生产机加工件工艺流程图
轴承加工工艺流程(附图)
轴承加工工艺流程(附图)轴承是当代机械设备中一种重要零部件。
它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。
按运动元件摩擦性质的不同,轴承可分为滚动轴承和滑动轴承两大类。
轴承可同时承受径向负荷和轴向负荷。
能在较高的转速下工作。
接触角越大,轴向承载能力越高。
那么轴承是怎么加工出来的呢?轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn)<1>滚动体(钢球)制造基本流程:原材料——冷镦——光磨——热处理——硬磨——初研——外观——精研<2>保持架(钢板)制造基本流程:原材料——剪料——裁环——光整——成形——整形——冲铆钉孔<3>套圈(内圈、外圈)制造基本流程:原材料——锻造——退火——车削——淬火——回火——磨削——装配汇普轴承加工流程图(1)锻造加工:锻造加工是轴承套圈加工中的初加工,也称毛坯加工。
套圈锻造加工的主要目的是:(a)获得与产品形状相似的毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本。
(b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承的使用寿命。
锻造方式:一般是在感应加热炉、压力机、扩孔机和整形机组成连线的设备体进行流水作业(2)退火:套圈退火的主要目的是:高碳铬轴承钢的球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的淬回火作组织准备。
Gcr15SiMn退火基本工序:在790—810℃保温2-6h, 以10—30℃/h,冷至600℃以下,出炉空冷(3)车削加工:车削加工是轴承套圈的半成品加工,也可以说是成型加工。
车削加工的主要目的是:(a)使加工后的套圈与最终产品形状完全相同。
(b)为后面的磨削加工创造有利条件。
车削加工的方法:集中工序法:在一台设备上完成所有车削工序的小批量生产。
分散工序法:在一台设备上完成某一种车削工序的大批量生产。
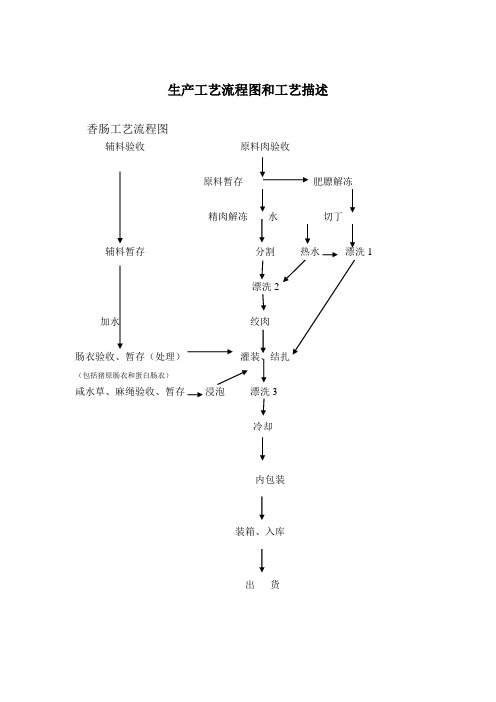
生产工艺流程图和工艺描述
按照原料肉验收程序进行,并要求供应商提供兽药残留达标保证函及兽医检疫检验证明
辅料验收、暂存
化验室、仓库
按验收规程进行验收
肥膘验收、暂存
化验室、仓库
按验收规程进行验收
肠衣验收
化验室
按验收规程进行验收
肠衣处理
腊味加工间
天然猪肠衣加工前需用洁净加工用水冲洗,人造肠衣灌装前需用洁净加工用水润湿
咸水草、麻绳验收
中心温度≦25℃
内包装
真空包装机、热封口机
内包装间
将待包装腊肉去绳后按不同规格称重,装塑料袋、真空包装封口
装产品装彩袋封口,按不同规格装箱、核重、扣扎放入成品库并挂牌标识。
化验室、仓库
按验收程序进行验收
解冻
解冻间
肉类解冻分割间
温度≦18℃、18~20h
分割、修整
分割台、刀具
肉类解冻分割间
