液压橡胶软管总成——2014年修订
胶管出厂检验报告修订稿
大方群策矿山机械贸易有限公司
液压支架胶管总成出厂检验报告
规格型号
生产批号
生产日期
检验日期
组批数量
检验数量
检验依据
MT/T 98-2006《液压支架胶管总成及中间接头组件型式试验规范》
GB/T 3683-2011《钢丝增强液压橡胶软管和软管组合件》
GB/T 10544-2003《钢丝缠绕增强外覆橡胶的液压橡胶软管和软管组合件》
合格
6
酒精喷灯火焰或灼热平均时间(s)
单条试样最大值
≤30S
合格
7
表面电阻(Ω)
≤3×108
合格
8
爆破试验
试验压力为额定工作压力的4倍即 Mpa,保压1min,不得有任何破裂迹象。
合格
检验结论
合格
备注
审核: 校核: 检验:刘刚
GB/T 8727-2004《液压软管总成》
序号
项目名称
标准值
检验结物
合格
2
内径最小通过量
用规定的芯棒进行检查,芯棒能顺利
通过通过
合格
3
耐压试验
试验压力不得低于额定工作压力的2倍,即 Mpa。
合格
4
泄露试验
无泄露
合格
5
外观检查
软管于接头处应平整,无编织物外漏现象,不允许有气泡、裂口、脱层裸露钢丝的现象。
SAE认证

SAE认证(美国机动车工程师学会)美国机动车工程师学会(SAE)的认证:规定了市场上销售的汽车配件(SAE认证)的标准.至于包铅和包塑,是生产工艺,只有通过这道工艺才能保证管子的表面光滑。
目前一般工厂都是采用包铅的,因为包塑的工艺并不是很成熟。
附:SAE标准目录编号名称修订日期字数(千字)页数备注SAE J1019高温输油软管、发动机润滑油软管、以及软管总成试验及程序1990-06-122.665SAE J1037挡风玻璃喷洗器软管2001-082.935SAE J1183弹性材料及部件的疲劳试验推荐指南1998-0211.317SAE J1273液压软管总成推荐操作规程2001-038.6SAE J1288液压制动软管总成的包装、贮存和贮存期1999-042.394SAE J1401公路车辆——采用非石油基液压液体的液压软管总成1999-0912.7SAE J1403真空制动软管1989-073.38SAE J1405液压软管总成可选脉冲试验程序1990-06-182.87SAE J1406液压制动软管在机动车辆上的应用2002-043.816SAE J1527船用燃油软管1993-02-055.6SAE J1570液压盘式制动活塞橡胶防尘套1991-09-303.976SAE J1661CFC-12(R-12)汽车空调系统至HFC-134a(R -134a)改型程序1998-115.268SAE J1662致冷剂改型对于空调系统材料的兼容性1998-113.46SAE J1873传输所含水分试验程序——液压制动软管总成2000-102.474SAE J188动力转向回流软管——高膨胀型1998-013.266SAE J189动力转向回流软管——低压1998-013.29SAE J190动力转向压力软管——钢丝编织型1998-052.985SAE J191动力转向压力软管——低膨胀型1998-053.076SAE J20冷却剂系统软管2002-017.6713SAE J2050高温动力转向压力软管2001-043.46SAE J2064R134a制冷剂汽车空调软管1999-067.3911SAE J30燃料及油软管1998-0635.83SAE J343SAE 100R系列液压软管及软管总成试验及试验程序2001-074.79SAE J51致冷剂12汽车空调系统软管1998-085.698SAE J51附表1.052SAE J517液压软管2001-0435.7通用规范合计25185.22172SAE标准简介SAE各汽车协议和标准的简介1905年初,美国汽车工程师学会(SAE)认识到必须标准化。
国标GB_橡胶、塑料软管和软管组合件试验压力、爆破压力与设计工作压力的比率
GB/T 9574-2001
ISO 前言
国 际标 准化组织(ISO)是各国家标准团体 (ISO成员团体)的世界性联合机构 。制定国际标准的工 作通常由ISO各技术委员会进行。凡对已建立技术委员会的项 目感兴趣的成员团体均有权参加该委员 会。与 ISO有联系的政府和非政府的国际组织 ,也可参加此项工作。在电工技术标准化的所有方面,ISO 与国际电工技术委员会 (IEC)紧密合作 。
软管使用类型
序号
(仅 供参考)
试验压力与设计 工作压力的比率
最 小爆破压力与 设计工作压力的比率
1 最大工作压力为 1MP. 的输水软管
1.5
3.0
工作压力在 1M Pa以上的输送所有其他液体、悬浮在液体或
2
2.0
4.0
空气中的固体材料的软管和输水软管
3 输送压缩空气和其他压缩气体的软管
2.0
4.0
枪送减压或释放到大气中时会转化为气态的液体介质用的
4
2.5
5.0
软管
5 燕汽软管
5.0
10.0
6 喷射软管
1.5
2.5
中华人ቤተ መጻሕፍቲ ባይዱ共和国国家质f监督检验检疫总局 2001一08-28批准
2002一05一01实施
中华人 民共和 国国家标 准
橡胶和塑料软管及软管组合件
试 验压力、爆破压力与设计 工 作 压 力 的 比率
GB/T 9574-2001 idtI so 7751:1991
代 替 G B/T 9574--1988
Ru bb er a n d p lasticsh osesa ndh osea ssemblies- Ratioso fp roofa ndb urstp ressuret od esignw orkingp ressure
液压胶管(2004)
Q/SY 三一重工股份有限公司企业标准Q/SY 1100-2004液压胶管2004-12-20发布 2004-12-30实施三一重工股份有限公司发布Q/SY 1100—2004前言根据公司现有产品所用常用液压胶管的特点要求,特制定本标准。
本标准作为液压胶管使用和检验的依据。
本标准由三一重工股份有限公司研究本院提出并归口。
本标准由三一重工股份有限公司泵送公司工艺所负责起草和解释。
本标准于2004年12月20日首次发布,于2004年12月30日实施。
本标准主要起草人:李画、杨军。
IQ/SY 1100—2004液压胶管1 范围本标准规定了钢丝增强液压橡胶管(以下简称胶管)的结构、型号、尺寸和公差、特性、技术要求、试验方法、检验规则、包装、运输和储存。
本标准适用于工程液压机械和其他车辆的液压系统。
不适用于输送蓖麻油基和脂基流体。
