类型 Imperfection type3.1 焊接过程中产生的内部气孔,点状或条状夹渣,未焊透,未熔合,偏析,内部焊接裂纹,层状撕裂等缺陷;Porosity, slag, infusion, internal crack and other imperfection during the construction process;3.2 气割落料受热导致钢板内部撕裂以及卷圆产生的内部撕裂。
The internal lamellar tearing in the gas-cutting and rolling process.4.0 返修前预热 Preheat treatment before welding4.1 预热温度 110℃以上;Temperature more than 110℃4.2 预热要均匀;Preheat treatment must be even.4.3 测温位置:Testing position当T≤50mm 时,在A=4T 位置进行测量,最大不超过50mm;When T≤50mm, the position is in A=4T, and the max thickness is not more than 50mm.当T>50mm 时,A=75mm 位置进行测量;对接焊缝返修预热见图1;角焊缝返修见图2;其它位置返修参考图1;When T>50mmm the position is in A=75mm. The butt welding beam preheat treatment requirement see drawing 1; The fillet requirement see drawing 2. Other position see drawing 1.4.4 测量工具:测温笔或红外测温仪,见图3。
通用焊接工艺规程(普通碳钢、合金钢、不锈钢、铜管焊接)

通用焊接工艺规范1 碳素钢、合金钢及不锈钢的焊接1.1焊前准备1.1.1 焊缝的坡口形式和尺寸应符合设计文件的规定,当无规定时,符合本规范附录A.0.1的规定.1.1.2 焊件的坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法,在采用热加工方法加工坡口后,必须除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整。
1.1.3 焊件组焊前应将坡口及其两侧表面不小于20 mm范围内的油、漆、垢、锈、毛刺及镀锌层等清除干净,不得有裂纹、夹层、加工损伤、毛刺及火焰切割熔渣等缺陷。
油污清理方法如下,首先用丙酮或四氯化碳等有机溶剂擦洗,然后用不锈钢丝刷清理至露出金属光泽,使用的钢丝刷应定期进行脱脂处理。
1.1.4 管子或管件、筒体对接焊缝组对时,内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且不应大于2mm;1.1.5 焊缝的设臵应避开应力集中区,便于焊接和热处理,并应符合下列规定:(1)钢板卷筒或设备、容器的筒节与筒节、筒节与封头组对时,相邻两纵向焊缝间的距离应大于壁厚的3倍,且不应小于100 mm,同一筒节上两相邻纵缝间的距离不应小于200 mm;(2)除焊接及成型管件外的其他管子对接焊缝的中心到管子弯曲起点的距离不应小于管子外径,且不应小于l00 mm;管子对接焊缝与支、吊架边缘之间的距离不应小于50 mm。
同一直管段上两对接焊缝中心面间的距离:当公称直径大于或等于150mm时不应小于150mm;公称直径小于150mm时不应小于管子外径;(3)不宜在焊缝及其边缘上开孔。
(4)不锈钢焊件焊接部位两侧各l00 mm范围内,在施焊前应采取防止焊接飞溅物粘污焊件表面的措施:可将石棉置于焊接部位两侧等。
1.1.6 焊条、焊丝在使用前应按规定进行烘干、保温,并应在使用过程中保持干燥。
焊丝使用前应清除其表面的油污、锈蚀等。
常用焊材烘干温度及保持时间见表4。
表4 常用焊材烘干温度及保持时间接上表:1.2焊接工艺要求1.2.1 碳素钢及合金钢焊接材料的选用,应符合设计文件的规定,当无规定时,符合本规范附录B第 B.0.1条及第B.0.2条的规定。
Q235普通碳素钢与16MnR低合金钢的焊接性研究
Q235普通碳素钢与16MnR低合金钢的焊接性研究摘要:通过了解Q235普通碳素钢与16MnR低合金钢的性能及用途,研究两种钢材的焊接性,以及异种钢焊接的注意事项,针对焊接结构件在不同工作条件不同用途的不同要求,避免在焊接过程中可能出现的焊接应力及焊缝接头区组织不均匀的问题,根据Q235普通碳素钢与16MnR低合金钢焊接的实例分析和试验结果,阐述Q235普通碳素钢与16MnR低合金钢焊接结构,在选择焊缝金属填充材料时的方法。