挑筋骨、淋巴等杂物,修整边缘。整个操作均在温度≦12℃的条件下进行。
切条
工作台、刀具
肉类解冻分割间
切成原1.5-1.8cm肉条,要求一致,厚薄均匀。温度≦12℃。
漂洗
水池
肉类解冻分割间
生产工艺流程图和工艺描述香肠工艺流程图辅料验收原料肉验收原料暂存肥膘解冻精肉解冻辅料暂存分割热水漂洗加水绞肉肠衣验收暂存处理灌装结扎包括猪原肠衣和蛋白肠衣咸水草麻绳验收暂存浸泡漂洗冷却内包装装箱入库香肠加工工艺说明加工步骤使用设备操作区域加工工艺的描述与说明原料肉验收暂存化验室仓按照原料肉验收程序进行并要求供应商提供兽药残留达标保证函及兽医检疫检验证明辅料验收暂按验收规程进行验收肥膘验收暂按验收规程进行验收肠衣验收化验室按验收规程进行验收肠衣处理腊味加工间天然猪肠衣加工前需用洁净加工用水冲洗人造肠衣灌装前需用洁净加工用水润湿咸水草麻绳验收化验室按验收规程进行验收暂存仓库浸泡腊味加工间咸水草麻绳加工前需用洁净加工用水浸泡使之变软解冻解冻间肉类解冻分181820h恒温解冻间空气解冻分割分割台刀将原料肉筋键淋巴脂肪剔除并分割成约3cm加工步骤使用设备操作区域加工工艺的描述与说明漂洗水池肉类解冻分加工用水漂洗将肉的污血冲洗干净绞肉绞肉机肉类解冻分12以下采用5mm切成05cm长的立方漂洗水池肉类解冻分水温4560洗去表面游离油脂碎灌装结扎灌肠机香肠加工间按产品的不同规格调节肠体长度8001200kgh温度12漂洗水池香肠加工间水温4560清洗肠体表面油脂肉预冷车间12下冷却051小时中心温度25内包装真空机电内包装间将待包装腊肠去绳后按不同规格称重装塑料袋真空包装封口装箱入库外包装间成品仓库将真空包装的产品装彩袋封口按不同规格装箱核重扣扎放入成品库并挂牌标识
SMT车间作业流程图及工艺
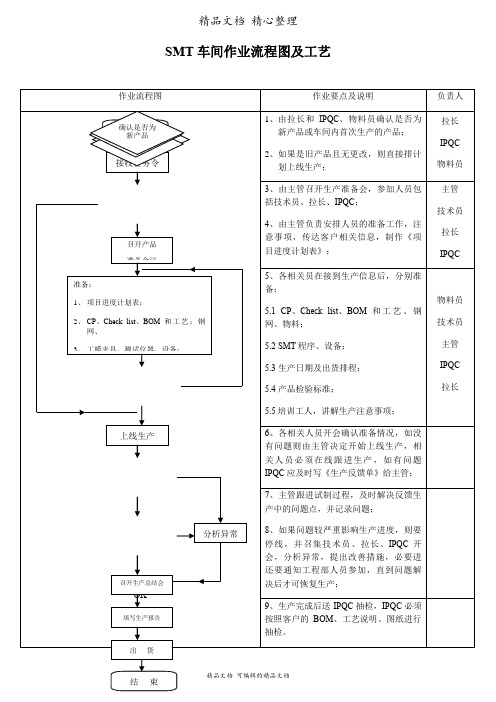
SMT车间作业流程图及工艺
SMT生产工艺Check List
验证内容:SMT 其它
拟制:审核:批准:
一、过程关键工序控制:
①合格率=合格数÷投入总数以该工序实际生产的数量填写,无该工序时不填写。
二、IPQC检验合格率
①合格率=合格数÷检查数
三、可生产性及改善建议
四、生产结论
□生产正常,不需作任何更改。
□不可以正常生产,必须重新改进后再生产。
拟制:审核:批准:
精品文档精心整理
附3 废水、噪声、粉尘、固体废弃物处理工艺流程图1、废水处理
2、噪声处理
3、粉尘处理
4固体废弃物处理
精品文档可编辑的精品文档。
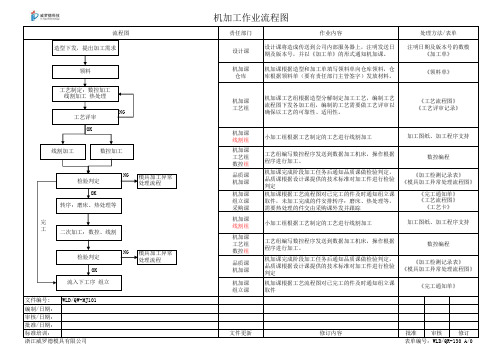
机加工作业流程图
数控编程
机加课完成阶段加工任务后通知品质课做检验判定, 品质课根据设计课提供的技术标准对加工件进行检验 判定
机加课根据工艺流程图对已完工的件及时通知组立课 取件
《加工检测记录表》 《模具加工异常处理流程图》
《完工通知单》
文件更新
修订内容
批准 审核
修订
表单编号:WLD/QR-130 A/0
责任部门
作业内容
设计课
设计课将造成传送到公司内部服务器上,注明发送日 期及版本号,并以《加工单》的形式通知机加课。