本标准只对胶管规定了性能要求,不包括总成及端部接头的要求。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1690 硫化橡胶耐液体试验方法GB/T 5563 橡胶、塑料软管及软管组合件液压试验方法GB/T 5564 橡胶、塑料软管低温曲挠试验GB/T 5568 橡胶、塑料软管及软管组合件无屈挠液压脉冲试验GB/T 9571 橡胶、塑料软管和软管组合件静态条件下耐臭氧性能评定GB 9573 橡胶、塑料软管和软管组合键尺寸测量方法GB 9576 橡胶、塑料胶管和胶管组合件选择、储存、使用和维修指南GB/T 9577 橡胶和塑料软管及软管组合件标志、包装和运输规则GB/T 12721 橡胶软管外胶层耐磨耗性能的测定GB/T 14905 橡胶和塑料软管各层间粘合强度测定HG 2185 橡胶管外观质量EN 853:1997 BS EN 853:1997 橡胶软管及其总成—钢丝编制增强层液压类型—规范EN 856:1997 BS EN 853:1997 橡胶软管及其总成—橡胶覆盖钢丝编制增强层液压类型—规范Q/SY 1021 胶管长度Q/SY 1101 液压胶管接头Q/SY 1100—2004Q/SY 1102 液压胶管总成3 分类3.1 型号1sn——一层钢丝编制液压橡胶管2sn——二层钢丝编制液压橡胶管4sp——四层钢丝缠绕液压橡胶管(中压)4sh——四层钢丝缠绕液压橡胶管(超高压)3.2 标识——命名胶管命名如下例所示胶管EN 856 – 4SP10 (型号为钢丝缠绕增强4SP,公称内径为10的胶管)命名简称:胶管4SP103.3 印记在最大500 mm长的范围至少标记如下内容–生产商名称或标志,例如XXX。
GB T 10544
51.6 51.955.0 53.1 55.555.858.81 64.8 65.1 68.3 66.9 69.369.572.7
20.3 56.3
36.1 42.9 51.5 59.6
表 3 软管的 同心度
公 称 内径
6.3
大于 6.3但小 于或等于 19 大 于 19
R13型
R15型
公 称 内径
增 强 层 软 管
外 径 /rnT 外径 /m
最
小
最
大
最
小
一
取
二
人
增 强层
软 管
外 径/rnm 外 径 /m 最 小 最 大 最 小!取二人
增强 层
软管 增 强 层
软 管
增 强层
软 管
外径 /m 外 径/仙 了 外径/m 外径 /朴 外径/mm 外 径 /碗
圃 最 小 最 大 最 小 最 大 最小 最大 最 小 一取曰二人 一最 小 最 大 最 小
本 标 准 与 GB/T 10544-1989的主要区别 是 : — 对 软 管类型进行了重新规定,由原来的 6种型号改为现在的4SP,4SH,R12,R13和R15,采用 了国际标准的表现形式 。 — 对 软管的各项压力参数做 了不同程度 的调整 ,从而扩大 了软管 的使用范 围。 — 增 加了对软管组合件部分 内容的规定 。 — 本 标准附录 A是资料性附录 。 本标 准 自 生效之日起,同时代替 GB/T 10544-1989, 本 标 准 由原国家石油和化学工业局提 出。 本 标 准 由全国橡胶与橡胶制品标准化技术委员会软管分技 术委员会归 口。 本 标 准 负责起草单位 :埃 迪亚塞雅(沈 阳)橡胶制品有限公司 本 标 准 主要起草人 :薛殿伟 本 标 准 于 1989年 2月 10日首次发布 。
液压管扣压整体方案
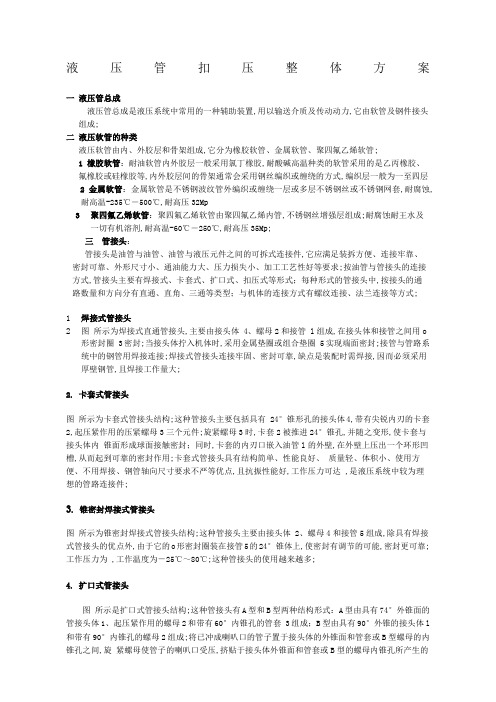
液压管扣压整体方案一液压管总成液压管总成是液压系统中常用的一种辅助装置,用以输送介质及传动动力,它由软管及钢件接头组成;二液压软管的种类液压软管由内、外胶层和骨架组成,它分为橡胶软管、金属软管、聚四氟乙烯软管;1 橡胶软管:耐油软管内外胶层一般采用氯丁橡胶,耐酸碱高温种类的软管采用的是乙丙橡胶、氟橡胶或硅橡胶等,内外胶层间的骨架通常会采用钢丝编织或缠绕的方式,编织层一般为一至四层2 金属软管:金属软管是不锈钢波纹管外编织或缠绕一层或多层不锈钢丝或不锈钢网套,耐腐蚀,耐高温-235℃―500℃,耐高压32Mp3聚四氟乙烯软管:聚四氟乙烯软管由聚四氟乙烯内管,不锈钢丝增强层组成;耐腐蚀耐王水及一切有机溶剂,耐高温-60℃―250℃,耐高压35Mp;三管接头:管接头是油管与油管、油管与液压元件之间的可拆式连接件,它应满足装拆方便、连接牢靠、密封可靠、外形尺寸小、通油能力大、压力损失小、加工工艺性好等要求;按油管与管接头的连接方式,管接头主要有焊接式、卡套式、扩口式、扣压式等形式;每种形式的管接头中,按接头的通路数量和方向分有直通、直角、三通等类型;与机体的连接方式有螺纹连接、法兰连接等方式;1焊接式管接头2图所示为焊接式直通管接头,主要由接头体 4、螺母2和接管 l组成,在接头体和接管之间用o 形密封圈 3密封;当接头体拧入机体时,采用金属垫圈或组合垫圈 5实现端面密封;接管与管路系统中的钢管用焊接连接;焊接式管接头连接牢固、密封可靠,缺点是装配时需焊接,因而必须采用厚壁钢管,且焊接工作量大;2. 卡套式管接头图所示为卡套式管接头结构;这种管接头主要包括具有24°锥形孔的接头体4,带有尖锐内刃的卡套2,起压紧作用的压紧螺母3三个元件;旋紧螺母3时,卡套2被推进24°锥孔,并随之变形,使卡套与接头体内锥面形成球面接触密封;同时,卡套的内刃口嵌入油管l的外壁,在外壁上压出一个环形凹槽,从而起到可靠的密封作用;卡套式管接头具有结构简单、性能良好、质量轻、体积小、使用方便、不用焊接、钢管轴向尺寸要求不严等优点,且抗振性能好,工作压力可达 ,是液压系统中较为理想的管路连接件;3. 锥密封焊接式管接头图所示为锥密封焊接式管接头结构;这种管接头主要由接头体 2、螺母4和接管5组成,除具有焊接式管接头的优点外,由于它的o形密封圈装在接管5的24°锥体上,使密封有调节的可能,密封更可靠;工作压力为 ,工作温度为-25℃~80℃;这种管接头的使用越来越多;4. 扩口式管接头图所示是扩口式管接头结构;这种管接头有A型和B型两种结构形式:A型由具有74°外锥面的管接头体1、起压紧作用的螺母2和带有60°内锥孔的管套 3组成;B型由具有90°外锥的接头体l 和带有90°内锥孔的螺母2组成;将已冲成喇叭口的管子置于接头体的外锥面和管套或B型螺母的内锥孔之间,旋紧螺母使管子的喇叭口受压,挤贴于接头体外锥面和管套或B型的螺母内锥孔所产生的间隙中,从而起到密封作用;扩口式管接头结构简单、性能良好、加工和使用方便,适用于以油、气为介质的中、低压管路系统,其工作压力取决于管材的许用压力,一般为~16MPa;四软管总成加工加工工艺及设备1 切管:1.1根据软管总成代号领取正确规格、型号的软管接头及胶管;1.2根据要扣压软管总成的总长及两端接头的规格、型号,计算需要锯切下料胶管的长度;1.3按计算出的胶管长度在胶管上用笔划出锯切位置线;1.4用胶管切割机按划线位臵锯切胶管下料,软管下料后,应检查软管的下料长度是否与要求符合,软管切口是否平整,切口端面与软管中心线垂直,1. 5每根软管切割完后,需用不小于压力的空气吹至少3秒,以确保清洁;胶管切割机2.