升温硫化方案
耐硫变换催化剂升温、硫化方案
耐硫变换催化剂升温、硫化方案1. 催化剂的升温1.1升温前的准备工作●催化剂装填完毕,并气密合格。
●氮气系统置换合格,各导淋取样分析O2≤0.1%。
●放入CS2备用。
有专人记录CS2的加入量和剩余量。
CS2的加入量:以每吨催化剂消耗8OKg CS2,计共计准备CS2 1.5吨(变换炉上段)。
1.2催化剂的升温(1).采用纯氮气对催化剂床层进行升温。
控制氮气的升温速率不超过50℃/h。
(2).催化剂床层升温一定要平稳,严格按升温曲线进行,控制好空速和升温速度,(3).当触媒进行自然恒温时,放水必须完全,注意排放N2分离器的导淋和各反应器出口的导淋,特别是变换炉导淋排水必须及时和完全。
(4).当变换炉催化剂床层温度大于180℃时,可配入H对催化剂床层继续2升温。
(5),排水点: E-2007下倒淋,E-2008下倒淋,S-2002冷凝液管线倒淋。
每小时排污一次。
2.催化剂的硫化2.1硫化方法:含量为20-30%,采用氮气加氢气对催化剂进行硫化,严格控制床层入口H2,对催化剂进行硫化。
添加CS22.2催化剂硫化反应方程式CS2+4H2=2H2S+CH4+240.6KJ/molCoO+H2S=CoS+H2O+13.4KJ/molMoO3+2H2S+H2=MoS2+3H2O+48.1KJ/mol2.3催化剂的硫化●当变换炉层温度大于180℃,可配入氢气继续对催化剂床层进行升温度,氢气的配入量以H2浓度为准,使H2浓度达到20%左右。
●当触媒升温至230℃时,开始添加CS2对催化剂进行硫化,观察床层温升变化情况,控制CS2补入量稳定在20-40l/h。
同时适当提高触媒床层温度.●当床层温度达260-300℃时,保持CS2补入量,对催化剂进行硫化,同时要定时分析床层出口H2S和H2(每小时分析一次,维持床层出口H2在10--20%)。
●要保证在较低的床层温度(小于300℃)的条件下,使H2S穿透催化剂床层。
当床层出口有H2S穿透时,可加大CS2补入量继续对触媒进行硫化,CS2补入量可增加到80-150l/h,同时增加氢气的补入量,并加强H 2含量的分析,保证床层出口H2在10--20%。
阜宁变换催化剂装填、硫化方案

———变换催化剂装填及升温硫化方案———1.常规准备工作(1)触媒装填需在系统吹扫、试压后进行。
(2)所有电器(包括微机)、仪表、自调阀、照明、信号、报警、联锁等安装、调试好备用。
(3)系统中阀门、丝杆加油活动一次。
(4)人员定岗培训完成,并充分熟悉各装填、升温、开车方案,做到心中有数。
(5)所有380V、6000V运转设备试车,完好备用,不影响开车进度。
新设备预先先经单体试车或联动试车后备用。
(6)电加热调试合格备用,连入硫化系统,变冷器循环水送好备用。
(7)触媒装填,需安排专人监护、记录。
(8)现场杂物清理干净,地沟盖板盖好,消防器材及防护用品完好备用。
(9)检查变换炉所用填料、触媒,升温用CS2均己到货,并清点其型号、规格、数量是否符合要求。
检查触媒、填料层上、下铺的钢丝网,耐火球是否齐全,品种、数量是否一致。
(10)检查装填触媒用耙子、斗车、卷扬机、吊篮、漏斗等器具是否齐全合乎要求。
瓶氮充装台、充装连接用仪表阀、管,CS2流量计准备好备用。
(11)触媒装填、硫化方案是否已到岗位。
(12)变换炉装填触媒用井架、围架是否准备好,并调试合格备用。
(13)二硫化碳贮罐严禁有油污,所沾油可用热碱水清洗;并经耐压(1.0MPa)试验,确保所有连接阀门无泄漏。
(14)硫化用的胶管要用有纤维内网的煤气塑料管,一定要检查带壁中有否线网。
无线网者为伪劣商品,极易被二硫化碳溶胀而堵塞。
或者使用Φ8的有纤维内网的塑料水管。
(15)为防止硫化过程中硫化用的胶管溶胀而憋漏,用取样钢管将二硫化碳加入口引至二硫化碳贮罐附近。
2.触媒装填注意事项(1)、检查变换炉内件齐全、炉内清理干净、热电偶校验合格备用。
(2)、按要求在每层催化剂底部交错铺两层8目或10目不锈钢钢丝网,折边300,压环形铁板。
不锈钢钢丝网交错部分用钢丝编好,(底部是否铺耐火球可以贵厂习惯而定)。
卸料孔处单独铺一张一米见方的丝网。
(3)、通知土木砌封各段卸料孔内耐用火砖后,检修封低变炉各段卸料孔。
等温变换催化剂硫化方案

在常温常压下二硫化碳为无色透明微带芳香味的脂溶性液体,有杂质时呈黄色,普通试剂有腐败臭鸡蛋味,具有极强的挥发性、易燃性和爆炸性。
燃烧时伴有蓝色火焰并分解成二氧化碳与二氧化硫。
人吸入最低致死量为4000ppm (30 分钟)。
急性中毒时,初期兴奋、头痛,继而意识丧失、昏睡和死亡。
低浓度长期暴露时,下肢浮现多发性神经炎,伴有头痛、失眠、性欲减退和记忆力下降,脱离接触时能康复。
长期暴露会发生视网膜症和肾疾患为特征的血管损伤。
外观与性状:无色或者淡黄色透明液体,纯品有乙醚味,易挥发。
熔点:-111.9℃密度:1.26g/cm相对蒸气密度(空气=1):2.64沸点:46.2℃稳定性:稳定份子式:CS2相对份子质量:76.14饱和蒸气压(28℃时):53.32kPa燃烧热:1030.8kJ/mol临界温度:279℃临界压力:7.90MPa闪点:-30℃爆炸上限(体积分数):60.0引燃温度:90℃爆炸下限(体积分数):1.0健康危害:二硫化碳是伤害神经和血管的毒物。
急性中毒:轻度中毒有头晕、头痛、眼及鼻粘膜刺激症状;中度中毒尚有酒醉表现;重度中毒可呈短期的兴奋状态,继之浮现谵妄、昏迷、意识丧失,伴有强直性及阵挛性抽搐。
可因呼吸中枢麻痹而死亡。
严重中毒后可遗留神衰综合征,中枢和周围神经永久性伤害。
慢性中毒:表现有神经衰弱综合征,植物神经功能紊乱,多发性周围神经病,中毒性脑病。
眼底检查:视网膜微动脉瘤,动脉硬化,视神经萎缩。
危(wei)险特性:极易燃,其蒸气能与空气形成范围广阔的爆炸性混合物。
接触热、火星、火焰或者氧化剂易燃烧爆炸。
受热分解产生有毒的硫化物烟气。
与铝、锌、钾、氟、氯、叠氮化物等反应剧烈,有燃烧爆炸危(wei)险。
高速冲击、流动、激荡后可因产生静电火花放电引起燃烧爆炸。
其蒸气比空气重,能在较低处扩散到相当远的地方,遇火源会着火回燃。
燃爆危(wei)险:该品极度易燃,具刺激性。
皮肤接触:即将脱去污染的衣着,用大量流动清水冲洗至少 15 分钟,就医。
触媒升温硫化新(二)