机加课 仓库
机加课根据造型和加工单填写领料单向仓库领料,仓 库根据领料单(要有责任部门主管签字)发放材料。
处理方法/表单 注明日期及版本号的数模工艺组根据造型分解制定加工工艺,编制工艺 流程图下发各加工组,编制的工艺需要做工艺评审以 确保以工艺的可靠性、适用性。
机加课根据工艺流程图对已完工的件及时通知组立课 取件,未加工完成的件安排转序:磨床、热处理等, 需要热处理的件交由采购课外发并跟踪
《加工检测记录表》 《模具加工异常处理流程图》
《完工通知单》 《工艺流程图》
《工艺卡》
小加工组根据工艺制定的工艺进行线割加工
加工图纸、加工程序支持
工艺组编写数控程序发送到数据加工机床,操作根据 程序进行加工。
《工艺流程图》 《工艺评审记录》
机加课 线割组
机加课 工艺组 数控组
品质课 机加课
机加课 组立课 采购课
机加课 线割组
机加课 工艺组 数控组
品质课 机加课
机加课 组立课
小加工组根据工艺制定的工艺进行线割加工
加工图纸、加工程序支持
工艺组编写数控程序发送到数据加工机床,操作根据 程序进行加工。
设备生产制造工艺流程图
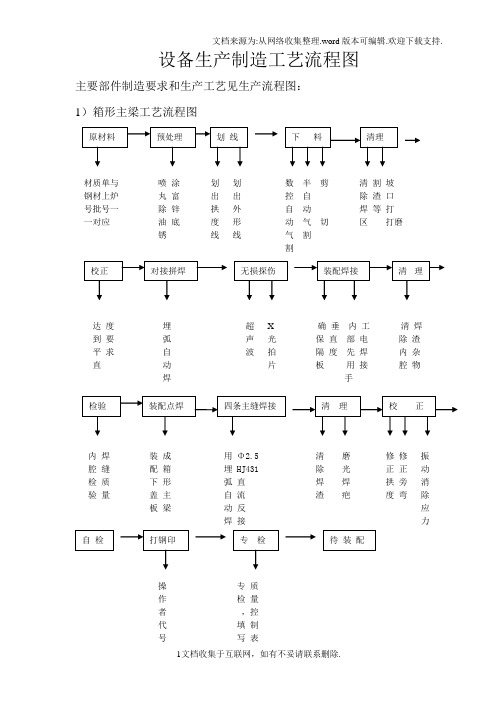
设备生产制造工艺流程图主要部件制造要求和生产工艺见生产流程图:1)箱形主梁工艺流程图材质单与 喷 涂 划 划 数 半 剪 清 割 坡 钢材上炉 丸 富 出 出 控 自 除 渣 口 号批号一 除 锌 拱 外 自 动 焊 等 打 一对应 油 底 度 形 动 气 切 区 打磨 锈 线 线 气 割割达 度 埋 超 X 确 垂 内 工 清 焊 到 要 弧 声 光 保 直 部 电 除 渣 平 求 自 波 拍 隔 度 先 焊 内 杂 直 动 片 板 用 接 腔 物焊 手内 焊 装 成 用 Φ2.5 清 磨 修 修 振 腔 缝 配 箱 埋 HJ431 除 光 正 正 动 检 质 下 形 弧 直 焊 焊 拱 旁 消 验 量 盖 主 自 流 渣 疤 度 弯 除板 梁 动 反 应焊 接 力操 专 质作 检 量者 ,控代 填 制2)小车架工艺流和材质单与 喷 涂 划 划 数 半 剪 清 割 坡 钢材上炉 丸 富 出 出 控 自 除 渣 口 号批号一 除 锌 拱 外 自 动 焊 等打一对应 油 底 度 形 动 气 切 区 磨 锈 线 线 气 割达 度 埋 超 X 确 垂 内 工 清 焊 到 要 弧 声 光 保 直 部 电 除 渣 平 求 自 波 拍 隔 度 先 焊 内 杂 直 动 片 板 用 接 腔 物焊 手内 焊 清 磨 修 修 振应 腔 缝 除 光 正 正 动力 检 质 焊 焊 拱 旁 消 验 量 渣 疤 度 弯 除A 表 A 表行车 行车适用 适用操 专 质作 检 量者 ,控代 填 制3)车轮组装配工艺流程图煤 清 轮 确 尺 轴 部油 洗 孔 认 寸 承 位或 轴 等 各 及 等 加洗 承 部 种 公 工 润涤 , 位 规 差 作 滑剂 轴 格 剂操作者代号4)小车装配工艺流程图场 按 领 煤 清 轴 确 尺 轴加 最注 地 技 取于 油 洗 