关键词:异种金属;焊接;母材金属;填充金属;一、Q235普通碳素钢与16MnR低合金钢的焊接性1、Q235普通碳素钢的化学成分,基本性能,应用Q235普通碳素钢含碳量约为0.2%,这种钢容易冶炼,工艺性好,价格低廉。
Q代表的是这种材质的屈服强度,后面的235就是指这种材质的屈服值在235MPa左右。
由于含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛。
常轧制成盘条或圆钢、方钢、扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。
大量应用于建筑及工程结构。
用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、车辆、锅炉、容器、船舶等,也大量用作对性能要求不太高的机械零件。
C、D级钢还可作某些专业用钢使用。
Q235按化学成分:分为A、B、C、D四级(见表1)表1 Q235碳素钢的化学成分(质量分数%)就其脱氧方法而言,可以采用F,b,z分别表示为沸腾钢、半镇静钢、镇静钢。
沸腾钢是脱氧不完全的钢,塑性和韧性较差。
用这种材料制成的焊接结构,受动力载荷作用时接头容易出现裂缝。
不宜在低温下工作,有时会产生硬化现象。
相比之下,镇静钢质优而匀,塑性和韧性都好。
2、16MnR低合金钢的化学成分,基本性能,应用;16MnR属低合金系列,在低合金的材质里,此种材质为最普通的。
与16Mn低合金钢相比16MnR降低了S、P含量。
16MnR是在碳素钢的基础上加入一定的合金元素所构成,低合金钢中的合金元素一般不超过5%,以提高钢的强度并保证其具有一定的塑性和韧性。
JB-T6046-1992碳钢、低合金钢焊接构件焊后热处理方法

JB-T6046-1992碳钢、低合金钢焊接构件焊后热处理方法JB-T6046-1992标准规定了碳钢、低合金钢焊接构件的焊后热处理方法。
焊后热处理是焊接过程中的一个重要步骤,旨在通过加热、保温和冷却的过程,促使焊接接头组织转变,提高其力学性能和降低焊接应力。
一、热处理制度根据JB-T6046-1992标准,碳钢、低合金钢焊接构件的热处理制度包括加热温度、加热速度、保温时间和冷却速度。
这些参数应根据钢材的种类、厚度、焊接方法和焊接质量等因素确定。
二、加热方法碳钢、低合金钢焊接构件的加热方法应采用合适的设备进行,如电加热、燃气加热等。
加热时应确保温度均匀,防止局部过热,造成焊接构件的变形和开裂。
三、保温时间保温时间是指焊接构件在加热炉内保持一定温度的时间。
保温时间的确定应考虑钢材的厚度、焊接质量和加热温度等因素。
适当的保温时间可以使焊接接头组织转变更充分,提高力学性能。
四、冷却速度冷却速度是指焊接构件离开加热炉后的冷却速度。
冷却速度对焊接接头组织的转变和力学性能有重要影响。
JB-T6046-1992标准规定了不同厚度碳钢、低合金钢焊接构件的冷却速度范围。
五、注意事项在进行碳钢、低合金钢焊接构件的焊后热处理时,应注意以下几点:1. 热处理设备应符合要求,保证温度控制精确。
2. 加热、保温和冷却过程应严格控制,确保各项参数符合标准规定。
3. 热处理后,焊接构件应进行全面的质量检查,确保满足要求。
总之,JB-T6046-1992标准对碳钢、低合金钢焊接构件的焊后热处理方法进行了详细规定,包括加热温度、加热速度、保温时间和冷却速度等参数。
正确的热处理方法可以改善焊接接头的组织,提高力学性能,降低焊接应力。
在实际操作中,应严格遵守标准规定,注意各项事项,确保焊接构件的质量满足要求。
002-碳钢与合金钢焊接作业指导书1
上海石化安装检修工程公司1.目的2.为保证碳钢及合金钢的焊接施工和焊接质量, 特编制此焊接作业指导书。
3.适用范围此作业指导书适用于含碳量小于或等于0.30%的碳素钢、低合金结构钢、低温钢、耐热钢和耐热耐蚀高合金钢现场焊接设备和管道的手工电弧焊、氩弧焊、二氧化碳气体保护焊及埋弧焊。
4.引用标准及编制依据GB 50236—98 《现场设备、工业管道焊接工程施工及验收规范》JB/T4709—2000 《钢制压力容器焊接规程》ASME 第二卷 C篇焊丝、焊条及填充金属5.操作流程6.施工程序及技术要求5.1 检查工作内容先决条件5.1.1人员5.1.1.1焊接技术人员应由中专及以上学历, 有一年以上焊接生产实践的人员担任。
焊接技术人员应负责编制焊接工艺评定和焊接技术措施, 指导焊接作业, 参与焊接质量管理, 处理焊接技术问题, 整理焊接技术资料。
5.1.1.2焊工必须按规定进行考试, 合格后方可上岗(附表1: 合格焊工登记表, SPI-HJ-01)。