剥外胶层需剥外胶层的胶管,应根据接头和外套的尺寸计算胶管两端外胶层剥胶长度并用笔划出剥胶长度位置线;逐步调整剥胶机的刀头,用HYJ-A型剥胶机剥胶至划线位臵,剥胶后钢丝不能有损伤,无钢丝散开现象,软管内壁无损伤;剥胶机3.装配3.1测量或计算软管在内套中的插入深度,并用笔分别在胶管两端划插入深度位置线;3.2将胶管插入接头外套中并检查插入深度标记是否与外套内边沿重合,然后将接头芯插入胶管内孔中,使外套外沿台肩与接头芯环槽重合,以保证扣压时外套台肩扣压入接头芯环槽;3.3弯接头在总成装配时,接头方向应与软管的自然弯曲方向一致;3.4应使用橡胶锤配合插入接头芯,禁止使用铁锤或铜锤;3.5检查预装配好的软管总成长度是否符合要求,弯头方向是否符合要求测量深度标记深度4.扣压4.1根据要扣压的胶管规格,在扣压机上选择合适的模具,模具选用及扣压参数参照下表参照上表参数,先空行程逐步调整扣压模具闭合时的直径合适后进行试扣压扣压时要注意检查胶管插入深度标记与胶管外套内沿重合并保证胶管外套台肩与接头芯环槽重合,配合检查接头芯内孔变形量,调整扣压行程达到要求;软管的扣压型式1扣头.接头芯.胶管一起同时扣压成型2仿Parker式扣压的扣头与接头芯已经扣压成型,再与胶管扣压;3 以小松为代表的分段环节扣押;4以CAT.日立.现代为代表的分部分扣压5以VOLV为代表的焊接扣压头的一次扣压接头第4种第5种五液压软管的检测及检测设备尺寸检查5.1.1应检查软管所有尺寸符合GB/T 9573—2003及相关软管技术条件中的规定;5.1.2管接头的材料、尺寸公差、表面粗糙度等应符合产品技术条件要求;耐压试验5.2.1 试验介质为洁净的自来水.其氯离子含量不超过25ppm5.2.2软管总成以2倍的最高工作压力进行静压试验,至少保压60s;5.2.3经过耐压试验后,软管总成未呈现泄漏或其他失效迹象,则认为通过了该试验耐压试验机爆破试验5.3.1 一般要求这是一种破坏性试验,试验后的软管总成应报废;5.3.2 步骤5.3.2.1对已组装上软管接头30天之内的软管总成,匀速增加到4倍的最高工作压进行爆破试验;试样长度200-1000mm;5.3.2.2软管总成在规定的最小爆破压力以下,呈现泄漏、软管爆破或失效,应拒绝验收;液压软管爆破试验台耐久性脉冲试验5.4.1 一般要求这是一种破坏性试验,试验后的软管总成应报废;试验介质为水.油或乙二醇混合液5.4.2 步骤5.4.2.1应在组装接头后的30天内,且未经使用的软管总成进行此项试验;5.4.2.2计算在试验下的软管的自由暴露长度;如图1所示,根据软管内径选用下列适当的公式:a 软管公称内径22 mm含22 mm以下:弯曲180°,自由长度=∏r+d/2+2d;b 软管公称内径22 mm以上:弯曲90°,自由长度={∏r+d/2}/2+2d;式中:r——最小弯曲半径;d——软管外径;5.4.2.3把软管总成试件连接到试验装置上,按图1所示安装,当软管总成公称内径在22mm含22mm 以下时,应弯曲180°;大于22mm时,弯曲90°;5.4.2.4选择的试验油液应符合黏度等级ISO VG 46在40℃时,46cSt±的要求,使其在软管总成内以足够的速度循环,以维持相同的温度;5.4.2.5对软管总成内部施加一脉冲压力,其频率在~30周期/分至78周期/分之间,记录试验的频率;5.4.2.6压力循环应在图2所示的阴影区域内,并使之尽可能接近图示曲线;压力上升的实际速率应在100 MPa/s~350 MPa/s之间;5.4.2.7对软管总成进行脉冲试验,其压力为软管总成最高工作压力的100%、125%、133%,试验油温度保持在100℃土3℃;5.4.2.8脉冲试验的持续总脉冲次数的确定,按产品标准规定,试验可以间歇进行;5.4.2.9在完成所需的总脉冲次数后,软管总成未呈现失效现象,则认为通过了脉冲试验;脉冲试验台5.5气密性试验5.5.1试验介质为干燥.洁净的空气或惰性气体;5.5.2试验压力为倍的工作压力;5.5.3试验时压力缓慢上升,达到规定的压力后保压10分钟,然后降至工作压力,检查有无泄露;气密性试验台。
saej1401标准中文标准

saej1401标准中文标准SAE J1401是一项关于液压制动管道用橡胶软管的标准。
它规定了制动系统液压管道的设计、材料选择、制造、安装和测试要求,以确保安全和可靠的制动系统操作。
这个标准在全球范围内得到广泛使用。
标准的名称中的"SAE"代表社会汽车工程师协会,该协会是全球顶级的汽车工程专业组织之一。
而"J1401"是该标准的编号,用以区分和标识不同的标准文件。
这个标准专门用于橡胶软管,橡胶软管是现代车辆制动系统中不可或缺的组成部分。
SAE J1401标准主要涵盖了以下方面:1.设计要求:标准规定了制动软管的内外径、壁厚、弯曲半径、脆化温度等设计要求。
通过这些要求,可以确保软管在运行过程中能够承受高压和高温,并保持其强度和耐久性。
2.材料选择:标准规定了制动软管材料的选择范围,包括橡胶和金属螺纹接头。
这些材料必须符合特定的物理和化学性能要求,以确保软管在制动系统中的可靠性和耐用性。
3.制造要求:标准规定了制动软管的制造过程和质量控制要求。
制造商必须按照标准的要求进行制造并保证产品符合规定的质量标准。
4.安装要求:标准对制动软管的安装位置、连接方式、紧固件选择等方面做出了相关规定。
这些要求旨在确保软管可以正确连接到制动系统,并保持稳定和可靠的工作状态。
5.测试方法:标准规定了制动软管的性能测试方法,包括压力测试、温度测试和疲劳测试等。
通过这些测试,可以评估软管的性能和可靠性,并确保其符合标准要求。
SAE J1401标准的制定是为了确保制动系统的可靠性和安全性。
制动系统是车辆行驶安全的重要组成部分,液压制动管道作为其关键部件之一,必须具备高耐压和防渗漏的性能,以保证制动系统能够及时、准确地响应驾驶员的刹车指令。
SAE J1401标准的使用对于液压制动管道制造商、车辆制造商以及维修保养机构都是非常重要的。
制造商必须确保其生产的液压制动管道符合标准的要求,而车辆制造商则需要按照标准要求进行正确的安装和连接。
液压传动连接 软管总成操作规程-最新国标
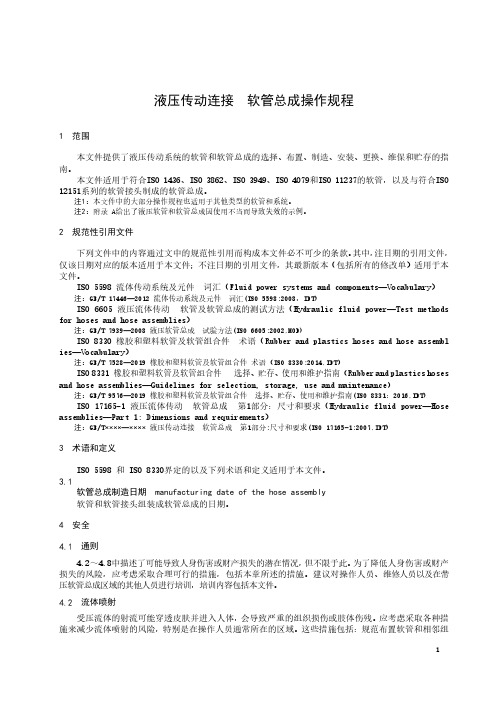
液压传动连接 软管总成操作规程1 范围本文件提供了液压传动系统的软管和软管总成的选择、布置、制造、安装、更换、维保和贮存的指南。
本文件适用于符合ISO 1436、ISO 3862、ISO 3949、ISO 4079和ISO 11237的软管,以及与符合ISO 12151系列的软管接头制成的软管总成。
注1:本文件中的大部分操作规程也适用于其他类型的软管和系统。
注2:附录 A给出了液压软管和软管总成因使用不当而导致失效的示例。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
