3000m3液化气球罐组装方案
3号3000m3储罐安装方案(施工)
1号3000方沉降罐施工方案编制:审核:质量:安全:批准:二OO九年二月十七日目录一、工程概况 (3)二、编制依据 (3)三、油罐安装施工方案 (3)1.施工方法: (3)2.施工工序: (3)3.施工准备 (3)4.下料. 预制 (4)5.储罐安装 (8)6.储罐充水试验 (16)7.交工验收 (17)8.质量控制要点 (17)9.安全.文明施工措施 (17)一、工程概况1号3000方沉降罐工工程,罐体尺寸为φ18900*13913,罐体重量92.623吨。
,采用抱杆提升倒装安装施工方案。
二、编制依据《立式圆筒形钢制焊接油罐施工及验收规范》GBJ128-90《现场设备、工业管道焊接施工及验收规范》GB50236-98《压力容器用钢板》GB6654-1996《钢制压力容器焊接工艺评定》JB4708-2000《压力容器无损检测》JB4730-94三、油罐安装施工方案1.施工方法:根据我公司历年大型储罐的施工经验,为确保工期与质量,本工程的3000m3储罐采用抱杆提升到装安装施工方案进行施工。
焊接采用手工电弧焊,以先进的组装焊接程序有效控制焊接变形保证焊接质量。
2.施工工序:施工准备到货材料预制基础验收罐底板-----第一带板铺设验收铺设-------顶板铺设-------第二带板铺设------第三至第七带板铺设--------边缘板余下焊道底板收缩缝底板焊缝焊接检查组焊检查真空试验罐壁开孔、接管、检验充充水沉降交工验收3.施工准备3.1 施工技术准备3.1.1对施工图进行三级会审,并做详细记录,施工方案经业主批准且进行详细安全技术交底,施工记录表格齐全。
3.1.2做好基础检查验收工作,基础应符合设计和规范要求,并结合土建交工资料进行检查和验收,做好检查验收记录。
基础验收合格并经业主同意方可进行罐底的施工。
3.1.3预制加工前要根据图纸、材料规格及施工规范的要求绘制贮罐排版图。
所有切割成型的专用钢板和罐顶支撑构件,按制造图注上标记。
3000m_3液化气球罐设计与制造

科技论坛3000m3液化气球罐设计与制造相天龙(大庆中蓝石化有限公司科技规划办,黑龙江大庆163000)随着石油化工产品的层出和规模的扩大化,3000立液化气球罐不断被广泛应用。
随之,球罐在设计、制造及施工方面也越来越成熟,球罐从设计到交付使用前的过程,最终发展趋势是由制造厂单方完成,设计方只提供球罐设计参数。
1球罐设计1.1设计参数。
公称容积V=3000m3,设计压力1.77M Pa,设计温度50℃,工作介质液化气(密度578kg/m3),球壳直径φ18000mm,充装系数0.90,场地类别I类,地震设防烈度7度。
1.2设计、检验应遵循的标准:GB150-1998《钢制压力容器》;GB12337-1998《钢制球形储罐》;GB50094-1998《球形储罐施工及验收规范》;TSG R0004-2009《固定式压力容器安全技术监察规程》;JB4726-2000《压力容器用碳素钢和低合金钢锻件》;JB/T4730-2005《承压设备无损检测》;JB4708-2000《钢制压力容器焊接工艺评定》;JB/T4709-2000《钢制压力容器焊接规程》;JB4744-2000《钢制压力容器产品焊接试板的力学性能检验》;JB/T4747-2002《压力容器用钢焊条订货技术条件》;GB713-2008《锅炉和压力容器用钢板》;JB/T4711-2003《压力容器涂敷与运输包装》;SH/T3138-2003《球形储罐整体补强凸缘》。
1.3设计说明。
球罐接管的补强可采用补强圈补强和凸缘补强,在接管公称直径不大于DN50的情况下,凸缘设计按SH/T3138-2003《球形储罐整体补强凸缘》采用,可免除强度核算。
球罐设计新容规TSG R0004-2009《固定式压力容器安全技术监察规程》。
规定设计单位应提供球罐风险评估报告,其内容应包括:使用范围、依据的法规和标准、介质特性、失效模式、风险识别与防范等。
新容规还要求在设计图纸上注明设计使用年限,一般为20年。
3000m3丙烯球罐加工流程及焊接工艺设计
专业课程设计(论文)题目:3000m3丙烯球罐加工流程及焊接工艺设计学生姓名:马泽成学号:200912010220 院(系):材料科学与工程学院专业班级:材料0902 指导教师:徐向前完成时间:2012年9月21日《材料成型及控制工程》课程设计任务书目录1 概述 (1)1.1压力容器的概述 (1)1.1.1球形压力容器概述 (1)1.1.2工作环境 (1)1.2压力容器分类 (1)1.2.1 按制造方法分类 (2)1.2.2 按承压方式分类 (2)1.2.3 按设计压力(P)分类 (2)1.2.4 按设计温度(T-壁温)分类 (2)1.2.5 按容器制造材料分类 (2)1.2.6 按容器外形分类 (2)1.2.7 按容器在生产工艺过程中原理分类的作用 (2)1.3 焊接接头分类 (2)1.3.1 A类焊缝(对接缝或搭接焊缝,不包括角接焊缝) (2)1.3.2 B类焊缝(对接缝或搭接焊缝,不包括角接焊缝) (2)1.3.3 C类焊缝(对接缝或搭接焊缝或角接焊缝) (3)1.3.4 D类焊缝(对接缝或角接焊缝) (3)1.4焊缝结构的分类及设计与选用 (3)1.4.1 焊缝结构的分类 (3)1.4.2 焊缝结构的设计与选用 (3)1.5焊条的选取原则 (4)1.5.1 根据工件的机械性能和化学成分 (4)1.5.2 根据工作性能 (4)1.6各种焊接方法的优缺点 (4)1.61 手工电弧焊 (4)1.6.2 埋弧焊 (4)1.6.3 TIG焊(钨极氩弧焊) (5)1.6.4 CO2保护焊 (5)2 焊接工艺说明 (6)2.1焊接方法选择 (6)2.2焊接材料 (6)2.3坡口设计 (7)2.4 坡口加工 (8)2.5 焊条的选择................................................ .. (8)2.6焊接工艺参数 (8)2.6.1 焊接电流 (9)2.6.2 电弧电压 (9)2.6.3 焊接速度 (9)2.6.4 焊接线能量 (9)2.7 焊接层数和顺序 (9)2.8热处理及表面处理 (9)2.9焊接质量的检验 (10)2.10附录 (11)3 总结 (11)参考文献 (13)附录 (13)3000m3丙烯球罐加工工艺设计1 概述1.1.1 压力容器概念工业生产中具有特定的工艺功能并承受一定压力的设备,称压力容器。