触媒升温硫化方案编制初审审核审定批准造气车间2020年9月8日目录一:触媒升温硫化的目的 (2)二:触媒硫化应具有的条件 (2)三:升温硫化确认表 (3)四:升温流程 (4)五:触媒硫化 (5)六:硫磺的加入量 (6)七: 硫化进程中紧急情形处置 (6)八: 硫化操作注意事项 (7)九:硫化平安注意事项 (7)附表 (8)一:触媒升温硫化的目的我公司采纳西北化工研究院研制生产的高温耐硫催化剂、爱惜剂,其型号别离为:RSB-M、RSB-G1。
变换触媒升温和硫化的目的是:宽温耐硫变换触媒属钴-钼系。
硫化前,其要紧活性成份钴和钼均以氧化物形式存在,活性很低,当转化为金属硫化物时才具有高的活性。
在变换触媒用LN升温至200℃以上时,依照厂家要求,用含硫3000-5000ppm的合成气进行硫化。
当变换炉进出口硫含量分析相等时才能知足正常变换生产。
二:触媒硫化应具有的条件1)变换炉R1501触媒装填完毕。
2)变换系统吹除、气密性实验完成。
3)废热锅炉E150一、E1504、E150五、E1508化洗完成,具有投用条件。
4)循环冷却水CW、脱盐水DW、1.8MPa蒸汽S、低压氮气LN及仪表空气IA等18公用工程均送至界区。
5)仪表调剂阀、遥控阀、开关阀均灵活好用,温度、压力、液位指示报警及联锁等调试合格,一次表根部阀打开。
6)电气调试合格,接地等平安方法良好。
7)动工加热炉F1501(E1511)已经符合利用条件。
8)除氧及锅炉给水系统已经具有供水条件。
9)现场清理干净,地沟盖板、平台和设备护拦等平安设施完好。
灭火器、消防设施负荷设计要求。
10)硫化所需分析频次及分析项目表已预备好。
11)升温曲线表、记录本、画图铅笔备好待用。
12)煤浆制备A、变换触媒硫化需原料煤、99.0%以上纯度硫磺预备好。
B、按规程启动磨煤机,按煤称量给料机t/h负荷制浆,每小时向磨煤机进料口添加硫磺330Kg,当煤浆槽液位达到60%液位时暂停磨煤机。
饱和塔流程三段式全低变工艺催化剂升温硫化方案

湖北双雄催化剂有限公司变换催化剂升温硫化方案1 变换催化剂硫化方案1.1 升温硫化应具备的条件:1) 系统改造完,施工方交底。
2) 变换催化剂装填完,装料口按要求封闭。
3) 罗茨机、高压机、电加热器完好备用,仪表及控制系统试用合格。
4) 管道设备保温。
5) 水、电、蒸汽等保证供应。
6) 操作人员熟悉工艺与升温硫化方案。
7) 开风机保压头,用压缩机循环送气,用压缩机调节气量。
在设备内有冷却水流动的状态下利用二水加、冷却器对高温煤气降温。
硫化升温煤气不通过脱盐水加、一水加、热水塔,关闭有关阀门,打开硫化专用线阀门,打开回压缩机一段入口循环线阀门。
硫化工艺见全低变工艺流程图:1.2 升温硫化的准备8) 按要求抽盲板,硫化系统畅通无阻。
9) 变换系统(包括硫化管线)惰气置换合格。
10) 电加热器、箩茨风机、压缩机完好备用,仪表、微机、联锁、信号齐全,试用合格。
11) 二硫化碳装入容器亩好。
每立方米新催化剂需二硫化碳:煤气全放空硫化或电炉功率偏小需150Kg,煤气循环并略放空硫化需120Kg,硫化煤气冷却方式为直接用水淋降温硫化需130Kg,每立方米旧催化剂硫化需30Kg。
氮气接入二硫化碳槽(用前要0.4MPa试露),压力升至~0.2MPa备用。
二硫化碳购买电话:139********12) 硫化时输送二硫化碳的胶管要用有纤维内网的煤气塑料管、新氧气带、新乙炔气带。
严防伪劣商品。
13) 增压机开车送气,总管置换合格,按硫化气量准备好开车风机/压缩机。
14) 分析仪器完好。
15) 水、电、汽保证供应。
1.3 升温期:(常温~210℃,电加热器出口温度≤260℃)16) 启动箩茨风机将合格不脱硫半水煤气引入变换硫化系统,压力保持0.03—0.05MPa。
17) 启动压缩机开始循环,循环气量控制8000~10000NM3/h。
压力保持0.04—0.08MPa。
18) 硫化系统循环5分钟,开启电加热器对每组分别预热后,推电升温。
变换催化剂硫化升温步骤及注意事项
变换催化剂硫化升温步骤及注意事项升温步骤及注意事项用氮气(也可用半水煤气,但控制速率,注意安全)对整个CO变换系统进行置换,置换至O2含量≤0.5%(体积分数)。
然后按制定的升温流程对催化剂进行升温,升温速率控制在15-25℃/h,当催化济床层温度升至80℃时,向升温载气中配入H2;在催化剂床层温度达120℃时,恒温约4h,以利催化剂吸附水的排放及吸附氧的释放、燃烧。
升温过程注意以下几点:一、根据实际情况制定升温流程,管线盲板倒换正确;二、用载气的温度将升温速率控制在安全范围内;三、配氢时,注意分析升温载气中的O2含量,严格控制载气中的O2含量≤0.5%(体积分数),超标时用放空进行调整;四、保持升温系统压力≤0.2Mpa。
变换催化剂硫化注意事项一、在升温、降温期间,采用大空速,要求电炉功率要大(用CS2硫化时,1m3催化剂的电炉功率为30kW,用固体硫化剂时,1m3催化剂的电炉功率要≥50kW,宜分为多组控制),以满足大负荷需要。
二、硫化期间,保持硫化载气中的H2含量≥25%,可采用部分放空和添加新鲜煤气的措施保证循环气中的H2浓度达标。
三、用CS2的加入量及硫化载气温度和流量控制催化剂床层的升温速率及热点温度,必要时可切气通蒸汽降温后再导气硫化,严禁床层温度暴涨、急降,进行强制硫化时,床层温度应控制在450-480℃,最高不得超过500℃。
四、在H2S穿透前,CS2量不可加入过多,否则会把催化剂中COO 直接还原为金属CO,CO有甲烷催化作用,不仅加剧超温,而且使硫化无法继续进行,同时损害催化剂的活性。
五、硫化系统压力应保持在0.2-0.3 Mpa。
六、因湿气硫化会使CO-MO系催化剂丧失部分活性,尤其是丧失低温活性,因此,系统保压、补氢时须用干气,并及时排放冷凝水,严禁冷凝水进入催化剂床层。
七、煤气中O2含量每升高0.1%,系统绝热温升约15℃。
O2会将催化剂中的活性组分氧化成硫酸盐,降低催化剂的活性,因此,在硫化全过程中,须严格控制煤气中O2含量<0.5%,当煤气中O2含量高时,必须迅速切气源,待O2浓度降至合格后再通气硫化。
变换触媒升温硫化方案120810全解