ISO 5598 流体传动系统及元件 词汇(Fluid power systems and components—Vocabulary) 注:G B/T 17446—2012 流体传动系统及元件 词汇(ISO 5598:2008,IDT)ISO 6605 液压流体传动 软管及软管总成的测试方法(Hydraulic fluid power—Test methods for hoses and hose assemblies)注:G B/T 7939—2008 液压软管总成 试验方法(ISO 6605:2002,MOD)ISO 8330 橡胶和塑料软管及软管组合件 术语(Rubber and plastics hoses and hose assembl ies—Vocabulary)注:G B/T 7528—2019 橡胶和塑料软管及软管组合件 术语(ISO 8330:2014,IDT)ISO 8331 橡胶和塑料软管及软管组合件 选择、贮存、使用和维护指南(Rubber and plastics hoses and hose assemblies—Guidelines for selection, storage, use and maintenance) 注:G B/T 9576—2019 橡胶和塑料软管及软管组合件 选择、贮存、使用和维护指南(ISO 8331:2016,IDT) ISO 17165-1 液压流体传动 软管总成 第1部分:尺寸和要求(Hydraulic fluid power—Hose assemblies—Part 1: Dimensions and requirements)注:G B/T××××—×××× 液压传动连接 软管总成 第1部分:尺寸和要求(ISO 17165-1:2007,IDT)3 术语和定义ISO 5598 和 ISO 8330界定的以及下列术语和定义适用于本文件。
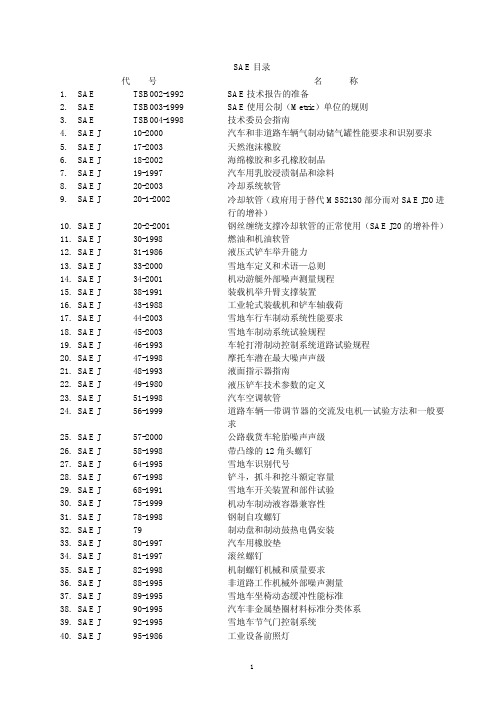
SAE J标准目录中文
技术委员会指南
汽车和非道路车辆气制动储气罐性能要求和识别要求
天然泡沫橡胶
海绵橡胶和多孔橡胶制品
汽车用乳胶浸渍制品和涂料
冷却系统软管
冷却软管(政府用于替代 MS52130 部分而对 SAE J20 进
行的增补)
钢丝缠绕支撑冷却软管的正常使用(SAE J20 的增补件)
燃油和机油软管
液压式铲车举升能力
雪地车定义和术语—总则
机动游艇外部噪声测量规程
装载机举升臂支撑装置
工业轮式装载机和铲车轴载荷
雪地车行车制动系统性能要求
雪地车制动系统试验规程
车轮打滑制动控制系统道路试验规程
摩托车潜在最大噪声声级
液面指示器指南
液压铲车技术参数的定义
汽车空调软管
道路车辆—带调节器的交流发电机—试验方法和一般要
求
公路载货车轮胎噪声声级
带凸缘的 12 角头螺钉
135-1993 138 139-1999 140-1995 141-1995 153-1987 156-2000 159-2002 160-2001 163-2001 164-1997 167-2002 169-1985 174-1998 174M-1998 175-2003 176-1994 179-2001
名
称
建筑和工业机械充电系统
机动车辆基准标志和三维参考系
发动机油性能和发动机维修分类(除节能方面外)
噪声数据获得系统的检定
非道路机械的接近系统
载货车识别号码
高体积膨胀型动力转向压力软管
低压动力转向回油软管
钢丝编织动力转向压力软管
低体积膨胀型动力转向压力软管
雪地车外部噪声等级
球节及球座总成试验规程
软管总成设计和使用规范

使用说明1、本文件规定了软管总成的设计和规范化管理。
2、本文件适用于公司各产品线软管总成的设计和规范化管理。
编制农洪进、李国真审核林建荣批准发布日期实施日期参照标准见标准正文“引用标准和术语”1 目的和范围本文件规定了软管总成的设计和规范化管理。
本文件适用于公司各产品线软管总成的设计和规范化管理。
2 引用标准下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨、使用下列标准最新版本的可能性。
GB/T 3683.1-2006 橡胶软管及软管组合件钢丝编织增强液压型GB 4357-1989 碳素弹簧钢丝QJ/LG 03.35—2010 产品图技术要求——管路部分基本规范TW/LG 03.7.03.04.技–2010 管接件控制规范。
EN853:1997 胶管和胶管组件-金属丝加强液压胶管-规格EB857:1997 胶管和胶管组件-金属丝加强小型液压胶管-规格3 术语通径:软管的公称内径。
最大工作压力:软管的额定工作压力。
工作压力:软管的实际工作压力。
弯曲角:软管接头芯折弯的角度。
各研究所(院):中央研究院、各主机研究所(院)、各零部件研究所(院)。
4 职责4.1 各研究所(院)设计人员负责软管总成取号、图纸设计。
4.2 液压件研究所负责对软管总成进行校对或第二审核或第二校对,并分类管理。
5 活动程序5.1 软管总成的组成软管总成包含软管接头(2个)、软管、保护圈(需要时),如图1所示。
图1 软管总成组合件5.2 软管接头的选定。
5.2.1 根据软管总成要求查阅“Windchill/存储库/通用件库/管接头库/相关查询/相关文档”中的24度锥软管接头对照表或法兰式软管接头对照表,选取软管通径、连接形式、接头高度、弯曲角符合要求,最大工作压力和工作压力相差最小的软管接头。
5.2.2 为了控制软管接头种类及数量,设计人员应尽可能通过改变管路布局方案,优先采用现有软管接头,无法满足需求时才考虑新增软管接头。
钢丝编织增强液压型橡胶软管
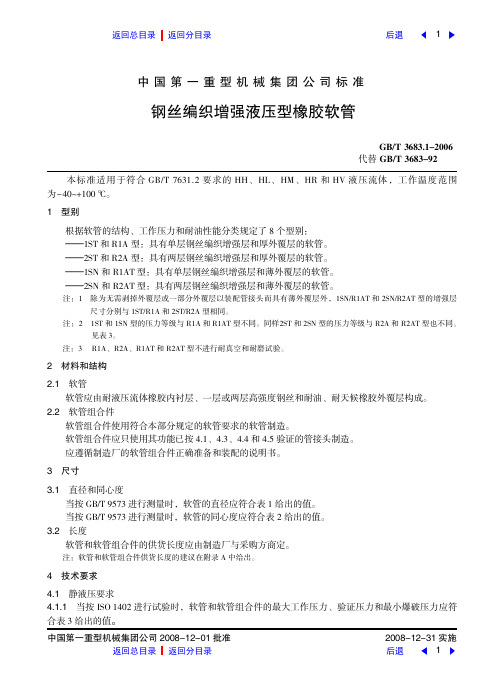
中国第一重型机械集团公司标准钢丝编织增强液压型橡胶软管GB/T 3683.1-2006代替GB/T 3683-92本标准适用于符合GB/T 7631.2要求的HH 、HL 、HM 、HR 和HV 液压流体,工作温度范围为-40~+100益。
1型别根据软管的结构、工作压力和耐油性能分类规定了8个型别:———1ST 和R1A 型:具有单层钢丝编织增强层和厚外覆层的软管。
———2ST 和R2A 型:具有两层钢丝编织增强层和厚外覆层的软管。
———1SN 和R1AT 型:具有单层钢丝编织增强层和薄外覆层的软管。
———2SN 和R2AT 型:具有两层钢丝编织增强层和薄外覆层的软管。
注:1除为无需剥掉外覆层或一部分外覆层以装配管接头而具有薄外覆层外,1SN/R1AT 和2SN/R2AT 型的增强层尺寸分别与1ST/R1A 和2ST/R2A 型相同。
注:21ST 和1SN 型的压力等级与R1A 和R1AT 型不同。
同样2ST 和2SN 型的压力等级与R2A 和R2AT 型也不同。
见表3。
注:3R1A 、R2A 、R1AT 和R2AT 型不进行耐真空和耐磨试验。