焊工必须按规定的焊接作业指导书及焊接技术资料措施进行施焊, 当遇到工况条件与焊接作业指导书及焊接技术措施的要求不符合时, 应拒绝施焊。
5.1.1.3火焰加热或切割操作人员应具有气割、气焊操作上岗证。
5.1.1.4焊接预热、后热处理人员应具备相应的专业技术。
用电加热设备加热时, 其操作人员应经过专业培训。
5.1.1.5焊材保管和烘焙人员及焊接热处理人员应经过专业培训。
焊材保管人员应熟悉焊材的用途、性能。
热处理人员应熟悉不同材料的热处理工艺, 并按规范进行焊接热处理操作。
5.1.1.6焊接质检人员应接受过专门的焊接技术培训, 有一定的焊接实践经验和技术水平, 并具有质检人员上岗资质证。
焊接质检人员应对焊接作业进行全面检查和控制, 负责确定焊接检测部位, 评定焊接质量, 签发检查文件, 参与焊接技术措施的审定。
5.1.1.7无损探伤人员必须由国家授权的专业考核机构考核合格, 其相应证书应在有效期内。
17常用碳钢低合金钢推荐选用的焊条

17常用碳钢低合金钢推荐选用的焊条碳钢和低合金钢是常见的金属材料,因为其广泛应用,选择合适的焊条是至关重要的。
下面将为您推荐一些常用的碳钢和低合金钢焊条。
1.ER70S-6焊条:这是一种常用的碳钢焊条,适用于焊接碳钢和低合金钢结构件,如船舶、桥梁、建筑物等。
该焊条具有优良的焊接性能和较高的强度。
2.E7018焊条:这是一种低氢焊条,适用于焊接低合金钢结构,如压力容器、管道等。
该焊条具有稳定的弧和较高的韧性。
3.E6013焊条:这是一种全位置焊条,适用于焊接碳钢结构,如汽车、家具、钢铁制品等。
该焊条具有良好的焊接性能和易操作性。
4.E7016焊条:这是一种低氢钾钙焊条,适用于焊接低合金钢结构,如输油管线、化工罐体等。
该焊条具有良好的焊接性能和耐热性。
5.E6010焊条:这是一种碳钢焊条,适用于焊接厚板和管道钢材。
该焊条具有良好的穿透性和抗裂性能。
6.E8018-B2焊条:这是一种低氢焊条,适用于焊接高强度低合金钢结构,如船舶、桥梁等。
该焊条具有优良的强度和韧性。
7.E7010-G焊条:这是一种碳钢焊条,适用于焊接重型和高强度结构,如钢板、铁路车辆等。
该焊条具有良好的穿透性和抗裂性能。
8.E8018-C1焊条:这是一种低氢焊条,适用于焊接高强度低合金钢结构,如石油设备、化工厂等。
该焊条具有良好的焊接性能和耐热性。
以上为常用的碳钢和低合金钢焊条的推荐选用,根据具体焊接需求、焊接材料以及工作环境等因素,选择合适的焊条非常重要。
另外,为了确保焊接质量,还应注意正确的焊接工艺和操作技巧。
Q235与Q345R在钢结构中不同位置焊接材料的选择

Q235与Q345R在钢结构中不同位置焊接材料的选择根据Q235与Q345R在钢结构中不同位置的焊接实例分析和试验结果,阐述其钢结构制造过程中,如何选择焊缝金属填充材料时的方法。
标签:钢结构;焊缝;Q235;Q345R;机械性能一、Q235普通碳素钢与Q345R低合金钢焊接工艺在钢结构的制造过程中,是具有一定难度的,主要体现在进行制作的过程中容易遇到一系列的焊接问题,从而影整体的焊接效果,由于异种钢焊接的过程中主要会遇到异种钢焊接和金相组织存在不同的情况的发生,并主要体现在以下几个方面,以往普通的碳素钢结构设计一般体现在相关的资料中,而异种钢的焊接却具有一定的特殊性,并主要体现在以下几个方面,a.选择焊接工艺:对于施工工艺的挑选主要以异种钢中合金化程度为主,一般来说是要选择焊接性较差的钢;b.选择填充材料:对于填充材料的选择一般需要挑选具有异种钢强度较硬的材料,化学成分也要尽可能的符合异种钢成分较少的基于于普通碳素钢与低合金钢的焊接的考量,需要根据实际的构件的结构以及具体的受力情况而定,要保证决定的过程中具有一定的科学依据。
二、异种钢焊接化学成分变化及对机械性能的影响焊接材料选择T426,主体情况如图l以下所示:电弧焊在实际应用的过程中主要是需要通过电弧放电过程中所产生的热量作为主要根据,并用来融化母材以及填充金属,在电弧固有性质的影响下,被融化的母材金属以及相关的填充金属需要在实际焊接的部位形成一个熔池,但熔池具有较高的温度会造成冶金出现激烈的反应,从而加速产生一系列的化学反应,当熔池金属在经过冶金反应后更是促使熔池的金属反应发生一系列的物理变化,从而造成了化学成分的改变。