朕西檢青能盟但工百眼乞司SHAANXI CHAN GOING ENERGY & CHEMICAL CO ,LTD变换工段触媒升温硫化方案2012-08-10 生产运行部编制:马小东、蒋保林审核:肖瑞兵审定:袁社路批准:张栓存目录1 目的 (1)2 编写依据 (1)3 催化剂硫化要求 (1)4 催化剂升温硫化概述 (1)4.1 硫化的目的和原理 (1)4.2 升温硫化方法 (2)4.3 升温硫化流程 (2)5 硫化前提条件和准备工作 (2)5.1 前提条件 (2)5.2 阀门、盲板状态确认 (3)5.3 汽提单元投用 (5)5.4 废锅建立液位 (6)5.4 脱盐水加热器、水冷器投用 (6)6 催化剂升温硫化 (6)6.1 催化剂升温 (6)6.2 催化剂硫化 (8)6.3 硫化操作注意事项 (9)7硫化过程突发事件的处理措施 (10)7.1 工艺水煤气突然中断 (10)7.2 系统过氧 (10)7.3 锅炉水故障 (11)7.4 循环水、脱盐水故障 (11)7.5 硫化变换炉超温 (11)8 HSE分析及措施 (11)8.1 人的不安全因素 (11)12 8.2 设备不安全因素............................8.3 介质不安全因素............................1目的为规范变换催化剂升温硫化操作,保证催化剂硫化过程中设备及人身安全,为变换工序全面导气开车做前提准备。
2 编写依据2.1 东华设计院变换工艺PID2.2 催化剂厂家硫化说明书2.3 《长青能化净化装置操作规程》3 催化剂硫化要求3.1 试车前由开车领导小组牵头下达工作指令,负责方案审批。
3.2 装置管理人员负责试车条件确认,负责试车人员培训与方案交底,组织本装置运行人员实施方案,负责开车资料收集、记录回收、问题汇总。
3.3装置技术主管对试车期间安全、消防、健康、环保负责,协调相关安全、消防等部门审批手续;保证试车期间安全物资、消防器材的供给,对安全、消防、健康、环保监督。
新变换升温硫化方案

XXXX化工有限公司新变换升温硫化方案编制人:事业部审核:安环部审核:动力部审核:生产部审核:审批人:二0一一年八月十五日一、组织机构项目负责人:余波浪、杨晓林工艺负责人:李雪设备负责人:白云峰安全负责人:王建会二、硫化前准备1.CS2准备充足,氧气减压阀一只,氧气胶管10米。
2。
准备足够的N2气。
3。
CS2转子流量计一只(10L-100L/h).4。
电仪校验合格。
5。
消防器材准备充足。
6。
新变换系统氮气置换合格。
三、升温硫化应具备的条件1。
催化剂填装完毕,装料口按要求封闭2.仪表及控制系统试用合格3。
管道设备保温4。
操作人员熟悉工艺及升温硫化方案四、硫化方案1。
置换在除油炉进口打开氮气阀,然后用氮气将除氧炉、一、二变换炉内触媒粉尘吹尽,依次顺流程对新变换系统进行置换,在系统出口取样O2含量小于等于0。
5%为合格。
2.升温置换合格后,打开除油炉进口和系统出口放空阀,通知压缩岗位启压缩机送气,确认有一定的循环量后(放空管有气冒出后),启电炉开始升温,升温速率控制在20-40℃/h,空速为1500—2000h—1,经6—8小时,一变炉一段触媒床层温度至120—150℃,恒温2小时,缩小床层温差,然后按升温速率,将床层上部温度升至200℃以上,下部温度大于170℃。
关小一变炉进口阀,打开一变炉二段硫化阀门,将一变炉二段床层温度升至200℃以上,下部温度大于170℃,按照同样的方法对二变炉一段、二段进行升温,当一变炉、二变炉各段床层温度上至200℃以上,下部温度大于170℃时,即可转入硫化初期,加CS2.3.硫化初期当触媒层温度达到180-200℃时,分析变换炉进口煤气中H2≥20%,从电炉出口处加入CS2。
用氮气向CS2储槽加压控制CS2压力为0。
05—0。
1Mpa,加入量控制在5—10L/h,并严密监视触媒床层温度变化,防止加入量过大造成触媒超温,约经12—14小时,将一变换炉一段床层温度提至210—300℃,打开进一变换炉二段的硫化阀门,关小一变炉进口阀门,约经10—12小时,将一变换炉二段床层温度提至210—300℃,按照同样的方法依次对二变换炉一段和二段的硫化阀门进行硫化,当一变炉、二变炉各段床层温度都提至210-300℃时转入硫化中期阶段,开始分析出口H2S含量,分析频率1次/小时。
2#变换升温硫化措施

媒粉 。
1 . 2 硫 化机 理
H B一 4催化剂主要 活性组 分 氧化钴 、 三 氧化 钢 , 在 使用 前
需将其转化为硫化物 才具有 活性 , 这一 过程 称为 硫化 , 其 主要
反应为 :
H2+Mo O 3+2 H2 S—
C o O +H2 S—
力升至 0 . I一 0 . 2 M P a 备用 。
行串联升温 , 升温气按流程至冷却塔后 由硫化循环 管再 回循 环 罗茨风机入 口, 循环 升温硫 化 , 气体循 环放 空根 据具体 情况 而
定。
2 . 2 硫 化方 案
硫化方案分 四个 阶段 , 升温期 , 硫化期 , 强化期 , 降温 、 置 换 期, 见表 1 。
关键词 : 云峰分公 司; 变换装置 ; 升温硫化 ; 措施
中图分类号 : m Q 1 1 3 . 2 5 文献标识码 : C 文章 编号 : 1 0 0 8一 O 2 1 x( 2 O 1 6 ) 2 2一 O l 1 5—0 1
云 峰分公 司 1 0万 t / a合成氨装 置( 以下简称 : 合成氨装置 ) 1 9 7 2年投产 。造气来 半水 煤气经煤气 鼓风机送 来压力 为 1 2— 2 0 k P a 的半水煤气经脱硫塔底部 自下而上与贫液泵送来 栲胶溶 液逆流接触 吸收 H : S , 脱除 H: s 后 的半水煤气 , 由塔顶经总管到 二次加压煤气风机将 总管压 力提 到 1 5~2 0 k P a , 送 压缩一段 入 口。压缩二段来半水煤气至变换 , 半水 煤气在变 换炉 中进 行变
( 7 ) 变换系统试压 、 置 换合格 ( 氧含 量小 于 0 . 5 %) 吹除 触
探究QDB-4耐硫变换催化剂的升温硫化方案

2019年08月合,将电子级多晶硅生产过程中产生的氯化氢副产物传输到光伏级多晶硅生产的冷氢化装置,将电子级多晶硅生产中的原料杂质去除,并利用冷氢化装置中氯化氢和硅产生的放热反应,为光伏级多晶硅生产提供热量,降低光伏级生产的能耗。
在此基础上,耦合生产技术的应用可以将光伏级多晶硅生产的三氯氢硅传输到电子级多晶硅生产系统中,为其生产提供原料,实现两个生产系统的闭合循环,具有节约生产成本的优势。