3000m3偏心支柱球罐的组装工艺
INSTALLATION233000m 3偏心支柱球罐的组装工艺孟庆功 石作胜(沈阳工业安装工程股份有限公司 沈阳 110034)摘 要: 本文介绍了采用偏心支柱设计的3000m 3液化气球罐安装技术。
通过对球形储罐安装的说明,阐述了偏心球形储罐安装工艺的难点和要点,并确定了球形储罐组装的关键控制环节和方法。
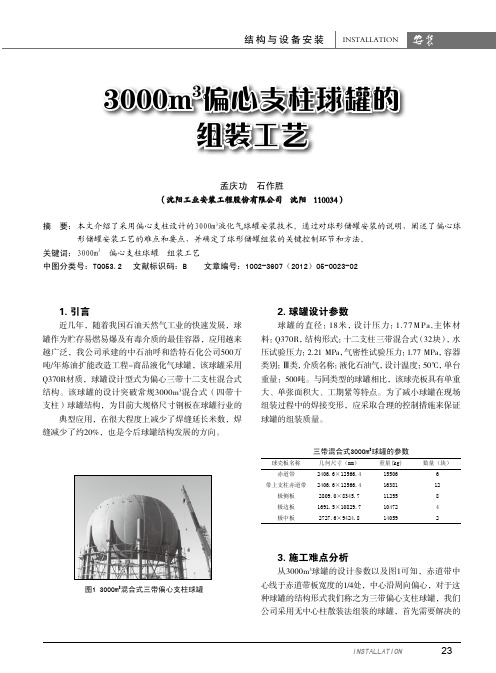
关键词: 3000m 3 偏心支柱球罐 组装工艺中图分类号:TQ053.2 文献标识码:B 文章编号:1002-3607(2012)05-0023-021. 引言近几年,随着我国石油天然气工业的快速发展,球罐作为贮存易燃易爆及有毒介质的最佳容器,应用越来越广泛,我公司承建的中石油呼和浩特石化公司500万吨/年炼油扩能改造工程-商品液化气球罐,该球罐采用Q370R材质,球罐设计型式为偏心三带十二支柱混合式结构。
该球罐的设计突破常规3000m 3混合式(四带十支柱)球罐结构,为目前大规格尺寸钢板在球罐行业的典型应用,在很大程度上减少了焊缝延长米数,焊缝减少了约20%,也是今后球罐结构发展的方向。
2. 球罐设计参数球罐的直径:18米,设计压力:1.77M Pa ,主体材料:Q370R,结构形式:十二支柱三带混合式(32块),水压试验压力:2.21 MPa,气密性试验压力:1.77 MPa,容器类别:Ⅲ类,介质名称:液化石油气,设计温度:50℃,单台重量:500吨。
与同类型的球罐相比,该球壳板具有单重大、单张面积大、工期紧等特点。
为了减小球罐在现场组装过程中的焊接变形,应采取合理的控制措施来保证球罐的组装质量。
三带混合式3000m 3球罐的参数球壳板名称几何尺寸(mm)重量(kg)数量(块)赤道带2406.6×12566.4155066带上支柱赤道带2406.6×12566.41638112极侧板2809.0×8345.7112558极边板1691.5×10829.7104724极中板2727.6×9424.8140592图1 3000m 3混合式三带偏心支柱球罐3. 施工难点分析从3000m 3球罐的设计参数以及图1可知,赤道带中心线于赤道带板宽度的1/4处,中心沿周向偏心,对于这种球罐的结构形式我们称之为三带偏心支柱球罐,我们公司采用无中心柱散装法组装的球罐,首先需要解决的2012年 第5期24是带支柱赤道带板吊装后的直立固定问题。
3000m3立式圆筒形储罐安装施工程序

3000m3立式圆筒形储罐安装施工程序3000m3立式圆筒形储罐安装施工程序3000m3立式圆筒形储罐安装施工程序1.目的为规范管理3000m3罐安装施工程序,加强从开工到完工全过程安装施工程序和工序的管理控制,确保按规范和标准并在受控状态下进行,最终达到设计要求,特编制3000m3罐安装施工程序。
2.适用范围本施工程序适用于各种类型新建、改造、扩建的石油化工企业,以及城镇和其他工业区10000m3以下立式储罐的电动倒链倒装施工作业。
3.依据的规范和标准圆筒形钢制焊接油罐施工及验收规范 GBJ128-90石油化工设备安装工程质量检验评定标准 SH3514-2001石油化工施工安全技术规定 SH3505-1999石油工业电焊焊接作业安全规定 SY6516-2001 石油化工工程建设交工技术文件规定 SH3503-2001CPECC《质量、环境、职业健康安全管理程序文件》4.职责4.1项目部负责组织实施项目的施工、生产活动;4.2项目部负责编制施工组织设计、施工方案、技术措施、HSE预案和应急计划,参加图纸自审、会审及技术交底等技术准备工作;4.3项目设备员根据施工组织设计,配备施工机械,做好机械设备的标识工作;4.4项目安全员负责安全技术交底和施工生产现场的安全巡查,检查各岗位生产情况,发现隐患及时整改,暂时不能整改的应及时采取防范措施;4.5施工班组应严格按照图纸、操作规程和技术交底要求进行施工作业;4.6项目部成员应及时完成与自己工作相关的记录,归档形成交工技术文件。
5.施工程序流程图1、胀圈、样板、防变形弧板预制2、提升柱、马凳制备3、提升设备采购、验收、调试4、其它工装、设备制备、调试材料验收,包括1、合格证2、化学成分、机械性能检验报告3、外观检验、炉批号4、按平方米数量验收1、罐底清扫孔加强底板预制2、弓形边缘板预制、垫板焊接3、中幅板预制4、罐底板除锈防腐1、顶圈壁板预制2、包边角钢、抗风圈预制3、其它各圈壁板预制4、罐壁除锈刷底漆,预留焊缝1、罐顶瓜皮板预制2、中心顶板预制3、罐顶加强筋预制1、罐顶栏杆预制2、盘梯踏步、扶手预制3、各预焊件、支撑、附件预制4、各补强圈预制1、弓形边缘板外缘300㎜焊接2、分段退焊中幅板短缝(对称、跳跃焊)3、由中心向两边分段退焊中幅板长缝,焊至距边缘300mm停止施焊4、预留收缩缝、碾压罐底板、释放焊接应力1、罐基础复验2、钉罐中心桩3、钉0度、90度、180度、270度方向标桩4、划十字中心线及铺板中心圆1、按排板图,罐底清扫孔加强底板铺设2、其它弓形边缘板铺设3、方条形中幅板铺设4、其它中幅板由中心向两边铺设1、弓形边缘板外缘300㎜焊缝拍片探伤,返修确认2、罐底真空试漏3、马凳安装固定4、提升柱吊装就位固定1、按排板图,顶圈壁板组装2、纵缝焊接,打磨验收3、包边角钢组装、焊接4、胀圈安装1、搭设拱顶组装临时台架2、中心顶板吊装3、罐顶加强筋组焊,按排板图4、罐顶瓜皮板吊装、组对、焊接(从下向上,跳跃焊)5、电动倒链安装、胀圈安装1、围下圈壁板2、纵缝焊接3、提升设备检查、联动试车1、提升顶圈壁板2、下圈封口3、焊接防风棚挂架安装4、环向焊缝匀布施焊5、焊缝外观检验、无损检测杆安装2、罐顶附件安装3、顶圈壁板预焊件及附件安装4、拆除拱顶组装临时台架各圈壁板,纵缝焊接2、提升3、各圈封口4、焊接防风棚挂架安装5、中间各圈环缝焊接、打磨6、焊缝外观检验、无损检测7.抗风圈安装1、围最底圈壁板,纵缝焊接2、提升,撤出马凳3、最底圈封口4、最后道环缝焊接,打磨5、焊缝外观检验、无损检测1、提升柱、电动倒链、胀圈撤出2、大角缝焊接3、剩余边缘板对接焊缝焊接4、罐底板收缩缝焊接、打磨5、焊缝外观检验、无损检测、真空试漏1、罐壁开孔接管安装2、盘梯踏步、扶手安装3、封天窗(8个均布)4、雷达液位计导波管安装1、充水试验2、沉降观测3、放水清扫1、清扫2、联合验收3、封孔1、罐内外除锈防腐2、罐外保温1、铝浮盘安装2、清扫、封人孔3、铝浮盘升降试验1.容积标定2.交工验收图形注释:为重要工序为一般工序6.操作要点6.1工艺原理在罐底板施工完毕后,先安装好顶部一圈壁板和罐顶,在罐内设中心柱、提升柱、胀圈、控制台、电动倒链等设施,中心柱与所有提升柱用钢丝绳在顶端联结,胀圈沿罐壁内侧设置,胀圈与罐壁之间用挡板与刀形板限位。