因此,在规范焊接条件下,母材需要按照合理的融合比来进入熔池,并促使金元素由密集区域向反方向的扩散,以此来促使被融化的母材部分的合金元素被稀释,但在这过程中会使得整体的母材硬度下降,更会在一定程度上影响整体的结构性质和结构质量例如:1.以简体材质的压力容器为例,如图二所示:简体作为压力容器的主要受压元件,若是选用T426焊条进行筒体和垫板焊接,便会降低硬度,也会影整体的结构完整度,因此进行这就需要用另一种型号的材料,并保证材料在融的过程中减少实际的稀释程度,也能减母材所收到的相关影响,(这种情况多现在压力容器支座垫板、塔式压力容器台支腿的垫板和塔式压力容器裙座与底的椭圆封头部位)2.以简体材质为塔式压力容器为例,如图三所示:由于接下来要研究的物质均属于筒体,作为压力容器的主要受压元件,更是要在经济的方面进行考虑,若是将其设计成普通碳素钢,并通过此方法来降低成本,那么就要选用T426焊条进行两种材质简体来进行焊接,如实按照上述的方法来进行,则焊缝的强度是达标的。
焊接焊丝的选用

焊接资料焊接基础知识问答(3)五、碳钢及普通低合金钢的焊接1.什么是碳素钢?常用的有哪几种?答:碳素钢也叫碳钢。
常用焊接的有低碳钢(含C≤0.25%)和中碳钢(含C=0.25%--0.60%);优质碳素结构钢(08、10、15、20、25、30、35、40、45)2.为什么叫普通低合金钢?它们是如何分类的?答:在普通低合金钢中,除碳以外,还含有少量其他元素,如:锰、硅、钒、钼、钛、铝、铌、铜、硼、磷、稀土等,性能发生变化,得到比一般碳钢更优良的性能,如:高强度钢、耐蚀钢、低温钢、耐热钢等。
3.什么是金属材料的机械性能?答:强度、硬度、朔性、韧性、耐疲劳和蠕变性能等。
4.什么是钢材的工艺性能?答:钢材承受各种冷热加工的能力,如:可切削性、可锻性、可铸性和可焊接性等。
5.什么是金属的焊接性?答:在一定的焊接工艺条件下获得优质焊接接头的难易程度。
包括两方面的内容:一是接合性能,又称工艺可焊性;二是使用性能,又称使用可焊性。
6.为什么ER50-6实心焊丝使用十分普遍?它适合哪些钢材?答:ER50-6实心焊丝(如:唐山神钢MG-51T)适合的钢材有:〈1〉普通碳素结构钢:Q215 Q235 Q255 Q275〈2〉优质碳素结构钢:08 10 15 20 25 30 35 40 45 15Mn 20Mn 25Mn30Mn 35Mn〈3〉碳素铸钢:ZG200-400H ZG230-450H ZG275-485H〈4〉压力容器用碳素钢: 20R〈5〉锅炉用碳素钢:20g〈6〉桥梁用碳素结构钢:16q〈7〉核压力容器用碳素钢:20HR〈8〉汽车制造用碳素结构钢: 08Al 15Al〈9〉普通低合金高强度结构钢:Q295 (09MnV、09MnNb、09Mn2)Q345 (14MnNb、16Mn、16MnRE)Q390 (15MnV、15MnTi、16MnNb)Q420 (15MnVN、14MnVTiRE)〈10〉船体用低合金高强度结构钢AH32 DH32 EH32 AH36〈11〉压力容器用低合金高强度结构钢16MnR 15MnVR 15MnVNR〈12〉锅炉用低合金高强度结构钢16Mng 19Mng 22Mng〈13〉桥梁用低合金高强度结构钢16Mnq(16MnCuq)15MnVq 15MnVNq〈14〉石油天然气管道用低合金高强度结构钢S290 S315 S360 S380 S4157.为什么低合金高强钢会出现裂纹?有哪些影响因素?答:随含碳量和合金元素的增加,产生冷裂纹的敏感性增加。
JB-T6046-1992碳钢、低合金钢焊接构件 焊后热处理方法(可编辑)精品

JB-T6046-1992碳钢、低合金钢焊接构件焊后热处理方法J 33JB/T 6046 -1992碳钢、低合金钢焊接构件焊后热处理方法1992-05-05 发布1993-07-01 实施中华人民共和国机械电子工业部发布中华人民共和国机械行业标准碳钢、低合金钢焊接构件JB/T 6046 -1992焊后热处理方法1 主题内容与适用范围本标准规定了碳钢、低合金钢焊接构件的焊后热处理方法。
本标准适用于锅炉、压力容器的碳钢、低合金钢产品,以改善接头性能,降低焊接残余应力为主要目的而实施的焊后热处理。
其他产品的焊后热处理亦可参照执行。
2 引用标准GB 150 钢制压力容器GB 3375 焊接名词术语GB 7232 金属热处理工艺术语GB 9452 热处理炉有效加热区测定方法GBJ 94 球形储罐施工及验收规范JB 1613 锅炉受压元件焊接技术条件3 术语“焊后热处理”、“局部热处理”术语定义分别按GB 3375 和GB 7232 规定。
炉内热处理将被加热体整体一次放入热处理炉内进行的热处理。
分段热处理炉内热处理时,因受条件限制,被加热件不能一次整体入炉,在有附加条件的基础上分段多次入炉进行的热处理。
整体炉外热处理以适当的加热方式,在炉外将被加热件整体加热所进行的热处理。
中间热处理在制造过程中,对于反复受热的焊接区及母材,为了保证焊接质量及接头性能,在施焊工序中在较低温度下进行的热处理。