在整个耦合系统的生产过程中,生产人员只需要添加硅粉和氢气即可,可以营造绿色友好的生产环境,减少生产产生的环境污染。
2.4清洁生产技术在耦合生产技术降低生产环境污染的同时,电子级多晶硅制造企业需要在后处理工序和设备生产环境中,进行清洁生产技术的应用,进一步降低电子级多晶硅生产产生的环境污染,实现清洁生产,响应国家节能减排的号召。
在后处理工序中,传统生产工艺很容易引入杂质,影响电子级多晶硅的质量。
制造企业需要进行后处理工序的自动化设计,通过拆棒系统、AGV 小车和自动库存管理系统的应用,实现后处理工序的自动化。
其中,拆棒系统可以将还原炉中安装的硅棒进行拆除;AGV 小车负责硅棒的运输;自动库存管理系统负责硅棒的暂存。
同时,制造企业可以通过自动化设备实现硅棒酸洗和脉冲破碎流程的自动化。
在自动化后处理工序中,所有与硅棒材料接触的工具均为洁净材料,真正实现了清洁生产。
在设备生产环境中,电子级多晶硅的清洁生产还需要涵盖设备、管道等生产环境。
传统的电子级多晶硅生产涉及到换热器、传输管道和储罐等多个化工装置,很容易在长期使用中产生杂质,影响电子级多晶硅生产的质量。
针对这一问题,制造企业需要注重清洁生产环境的创设,对化工装置中能够接触到生产原料的界面进行洁净化处理,并做好还原大厅的清洁工作,避免杂质对生产原料产生影响[3]。
3结语综上所述,传统电子级多晶硅生产存在较多不足,需要制造企业进行生产技术的创新。
通过本文的分析可知,制造企业需要进行提纯技术和还原技术的创新,并合理应用耦合生产技术及清洁生产技术,在提升电子级多晶硅生产质量和效率的同时,减少生产中的环境污染,实现电子级多晶硅的绿色可持续发展。
变换升温硫化方案
变换硫化方案操作规程⑸硫化线:来自低压机的半水煤气→丝网过滤器→除油剂炉→前热交壳程→后热交管程→变换炉一段进口管1#电加热器→ 2#电加热器→变换炉二段进口管变换炉三段进口管后热交壳程→前热交管程→水加热器→冷却器→气液分离器→⑷变换炉无内保温变换炉分三段:一段上层装20m3抗毒剂、下层30 m3催化剂;二段装30 m3催化剂;三段装55m3催化B、每层底部有篦子板支撑,上面铺两层不锈钢网(3×3),两层耐火球;在触媒上面铺一层不锈钢网,其中一段压200㎜Φ30耐火球,二、三段压300㎜Φ30耐火球;底部铺耐火球目的:a、压好不锈钢网边;b、较好地防止反吹动,避免偏流。
上面铺耐火球地目的:a、气体分布均匀;b、蒸发可能带至变换炉内地水份。
2、和外部直接关联单位的主要控制指标:相关指标:变换入口H2S≥0.10g/Nm3 ;变换入口O2≤0.4%0.4%≤O2<0.8%减量:0.8%≤O2<1.0%减机:O2 ≥1.0%系统停车脱盐水指标:电导率≤5μs/cm,CL-≤5mg/L,碱度≤0.3mmol4、触媒的硫化硫化反应是将氧化态催化剂转化为硫化态产生活性CS2 +4H2 = 2H2S+CH4生成的H2S与CoO和MoO3反应生成CoS和MoS2:CoO+H2S=CoS+H2O MoO3+2H2S+H2 = MoS2+3H2OA、检查电加热器出口测温点是否灵敏,接CS2是否畅通;B、系统加蒸汽阀前加盲板;C、水加热器,冷却器水路畅通;D、CS2槽内贮满CS2,液位计清晰,槽内加压设施、CS2流量计及输送设备安装齐全;E、备好分析器具和分析药品。
⑴硫化方法:采用循环升温硫化法A、循环硫化路线:压缩二出来合格半水煤气→变换系统→回低压机一入B、关闭变换炉进口阀,打开电加热器进口阀,打开一段硫化阀,三段串联硫化,一段硫化结束后打开二段硫化阀关闭一段。
二段硫化结束后打开三段硫化阀关闭二段。
⑵升温硫化过程:A、系统内导入气体后,要保证有一定的循环时间,当分析电加热器入口O2≤0.5%时,启电炉升温;B、以电加热器出口温度为调节点,控制一段进口温度,根据一段温升情况,逐渐加大电炉功率(控制电炉出口温度最高不超过480℃)进入一段升温阶段;C、当催化剂温度升至60-90℃时,因催化剂在此阶段有一个脱水期,需要对各个气相导淋每半小时排放一次;D、当一段上层温度升至210℃时,向一段加CS2,进入一段硫化初期,二段升温阶段;E、当一段触媒上层温度达到300℃,入口H2S达到15——20 g∕Nm3, 二段触媒上层温度达210℃,进口H2S≥3 g∕Nm3时,进入一段硫化主期,二段硫化初期,三段升温阶段;F、当一段各点温度升至350——370℃时,恒温8h以上,并在出口三次取样分析H2S含量达10 g∕Nm3以上时为硫化结束。
低温变换催化剂升温硫化总结

低温变换催化剂升温硫化总结1、概述随着我国合成氨工艺的不断改进,低温变换催化剂的应用越来越广泛。
本公司变换装置采用的就是钴钼系低变耐硫变换催化剂。
由于耐硫变换催化剂的活性组分钴和钼是以氧化态的形式分散在多孔载体上,而催化剂活性相为硫化态,因此在使用前须进行硫化处理。
催化剂的硫化是耐硫变换催化剂应用的关键步骤,直接影响着催化剂的变换活性和稳定性,也将直接影响变换工段的生产负荷、合成气质量和蒸汽消耗等。
本文以变换四段催化剂升温硫化为例,对低变催化剂升温硫化过程进行总结。
2、工艺流程叙述在低变工艺中,因催化剂装填量较大,为减少放空量,本装置采用气体循环硫化法。
工艺气从变换炉四段出来后,经气气换热器与硫化风机出口的工艺气换热,将气体热量回收,进人变冷器降温至常温,进入3#分离器分离液态水,之后工艺气进入硫化风机,维持硫化风机入口处正压,由硫化风机将工艺气送至气气换热器,然后进入电炉加热,最后进入变换炉四段。
由于在硫化过程中要消耗氢,在硫化风机入口处连续加入少量新鲜煤气。
为防止惰性气体在循环气中积累,在3#分离器处设一放空管,连续放空少量循环气,使循环气中H2体积分数维持在25%以上。
CS2从电炉出口加入。
3、升温硫化原理及过程一、硫化原理催化剂中的活性成分是以氧化态形式存在,生产时,须将其转化为硫化态才能显示出催化剂的高活性。
为加速硫化过程,通常采用外加硫化剂(CS2)方法进行,其反应方程式为:CS2 + 4H2 ←→2H2S + CH4 —246KJ/mo (氢解反应)MoO3 +2H2S +H2←→MoS2 +3H2O —48.1 KJ/molCoO + H2S ←→ COS +H2O —13.4 KJ/mol这些反应都是放热反应,特别是CS2的的氢解是很剧烈的放热反应。