3000m3液化气球罐的优化设计—(毕业设计)
本科毕业设计说明书3000m3液化气球罐的优化设计THE OPTIMAL DESIGN OF 3000m3 LPG SPHERICALTANK学院(部):专业班级:学生姓名:指导教师:年月日3000m3液化气球罐的优化设计摘要球形储罐作为一种有压储存容器,相对于一般圆筒形储存容器,具有用材少、受力情况好、占地面积小等显著优点,在石油、化工、冶金等领域广泛用于储存气体、液体或者液化气体。
本文设计了在常温下工作的3000m3的液化气球罐及其相应附件。
查阅相关资料后,确定采用16MnR钢作为球壳用钢,对其储罐形式进行了优化设计,计算比较后确定采用混合式三带球罐,支柱形式为赤道正切式,支柱根数为10根,拉杆采用可调式拉杆,根据相关设计标注进行结构设计和强度校核,最后完成相关附件的设计。
最终的成果为一张装配图和三张主要零件的零件图。
关键字:球形储罐,材料选择,结构优化,强度校核THE OPTIMAL DESIGN OF 3000m3 LPG SPHERICALTANKABSTRACTCompared to the general cylindrical storage container, the spherical tank is a kind of pressure storage containers with less material, good force, cover a small area, etc, which is widely used in storage of gases, liquids, or liquefied gas in petroleum, chemical industry, metallurgy and other fields.This paper designs the 3000㎡LPG spherical tank working at room temperature and its corresponding accessories. Referring to relevant data, I determine using 16 MnR steel as the steel spherical shell. The optimization design is carried out on the form of storage tank. After computation and comparison, I determine using hybrid three zones spherical tank with the pillar form of the equator tangent type, prop root number of 10, and adjustable draw-pole. The structure is designed and the strength is checked according to related design marks, and finally the design of the related accessories is completed. The final result of this study is a assembly drawing and three parts drawing of major parts.KEYWORDS: the spherical tank, material selection, structure optimization,strength chec目录摘要................................................ 错误!未定义书签。
3000立方米球罐施工方案(宁煤)

上温带组装
4.3.4上温带的组装。上温带板吊装时,下口用龙门卡具与赤道带固定,上口用导链拉在预先埋好的锚点上,导链可隔两块板拉一个。由于自重作用,上温带板有下垂趋势,为避免因下垂而造成最后一块板安装不上,所以上温带的上口宜偏大3~5mm。
4.2
4.2.1组对:在已抄平的小平台上放出实样进行组对(如图4.2.1)。
图4.2.1球罐支柱组对图
4.2.2 支柱组对尺寸要求:支柱与带板轴线的平行度L1-L2≤2mm。
4.2.3 支柱与赤道带板的相贯线组对后,检查相贯线处支柱与赤道板之间的间隙,偏差不得大于2mm。
4.2.4 组对后,对支柱与球壳板间的焊缝进行加固焊接。
4.3.6 罐外脚手架搭设
外部双排满架到顶,铺设的跳板应绑扎牢固,外挂白铁皮、三防篷布或采取其他防风措施。如下图。
进行一次全面的检查。检查内容如下表所示:
球罐组装标准
项目
允许偏差
角变形(mm)
≤7
立柱垂直度(mm)
≤15
错边量(mm)
≤3
4.3.8拆除工卡具
1.3.3《钢制压力容器》GB150-1998
1.3.4《球形贮罐施工及验收规范》GB50094-98
1.3.5《压力容器焊接规程》JB/T4709-2000
1.3.6 《压力容器无损检测》JB4730-94
1.3.7十三化建《球形容器现场组焊通用工艺规程》QJ/13J09-01-2000
1.3.8化学工业第二设计院设计图纸
1.1
序号
项目
技术参数
备注
1
容 积
3000m3
3000立方液化气罐

3000立方液化气罐摘要:随着经济的发展,对能源的需求加大,大型的储存球罐需求加大,而大型球罐对通过焊接而成,现场组装焊接的难度大,对焊接的要求有很高,因此这是一个很难得问题。
现在我来叙述3000立方液化气罐现场制作及无损检测。
本工程有2台3000m3液化气球罐由x公司负责现场安装施工任务,其结构为四带混合式,材质为16MnNbR。
该球罐是储存液化气的,因此对焊缝抗腐蚀和耐低温的要求较高。
为严禁渗漏现象发生,施工过程对工艺选择及防护要求非常严格。