及 认 寸 承油 后油 清 术 各 或 轴 孔 各 及 内 减理 文 件 洗 承 等 件 公 、 速件 涤 齿 部 规 差 齿 箱剂 轮 位 格 面 内螺 手 起 行 噪钉 工 升 走 音松 盘 机 机 震紧 动 构 构 动度 灵活性5)端梁工艺流程图接板划板A表所有行确垂内工口点出上车轴承孔必保直部焊处焊连孔须用大型设弯水先接连接位备整体加工板平手接度清焊内每垂装成埋或Φ1.2除渣腔组直配箱弧CO2 0.8Mn2si内杂焊2度下形自气腔物缝件平盖端动保质弯行板梁焊焊量板度清磨校垂划划半剪清割坡除光正直出出自除渣口焊焊弯度拱外动切焊等打渣疤板度形气区物磨线线割操作者代号6)桥架装配工艺流程图整托水 主向 端平 主上 四 四 道理架平 梁外 梁行 梁拱 轮 轮 轨场找度 旁平 垂放 对度 对 着 轨地准 弯行 直置 应 角 力 距放 主 截 线 点置 梁 面 跨 共度 面度对 磨毛余清号 掉刺飞除标 焊及溅表记 疤残等面尘土合 安格 装标 标记 记。
工艺流程图模板

工艺流程图模板工艺流程图模板,是指在工业生产过程中,通过图形方式展示出各个工艺步骤、工艺参数、工艺设备等信息的一种工具。
它通常以图表的形式展示,使得工艺流程更加清晰和易于理解。
下面是一个700字的工艺流程图模板:工艺流程图模板:工艺流程名称:XXXX流程工艺目标:1. 提高生产效率;2. 降低生产成本;3. 提高产品质量。
主要设备:1. 设备A2. 设备B3. 设备C主要原料:1. 原料A2. 原料B3. 原料C工艺步骤:1. 原料准备:a. 原料A进入到料仓;b. 原料B进入到料仓;c. 原料C进入到料仓。
2. 混合:a. 从料仓中取出适量的原料A;b. 从料仓中取出适量的原料B;c. 将原料A和原料B放入混合机中进行搅拌。
3. 加工:a. 将混合后的物料送入设备A进行加工;b. 设备A对物料进行加热处理;c. 设备A对物料进行压力处理;d. 设备A对物料进行冷却处理。
4. 分离:a. 将加工后的物料送入设备B进行分离;b. 设备B对物料进行过滤处理;c. 设备B将物料分为两部分,分别送入不同的出料口。
5. 组装:a. 将设备B分离出的物料A送入组装线进行组装;b. 将设备B分离出的物料B送入组装线进行组装。
6. 检验:a. 对组装好的产品进行外观检查;b. 对组装好的产品进行功能检查;c. 对不合格的产品进行返修或报废处理。
7. 包装:a. 对合格的产品进行包装;b. 将产品放入包装箱中;c. 为包装箱进行贴上标签。
8. 成品出库:a. 将包装好的产品送入成品库房;b. 对成品进行分类储存;c. 将成品按订单要求进行出库。
工艺参数:1. 加热温度:XXX℃;2. 压力:XXX MPa;3. 冷却时间:XXX分钟;4. 过滤精度:XXX微米;5. 组装速度:XXX件/小时;6. 检测标准:XXX;以上是一个工艺流程图的模板,可以根据实际情况进行修改和调整,以适应具体的工艺流程。
不同的工艺流程有不同的特点和要求,因此在制作工艺流程图时需要考虑到这些因素,保证工艺流程图的准确性和可读性。