二、升温硫化的过程1、升温阶段:四段硫化阀进出口保持全开,加大循环气量和严格控制电炉出口温度,在较低的温度下脱除催化剂的物理水,当触媒下层温度还在120℃以下,必须控制电炉出口温度不得超过150℃;触媒下层温度到120℃后,恒温4小时,以防脱水过猛和未脱除干净而升温使催化剂结块,物理水全部脱除干净后再升温,将温度升到220℃,再恒温2小时。
低变催化剂升温硫化方案分析

新疆梅花氨基酸有限责任公司合成氨装置低变触媒升温硫化方案编制:审核:批准:日期:2012年9月4日低变催化剂升温硫化方案一、组织机构1、领导小组: 组 长:师勇副组长: 翟风军、厂家技术服务人员 成 员: 李瑞福、调度、焦国秋、主操作 2、职责:(1)师勇负责升温开车工作的全面管理。
(2)厂家技术服务人员:负责确定升温、硫化过程中的技术指标的确定。
(3)翟风军根据厂家提出的技术要求,下达操作指令,对各项指标的执行进行监督控制。
(4)李瑞福负责升温硫化期间安全工作的监督管理 (5)调度负责升温硫化过程中上下工序及外接条件的协调。
(6)负责人员安排及操作指导 (7)执行升温硫化过程具体操作二、硫化原理:耐硫低变催化剂的主要组分为CoO 和MoO 3,催化剂在氧化态没有活性,生产应用时必须使其转化为硫化物才具有催化活性。
此次硫化剂采用CS 2。
1、C 2S 的氢解:CS 2+4H 2=CH 4+2H 2S+Q2、硫化: 1) C O O+H 2S=C O S+H 2O+Q2) MoO 3+2H 2S+H 2=MoS 2+3H 2O+Q三、触媒型号及装填数量:LYB-99 共计装填84m3。
四、一次通过流程低温变换炉上层中层 下层五、准备工作1、仪表气供应正常,所有电器、仪表(包括DCS 系统)均调试合格。
2、污水循环系统和脱硫再生循环系统正常运行。
3、低变电加热器各组电热元件测试绝缘良好备用,并指派专人负责升温还原期间的停送电工作。
4、升温硫化所需分析仪器、药品及分析人员安排到位,并准备好分析,并做好原始记录,升温硫化曲线绘制完成。
脱第二增湿器出口DN 255、岗位配备安全消防器材,包括灭火器、消防蒸汽胶管、防毒面具、长管面具等,(需备用约2m3防火沙土)。
低压蒸汽引至界区。
6、脱硫系统煤气置换完毕,低变升温系统设备、管路煤气置换合格。
7、气化工段具备连续制取合格煤气的条件,且气柜贮量在10~15米之间(前期可用空气升温,将2#、3#罗茨风机入口软连接解除)。
升温硫化方案

升温硫化方案、编写依据:1. 西北化工研究院提供的JT-8 硫化方案2. 西北化工研究院提供的《JT-8 使用说明书》二、升温硫化应具备的条件1、所有装置及配套工程,按设计(包括设计变更)全部施工完毕,工程质量符合要求,所有工程已经验收合格。
2、全部工艺管道和设备都已经过强度试验合格,设备、管道均已经过气密试验,且确认合格。
催化剂装填完毕后,已用空气(或氮气)将催化剂粉末从一级加氢预转化器、一级加氢转化器、二级加氢转化器中吹除干净。
3、焦炉气压缩机两台具备正常使用条件,并能连续运转提供压缩氮气及焦炉气。
4、公用工程电、仪表空气、焦炉气、氮气等能保证正常供应。
5、化验室分析工作准备就绪,能准确分析一级加氢预转化器、一级加氢转化器、二级加氢转化器进、出口的有机硫含量和H2S 含量。
6 CS已经运至现场,具备使用条件。
7、车间按JT-8 型有机硫加氢转化催化剂升温硫化操作要求,绘制升温硫化操作曲线图。
8、准备好记录表格及相关用具。
9、编写的硫化方案经厂家确认,并得到公司相关部门的批准。
三、外购CS2 应具备条件1. 外购CS保证按时供应且厂家保证CS运输及使用过程的安全问题。
2. CS 2用量CS注入量计算式:催化剂量X 5宓76 (CS分子量)/64 (硫分子量)=硫化剂(吨)硫化剂X 1.1 (10%的余量)=实际用硫化剂(吨)四、组织机构1 、厂领导及车间有关人员和催化剂厂家共同组成升温硫化小组网络图如下:升温硫化过程安全、质量监督1)升温硫化工作领导组组长:周建华副组长:周庆龙升温硫化总技术指导:催化剂厂家升温硫化设备总负责:李学武设备仪表总负责:李天祥升温硫化安全、质量监督:催化剂厂家专家、监理小组成员:田宁张加福马松旺郝兴建2)安全保障组组长郭亮峰组员吴旭鹏职责:突发安全事件的紧急处理及安全维护2、为保证升温硫化工作顺利进行,由领导组指定专人负责本岗位升温硫化工作, 并认真填写升温硫化记录。
变换触媒升温硫化方案

变换触媒升温硫化方案(一)、变换触媒硫化原理1、变换触媒型号为QCS-04,主要活性组分是氧化钴、三氧化钼,在使用前需将其转化为硫化物才具有活性,这一过程称为硫化。
QCS-04催化剂物化性能催化剂的硫化是在一定温度下,利用煤气中的氢气和向煤气中补充的硫化氢与催化剂作用生成硫化物。
其主要反应式为:MoO3+2H2S+H2=MoS2+3H2O+Q(48.11Kj/mol)CoO+H2S=CoS+H2O+Q(13.4Kj/mol)硫化过程中为使半水煤气中有足够的硫化氢含量,通常采用连续向系统内添加二硫化碳的方法,同时还可以获取大量的反应热,这一过程称为二硫化碳的氢解:CS2+4H2=2H2S+CH4+Q(240.6Kj/mol)全低变的升温硫化一般采用循环硫化法,本岗位采用一次放空的方法,煤气的升温由升温电加热器来控制,也可通过调整粗脱硫气气量加以调节,控制好升温硫化温度,做到既要控制升温速度,又要保证床层能达到硫化最终温度。
升温硫化时,当床层上部温度升至200℃时,方可向系统添加二硫化碳,由于二硫化碳在200℃时发生氢解反应生成硫化氢放出大量的反应热,为防止温度爆涨烧毁催化剂,要控制好二硫化碳的加入量,初期加入量要小,以后逐步增加。
同时要做到二硫化碳加量时不提温,提温时二硫化碳不加量。
触媒硫化时要定期分析床层出口气体中的硫化氢含量,当硫化氢含量达1g/Nm3时,可以提高温度进行强化。
当床层进出口气体中H2S含量基本相同或出口气体硫化氢含量达10 g/Nm3时,可视为硫化结束。
2、低变触媒的反硫化及失活低变触媒的活性组分金属硫化物在一定条件下转化为金属氧化物并放出硫化氢,从而使低变催化剂失去活性,这一现象称为耐硫低变触媒的反硫化反应。
其中主要是MoS2的氧化和放硫现象。
其反应式为:MoS2+H2O=MoO2+2H2S发生反硫化反应的主要原因是不正常的工艺操作条件引起的,如低变进口温度高、气体中硫化氢含量低、汽气比高等。