为此文中对焊工、焊接方法选择,施工工具和无损检测都提出了严格要求。
关键词:无损检测,球罐分散组装和焊接本工程有2台3000m3液化气球罐由x公司负责现场安装施工任务,其结构为四带混合式,材质为5MnNbR。
该球罐是用来储存液化气,液化气是在高压下由气体变成液体,同时在液体的情况下,温度是非常低的,因此要求球罐耐高压和低温,为了防止这些情况的发生,对施工过程的工艺选择及防护要求非常严格,严禁渗碳现象发生。
1.焊接方案16MnR钢的焊接性分析16MnR钢属低合金钢,供货状态为正火,Pcm>0.25%,具有一定的冷裂倾向,根据16MnR的焊接CCT图可以看出,不产生马氏体的临界冷却时间tp′=26s,根据板厚34mm 16MnR钢的线能量范围12~50kJ/cm,结合CO2气体保护电弧焊t8/5冷却时间线算图,初步确定预热温度范围为80~150℃时,t8/5> tp′。
2.焊接工艺评定根据GB4708-92《钢制压力容器焊接工艺评定》的要求,分别对平仰焊、立焊和横焊三种位置进行评定。
评定项目如下:射线检验、拉伸试验、弯曲试验、冲击试验(-12℃)。
焊接工艺评定报告编号为Q-40 (平仰焊)Q-41 (立焊)Q-42 (横焊)3.施工现场准备为了保证自动焊焊接工艺的正常进行,确保自动焊焊接质量,在施工现场必须采取以下措施:1.焊接设备及附件的检查施焊前,应仔细检查焊接电源、送丝机构是否完好,CO2气体压力是否符合规定,气体预热器、气压表、气流表是否正常,输气软管、焊接电缆有无破损泄漏,控制电缆接头是否接触良好。
液化气球罐安装施工方案

液化气球罐安装施工方案在液化气球罐安装工程中,施工前需认真规划和准备工作,确保施工过程安全有序。
本方案将从液化气球罐选址、施工准备、安装过程和验收等方面进行详细描述。
液化气球罐选址选址是液化气球罐安装的第一步,关系到后续安装的顺利进行。
选址时应考虑以下因素: - 离使用单位近,便于输送气体。
- 地势平坦、无积水,具备良好的排水条件。
- 周边无易燃物品,保证安全距离。
- 地基承载能力符合要求,能够承受气球罐的重量。
施工准备在进行液化气球罐安装前,需要进行充分的施工准备工作: - 制定施工计划,明确施工顺序和安全措施。
- 准备好必要的安全防护设施和施工工具。
- 确保安装人员具备相关从业资格和经验。
- 联系液化气供应商,确认气罐安装的技术要求。
安装过程液化气球罐安装的具体步骤如下: 1. 清理选址,平整基础。
2. 根据气罐尺寸和重量要求,安放垫砖或基础垫,保证气罐稳固支撑。
3. 利用吊车或其他起重设备,将气罐缓慢放置在基础上。
4. 调整气罐位置,使其处于水平状态。
5. 连接气罐与输气管道,确保接口无泄漏。
6. 进行气罐的安全检查,确认所有连接牢固可靠。
验收液化气球罐安装完成后,需进行验收工作。
验收内容主要包括: - 气罐位置是否准确,固定是否稳固。
- 气罐与输气管道连接是否紧密,无泄漏现象。
- 安装过程是否符合相关安全规范和要求。
经验完成液化气球罐安装施工方案,希望对未来的施工工作有所帮助。
如有问题或需要进一步咨询,请随时与专业技术人员联系。
3000m3球罐施工组织设计(1)

1工程概况1.1工程简介建设单位:山东***石油化工有限公司设计单位:***石化设备有限公司安装单位:***石化设备有限公司1.2球罐技术参数(详见表1)表12编制依据2.1招投标文件2.2施工图(图号:B1013-01)2.3TSG R0004-2009《固定式压力容器安全技术监察规程》2.4GB12337-1998«钢制球形储罐»2.5GB50094-98«球形储罐施工验收规范»2.6JB/T4730-2005«压力容器无损检测»2.7JB4708-2000«钢制压力容器焊接工艺评定»2.8JB/T4709-2000«钢制压力容器焊接工艺规程»2.9GB713-2008 «锅炉和压力容器用钢板»2.10S H3512-2002 «球形储罐工程施工工艺标准»2.11***石化设备有限公司«质量保证手册»3材料验收3.1 球壳板及零部件的出厂证明书,确认符合设计文件要求,资料齐全后,方可进行实物验收。
3.2 球罐组装前,组织责任人员逐张对球壳板的曲率、几何尺寸和表面损伤全面复查,其要求如下:(1) 球壳板曲率复查a.当球壳板弦长≥2000mm时,检查样板的弦长≦2000mm,当球壳板弦长≤2000mm时,检查样板的弦长≦球壳板的弦长。
b.球壳板曲率要求不得大于3mm。
c.每块球壳板的复查不少于5处。
(2) 球壳板几何尺寸复查a.长度方向弦长允差不大于±2 .5mm。
b.宽度方向弦长允差不大于±2 .0mm。
c.对角线弦长允差不大于±3 .0mm。
d.两条对角线应在同一平面上,用两直线对角线测量时,两直线的垂直距离不得大于5mm。
(3) 坡口检查a.坡口夹角偏差为±2 .5°。
b.钝边偏差±1 .0mm。
3000球罐施工方案

3000球罐施工方案1. 引言球罐是一种常见的储存物料的容器,广泛应用于化工、医药、食品等行业。
在本文中,我们将详细介绍3000球罐的施工方案。
本方案包括罐体结构设计、材料选择、施工工艺等方面内容。
2. 罐体结构设计3000球罐的罐体一般采用不锈钢材料制作,具备耐腐蚀、耐高温、密封性好等优点。
罐体结构设计主要包括以下几个方面:2.1 容量选择根据实际需求确定3000球罐的容量大小。
需考虑物料种类、储存周期等因素进行合理选择。
2.2 罐体形状球罐的常见形状有圆筒形和球形两种。
考虑到省空间和增加强度,我们建议采用球形罐体设计。
2.3 球罐支撑结构球罐需要具备良好的支撑结构,以确保罐体的稳定性和安全性。
一般采用立柱支撑或钢框架结构。
3. 材料选择罐体材料的选择对于球罐的使用寿命和储存物料的安全性至关重要。
在选择材料时,需要考虑以下几个因素:3.1 不锈钢材料不锈钢具有耐腐蚀、耐高温、强度高等优点,是制作球罐的常用材料。
一般采用304不锈钢或316不锈钢。
在选择不锈钢材料时,需要根据具体的物料特性和工作环境进行合理选择。
3.2 密封材料球罐的密封材料需要具备良好的密封性和耐腐蚀性。
常见的密封材料有橡胶、聚四氟乙烯等。
在选择密封材料时,需根据物料特性和工作条件进行合理选择。
4. 施工工艺球罐的施工工艺主要涉及材料制作、焊接、加工等环节。
以下是具体的施工步骤:4.1 材料制备根据设计要求,将所需材料进行切割、钻孔等加工处理。