4 焊后热处理的工艺要求4. 1 通则4. 1. 1 焊后热处理的管理焊后热处理的管理内容包括:a. 热处理方法及设备的选择;b. 被加热件温度或炉温的检测;c. 被加热件外观质量、形状、尺寸的保证及检验;d. 焊后热处理情况的记录;e. 其他可能影响热处理效果因素的考虑。
机械电子工业部1992-05-05 批准1993-07-01 实施1JB/T 6046 -19924. 1. 2 焊后热处理工艺规范的选择进行焊后热处理时,应在充分考虑焊接结构的母材、焊接材料、服役状态、焊接工艺规范及结构特征等诸多因素的基础上,根据产品有关的设计及制造法规、技术条件或工艺评定结果,对焊后热处理的工艺规范予以具体规定。
GB50236-98_焊接规范[1]
![GB50236-98_焊接规范[1]](https://img.taocdn.com/s3/m/cb7ee8e4102de2bd96058851.png)
现场设备、工业管道焊接工程施工及验收规范GBJ236-82目录第一章总则第一节概述第二节一般规定第二章碳素钢及合金钢的焊接第一节材料第二节焊前准备第三节焊接工艺要求第四节焊前预热及焊后热处理第三章铝及铝合金的焊接第一节材料第二节焊前准备第三节焊接工艺要求第四章铜及铜合金的焊接第一节材料第二节焊前准备第三节焊接工艺要求第五章焊接工艺试验第一节试验原则第二节试验要求第三节试验评定第六章焊工考试第一节一般规定第二节焊工操作技能考试第三节附则第七章焊接检验第一节焊接前检查第二节焊接中间检查第三节焊接后检查第四节焊接工程交工验收附录附表1附表1-1附表1-2附表2附表3附表4附表5附表6附表7附表8附表9附表10附表11附表12附表13附表14附表15编制说明主编部门:化学工业部批准部门:国家基本建设委员会实行日期:1982年8月1日国家基本建设委员会文件(82)建发施字25号关于颁发《现场设备、工业管道焊接工程施工及验收规范》的通知国务院有关部、总局,各省、市、自治区建委,基建工程兵:由我委委托化学工业部负责组织有关单位编写的《现场设备、工业管道焊接工程施工及验收规范》,经有关部门会审,现批准为国家标准施工及验收规范,编号为GBJ236—82,自一九八二年八月一日起实行。
本规范由化学工业部基建局管理和解释。
一九八二年一月二十日第一章总则第一节概述第 1.1.1条为指导设备和工业管道的焊接工程特制定本规范。
它适用于石油、化工、电力、冶金、机械和轻纺等行业工程建设的施工现场。
第1.1.2条本规范适用于碳素钢(含碳量小于或等于0.3%)、合金钢(普通低合金结构钢、低温用钢、耐热钢及奥氏体不锈钢)、铝及铝合金(工业纯铝及防锈铝合金)、铜及铜合金(紫铜及黄铜)的手工电弧焊、氩弧焊、埋弧焊、二氧化碳气体保护焊和氧-乙炔焊。
第1.1.3条用于现场焊接作业的其他标准和设计文件中的技术要求和规定,不得低于本规范。
第1.1.4条焊接作业的安全技术、劳动保护等应按现行有关规定执行。
各种金属的焊接工艺

各种金属的焊接工艺金属焊接工艺各种金属的焊接工艺碳钢及普通低合金钢的焊接104.什么是碳素钢?常用的有哪几种?答:碳素钢也叫碳钢。
常用焊接的有低碳钢(含C≤0.25%)和中碳钢(含C=0.25%--0.60%);优质碳素结构钢(08、10、15、20、25、30、35、40、45)105.为什么叫普通低合金钢?它们是如何分类的?答:在普通低合金钢中,除碳以外,还含有少量其他元素,如:锰、硅、钒、钼、钛、铝、铌、铜、硼、磷、稀土等,性能发生变化,得到比一般碳钢更优良的性能,如:高强度钢、耐蚀钢、低温钢、耐热钢等。
106.什么是金属材料的机械性能?答:强度、硬度、朔性、韧性、耐疲劳和蠕变性能等。
107.什么是钢材的工艺性能?答:钢材承受各种冷热加工的能力,如:可切削性、可锻性、可铸性和可焊接性等。
108.什么是金属的焊接性?答:在一定的焊接工艺条件下获得优质焊接接头的难易程度。
包括两方面的内容:一是接合性能,又称工艺可焊性;二是使用性能,又称使用可焊性。
109.为什么ER50-6实心焊丝使用十分普遍?它适合哪些钢材?答:ER50-6实心焊丝适合的钢材有:〈1〉普通碳素结构钢:Q215 Q235 Q255 Q275〈2〉优质碳素结构钢:08 10 15 20 25 30 35 40 45 15Mn 20Mn 25Mn 30Mn 35Mn〈3〉碳素铸钢:ZG200-400H ZG230-450H ZG275-485H〈4〉压力容器用碳素钢:20R〈5〉锅炉用碳素钢:20g〈6〉桥梁用碳素结构钢:16q〈7〉核压力容器用碳素钢:20HR〈8〉汽车制造用碳素结构钢:08Al 15Al〈9〉普通低合金高强度结构钢:Q295 (09MnV、09MnNb、09Mn2)Q345 (14MnNb、16Mn、16MnRE)Q390 (15MnV、15MnTi、16MnNb)Q420 (15MnVN、14MnVTiRE)〈10〉船体用低合金高强度结构钢AH32 DH32 EH32 AH36〈11〉压力容器用低合金高强度结构钢16MnR 15MnVR 15MnVNR〈12〉锅炉用低合金高强度结构钢16Mng 19Mng 22Mng〈13〉桥梁用低合金高强度结构钢16Mnq(16MnCuq)15MnVq 15MnVNq〈14〉石油天然气管道用低合金高强度结构钢S290 S315 S360 S380 S415110.为什么低合金高强钢会出现裂纹?有哪些影响因素?答:随含碳量和合金元素的增加,产生冷裂纹的敏感性增加。