催化剂升温硫化方案

催化剂升温硫化方案一、催化剂的升温1、条件确认(1)现场各检修项目完毕,气密性试验合格,(2)按操作规程进行升温流程确认。
(3)确认开工加热炉柴油,液化压力正常。
2、升温(1)按操作规程进行配氮升温,注意严格控制升温速率≤50℃/h。
(2)当床层(一段)各点温度均达到200℃-220℃时恒温,进行下一步硫化程序。
首次开车升温时,为防止水蒸汽在催化剂上冷凝,应使用惰性气体N2把催化剂加热到工艺气露点以上温度。
采用≤50℃/h升温速度加热催化剂,根据最大可获得流量来设定压力,从而确保气体在催化剂上能很好的分布。
(3)当催化剂床层温度达到200℃-220℃时,进行下一步的硫化程度。
硫化气的切换基本上在常压或较高压力下进行,这取决于气流的方便,(注意:切换工艺气硫化前,一定要开导淋,彻底排放冷凝水)。
二、催化剂的硫化(一)采用工艺气硫化(1)确认工艺气中的硫化氢含量,最好工艺气中的硫化氢含量≥0.2%(VOL)。
(2)当催化剂床层温度达到200℃-220℃时,把湿工艺气加到氮气中(比例:湿工艺气:氮气=1:3)同氮气一起进入开工炉进行加热,控制反应器入口温度在200℃-220℃。
根据催化剂床层温度逐渐增加工艺气量,并且相应减少氮气量,直到氮气完全撤出。
(3)当硫化催化剂床层温度稳定时,再将工艺气流量增加,并控制入口温度200℃-220℃继续硫化。
(4)当有硫穿透催化剂床层时,逐步提高硫化压力和入口温度继续进行硫化,当压力为1.5MPa、入口温度230℃-250℃-时,此时变换炉出口有硫穿透,并且硫含量不再变化,可以认为硫化结束。
(5)硫化结束后,调整入口温度至正常使用要求的温度,同时增大工艺气量,提高系统压力至正常使用要求的压力。
采用补硫硫化1.加硫的位置:一般为第一变换炉前换热器的前面加硫。
2.CS2罐及加硫氮气管线,阀门配好待用。
3.取样点:变换炉入口和出口取样。
4.硫化期间4114-PVC-3保持全开。
耐硫变换催化剂升温及硫化程序

一,条件确认1.煤气化装置稳定运行,含氢工艺气来源稳定;2.高压蒸汽、循环水等公用工程条件具备;3.CS2加注系统备用;二,升温程序1.通低压氮气置换,为获得较大的低压氮气流量,设定较低的含量低于0.5%置换合格;放空压力,分析化验O22.打开开工加热器14-E1408,升温速率一般控制在15~25℃,严格控制升温速率≤50℃/h;3.当催化剂床层温度升至80℃时,往氮气中配入少量工艺气(有效成为为氢气),目的是燃烧催化剂吸附的氧气;4.在100-120℃恒温4小时,脱除催化剂吸附的物理水,燃烧掉催化剂吸附的氧气;5.继续升温,严格控制升温速率≤50℃/h;6.在200-220℃恒温2小时,准备下一步进入硫化程序;7.如果温度不能达到要求,适当提高设定压力降低空速;三,硫化程序1.少量导入工艺气,氢气含量在10%(一般10~30%)左右;2.将床层温度稳定在200-220℃范围内,开CS2计量泵,控制初期加入量20~40L/h,控制变换炉出口氢气含量5~10%;3.为增加硫化载气中的氢气浓度,逐步增大工艺气量,减少氮气量,直至氮气全部退出,氢气浓度不可大于30%;4.采用CS2加注量和硫化载气温度逐步提升床层温度,必须严格控制升温速率≤50℃/h,且控制床层温度不超过460℃,CS2加注量最大不得超过170L/h,如果升温过快,减少或停止CS2加入量,同时适当减少工艺气量或增加氮气量;5.当出口气体中硫含量达到入口气体硫含量的50%以上时,硫化已接近结束,进入高温高压强化硫化阶段,缓慢提升设定压力至0.5MPaG,降低空速控制温度400~500℃,加大CS2的注入量,当最大不得超过170L/h,当H2S浓度在10g/m3以上时,保持加入量不变,恒温3~4h;6.结束条件:H2S在10g/m3以上稳定3小时,停止加注CS2,切出开工加热器14-E1408,同时增加工艺气量,床层温度基本稳定时,调整入口温度至正常使用要求的温度,同时增大工艺气气量,提高系统压力至正常使用要求的压力。
变换触媒升温硫化方案

变换触媒升温硫化方案1 触媒升温硫化前的准备工作(1)变换炉R2001触媒装填完毕。
(2)变换系统吹除、气密性试验完成。
(3)V2009已经装入CS2待用。
(4)DW、S3、S4、LN及仪表空气等公用工程均送至界区。
(5)各仪表调试合格,一次表根部阀打开。
(6)各自调阀、控制阀、手动阀均灵活好用,安全阀及安全装置调试合格。
(7)开工加热炉F2001已经符合使用条件。
(8)除氧给水系统已经具备条件。
(9)硫化所用分析仪器完好,药品备齐。
(10)升温曲线、图表、记录本、画图铅笔、直尺备好待用。
(11)硫化所用H2已经就为待用。
2 置换2.1置换前的确认⑴按《变换原始开车盲板确认表》对变换系统盲板确认变换原始开车盲板确认表⑶按《变换原始开车阀门确认表》对变换手动阀确认。
变换手动阀确认表(4)调节阀确认变换及冷凝液系统调节阀关闭。
2.2变换气系统置换⑴ 统置换路线⑶ 置换步骤① 联系调度变换系统置换。
② 确认MV2001关闭,现场打开开工氮气双手动阀,通氮气置换。
③打开PV2006置换气放空去火炬,用PV2006控制升压,压力PICA2006稳定在0.3MPa 时投自动。
④ 微开AV2003和TV2006。
① 按单体操作规程启动氮气循环风机C2001,启动后打开C2001前阀。
② 在洗氨T2001出口取样分析 O 2≦0.1%为置换合格,系统保压。
2.3变换冷凝液及气提系统置换 ⑴ 置换路线 ① 通知硫回收变换气提不凝汽需要放空。
② 打开PV2007和PV2009。
③ 确认冷凝液泵ⅠP2001和冷凝液泵ⅡP2002进口阀关闭。
① 打开LV2003和LV2009及前后手阀,给冷凝液气提系统送LN置换。
② 在气提塔T2002出口取样分析,O 2≦0.5%时,置换合格。
③关闭LV2003和LV2009及前后手阀,停止置换。
关闭PV2007和PV2009。
3 水煤气废锅E2001和低压蒸汽废锅E2004投运①确认E2001/E2004放空阀打开,并网阀关闭。
精脱硫升温硫化方案
一、开车时间2010年月日时——月日时。
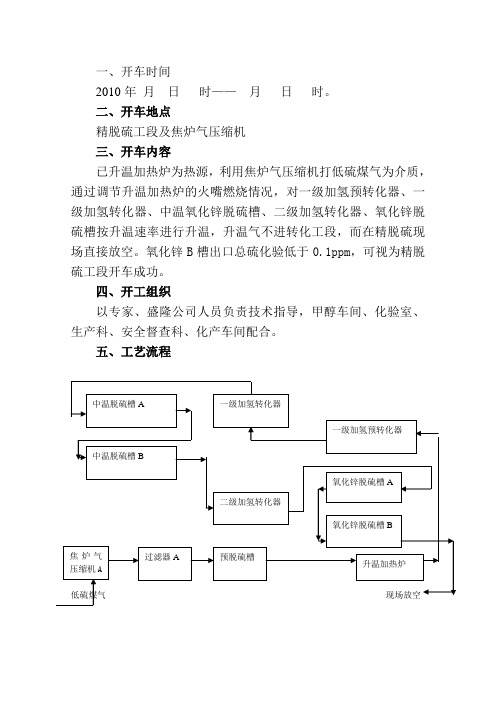