4.2 焊接根据罐体设计图纸,将各部分进行焊接。
在焊接过程中,需要注意保证焊缝质量和焊接强度。
4.3 防腐处理焊接完成后,对罐体进行防腐处理。
可采用涂装、喷涂等方式,以保护罐体表面,并延长使用寿命。
4.4 安装支撑结构将罐体安装在支撑结构上,确保罐体的稳定性和安全性。
5. 安全措施在罐体施工过程中,需要注意以下安全措施:•确保施工人员的安全意识,佩戴个人防护装备;•检查施工设备的安全性,确保设备正常运行;•严格遵守施工规范,以确保施工质量和人员安全。
3000m3液化气球罐组装方案

3000m3液化气球罐组装方案一. 编制讲明1.1 本方案适用于XXXXX项目XXX单元的2台3000m3液化气球罐工程的组装施工。
1.2 编制及施工验收依据●施工蓝图●《压力容器安全技术监察规程》质技监局锅发[1999]●《钢制球形储罐》GB12337-1998●《钢制压力容器》GB150-1998●《球形储罐施工及验收规范》GB50094-98●《球形储罐工程施工工艺标准》SH/T3512-2002●《承压设备无损检测》JB47030.1-4730.6-2005●《熔敷金属中扩散氢测定方法》GB/T3965-1995●《金属夏比缺口冲击实验方法》GB/T229-94●《压力容器涂敷与运输包装》JB/T4711-2003●《钢制压力容器焊接工艺评定》JB4708-2000●《钢制压力容器焊接规程》JB/T4709-2000●《压力容器用钢板》GB6654-1996●《碳钢焊条》GB/T5117-1995●《低合金钢焊条》GB/T5118-1995●《气焊、手工电弧焊及气体爱护焊焊缝坡口的差不多形式与尺寸》G B985-88●《压力容器用碳素钢和低合金钢锻件》JB4726-2000●《钢制压力容器产品焊接试板的力学性能检验》JB4744-2000●《压力容器用钢焊条订货技术条件》JB4747-2002二.工程概况2.1 本工程有2台3000m3液化气球罐由我公司负责现场安装施工任务,其结构为四带混合式,材质为15MnNbR。
2.2 3000m3 液化气球罐设计参数2.3 工程内容2.3.1 2台3000m3液化气球罐本体组焊、热处理以及相应的各项试验;2.3.2 球罐本体的梯子平台、球罐的防腐等工作;2.4 球罐结构形式赤道正切支柱四带混合结构,球罐零部件包括球壳板、支柱、拉杆、开孔接管及其它附件。
2.5 工程实物量2.5.1 加氢轻石脑油罐区(224单元)2台3000m315MnNbR液化气球罐本体组焊,球罐编号224-T-07、224-T-09。
3000立方米LPG球罐设计说明书
毕业设计(论文)任务书3000立方米LPG球罐设计摘要:本设计以《GB12337-89钢制球形储罐》和《GB150-89钢制压力容器》为设计依据,综合国内外现有的制造技术设计了3000m3LPG储罐。
在以安全为原则的基础上综合考虑经济适用性、产品质量、施工建造可行性、国内现有的建造技术等方面的因素,设计出公称直径为18000mm、壁厚为44mm的大型球罐。
本设计在选材方面考虑了多种材料的特性,最后确定07CrMnMoVR为本球罐的材料。
同样,本设计在球罐选型及支撑方式的选择上也应用多种形式作比较最终确定混合式结构、可调式拉杆支撑最合理。
最后进行强度及稳定性校核,校核结果显示本设计的结构既安全又经济。
关键词:球罐,安全,经济The Design Of 3000m3 LPG Spherical TankAbstract: the design Of 3000m3 LPG spherical tank is basis on both the GB12337-89 《steel spherical tanks 》and GB150-89 《design of steel pressure vessel》, considering the existing manufacturing technology of tanks both at home and abroad. In the principles of safety ,consideration of the economic applicability, product quality and construction feasibility, the existing building technology and other factors, at last the spherical tank is designed for nominal diameter 18000mm、wall thickness 44mm. The selection of materials in this design is in consideration, compared with some different properties of materials,finally the 07MnCrMoVR has be choosen.Also, the design and selection of the spherical support is in consideration,finally hybrid strucure and adjustable tension support seems to be the most reasonable. Finally the strength and stability test, the result shows this design of structure is safe and economic.Keywords: spherical tank, safety, economy目录1绪论................................................. 错误!未定义书签。
3000m3罐施工方案解析
目录第一章项目简介 (1)1 工程简介 (1)2 储罐施工参数及实物工程量 (1)3 罐体水压试验 (1)4 施工中的执行标准 (1)第二章施工程序及方案 (1)1 施工程序 (2)2 施工方案 (3)第三章主要工序施工措施 (9)1 基础验收 (9)2 罐体的预制 (9)3 储罐组装与焊接 (10)4 附件的安装 (13)5 充水试验及基础沉降观测 (14)6 罐防腐保温 (15)第四章施工中各项技术措施 (17)1 QHSE组织机构 (17)2 QHSE方针 (17)3 QHSE目标 (17)4 质量计划 (18)5 HSE管理措施 (20)6 现场文明施工措施 (22)7 确保工程进度的主要措施 (23)第五章施工主要机具、人力计划 (23)第一章项目简介1 工程简介本工程为老君庙作业区储罐隐患治理工程,需建造3000m3原油储罐1具。