2材料和结构2.1软管软管应由耐液压流体橡胶内衬层、一层或两层高强度钢丝和耐油、耐天候橡胶外覆层构成。
2.2软管组合件软管组合件使用符合本部分规定的软管要求的软管制造。
软管组合件应只使用其功能已按4.1、4.3、4.4和4.5验证的管接头制造。
应遵循制造厂的软管组合件正确准备和装配的说明书。
3尺寸3.1直径和同心度当按GB/T 9573进行测量时,软管的直径应符合表1给出的值。
当按GB/T 9573进行测量时,软管的同心度应符合表2给出的值。
3.2长度软管和软管组合件的供货长度应由制造厂与采购方商定。
注:软管和软管组合件供货长度的建议在附录A 中给出。
4技术要求4.1静液压要求4.1.1当按ISO 1402进行试验时,软管和软管组合件的最大工作压力、验证压力和最小爆破压力应符合表3给出的值。
煤矿设备液压胶管总成损坏原因分析和措施
煤矿设备液压胶管总成损坏原因分析和措施【摘要】液压传动技术广泛应用于矿用设备,液压系统包括执行元件,液压辅助元件等部分,液压胶管总成是液压系统中的辅助元件,包括液压胶管总成及仪器仪表等。
液压胶管辅助元件是工作介质传递能量载体,总成使用寿命成为液压系统安全运行的关键因素。
介绍煤矿设备液压胶管总成类型结构,分析液压胶管总成损坏原因,提出液压胶管总成损坏维护措施。
【关键词】煤矿设备;液压胶管总成;损坏原因分析;维护措施液压胶管是连接液压执行元件的重要液压辅件,由于具有安装维护简单方便等优点,在矿山汽车等工程机械中得到广泛应用,液压高压胶管性能直接影响液压系统性能。
液压胶管总成具有承压能力强等优点,其可靠性关系到液压设备可靠性,工业快速发展要求液压胶管具有更高的品质满足生产需要,胶管接头处失效是常见失效形式,矿用设备液压胶管总成元件使用中经常出现损坏情况,导致液压元件损坏等问题。
21世纪胶管行业得到快速发展,随着机械化水平的提升,促进胶管使用范围的扩大。
液压胶管总成损坏影响煤矿设备的正常运行,研究液压胶管总成损坏原因与维护技术具有重要意义。
1.煤矿设备液压胶管总成研究液压软管总成是传动液压动力的产品,在工程机械等重型设备使用中普遍,液压软管总成使用中受到环境变化等影响出现爆裂等故障,发生危及人身安全的事故。
工程机械上由于液压软管总成出现故障发生事故,工程机械悬挂系统等关键部位安装防爆阀可以避免事故发生,提高液压软管可靠性可以节约成本【1】。
液压软管总成出现故障需要分析原因,找出可靠性影响因素在维护要点等方面提出改进措施。
胶管是传输气液体物料的管状橡胶制品,按胶管承压等级分为高中低压胶管,根据胶管结构分为内外胶管层,骨架层通常采用纤维钢丝等,外胶层是保护胶管不受外界环境损伤。
液压胶管生产方式分为软硬芯与无芯成型法。
无芯成型法在生产中不需管芯为支撑,软硬芯成型法生产成本较高【2】。
液压胶管承载能力取决于钢丝加强层,钢丝缠绕层有4-6层,钢丝缠绕软管有脉冲性能等特点,外胶层可确保钢丝加强层不受机械磨损,低压胶管以编织棉麻为骨架橡胶胶管,液压胶管总成由软管,接头与套筒扣压成,按照接头质量分为轻重系列,根据接头角度分为45°,90°接头。
液压胶管总成检验标准
AQL 值:重要特性:6.5;
抽样方案标准要求抽样检验。
GB2828.1 一般检查水平Ⅰ,正常检查
6、对第7~13步检验内容按备注要求供方提供。
二次抽样方案
关键特性:1.0
第 4 步 包装
目测
7、核对产品外包装上是否贴有物料标签;标签信息是否 d、如标识信息与送检信息不符,则判
与送货单上的规格、物料号相同,并确认标签格式是否 符合公司规定,其上应标明:生产厂家、物料编码、名
17、零件中未注的形状和位置公差不低于 GB/T
1184-1996 中 K 级规定;
18、需要弯曲的接头芯,其弯曲部位截面的长短轴之比
≤1.10,见附录 1 图 7;
19、外螺纹连接形式的软管总成接头芯六方前端端面起
密封作用时,其端面与螺纹轴线垂直度公差为±0.05mm;
20、弯曲接头芯,弯曲后两轴线夹角偏差为±3°
2. 对产品第的 1、4、5 项的测试结果:检验合格,记录“合格”字样;检验不合格,记录“不合格”字样,并对不合格项目的原因作出详细记录。
检 验 记 录 3. 对产品的第 6 项的检测结果:检验合格,记录“合格”字样;检验不合格,记录“不合格”字样,并对不合格项目的原因或测试数据作出详细记 录。
要求 4. 对产品的第 7~13 项检验结果:查阅供方提供的报告,提供完整报告记录“Y”字样;未提供报告或报告不完整记录“N”字样,并对不合格项目
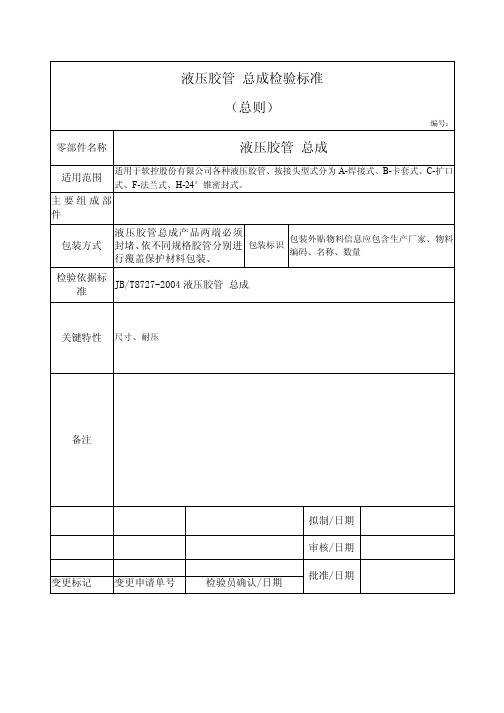
(总则)
编号:
零部件名称
液压胶管 总成
适用范围 适用于软控股份有限公司各种液压胶管、按接头型式分为 A-焊接式、B-卡套式、C-扩口
式、F-法兰式、H-24°锥密封式。
主要组成部 件
包装方式
液压胶管总成产品两端必须 封堵、依不同规格胶管分别进 行覆盖保护材料包装、
国家标准橡胶软管及软管组合件钢丝编织增强液压型
国家标准《压缩空气用织物增强橡胶软管规范》编制说明(征求意见稿)一、任务来源根据国标委综合[2014]89号文《关于下达2014年第二批国家标准制修订计划的通知》的要求,由我司负责修订国家标准《压缩空气用织物增强橡胶软管规范》,项目编号为20142671-T-606,完成时间2015年。
二、标准起草单位及主要起草人该标准的主要起草单位:山东省蓬莱市临阁橡塑制品有限公司、沈阳橡胶研究设计院。
该标准的主要起草人:三、工作过程(一)翻译,以及新旧版、国内外标准的对比首先完成了对国际标准ISO 2398:2006《压缩空气用织物增强橡胶软管规范》的翻译和校对工作。
然后与ISO 2398:1998版、GB/T 1186-2007版进行了对比。
GB/T 1186-2007版标准是修改采用ISO 2398:1998版国际标准,ISO 2398:1998版国际标准在2006年进行了修订,ISO 2398:2006与前一版相比,主要变动如下:——修改了范围(见第1章,2007版的);——增加了术语和定义(见第3章);——修改了软管的分类(见第4章,2007版的第章);——增加了“结构和材料”(见第5章);——修改了“软管内径的要求”(见6.1,2007版的5.1);——增加了“软管同心度的要求”(见6.2);——增加了“软管长度公差的要求”(见6.3);——增加了“软管胶料物理性能要求”(见7.1);——增加了“弯曲变形”(见7.2)。