碳钢及低合金钢的焊接工艺标准(修改)

低碳钢及低合金钢焊接施工工艺标准1 适用范围本工艺标准适用于低碳钢和普通低合金钢(热轧、正火低合金钢)手工电弧焊、埋弧自动焊、手工钨极氩弧焊及CO2半自动气体保护焊的焊接施工。
2 施工准备2.1 技术准备(施工标准、规范)2.1.1 《工艺管道工程施工及验收规范》GB502352.1.2 《现场设备、工业管道焊接工程施工及验收规范》GB502362.1.3 《石油化工剧毒、可燃介质管道工程施工及验收规范》SH35012.1.4 《焊条质量管理规程》JB32232.1.5 《钢制压力容器》GB1502.1.7 《钢制压力容器焊接工艺评定》JB47082.1.8 《钢制压力容器焊接规程》JB/T47092.1.9 《压力容器无损检测》JB47302.2 作业人员注:焊工合格证考核按《锅炉、压力容器、压力管道焊工考试与管理规侧》和《现场设备、工业管道焊接工程施工及验收规范》GB50236第五条进行考试。
2.3 材料检查验收2.3.1 工程材料2.3.1.1 焊接工程所采用的材料,应符合设计文件的规定。
2.3.1.2 材料应具有出厂合格证和质量证明书。
其检验项目及技术要求标准应符合国家标准或行业标准。
2.3.1.3 材料入库前应核对材料牌号和质量证明书。
并按相应国家标准或行业标准进行检查和验收2.3.1.4 国外材料应符合合同规定的材料标准,并按相应材料标准进行复验。
2.3.2 焊接材料2.3.2.1 焊条应符合国家现行的《碳钢焊条》GB5117,《低合金钢焊条》GB5118。
2.3.2.2 焊丝应符合国家现行的《焊接用钢丝》GB1300,《二氧化碳气体保护焊用焊丝》GB8110,2.3.2.3 国外焊材应符合生产国相应的技术标准的要求。
2.3.2.4 焊接材料入库时,应核查其质量证明书,同时检查包装状况,不得有破损、受潮、锈蚀等现象。
并按《焊条质量管理规程》JB3223的规定建立保管、烘干、发放制度。
实芯焊丝基本知识

五、碳钢及普通低合金钢的焊接1.什么是碳素钢?常用的有哪几种?答:碳素钢也叫碳钢。
常用焊接的有低碳钢(含C≤0.25%)和中碳钢(含C=0.25%--0.60%);优质碳素结构钢(08、10、15、20、25、30、35、40、45)2.为什么叫普通低合金钢?它们是如何分类的?答:在普通低合金钢中,除碳以外,还含有少量其他元素,如:锰、硅、钒、钼、钛、铝、铌、铜、硼、磷、稀土等,性能发生变化,得到比一般碳钢更优良的性能,如:高强度钢、耐蚀钢、低温钢、耐热钢等。
3.什么是金属材料的机械性能?答:强度、硬度、朔性、韧性、耐疲劳和蠕变性能等。
4.什么是钢材的工艺性能?答:钢材承受各种冷热加工的能力,如:可切削性、可锻性、可铸性和可焊接性等。
5.什么是金属的焊接性?答:在一定的焊接工艺条件下获得优质焊接接头的难易程度。
包括两方面的内容:一是接合性能,又称工艺可焊性;二是使用性能,又称使用可焊性。
6.为什么ER50-6实心焊丝使用十分普遍?它适合哪些钢材?答:ER50-6实心焊丝(如:唐山神钢MG-51T)适合的钢材有:〈1〉普通碳素结构钢:Q215 Q235 Q255 Q275〈2〉优质碳素结构钢:08 10 15 20 25 30 35 40 45 15Mn 20Mn 25Mn 30Mn 35Mn〈3〉碳素铸钢:ZG200-400H ZG230-450H ZG275-485H〈4〉压力容器用碳素钢:20R〈5〉锅炉用碳素钢:20g〈6〉桥梁用碳素结构钢:16q〈7〉核压力容器用碳素钢:20HR〈8〉汽车制造用碳素结构钢:08Al 15Al〈9〉普通低合金高强度结构钢:Q295 (09MnV、09MnNb、09Mn2)Q345 (14MnNb、16Mn、16MnRE)Q390 (15MnV、15MnTi、16MnNb)Q420 (15MnVN、14MnVTiRE)〈10〉船体用低合金高强度结构钢AH32 DH32 EH32 AH36〈11〉压力容器用低合金高强度结构钢16MnR 15MnVR 15MnVNR〈12〉锅炉用低合金高强度结构钢16Mng 19Mng 22Mng〈13〉桥梁用低合金高强度结构钢16Mnq(16MnCuq)15MnVq 15MnVNq〈14〉石油天然气管道用低合金高强度结构钢S290 S315 S360 S380 S4157.为什么低合金高强钢会出现裂纹?有哪些影响因素?答:随含碳量和合金元素的增加,产生冷裂纹的敏感性增加。