储罐钢板材质均为Q235-B。
储罐主体结构设计参数见下表:2.3.储罐罐顶罐体充水试验共需水量3443.4m3。
4 施工中的执行标准(1)GB50128-2005 《立式圆筒形钢制焊接储罐施工及验收规范》(2)GB50205-2001《钢结构工程施工质量验收规范》(3)设计图纸及说明书(4)《质量保证手册》(本单位)及招标文件,工程合同第二章施工程序及方案1 施工程序1.1 储罐的工程特点和技术关键1.1.1 工程施工特点(1)工作量大,施工工期短,质量控制难度大。
(2)施工作业区老君庙油田新总站内在,距离玉门老市区距离很近,公路直通玉门老市区,交通较为方便。
1.1.2 技术关键(1)储罐罐壁的组装和焊接,要求在特定的安装工艺下,将壁板组焊成形,其关键在于控制各层壁板的焊接变形;采取有效措施控制不圆度、弧度和垂直度,详见施工工艺。
(2)罐底板焊接工艺的选择及施焊顺序,应确保底板表面平整,消除底板失稳现象的出现,从而达到底板凹凸度不大于50mm的要求。
(3)拱顶结构的组装桔瓣形顶板安装要对中,焊接时,焊工要均布,由内向外,由上而下分段退焊。
3000立方储罐施工方案

3000立方储罐施工方案一、工程概述根据客户需求,我们公司负责设计和施工一个3000立方的储罐。
该储罐用于存储液体产品,如石化产品、化工产品等。
下面将详细介绍工程的具体施工方案。
二、工程设计1.储罐选型:根据存储液体产品的性质和容量要求,我们推荐使用钢制储罐。
储罐选用优质的钢材制造,在保证安全性和耐久性的前提下,尽量减小储罐的体积和重量。
2.储罐结构设计:储罐采用圆筒形结构,上端采用锥形或球形顶部,底部采用圆弧形或锥形底部。
此结构设计有利于均匀分布液压力和减小应力集中,增强储罐的抗风压能力。
3.材料选择:储罐采用优质碳钢材料制造,材料经过严格筛选和测试,确保材料的可靠性和耐腐蚀性。
三、施工方案1.土建工程储罐基础:根据储罐容量和所在地的地质条件,采用钢筋混凝土基础。
基础设计合理,保证储罐的稳定性和安全性。
基础地基处理:对基础地基进行处理,确保地基的稳定性和承载能力。
地下管道:在储罐旁边敷设适当位置的地下管道,方便与其他设备进行联接。
2.储罐安装制造储罐:根据设计要求,制造储罐,并进行内外防腐处理。
储罐安装:使用吊车将制造好的储罐顶升到预定位置,确保储罐与基础之间有适当的间隙。
然后通过焊接、固定等方式将储罐安装牢固。
3.配套设备安装防火设施:安装储罐附近的防火设施,如消防水泵、消防栓等,保证储罐的安全性。
管道连接:将储罐与周围设备进行适当的管道连接,确保液体的流动。
仪表安装:安装液位仪表、压力表等仪表设备,实时监测和控制储罐的运行状态。
四、安全措施1.安全生产教育培训在施工前,对参与施工人员进行安全生产教育培训,加强他们对施工安全的认识。
2.安全操作规程制定详细的安全操作规程,指导施工人员在施工过程中的安全操作。
3.安全设备配备提供必要的安全装备,包括安全帽、安全绳、防护眼镜等,确保施工人员的人身安全。
4.安全监测安装安全监测设备,如烟雾报警器、温度监测仪等,及时发现异常情况并采取相应措施。
五、质量保证1.材料质量控制严格控制材料的质量,对每批材料进行检测,确保材料符合设计要求。
球罐安装技术施工方案
球罐安装技术施工方案1. 引言球罐是一种用来储存液体或气体的设备,通常应用在化工领域。
球罐的安装工作需要严格按照技术要求来进行,以确保设备的安全可靠运行。
本文将介绍球罐安装技术施工方案,包括施工准备、安装工艺步骤、质量验收等内容。
2. 施工准备在进行球罐安装之前,需要做好施工准备工作,主要包括以下几个方面:•确定施工方案:根据设计要求和现场情况制定合理的安装方案,包括安装位置、顺序、安装方法等。
•准备施工设备:准备必要的施工设备和工具,包括起重机械、焊接设备、测量仪器等。
•确保施工人员素质:选派经验丰富的施工人员参与工作,确保施工质量。
•安全防护措施:制定安全施工方案,加强现场安全管理,确保施工过程中不发生安全事故。
3. 安装工艺步骤3.1 准备工作在安装球罐之前,需要对施工区域进行清理,确保施工环境整洁。
同时,安装人员需要按照安全规定佩戴必要的安全防护装备。
3.2 卸货装置采用起重机械将球罐从运输车辆上卸载,并将其移至安装位置。
在卸货过程中需要谨慎操作,确保球罐不受损坏。
3.3 安装定位根据设计要求,将球罐准确地定位到安装位置,并采取固定措施,以确保球罐稳固安装。
3.4 焊接安装根据设计图纸进行球罐的焊接安装工作,确保焊接质量符合相关标准。
在焊接过程中需要注意防火防爆措施,确保施工安全。
3.5 试压验收完成球罐的安装后,进行试压验收工作。
通过压力测试,检查球罐是否存在漏气或渗漏等问题,确保球罐的密封性能良好。
4. 质量验收完成球罐安装后,进行质量验收工作。
验收内容包括焊接质量、安装位置、固定方式等,确保球罐安装符合相关标准和要求。
5. 结论球罐安装是一项技术要求较高的工作,需要严格按照施工方案进行操作。
通过本文介绍的球罐安装技术施工方案,可以有效指导施工人员进行安装工作,确保球罐设备的安全可靠运行。
3000立方储罐工程施工设计方案
3000立方储罐工程施工设计方案一、项目概况本项目为3000立方储罐的施工设计方案,主要包括储罐设计和施工方案。
储罐用于储存液体原料,具有稳定的结构和优良的密封性能。
该方案旨在确保储罐的安全使用和可靠性。
二、储罐设计方案1.储罐选材:储罐采用了耐腐蚀性能较好的不锈钢材料,能够承受液体原料的腐蚀性,并具有较高的强度和耐久性。
2.储罐结构:储罐采用圆筒形结构,顶部设有进料口和排气口,底部设有排放阀门和检修口。
储罐的底部设有支撑脚,以确保储罐的稳定性和安全性。
3.储罐密封性能:储罐采用专业密封技术,确保储罐内液体原料的不泄露和外界空气的不进入。
三、施工方案1.施工前的准备:在施工前,需要进行现场勘测和测量工作,获取储罐的实际尺寸和地质情况。
同时,还需制定详细的施工计划,包括施工顺序、施工流程和施工时间安排。