(二)本标准与国际标准一致性对应程度的整理——GB/T 528-2009 硫化橡胶或热塑性橡胶拉伸应力应变性能的测定(ISO37:2005,IDT);——GB/T 1690-2010 硫化橡胶或热塑性橡胶耐液体试验方法(ISO 1817:2005,MOD);——GB/T 3512-2014 硫化橡胶或热塑性橡胶热空气加速老化和耐热试验 (ISO 188:2011,IDT);——GB/T 5563-2013 橡胶和塑性软管及软管组合件静液压试验方法(ISO 1402:2009,IDT);——GB/T 7 528 -2011 橡胶和塑料软管及软管组合件术语(ISO 8330:2007,IDT);——GB/T 9573-2013 橡胶和塑料软管及软管组合件软管尺寸和软管组合件长度测量方法(ISO 4671:2007,IDT);——GB/T 9575-2013 橡胶和塑料软管软管规格和最大最小内径及切割长度公差(ISO 1307:2006,IDT);——GB/T 14905-2009 橡胶和塑料软管各层间粘合强度测定(ISO 8033:2006,IDT)。
橡胶制品的制造专业审核审核作业指导书

校核:归口:发放:目录:1目的和适用范围;2引用标准;3术语和定义;4典型生产/效劳过程及专业特点;4.1顾客群;4.2过程描述;4.3专业特点;4.4删减原那么;4.5法律法规要求;5审核要点及取证方法;5.1资源;对资源的特殊需求;生产环境;人员;5.2产品实现;质量特性;主要质量特性的实现方法;作业指导书的需求;原辅材料;追溯性要求;顾客财产;防护;5.3测量、分析和改进;6审核要点与审核方法;7其他8附件附件1 法律法规、标准、标准和作业文件附件2 必要的证实性记录附件3 必要的生产、检测设备名录适用范围:1.1目的:本指导书用于指导生产轮胎输送带、胶管、密封制品等橡胶或橡胶制品行业的产品质量和质量体系认证现场审核,对应于?能力分析表总表QMS?中的专业代码为14.1。
1.2适用范围:本指导书是根据GB/T19001-2021?质量管理体系要求?,结合橡胶行业的特点,在专业方面提供审核指南,作为专业技术支持,这些意见不是标准的补充和取代,审核时,应以标准为依据。
2.引用标准:以下标准和标准所包含的条文,通过在本规定中引用而构本钱规定的条文。
本规定发布后,所示标准有可能修订,使用本规定的各方面应探讨使用以下标准和标准最新版本的可能性。
质量管理体系根底和术语GB/T19000-2021质量管理体系要求GB/T19001-2021质量和〔或〕环境管理体系审核指南ISO19011:2002认证机构实施质量管理体系认证的认可根本要求CNAB-AC11:2002是将生胶与各种配合剂通过炼胶机进行混合,制备混炼胶的过程。
是通过压延机辊筒作用,制备一种厚薄均匀胶片或织物的涂胶层。
运用压延设备可完成压片、压型、贴胶、贴合等作业。
通过压出机对胶料加热与塑化,借助于口型压出各种断面的半成品,如轮胎面、内胎、胶管内外胶、电线与电缆外护套等。
是将压出、压延之胶料及胶布半成品,经裁成一定形状后,将其贴合在一起,一般是在成型机上进行。
液压软管总成
软管总成软管总成选型与布置高压软管聚四氟乙烯PTFE软管、1SN高压橡胶软管2SN、4SP、2SC高压橡胶软管4SH、R13、JBF/JBS高压橡胶软管高压软管接头DKOL/DKOS 24度外锥 软管接头CEL/CES 24度内锥 软管接头DKJ 74度内锥 软管接头DKR 60度外锥 软管接头FLAT 平面密封 软管接头AGRK、AGN、AGW 管螺纹连接软管接头 SFL/SFS SAE法兰连接软管接头聚四氟乙烯PTFE波纹管中低压不锈钢软管接头D1OSJ软管总成选型及布置指导软管总成长度表示法:软管总成装配角表示法:0° 180°同侧 反向270° 90°顺时针 顺时针两头均为弯头的软管总成放在同一条直线上,以远端一个接头的垂直方向为基准,按顺时针方向测量另一个接头与垂直方向接头之间的夹角,此夹角为装配角。
订货示例: 注:如需带防火套或耐磨护套请注明软管的布置:错误 尚可 正确软管接头材料装配角一端接头形式软管总成长度"L"软管型号另一端接头形式D2聚四氟乙烯PTFE 软管 工作温度范围:-60°~+250℃特点:耐腐蚀能力很强,温度适应范围广抗气体分子渗透能力强,可用于高压气体 应用:·用于磷酸脂油等有腐蚀性液体的液压系统 ·用于模具高压注射系统 ·用于压缩天然气·用于高压工业气体 ·用于高压输送密封胶·用于高温场合1SN 高压橡胶软管SAE 100R1AT内外胶层:耐矿物油和生物油合成橡胶连续作业温度:-40°C~+100°C 增强层:1层高抗拉钢丝编织建议使用介质:矿物油、水、水/油乳化液D32SN 高压橡胶软管SAE 100R2AT内外胶层:耐矿物油和生物油合成橡胶 连续作业温度:-40°C~+100°C增强层:2层高抗拉钢丝编织 建议使用介质:矿物油、水、水/油乳化液!! DN60和DN76的软管所配接头见第133页。
液压软管总成介绍
液压软管总成介绍液压软管总成,也叫胶管总成,或是软管接头,就是将经钢丝编织或缠绕增强的胶管的两头和金属连接接头经过扣压装配而成的总成结构。
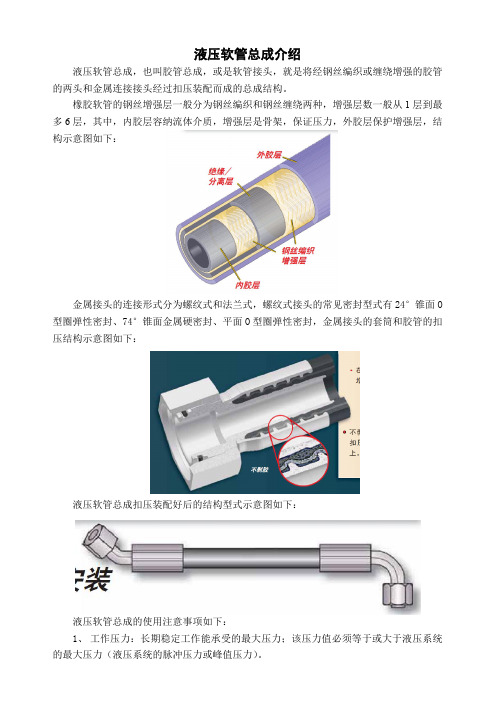
橡胶软管的钢丝增强层一般分为钢丝编织和钢丝缠绕两种,增强层数一般从1层到最多6层,其中,内胶层容纳流体介质,增强层是骨架,保证压力,外胶层保护增强层,结构示意图如下:金属接头的连接形式分为螺纹式和法兰式,螺纹式接头的常见密封型式有24°锥面O 型圈弹性密封、74°锥面金属硬密封、平面O型圈弹性密封,金属接头的套筒和胶管的扣压结构示意图如下:液压软管总成扣压装配好后的结构型式示意图如下:液压软管总成的使用注意事项如下:2、试验压力:2倍的工作压力下,保压60秒,无泄漏,无压力值下降。
3、爆破压力:一般指4倍的工作压力值。
4、温度范围:一般指-40℃至+100℃。
5、软管的基本型号规格以软管的内径,即圆整后的公称通径DN,来标识。
6、软管弯曲半径:指在最大压力下持续工作时所能选取的最小的弯曲半径,小于推荐的弯曲半径使用会严重影响软管的强度。
另外,软管和软管接头连接的过渡的最小直线长度(图示D)应大于软管外径的1.5倍。
7、软管总成的排布:应避免软管因拉伸、压缩、扭曲、或在锐角处摩擦而损坏,不应在扭转状态下使用。
8、软管总成的贮存:受温度、光照等因素的影响,其有效期难以确定。
DIN标准中规定,装配总成所用的软管必须是四年以内生产的,软管总成生产后,使用年限不得超过6年,其中在6年里,贮存的时间不得超过2年。
ISO标准中规定,软管和软管总成的有效期不得超过10年。
软管经贮存后,若目测表面有龟裂、锈蚀等,使用前应做压力测试。
其中,接头内O型圈的有效期不超过2年。
9、安全警告:10、常规检查:如发现软管的外胶层变脆或开裂,必须尽快更换。
11、软管总成的长度:12、软管总成的清洁度:为保证液压系统的清洁度,软管总成生产后,应使用专业清洗设备用含防锈剂的清洗液冲洗软管总成的内壁,使得清洗液的清洁度至少达到NAS 8级,然后用高压气体将清洗液吹出。
国家标准橡胶软管及软管组合件钢丝编织增强液压型.docx