生产工艺流程图

Page 1
生产工艺流程图
FLOW CHART 进料 IQC
CHECK ITEM
1.材料规格厂牌数量
1.PCB/PCBA 2.电子/机构/包材检验 3.依AQL或客户要求
印刷 贴装
1.锡膏厂牌 2.冰箱温度/印刷厚度 1.置件正确性 2.首件/外观
回流焊 FQC目检
1.溫度 2.链条速度
100% 100% 100%
100% 100%
EQVR
放大镜 罩板
NOTE
检验日报表 PCBA外观检验标准
包装材料
制程稽核表 产品包装作业指导书
零件加工设 备
不良標簽
比重計 测温仪
烙铁温度测 试仪
a.75欧负载 电压表 b.电视机, 毫伏表
自动组装线 测试台
制程稽核表 零件加工作业指导书 机种插件作业指导书
目检报表 锡炉Q.A.P.S检查表 錫波高度检查表 制程管制图-Per contorl chart 作业指导书 维修记录表
产品维修SOP 维修日報表
测试SOP 测试记录表
生产工艺流程图
FLOW CHART
CHECK ITEM FREQ
EQVR
NOTE
老化 FUNCTION
QA抽驗
1.负载老化 1.各項功能测试 a.高压测试 b.LNB电压测试 c.升级串口测试 d.机身LED显示按键功 能 e.图像AV1AV2音频LR 声道切换,遥控,信号 频点测试 2.不良品的标示 1.外观检验; 2.功能测试;
1.零件规格 2.零件外观 3.零件數
维修
1.外观不良 2.不良报表的列印 3.检验标记
FREQ
每次领料 FOR机种 抽检
机车生产工艺流程

大厂房 总组装
内部油漆
泵器件座(风泵、 燃油泵)安装
大厂房组装
车体外部件( 百叶窗)安装
车体外 部油漆
组装生产线
吊至水 平胎位
司机室内装,传动系 统(柴油机/传动箱、前
后变速箱)安装
移至一胎位组 装(拉大线、
布小线)
配管(油水、制动)
小件安装(滤网、 灭火器座、地板)
大部件组装(燃油 泵机油滤器、散 热器、电控柜)
产品种类
车体总成(车架、车体)——铆焊车间 构架——构架车间 转向架——转向架车间 机车总成——总装车间
落车、交车
车间产品流程
总装车间
转向架车间
铆焊车间
构架车间
冲
压
车
间
机车生产工艺过程
板料加工
组焊
交检交验
试验
组装 落车
产品生产工艺流程图
板材下料线——冲压车间 车体生产线——铆焊车间 组装生产线——总装车间(管子间、大厂房) 转向架生产线——构架 、转向架车间 交车生产线——总装车间(交车线)
接线及电气小件安装
落车
压接牵引 电机大线
试验(试漏、 制动系统、 电气绝缘
转向架
ห้องสมุดไป่ตู้
移固定 胎位组装
挂装 燃油箱
中检
竣工交出
组装生产线
大厂房试验(例行试验或型式试验)
GB/T3314-2019内燃机车通用技术条件(需求要求) GB/T3315-2019内燃机车制成后投入使用前的试验方法进行检查和验收(检验要求)
板
板
材
材
来
预
料
处
理
发 料
板材下料线
电动机生产工艺流程图

安风叶
用一字螺丝刀和郎头把风叶固定在转子上
13
安后风罩