2.基础施工:首先需要进行储罐基础的施工,包括地基挖掘、基础混凝土浇筑和支撑脚的安装。
在施工过程中,需要确保基础的平整度和强度。
3.储罐组装和安装:根据储罐的设计图纸进行组装和安装工作,包括储罐本体的组装、进料口和排气口的安装以及底部阀门和检修口的安装。
在组装和安装过程中,需要确保储罐的位置、角度和密封性。
4.现场测试:在储罐安装完成后,需要进行现场测试和调试工作,包括液体原料的注入和排放、进料口和排气口的打开和关闭以及密封性能的检验。
测试过程需要确保操作的准确性和测试结果的可靠性。
5.安全操作培训:在储罐安装和测试完成后,需要对使用人员进行安全操作培训,包括储罐的使用方法、维护保养以及应急处理措施等。
培训内容需要直接关系到储罐的安全使用和可靠性。
6.竣工验收:在施工完成后,需要进行竣工验收,由相关部门对储罐的设计和施工进行检验和评估。
只有通过竣工验收,储罐才能正式投入使用。
为确保施工方案的顺利实施,需严格按照相关的安全操作规范和标准进行工作,确保储罐的质量和可靠性。
同时,还需注重施工人员的专业技能培训和安全意识教育,提高工作效率和施工质量。
3000m3球罐脚手架搭设方案

文件编号:辽阳石化烯烃厂丙烯储运系统隐患治理项目球罐(SJ-R113E/SJ-R113F)安装工程球罐安装脚手架专项方案中国石油天然气第一建设公司辽阳项目经理部2019年02月22日版次:第A1版目录第一节工程概况 (1)1.1工程概况 (1)1.2工程特点 (1)1.3主要工程实物量 (1)第二节编制依据 (2)2.1编制依据 (2)第三节脚手架搭设方案 (2)3.1脚手架搭设前的施工准备 (2)3.2外口第一层脚手架搭设 (2)3.3外口第二层脚手架搭设 (3)3.4外口防护棚搭设 (3)3.5 脚手架搭设应注意的事项 (5)第四节HSE保证措施 (6)4.1 HSE管理体系设置图 (6)4.2 存在的危险因素及控制措施 (7)4.3 脚手架搭设安全措施 (7)第五节人力资源计划 (9)5.1球罐搭设人力计划 (9)第六节施工进度计划 (9)6.1脚手架搭设进度计划 (9)第一节工程概况1.1工程概况工程名称:辽阳石化烯烃厂丙烯储运系统隐患治理项目。
工程建设地点:辽阳石化烯烃厂。
工程项目的规模:3000m3的丙烯球罐两台。
球罐安装计划开工日期为2019年3月1日,计划完工日期为2019年6月1日。
为了便于球罐组装施工及确保球罐焊接过程防风、防火的需要,球罐外部需要搭设防护棚,内部搭设满堂脚手架,特编制本方案以指导现场球罐脚手架搭设施工作业。
1.2工程特点1.2.1工期紧,必须提前做好施工准备,施工中要求分批次、按周期组织施工,并注意做好批次之间的衔接工作。
1.2.2球罐组装、焊接、施工高处作业较多,施工危险性较大,必须做好安全防护工作。
1.2.3球罐组装、焊接、水压气密试验等工作均需要在脚手架上完成,脚手架搭设必须安全可靠,确保施工顺利进行。
1.3主要工程实物量本次工程主要包括2台球罐的组焊、检验和总体试验工作以及罐区配套工程。
其中球罐本体安装用脚手架搭设工作主要工作量如下:2台球罐脚手架搭设主要工作量第二节编制依据2.1编制依据中国石油天然气第一建设有限公司质量、环境、HSE 管理手册及程序文件《建设工程施工现场供用电安全规范》 GB50194-2014《石油化工建设工程施工安全技术规范》 GB50484-2008《建设工程施工现场消防安全技术规范》 GB50720-2011《建筑机械使用安全技术规程》 JGJ33-2012《施工现场临时用电安全技术规范(附条文说明)》 JGJ46-2005《建筑施工安全检查标准》 JGJ59-2011《建筑施工高处作业安全技术规范》 JGJ80-2016《建筑施工门式钢管脚手架安全技术规范》 JGJ128-2010《建筑施工扣件式钢管脚手架安全技术规范》JGJ130-2011辽阳石化公司作业安全管理规定第三节脚手架搭设方案为配合球罐的组装施工,球罐外脚手架在球罐组装过程中与球罐吊装交叉作业,即随着球罐各带的吊装工作的进展情况逐层搭设球罐外脚手架,外口脚手架搭设完成后,在脚手架外侧绑扎瓦楞板,球罐外脚手架总体高度约为24米;球罐吊装完成后再搭设罐内的脚手架。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一.编制讲明
1.1本方案适用于XXXXX项目XXX单元的2台3000m3液化气球罐
工程的组装施工。
1.2编制及施工验收依据
•施工蓝图
•《压力容器安全技术监察规程》质技监局锅发[1999]
•《钢制球形储罐》GB12337-1998
•《钢制压力容器》GB150-1998
•《球形储罐施工及验收规范》GB50094-98
开孔接管及其它附件。
2.5工程实物量
2.5.1加氢轻石脑油罐区( 罐本体组焊,球罐编号224-T-07、
单台罐球壳板54块,支柱10根;单台焊缝约528.4米
2.5.22台3000m3球罐无损检测
RT射线检测、PT渗透检测、MT磁粉检测、UT超声波检测;
2.5.32台3000m3球罐焊后整体热处理、水压试验、气密性试验;
•《钢制压力容器焊接规程》JB/T4709-2000
•《压力容器用钢板》GB6654-1996
•《碳钢焊条》GB/T5117-1995
•《低合金钢焊条》GB/T5118-1995
•《气焊、手工电弧焊及气体爱护焊焊缝坡口的差不多形式与尺寸》G
B985-88
•《压力容器用碳素钢和低合金钢锻件》JB4726-2000
设计参数
1
设计压力
1.625MPa
11
容器类别
III类
2
设计温度
50r
12
腐蚀裕量
1.5mm
3
工作介质
液化石油气
13
设备空重
427,408Kg
4
水压试验压力
2.03 MPa
14
设计寿命
20年
5
气密性试验压力
1.625MPa
15
主体材质
15MnNbR
6
焊接接头系数
1.0
16
厚度
48mm
7
上极带板
7块
17
(4)安装前应对球壳板进行全面积超声检测抽查,抽查数量许多于11
块,且每带许多于弦长块,上十极许多于样板弦长H级合格,若发觉超标缺 陷,应加倍抽查,若仍有超标缺陷,则应100%检验。;”
\i||—
,球壳板的外形尺寸检验:,
检验数量:许多于Q1oo%检查。
■上二.才'
检查方法:使用焊接检验尺、直尺、钢卷尺、样板、细钢丝等。 球壳板曲率板曲m弦长的样板检测!