国家标准《气体焊接设备焊接、切割和类似作业用橡胶软管》编制说明一、任务来源根据国标委综合 [2013]90号文《关于下达2013 年第二批国家标准制修订计划的通知》的要求,由我司负责修订国家标准《气体焊接设备焊接、切割和类似作业用橡胶软管》,项目编号为 20131500-T-606 ,完成时间2015 年。
二、标准起草单位及主要起草人该标准的主要起草单位:广州胶管厂有限公司该标准的主要起草人:蔡辉、黄流辉三、工作过程(一)翻译,以及新旧版、国内外标准的对比首先完成了对国际标准 ISO3821:2008的翻译和校对工作。
然后与 ISO 3821:1998版、GB/T 2550-2007版进行了对比。
GB/T 2550-2007版标准是等同采用ISO 3821:1998版国际标准,ISO 3821:1998 版国际标准在 2008 年进行了修订,ISO3821:2008与前一版相比,主要变动如下:1.增加:焊剂燃气软管耐带有甲醇的硼酸三甲酯恒沸物性能要求(见 9.3.4 );焊剂燃气软管的曲挠性要求(见 9.3.5 );型式试验的要求(见附录 D);颜色标识的要求,以针对部分国家已有标准化颜色代码的情况(见 10.2和附录E)。
2. 修改:并联软管的分离试验(见 9.3.7.2)。
(二)本标准与国际标准一致性对应程度的整理GB/T 528硫化橡胶或热塑性橡胶拉伸应力应变性能的测定(GB/T528-2009, ISO 37:2005, IDT)GB/T 1690硫化橡胶或热塑性橡胶耐液体试验方法(GB/T 1690-2010,ISO 1817:2005, MOD)GB/T2941橡胶物理试验方法试样制备和调节通用程序(GB/T2941-2006,ISO 23529:2004, IDT)GB/T 3512硫化橡胶或热塑性橡胶热空气加速老化和耐热试验(GB/T3512-2001, ISO 188:1998, eqv)GB/T 5563橡胶和塑料软管及软管组合件静液压试验方法(GB/T5563-2013, ISO 1402:2009, IDT)GB/T 5564-2006橡胶及塑料软管低温曲挠试验(ISO 4672:1997, IDT)1GB/T 5565橡胶或塑料软管增强软管和非增强软管弯曲试验(GB/T 5565-2006, ISO 1746:1998, IDT)GB/T 7528橡胶和塑料软管及软管组合件术语(GB/T7528-2011,ISO 8330:2007, IDT)GB/T 9573橡胶和塑料软管及软管组合件软管尺寸和软管组合件长度测量方法( GB/T 9573-2013, ISO 4671:2007, IDT)GB/T9575-2013橡胶和塑料软管软管规格和最大最小内径及切割长度公差( ISO 1307:2006, IDT)GB/T 14905-2009 橡胶和塑料软管各层间粘合强度的测定( ISO 8033:2006, IDT )GB/T 18422橡胶和塑料软管及软管组合件透气性的测定(GB/T 18422-2013, ISO 4080:2009, IDT)GB/T 24134-2009橡胶和塑料软管静态条件下耐臭氧性能的评价(ISO7326:2006, IDT)(三)氧气、乙炔软管概况及相关数据统计1.我国相关软管的分类、软管产量、出口情况以及国际上的概况:在我国,该系列胶管主要为氧气胶管、乙炔胶管、液化石油气软管、天然气软管和二氧化碳胶管等,其中使用量最多的是氧气胶管和乙炔胶管。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Q/ZLZK 中联重科股份有限公司企业标准Q/ZLZK 1010010—2012液压橡胶软管总成Rubber Hose And Hose Assembly For Hydraulic2012-10-26发布2012-11-01实施目次前言 (III)1 范围 (1)2 规范性引用文件 (1)3 术语和定义 (1)4 分类 (2)5 软管总成规格编制规则 (3)5.1编制规则 (3)5.2软管总成型式 (3)5.3软管类型 (4)5.4接头外连接型式 (4)5.5接头外连接规格 (4)5.6软管内径规格 (5)5.7软管总成长度 (5)5.8软管总成夹角 (5)5.9护套 (5)5.10软管总成规格编制示例 (5)6 软管及接头规格编制规则 (6)6.1软管规格编制规则 (6)6.2接头规格编制规则 (6)6.3内连接型式 (6)6.4外连接型式 (7)6.5接头系列 (7)6.6接头外连接规格 (7)6.7软管内径规格 (8)6.8附加标示 (8)6.9接头规格示例 (8)7 技术要求 (8)7.1压力 (8)7.2总成长度 (8)7.3软管总成夹角 (9)7.4长度变化 (9)7.5清洁度 (9)7.6装配质量。
(9)7.7护套要求 (10)8 试验项目与试验方法 (10)8.1长度变化试验 (10)8.2耐压试验 (10)8.3泄漏试验 (11)8.4爆破试验 (11)8.5耐久性试验(脉冲试验) (11)8.6清洁度 (11)8.7试验报告 (11)9 标志、包装、运输和贮存 (12)9.1标志、包装和运输 (12)9.2贮存 (12)附录 A (资料性附录)软管工作压力矩阵 (14)附录 B (规范性附录)软管类型 (15)附录 C (资料性附录)软管接头型式对照 (16)附录 D (资料性附录)软管接头工作压力 (17)附录 E (规范性附录)软管尺寸规格对照 (18)附录 F (规范性附录)软管接头外连接规格 (19)附录G (规范性附录)软管总成长度、角度系列 (23)附录H (规范性附录)软管总成试验记录表 (24)前言本标准按照GB/T 1.1—2009给出的规则起草。
本标准对软管总成相关试验做了规定。
本标准由中联重科股份有限公司中旺分公司提出。
本标准由中联重科股份有限公司研究院归口。
本标准由中联重科股份有限公司中旺分公司和中联重科股份有限公司研究院共同起草。
本标准由中联重科股份有限公司技术负责人批准。
本标准主要起草人:曾利成、梁莎、何安、许济元、毛志君、张镝、何晖、何柳、谢跃龙、李珍、董松林、邓小芹、刘文革、严日村。
本标准为首次发布。
液压橡胶软管总成1 范围本标准规定了内径为4.8mm-51mm的液压橡胶软管总成(下文简称软管总成)的术语和定义、分类、软管总成规格、软管规格及接头规格的编制规则、试验方法等。