GMAWGTAW焊接保护气体的种类及选择应用
GMAW/GTAW焊接保护气体的种类及选择应用1.前言:随着焊接技术的日益发展,为了提高焊接接头质量,降低焊接成本,减少电弧烟尘污染,净化焊接环境;GMAW焊接领域出现三大发展趋势:一是混合气体替代CO2气体;二是实心焊丝替代药芯焊丝;三是脉冲焊接替代传统焊接。
在熔化极和非熔化极气体保护焊(GMAW/GTAW)中,根据焊接母材选择焊丝,选择保护气体种类或选用精确配制的混合气体尤为重要。
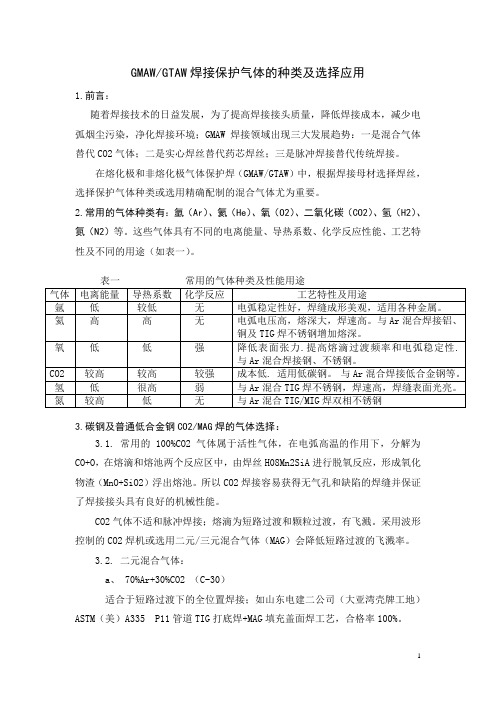
2.常用的气体种类有:氩(Ar)、氦(He)、氧(O2)、二氧化碳(CO2)、氢(H2)、氮(N2)等。
这些气体具有不同的电离能量、导热系数、化学反应性能、工艺特性及不同的用途(如表一)。
3.碳钢及普通低合金钢CO2/MAG焊的气体选择:3.1. 常用的100%CO2气体属于活性气体,在电弧高温的作用下,分解为CO+O,在熔滴和熔池两个反应区中,由焊丝H08Mn2SiA进行脱氧反应,形成氧化物渣(MnO+SiO2)浮出熔池。
所以CO2焊接容易获得无气孔和缺陷的焊缝并保证了焊接接头具有良好的机械性能。
CO2气体不适和脉冲焊接;熔滴为短路过渡和颗粒过渡,有飞溅。
采用波形控制的CO2焊机或选用二元/三元混合气体(MAG)会降低短路过渡的飞溅率。
3.2. 二元混合气体:a、 70%Ar+30%CO2 (C-30)适合于短路过渡下的全位置焊接;如山东电建二公司(大亚湾壳牌工地)ASTM(美)A335 P11管道TIG打底焊+MAG填充盖面焊工艺,合格率100%。
b、 80%Ar+20%CO2 (C-20)最常用的典型混合气体,适合于碳钢、低合金钢材料的短路过渡、喷射过渡及脉冲过渡条件下的焊接,电弧稳定,熔池易于控制,焊缝成形美观,生产效率高,可用于高速焊。
c、 Ar + 5—10%CO2随着CO2含量的降低,焊丝中合金元素过渡系数提高;但熔池的表面张力增加,焊缝表面的润湿性降低,焊道呈“驼峰”状。
适合于低合金钢焊丝的喷射过渡及脉冲过渡;适合于平焊及平角焊。
碳钢、低合金钢焊接构件焊后热处理方法
碳钢、低合金钢焊接构件焊后热处理方法碳钢和低合金钢是常见的焊接材料,它们在工程结构中起着重要的作用。
然而,由于焊接过程中产生的热应力和组织变化,焊接构件的性能可能会受到影响。
为了提高焊接构件的性能,常常需要进行焊后热处理。
本文将介绍碳钢和低合金钢焊接构件的焊后热处理方法。
我们来看碳钢焊接构件的焊后热处理方法。
碳钢焊接构件的焊后热处理主要包括回火处理和正火处理两种方法。
回火处理是将焊接构件在适当的温度下保温一段时间后冷却,以减轻焊接过程中产生的热应力和改善组织性能。
正火处理是将焊接构件加热至一定温度并保温一段时间后,再进行冷却。
正火处理可进一步改善焊接构件的硬度和强度,提高其耐磨性和耐腐蚀性。
接下来,我们来探讨低合金钢焊接构件的焊后热处理方法。
低合金钢焊接构件的焊后热处理主要包括时效处理和淬火+回火处理两种方法。
时效处理是将焊接构件加热至适当温度并保温一段时间,然后进行冷却。
这种方法能够促使合金元素在焊接过程中析出并形成强化相,从而提高焊接构件的强度和韧性。
淬火+回火处理是将焊接构件在高温下快速冷却(淬火),然后再进行回火处理。
这种方法可以使焊接构件的组织细化并提高其硬度和强度。
除了上述常见的焊后热处理方法外,还有一些特殊的热处理方法可以用于碳钢和低合金钢焊接构件。
比如,退火处理可以通过加热和冷却来消除焊接过程中产生的应力和改善组织性能。
再比如,沉淀硬化处理可以通过控制焊接构件的成分和热处理条件来形成沉淀硬化相,从而提高焊接构件的强度。
在进行焊后热处理时,需要注意以下几点。
首先,应根据焊接构件的具体材料和要求选择合适的热处理方法。
其次,热处理过程中的加热温度、保温时间和冷却方式应严格控制,以确保焊接构件的性能得到有效提高。
此外,热处理后的焊接构件应进行适当的性能检测,以验证热处理效果是否符合要求。
碳钢和低合金钢焊接构件的焊后热处理是提高其性能的重要手段。
通过选择合适的热处理方法并严格控制热处理过程,可以改善焊接构件的硬度、强度和韧性,提高其耐磨性和耐腐蚀性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
碳钢及普通低合金钢的焊接
1.什么是碳素钢?常用的有哪几种?