相邻支柱的基础标咼差
3mm
6
单个支柱基础上表面的水平度
2mm
1.2零部件的检查和验收
1.2.1对制造单位提供的产品质量证明书等技术质量文件进行检查,要 紧包括下列内容:
(1)锅炉压力容器质量安全临检机构出具的产品临检证明书;
零件出厂合格证; 材料代用审批证明; 材料质量证明文件及有关的复验报告。
钢板、锻件及零部件无损检测报告; 球壳板周边及坡口无损检测报告; 焊接接头无损检测报告(包括检测部位图); 产品焊接试板试验报告。
mm
2.4球壳板组装
本球罐组装采纳于60吨吊车单片散装法。马上每块球壳板逐次吊起, 组装成自由球体,再调整点固成应力分散平均,几何尺寸偏差平均的约束 球体。为下一步焊接提供良好的应力环境。
球体吊装顺序:赤道带板(上拉杆)下极板 上温设施)上卧置进行组焊,如下图所示:
亠"
11,1卜加
SB
rk
—
I tl
・iili
检查数量为全部检查,测量工具采纳线坠、直尺、角尺、卷尺等。 支柱全长长度承诺偏差为3mm,
支柱与底板焊接后应保持垂直,其垂直度承诺偏差为2mm,
上段支柱与下段支柱拼接后,支柱全长的直线度偏差应小于或等于10
公称直径
18000mm
8
上温带板
20块
18
支柱
10根
9
赤道带板
20块
19
焊缝长度
528.4m
10
下极带板
7块
20
公称容积
3
3,000m
2.3工程内容
2.3.12台3000m3液化气球罐本体组焊、热处理以及相应的各项试验;
2.3.2球罐本体的梯子平台、球罐的防腐等工作;
2.4球罐结构形式
赤道正切支柱四带混合结构,
•《钢制压力容器产品焊接试板的力学性能检验》JB4744-2000
•《压力容器用钢焊条订货技术条件》JB4747-2002
二.工程概况
2.1本工程有2台3000m3液化气球罐由我公司负责现场安装施工任 务,其结构为四带混合式,材质为15MnNbR。
2.2 3000m3液化气球罐设计参数
序号
设计参数
序号
•《球形储罐工程施工工艺标准》SH/T3512-2002
•《承压设备无损检测》JB47030.1-4730.6-2005
•《熔敷金属中扩散氢测定方法》GB/T3965-1995
•《金属夏比缺口冲击实验方法》GB/T229-94
•《压力容器涂敷与运输包装》JB/T4711-2003
•《钢制压力容器焊接工艺评定》JB4708-2000
球壳板、零部件焊接记录;
(10)球壳板几何尺寸检查记录;
(11)排板图;
1.2.2零部件数量检查 检查数量:全部检测; 零部件数量:依据施工图纸要求; 球壳板的检查
球壳的结构型式应符合设计图样要求,每块球壳板本身不得拼接。 制造厂提供的球壳板不得有裂纹、气泡、结疤、折叠和夹杂等缺陷。
球壳板厚度应进行抽查,抽查数量应为球壳板数量的20%,且每带 许多于2块,上下极许多于1块,每张球壳板的检测不应少于5点,抽查若 不合格,应加倍抽查;若仍有不合格,应对球壳板逐张检查。
2.5.4
三.3000m3液化气球罐组装施工方案
1组装前技术预备
1.1基础检查验收
按设计图纸,用钢卷尺、盘尺、直尺及水准仪测量各部位尺寸,允差符 合下表规定。
基础检查示意图
序号
检查项目
允许偏差
3000m
1
基础中心圆直径D1
9mm
2
基础方位
1
3
相邻支柱基础中心距S
2mm
4
支柱基础上表面的标高
—6mm
5
2.组装施工
2.1施工工艺流程
2.2组装卡具的布置与方铁的点固
(1)调整球壳板安装所用的定位块,事先预备好,材质与球壳相同。球 壳板安装、调整所用方铁间距为700~800mm,安装位置为:下温带纵缝、 横缝方铁均布置在罐内侧,其它焊缝均布置在外侧。
(2)定位块拆除时,采纳砂轮打磨,并不得伤及母材;切除后应打磨 平,并进行磁粉探伤。
1-样板2-球壳板
检验项目
允许偏差
长度方向弦长
2.5mm
任意宽度方向弦长
2mm
对角线弦长
3mm
两条对角线间的距离
<5mm
不得小于球壳板弦长
Lv 2000mm
e<3
④球壳板几何尺寸承诺偏差应符合下表规定:
(6)坡口:坡口角度的承诺偏差士2°30';钝边厚度的承诺偏为士1mm。坡口表面应平滑,表面粗糙Rav25um;熔渣与氧化皮应清除洁净,坡口表 面不得有裂纹和分层等缺陷存在。