本标准适用于本公司所有经营单元设计制造各类产品液压系统所用软管总成,空调系统和控制系统所用到的软管总成参照执行2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 3683 钢丝增强液压橡胶软管和软管组合件GB/T 5568 橡胶、塑料软管及软管组合件无屈挠液压脉冲试验GB/T 9065.3 液压软管接头.连接尺寸.焊接式平面密封GB/T 9576 橡胶、塑料软管及软管组合件选择、储存、使用和维护指南GB/T 9577 橡胶、塑料软管及软管组合件标志、包装和运输规则GB/T 10544 钢丝缠绕增强外覆橡胶的液压橡胶软管和软管组合件GB/T 17446 流体传动系统及元件术语HG 4—405 棉线编织胶管JG/T 70 油液中固体颗粒污物的显微镜计数法ISO 3862 钢丝缠绕增强液压(油基或水基)橡胶外覆层的软管及软管组合件规范ISO 4406 液压传动油液固体颗粒污染等级代号法ISO 12151-3 液压软管接头.SAE法兰式密封管接头ISO 12151-2 液压软管接头.公制螺纹24°锥带O型圈密封DIN 60684 绝缘软管EN 853 橡皮软管和软管组件.带金属丝编织层的液压软管.规范EN 856 橡皮软管和软管组件.橡胶包覆螺形线增强液压型.规范EN 857 橡皮软管和软管组件.带金属丝编织层的紧凑型液压软管.规范SAE 100-R13 橡皮软管和软管组件.橡胶包覆多层钢丝缠绕增强液压型SAE 100-R15 橡皮软管和软管组件.橡胶包覆多层钢丝缠绕增强液压型JIS B8363 液压软管接头.日本小松公制内螺纹30°扩口式锥密封管接头NAS 1638 液压传动油液固体颗粒污染等级Q/OKAM 111017 抽样检验规程3 术语和定义GB/T 17446规定的以及下列术语和定义适用于本文件。
3.1最大工作压力软管总成在规定的使用条件下,能够保证系统正常运转的最高工作压力。
3.2最小爆破压力软管总成能承受的最低引起软管总成破坏和液体外溢的压力。
3.3耐压试验压力超过最高额定压力而不引起永久变形、损坏或失灵的试验压力,一般为最大工作压力的2倍。
3.4泄漏试验压力使流体流经软管总成时有不做有用功现象发生的压力,一般为最小爆破压力的70%。
3.5软管总成液压系统中两端装有管接头及其他附件的橡胶软管。
3.6护套装在软管外部用于提高软管抗刮伤或抗冲击能力的保护材料。
3.7软管总成夹角软管总成两个弯接头中心线在软管横截面上的投影的夹角。
3.8软管总成公称长度软管总成在平直的状态下,两接头端面中心在软管中心线上的投影距离为软管总成长度,单位为mm。
3.9长度变化软管总成在最大工作压力下的轴向尺寸变化。
4 分类常用的软管总成其分类方法见表1。
表1 软管总成分类5 软管总成规格编制规则 5.1 编制规则软管总成规格由软管总成型式、软管类型、两端接头外连接形式、两端接头外连接规格、软管内径规格、总成长度、软管总成夹角、护套标识共24位字母数字和2位半角分隔符“-”、“×”组成,详见图3。
5.2 软管总成型式软管总成型式(图1中第1位)代号见表2。
表2 软管总成型式代号5.3软管类型软管类型(图1中第2、3、4位)用三位数字或字母组合表示。
详见附录B。
5.4接头外连接型式接头外连接型式(图1中第5、6位和第7、8位)由2位字母和或数字组合表示,详见表3。
软管接头型式国内主要供应商的对照参见附录C。
软管接头型式对应的工作压力参见附录D。
表3 接头的外连接型式5.5接头外连接规格接头的外连接规格(图1中第9、10位和第11、12位)由由两位阿拉伯数字组成,详见表4。
具体的外连接规格匹配参见附录F。
表4 接头外连接规格示例:法兰的SAE规格“12”表示法兰的规格为十六分之十二英寸。
5.6软管内径规格软管内径规格(图1中第13、14位)优选SAE规格,次选DN规格,各种规格及其尺寸对照详见附录E。
5.7软管总成长度软管总成长度(图1中第16、17、18、19位)即软管总成公称长度。
软管总成长度不应小于两油口空间距离的105%,软管内径规格所要求的最小软管总成长度见表5,软管总成长度系列见附录G,实际选取时应根据实际长度与长度系列就“长”取整为“10”的倍数。
优选系列为第“I”系列。
表5 软管内径规格要求的最小软管总成长度5.8软管总成夹角软管总成夹角(图1中第21、22、23位)即软管总成空间夹角,其系列参见附录G。
优选系列为第“I”系列。
5.9护套护套(图1中第24位)的代号与对应的护套类型见表6,无护套时省略代号。
表6 护套代号与护套类型对应表5.10软管总成规格编制示例软管总成规格为F481CECF151508 -1300×90G的各部分代码含义如下:F481CECF151508 -1300×90G “F”软管总成为扣压式。
F481CECF151508-1300×90G “481”软管类型(进口派克一层钢丝编织481软管)。
F481CE CF151508-1300×90G “CE”接头1外连接型式,24°锥密封,轻型,45°弯头。
F481CE CF151508-1300×90G “CF”接头2外连接型式,24°锥密封,轻型,90°弯头。
F481CECF151508-1300×90G “15”接头1规格,即接头钢管外径15(mm)。
F481CECF151508-1300×90G “15”接头2规格,即接头钢管外径15(mm)。
F481CECF151508-1300×90G “08”软管内径规格,SAE划线规格-8(即8/16英寸)。
F481CECF151508-1300×90G “1300”软管总成长度1300(mm)。
F481CECF151508-1300×90G “90”两端都为弯头时的空间夹角90(DEG)。
F481CECF151508-1300×90G “G”钢丝护套。
6 软管及接头规格编制规则6.1软管规格编制规则软管规格由软管类型(见5.3)和软管内径规格(见5.6)和半角分隔符“-”构成。
见图2。
图2 软管规格编制规则示例1:481-12 派克481软管,软管内径规格为12mm。
示例2:4SP-8 4SP软管(国产埃迪亚,进口玛努利),软管内径规格为8mm。
6.2接头规格编制规则接头规格由接头内连接型式、接头外连接型式、接头系列、接头外连接规格、软管内径规格、附加标识(可选)和半角分隔符组成。
如图3。
图3 接头规格编制规则6.3内连接型式软管接头的内连接型式(图3中第1位)共有三种,见表7。
表7 软管接头的内连接型式6.4外连接型式接头的外连接型式(图3中第2、3位)见5.4。
6.5接头系列接头系列(图3中第4、5位)根据软管的类型确定,软管类型与接头系列的对照表见表8。
表8 软管类型与接头系列对照表6.6接头外连接规格接头的外连接规格(图3中第7、8位)见5.5。
6.7软管内径规格软管内径规格(图3中第10、11位)见5.6。
6.8附加标示附加标示(图3中第12、13位)是为了区分接头的特有属性,如套筒规格,接头高度,采用的标准等,为可选项,只有供应商要求标注时才标注,否则此两位省略。
6.9接头规格示例——接头规格为1CF67-18-10D1,表示扣压式24°锥面密封带旋转螺母轻型直接头,用于4SP-10国产软管的接头,套筒型号为D1。
钢管外径18。
——接头规格为1A352-30-12,表示扣压式平面密封带旋转螺母90°弯接头,用于02W-12国产软管的接头,螺母规格M30。