二、开车地点精脱硫工段及焦炉气压缩机三、开车内容已升温加热炉为热源,利用焦炉气压缩机打低硫煤气为介质,通过调节升温加热炉的火嘴燃烧情况,对一级加氢预转化器、一级加氢转化器、中温氧化锌脱硫槽、二级加氢转化器、氧化锌脱硫槽按升温速率进行升温,升温气不进转化工段,而在精脱硫现场直接放空。
氧化锌B槽出口总硫化验低于0.1ppm,可视为精脱硫工段开车成功。
四、开工组织以专家、盛隆公司人员负责技术指导,甲醇车间、化验室、生产科、安全督查科、化产车间配合。
五、工艺流程六、开工应具备的条件:1.系统所有设备、管线、阀门检查完毕,并验收合格;2.所有仪表、调节阀检查完毕,DCS信号显示正常;3.化产来的低硫煤气含硫化氢小于20mg/ m3,含氨小于30mg/ m3,含氧小于0.8%。
4.气柜煤气储量在14000 m3左右,且化产来煤气流量大于10000 m3/h;5.灭火蒸汽、消防器材、长管式呼吸器等防护用品全部到位;6.A号及B号焦炉气压缩机具备开车条件;7、转化工段具备升温还原的条件。
七.开工步骤1、化验气柜出入口含硫、氨、氧等指标均合格后,放空气柜出入口水封槽内的水,全开气柜出口阀,并调节气柜的进口阀,使气柜的容量始终保持在14000 m3左右。
责任人:韩晓辉2、打开A台焦炉气压缩机进口煤气阀门,按规程开启焦炉气压缩机油站及盘车装置,走四出放空,进行盘车置换机体内空气,直至出口化验含氧量小于0.8%方可开启焦炉气压缩机。
责任人:朱勇3、检查符合开车条件后,按规程开启焦炉气压缩机,缓慢关放空及四回一、一回一进行升压,直至四出出口压力达到0.8MPa,按上述流程打通管线。
责任人:朱勇4、打通升温加热炉燃料气管线,按升温加热炉点火方案对燃料气进行爆鸣实验,并打开烟道翻板及点火孔,将炉膛自然通风置换合格后(化验含CO+H2≤0.5),点燃升温加热炉。
责任人:袁旭亮5、调节升温加热炉的三个火嘴燃烧情况,以≤20℃/小时的升温速率进行升温加热炉的升温,直至升温加热炉的出口温度达到250℃左右,一级加氢预转化器的上部温度升至210℃。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
升温硫化方案一、编写依据:1. 西北化工研究院提供的JT-8硫化方案2. 西北化工研究院提供的《JT-8使用说明书》二、升温硫化应具备的条件1、所有装置及配套工程,按设计(包括设计变更)全部施工完毕,工程质量符合要求,所有工程已经验收合格。
2、全部工艺管道和设备都已经过强度试验合格,设备、管道均已经过气密试验,且确认合格。
催化剂装填完毕后,已用空气(或氮气)将催化剂粉末从一级加氢预转化器、一级加氢转化器、二级加氢转化器中吹除干净。
3、焦炉气压缩机两台具备正常使用条件,并能连续运转提供压缩氮气及焦炉气。
4、公用工程电、仪表空气、焦炉气、氮气等能保证正常供应。
5、化验室分析工作准备就绪,能准确分析一级加氢预转化器、一级加氢转化器、二级加氢转化器进、出口的有机硫含量和H2S含量。
6、CS2已经运至现场,具备使用条件。
7、车间按JT-8型有机硫加氢转化催化剂升温硫化操作要求,绘制升温硫化操作曲线图。
8、准备好记录表格及相关用具。
9、编写的硫化方案经厂家确认,并得到公司相关部门的批准。
三、外购CS2应具备条件1.外购CS2保证按时供应且厂家保证CS2运输及使用过程的安全问题。
2. CS2用量CS2注入量计算式:催化剂量×5%×76(CS2分子量)/64(硫分子量)=硫化剂(吨)硫化剂×1.1(10%的余量)= 实际用硫化剂(吨)四、组织机构1、厂领导及车间有关人员和催化剂厂家共同组成升温硫化小组。
网络图如下:1)升温硫化工作领导组●组长:周建华●副组长:周庆龙●升温硫化总技术指导:催化剂厂家●升温硫化设备总负责:李学武●设备仪表总负责:李天祥●升温硫化安全、质量监督:催化剂厂家专家、监理●小组成员:田宁张加福马松旺郝兴建2)安全保障组●组长郭亮峰●组员吴旭鹏职责:突发安全事件的紧急处理及安全维护2、为保证升温硫化工作顺利进行,由领导组指定专人负责本岗位升温硫化工作,并认真填写升温硫化记录。
3、升温硫化领导小组成员对具体操作进行监督检查。
4、车间负责根据硫化方案对人员组织培训。
5、升温硫化步骤由催化剂厂家进行指导。
五.人员安排及职则●组长\副组长职责:负责升温硫化的全面工作●现场指挥职责:负责升温硫化现场相关工作的统筹协调及人员安排●负责压缩机开停及精脱硫压力的控制 6人(分三班,每班2人)甲班:陈小军陈建斌乙班:潘龙飞贾永强丙班:任权道何壮志职责:按照压缩机操作规程正常开停压缩机,按照硫化方案控制压缩机出口压力●负责CS2入升温线阀门开关及负责入升温炉配氢阀门开关 3人(分三班,每班1人)甲班:马丽波乙班:谢江涛丙班:张健职责:负责CS2入升温线阀门开关、与中控、催化剂厂家等及时协调控制负责升温硫化各阶段配氢流量的调配●中控操作人员 6人(分三班,每班2人)甲班:张力赵超超乙班:杨瑶瑶刘晓海丙班:卫兴邢建雄职责:按升温硫化曲线图操作并做好中控记录表,监视中控温度、压力、流量等控制指标●现场巡检人员3人(分三班,每班1人)甲班:张加福乙班:马松旺丙班:郝兴建职责:负责现场巡检,检查跑、冒、滴、漏情况,及时发现及时汇报处理,监视现场温度、压力等指标●分析人员由化验室完成职责:负责分析一级加氢预转化器、一级加氢转化器、二级加氢转化器进出口H2S含量、有机硫含量及焦炉气中O2含量取样点位置:一级加氢预转化器入口管线PG-61202上导淋处一级加氢预转化器出口管线P-61210上导淋处一级加氢转化器入口管线PG-61201上导淋处一级加氢转化器出口取样点S-61201处二级加氢转化器入口管线PG-61207上导淋处二级加氢转化器出口取样点S-61205处人员按排:净化车间共计 18人,三班运行硫化正式开始并运行正常后,现场操作组分为三组,按“三班倒”制进行倒班,张加福、马松旺、郝兴建三人跟班进行全天值班。