答:碳素钢也叫碳钢。
常用焊接的有低碳钢(含C≤0.25%)和中碳钢(含C=0.25%--0.60%);优质碳素结构钢(08、10、15、20、25、30、35、40、45)2.为什么叫普通低合金钢?它们是如何分类的?
答:在普通低合金钢中,除碳以外,还含有少量其他元素,如:锰、硅、钒、钼、钛、铝、铌、铜、硼、磷、稀土等,性能发生变化,得到比一般碳钢更优良的性能,如:高强度钢、耐蚀钢、低温钢、耐热钢等。
3.什么是金属材料的机械性能?
答:强度、硬度、朔性、韧性、耐疲劳和蠕变性能等。
4.什么是钢材的工艺性能?
答:钢材承受各种冷热加工的能力,如:可切削性、可锻性、可铸性和可焊接性等。
5.什么是金属的焊接性?
答:在一定的焊接工艺条件下获得优质焊接接头的难易程度。
包括两方面的内容:一是接合性能,又称工艺可焊性;二是使用性能,又称使用可焊性。
6.为什么ER50-6实心焊丝使用十分普遍?它适合哪些钢材?
答:ER50-6实心焊丝(如:唐山神钢MG-51T)适合的钢材有:
〈1〉普通碳素结构钢:Q215 Q235 Q255 Q275
〈2〉优质碳素结构钢:
08 10 15 20 25 30 35 40 45 15Mn 20Mn 25Mn
30Mn 35Mn
〈3〉碳素铸钢:ZG200-400H ZG230-450H ZG275-485H 〈4〉压力容器用碳素钢: 20R
〈5〉锅炉用碳素钢:20g
〈6〉桥梁用碳素结构钢:16q
〈7〉核压力容器用碳素钢: 20HR
〈8〉汽车制造用碳素结构钢: 08Al 15Al
〈9〉普通低合金高强度结构钢:Q295 (09MnV、09MnNb、09Mn2)Q345 (14MnNb、16Mn、16MnRE)
Q390 (15MnV、15MnTi、16MnNb)
Q420 (15MnVN、14MnVTiRE)
〈10〉船体用低合金高强度结构钢
AH32 DH32 EH32 AH36
〈11〉压力容器用低合金高强度结构钢
16MnR 15MnVR 15MnVNR
〈12〉锅炉用低合金高强度结构钢
16Mng 19Mng 22Mng
〈13〉桥梁用低合金高强度结构钢
16Mnq(16MnCuq)15MnVq 15MnVNq
〈14〉石油天然气管道用低合金高强度结构钢
S290 S315 S360 S380 S415
7.为什么低合金高强钢会出现裂纹?有哪些影响因素?
答:随含碳量和合金元素的增加,产生冷裂纹的敏感性增加。
产生冷裂纹的三要素是:
〈1〉焊接接头中产生淬硬的马氏体组织
〈2〉焊接接头中扩散氢〔H〕含量高
〈3〉焊接接头中有较高的残余应力
8.为什么防止冷裂纹要采取工艺措施?
答:防止冷裂纹要采取的工艺措施有:
〈1〉建立低氢的焊接环境
〈2〉制定合理的焊接工艺和焊接顺序
a、焊接方法的选择
b、焊接热输入量的选定
c、焊接顺序的制定
〈3〉焊前进行预热和控制层间温度(100--150℃)
〈4〉焊后立即进行消氢处理(300--400℃*2h)
〈5〉焊后消应热处理(600--650℃*2h)
9.为什么CO2在户外作业要采取防风措施?
答:CO2气体保护焊在户外作业时,当风力≤2级(风速:1.6—3.3 米/秒),能够正常焊接。
当风力达到3级(风速:3.4—5.4 米/秒),要采用大气体流量计,气体出口压力:0.4—0.5 MPa,流量:60—70 L/min;也能够正常焊接,不出现气孔等焊接缺陷。
如果在上风口设置挡风板,焊接质量更有保证。