用3枚5×6圆头一字螺丝将后风罩固定好
14
放销子
用1枚8×30的销子置入销子套中
15
喷漆
用喷枪把油漆均匀喷于电机外壳壳体上,自然晾干90±30
气泵
分钟。
16
检验
检测设备
由质检部的检验员实施检验
更改容
编制
审核
批准
产品型号
Y90L-2
产品名称
电动机
另件号
每台件数
下料方式
共 3 页
第 3 页
工 艺 卡 片
材料
毛坯尺寸
责任车间
第 车间
工序
安装
工步
工序容
加工
车间
设备
工艺装备名称与编号
工时定额(分)
工夹具
刃具
量具
准备
操作
1
17
包装
将检验合格的电机用纸箱进行包装,封好封胶带
18
入库
由搬运人员将包装好的电机送入仓库。
更改容
编制
审核
批准
产品型号
另件名称
喷漆
编制
审核
批准
产品型号
Y90L-2
产品名称
电动机
另件号
每台件数
下料方式
共 3 页
第 2 页
工 艺 卡 片
材料
毛坯尺寸
责任车间
第 车间
工序
安装
工步
工序容
加工
车间
设备
工艺装备名称与编号
工时定额(分)
工夹具
刃具
量具
准备
操作
食品生产工艺流程图
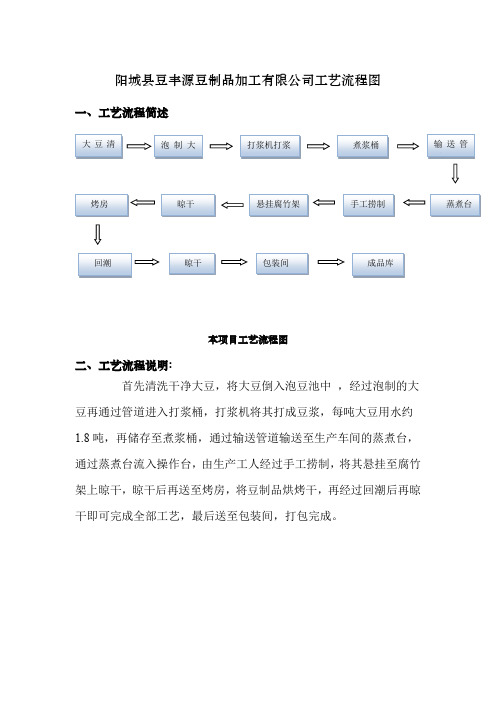
阳城县豆丰源豆制品加工有限公司工艺流程图
一、工艺流程简述
本项目工艺流程图
二、工艺流程说明:
首先清洗干净大豆,将大豆倒入泡豆池中 ,经过泡制的大豆再通过管道进入打浆桶,打浆机将其打成豆浆,每吨大豆用水约
1.8吨,再储存至煮浆桶,通过输送管道输送至生产车间的蒸煮台,通过蒸煮台流入操作台,由生产工人经过手工捞制,将其悬挂至腐竹架上晾干,晾干后再送至烤房,将豆制品烘烤干,再经过回潮后再晾干即可完成全部工艺,最后送至包装间,打包完成。
大豆清
洗 泡制大豆 打浆机打浆 煮浆桶 输送管道 蒸煮台 手工捞制 悬挂腐竹架 晾干 烤房 回潮 晾干 包装间
成品库。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机加工制造工艺流程图
一、制造工艺流程表
NO 工程名称 作业内容 管理项目 记录 操作人员
1 原材料入库 原材料入库 先入先出 原材料出库表
仓库检验
保管员
2 原材料进口检查 实施进口检查 N/A 外部采购合同书,输入检验报告
3 原材料储存 移动至原材料仓库保管 分规格保管 作业日志
4 原材料分类 加工前原材料分类 按加工工艺分 原材料出库表
5 原材料加工 产品的加工 按顺序进行 作业日志
精工车间
技术人员
6 CNC加工 产品的精密加工 尺寸 生产作业指导书
7 零部件尺寸检验 测量零件尺寸 尺寸 生产作业指导书
8 氧化、着色、抛光 表面处理 表面管理 生产作业指导书
9 产品组装 产品组装 产品的结合性 作业日志
10 成品检查 最终检查 产品检验达标 检验报告 检验员
原材料检查 原材料粗加工产品装配 成品检验 激光打标 车床加工 铣床加工 CNC加工 原材料入库 原材料分类 原材料储存
精加工
表面处理
抛光
线切割加工
CNC加工
零部件尺寸检验
氧化、着色
零件组装