六、升温硫化时的阀门状态1、升温阶段阀门打开:PG管线上过滤器A进出口阀、预脱硫槽附线阀门、入升温炉的配氢阀、升温炉出口升温线阀、升温线入一级加氢预转化器、一级加氢转化器、二级加氢转化器阀门、燃料气入升温炉阀门、N2入升温炉阀门、一级加氢预转化器出口放空阀、一级加氢转化器出口放空阀、二级加氢转化器出口放空阀阀门关闭:PG管线上的其他阀门、蒸汽管线上所有阀门、CS2入升温线阀门、N2入CS2槽阀门、升温线入其他各槽(除一级加氢预转化器、一级加氢转化器、二级加氢转化器)进口阀门2、注硫阶段阀门打开:PG管线上过滤器A进出口阀、预脱硫槽附线阀门、入升温炉的配氢阀、升温炉出口升温线阀、升温线入一级加氢预转化器、一级加氢转化器、二级加氢转化器阀门、燃料气入升温炉阀门、N2入升温炉阀门、一级加氢预转化器出口放空阀、一级加氢转化器出口放空阀、二级加氢转化器出口放空阀、CS2入升温线阀门、N2入CS2槽阀门阀门关闭:PG管线上的其他阀门、蒸汽管线上所有阀门、升温线入其他各槽(除一级加氢预转化器、一级加氢转化器、二级加氢转化器)进口阀门现场所有仪表根部阀打开并投用、以上所有调节阀前、后切断阀打开,导淋关闭七、升温硫化的实施细则1、概述在处理有机硫含量较高,硫形态较复杂的焦炉气原料时,为了获得较高的加氢转化活性,催化剂首次使用时,应进行预硫化,预硫化结束时,催化剂吸硫量约为本身重量的5%左右。
系统在试压、试漏结束后,以氮气或其它惰性气体吹净置换后,开始催化剂的升温。
升温时,可用氮气或氢氮气。
预硫化条件推荐如下:气源:氢氮气或含氢的焦炉气中配入CS2催化剂床层温度升至180℃左右时可在硫化用气中配入CS2。
空速:200~500h-1,压力:常压或低压(≤0.5MPa)气体中含硫量:0.5~1.5%(体积)氧含量<0.2%边升温边预硫化(升温速度20℃/小时),260℃、300℃分别恒温2小时,最终升温至正常的操作温度,再恒温,按催化剂理论吸硫量将CS2加完为止,可认为预硫化结束,然后系统逐步升压到正常操作压力,转入正常操作。
本次加氢催化剂原始开车采用预硫化的方法使催化剂硫化。
2、J T-8型有机硫加氢转化催化剂的组成、物性和技术指标有机硫二级加氢转化催化剂主要化学组份:主要由AL2O3为载体,以铁、钼为主要活性组份;●外观颜色及形状:褐色球状物●外形尺寸,mm :Φ3-Φ5●堆密度,kg/L :0.60-0.80●径向抗压强度均值≥50N/cm●磨耗:≤5.0%●催化剂使用寿命在正常工况条件下,保证催化剂使用寿命大于1年3.催化剂升温硫化程序●装填完毕后,用气密置换合格,用氮气其它惰性气体升温,升温速率为20~30℃/hr,空速300-500h-1,压力为0.3-.0.5MPa当温度升至160-180℃时,恒定2-3小时,待温度稳定后,切换焦炉气。
●切换焦炉气后,注意床层温度的变化,适时调节入口温度,在160-180℃温度下恒定1-2小时,要求焦炉气中氧含量<0.5%以下。
●在温度恒定之后,开始注硫,气体中含硫量:0.5~1.5%(体积)初期2-4小时气体中硫含量0.5-0.8%(体积),之后可控制在1.0-1.5%(体积)。
待出口气中检测出硫时,开始升温,升温速率20~30℃/小时,220℃恒温,待出口气中检测出硫时,继续升温,升温速率20~30℃/小时,260-280℃恒温,待出口气中检测出硫时,继续升温,升温速率20~30℃/小时,350-380℃恒温,待出口气中检测出0.1-0.5%的硫时,或按催化剂理论吸硫量将CS2加完后,可认为预硫化结束,然后降温吹扫,降温速率20~30℃/小时,等温度降至280℃,出口气中硫含量低于50ppm时,逐步升压到正常操作压力(升压速率不高于0.5Mpa/10min),转入正常操作。
4.JT-8型催化剂的升温硫化操作流程1)硫化时对气体质量要求如下:●气源:含焦炉气的氮气中配入CS2●催化剂床层温度升至180℃左右时可在硫化用气中配入CS2。
●空速:200~500h-1压力:常压或低压(≤0.5MPa)●气体中含硫量:0.5~1.5%(体积)氧含量<0.5%2)硫化过程中要求:●各槽进出口气体分析频率30分钟/次,根据分析结果判断调节CS2、焦炉量及是否继续升温。
气、N2●操作数据每小时记录一次。
3)升温硫化流程系统在试压、试漏结束后,以氮气或其它惰性气体进行置换结束后,开始催化剂的升温。
升温时,可使用氮气或其他惰性气体。
氮气来自焦炉气压缩机经N-61201-200进入升温炉升温后由升温线分别导入一级加氢预转化器、一级加氢转化器、二级加氢转化器进行硫化,气体在三槽放空处放空。
5.硫化操作注意事项:a、调节冷激附线,以控制入反应器的气体温度b、调节气量及压力的大小c、控制焦炉气中烯烃含量d、根据出口气中烯烃含量进行调控e、调节注硫量,焦炉气中的氧含量要控制在0.5%以下。
硫化时:应遵循提温不提注硫量,提注硫量不提温的原则。
此次加氢转化催化剂的硫化过程应每一反应噐单独硫化。
在此次加氢催化剂的硫化开始前应确认硫化剂的注入设备已处于备用状态、硫化剂已完全就位并处于待用状态,方能切入焦炉煤气。
6.事故处理预案1)硫化过程中,一旦出现温升过快,可采取以下措施:注入量1、减少CS22、加大N通入量23、降低升温炉出口气体温度4、若焦炉气中O2含量过高,应减少焦炉气的通入量2)焦炉气中断:关闭焦炉气入工段阀门,关CS2入升温线阀门,增大N2通入量,保持升温炉出口温度稳定;3)N2中断:关CS2入升温线阀门,视催化剂床层温度决定是否继续通焦炉气,若床层温度稳定,则继续通入焦炉气,否则停焦炉气,各加氢转化器做闷槽处理;4)燃料气中断:关闭燃料气管线上的所有阀门,停N2、焦炉气、CS2,各加氢转化器做闷槽处理。
7.停车1)短期停车:停止进料,以氢氮气(或高纯氮气或)吹扫系统0.5小时左右,然后将炉子的进出口阀门关死,维持炉温和压力。
2)长期停车:因故需停车较长时间而不卸出催化剂时可按正常停车处理。
首先将负荷减至30%左右,并以每小时30~50℃的速度降温,降至200℃并将系统压力降至1.0MPa左右,降压速度不要超过每小时0.5MPa,此时可停止进料,以氢氮气或高纯氮气吹扫系统1小时左右,然后关闭进出口阀门。
维持系统正压(不低于0.1MPa),让其自然降温。
3)停车后再开车:工艺原料可按正常开车进行,为防止催化剂的还原(尤其在250℃以上)可用氮气或惰性气循环升温,升至操作温度后即可切换成。
4)事故停车注意事项事故停车原因有很多,因此不可能给出一个统一停车程序,为使催化剂不受损坏,在操作上需注意如下几点:a、炉子温度高于200℃时,降温速度超过50℃/小时,不但对催化剂强度和活性有害,而且对炉子寿命也是不利的。
b、加氢脱硫反应器可承受氢气的短时中断(只限几分钟),如断氢气时间延长将会引起催化剂结焦,甚至可严重到需要更换催化剂的地步。