模具制造之斜顶加工作业指导书三
模具制造之模具制作及维修作业指导书

5.18.2优先采用标准司筒,严禁成形部分直径多大尺寸就用多大尺寸的司筒顶出,针位可大过成形孔位再磨出图纸所要示尺寸,司筒尺寸可小于成形柱外径尺寸.
5.18.3为避免司筒针与司筒配合孔出现偏心,司筒头部切割量不能超过10mm长,在设计及请购时必须重点考虑确定尺寸.
5.18.4非经上级主管批准,不准烧焊驳司筒.若要焊驳司筒应采用下图形式.
5.31.2补助柱必须用螺丝固定在动模下固定板上.
5.31.3补助柱长度应比工模垫板的高度高出0.1mm ~0.25mm.
5.32冷却水道:
5.32.1所有冷却水必须保证均匀且充足,冷却水必须上公模仁(Core),除非结构不允许,但是必须经上级主管同意方可。
5.32.2标准冷却水孔为D10.0直径不能小于8mm或3/8"除非结构不允许,但是必须经上级主管同意.
5.20工模生锈:
5.20.1模具制造过程所有加工零件在暂停加工后必须喷上防锈油,以防生锈.
5.20.2模胚外侧在拆模后亦要喷防锈油以防生锈,新模制造完毕时内外模均不可有锈迹.
5.21顶针司筒烧伤:
5.21.1新模不可存有顶针司筒烧伤等缺陷.
5.21.2顶针孔、司筒孔必须铰光。
5.21.3顶针孔、司筒针固定沉孔底部必须做平底,轴后配合间隙不大于0.15mm.
模具斜顶

模具斜顶模具斜顶又名斜梢,斜顶是以港资模具厂为主的珠三角地区模具行业的惯用说法,是模具设计中用来成形产品内部倒钩的机构,适用于比较简单的倒钩情况。
模具种类模具分类方法很多,过去常使用的有:按模具结构形式分类,如单工序模,复式冲模等;按使用对象分类,如汽车覆盖件模具、电机模具等;按加工材料性质分类,如金属制品用模具,非金属制用模具等;按模具制造材料分类,如硬质合金模具等;按工艺性质分类,如拉深模、粉末冶金模、锻模等。
这些分类方法中,有些不能全面地反映各种模具的结构和成形加工工艺的特点,以及它们的使用功能。
为此,采用以使用模具进行成形加工的工艺性质和使用对象为主的综合分类方法,将模具分为十大类,见表1各大类模具,又可根据模具结构、材料、使用功能以及制模方法等分为若干小类或品种。
序号模具类型模具品种成形加工工艺性质及使用对象1 冲压模具(冲模)冲裁模(无、少废料冲裁、整修、光洁冲裁、深孔冲裁精冲模等),弯曲模具,拉深模具,单工序模具(冲裁、弯曲、拉深、成形等),复合冲模,级进冲模;汽车覆盖件冲模,组合冲模,电机硅钢片冲模板材冲压成形2 塑料成型模具压塑模具,挤塑模具,注射模具(立式、式、角式注射模具);热固性塑料注射模具,挤出成形模具(管材、簿膜扁平机头等)发泡成形模具,低刀具工具泡注射成形模具,吹塑成形模具等塑料制品成形加黄岩工艺(热固性和热塑性模塑料)3 压铸模热室压铸机用压铸模,立式冷室压铸机用压铸模,臣式冷室压铸机用压铸模,全立式压铸机用压铸模,有色金属(锌、铝、铜、镁合金)压铸,黑色金属压铸模有色金属与黑色金属压力铸造成形工艺4 锻造成形模具模锻和大型压力机用锻模,螺旋压力机用锻模,平锻机锻模,辊锻模等;各种紧固件冷镦模,挤压模具,拉丝模具,液态锻造用模具等金属零件成形,采用锻压、挤压5 铸造用金属模具各种金属零件铸造时采用的金属模型金属浇铸成形工艺6 粉末冶金模具成形模:手动模:实体单向压制、实体双向压制手动模;实体浮动压模机动模:大型截面实体浮动压模,极掌单向压模,套类单向、双向压模,套类浮动压模整形模:手动模:径向整形模,带外台阶套类全整形模,带球面件整形模等机动模:无台阶实体件自动整形模,轴套拉杆式半自动整形馍,轴套通过式自动整形模轴套全整形自动模,带外台阶与带外球面轴套全整形自动模等粉末制品压坯的压制成形黄岩艺。
配模具斜顶作业指导书

配模具斜顶作业指导书
准备工作:
1.目测斜顶及斜顶孔,检查CNC及EDM工序是否在工件上有残留没接顺的段
差,注意检差镶件及镶件孔的表面粗糙度。
2.对斜顶及斜顶孔进行尺寸检测,看尺寸是否符合图纸及工艺要求,必要时利用
三次元检测。
3.经过目测及数据检测后发现的异常及时提供相关异常点及误差数据给相关工
序,及时进行工件返工,返工后进行复测,尺寸合格后接收工件。
4.装模相关工具的准备,包括六角扳手、铜棒、吊环、加力杆、红丹等。
步骤:
1.将斜顶底部进行倒角,用油石将斜顶及斜顶孔内的线割纹等清除干净,利于模
具装配。
2.清理好斜顶及斜顶孔,确保斜顶装配时装配面无杂物。
3.将斜顶装入斜顶孔时在配合面上打好红丹,用铜棒慢慢的将斜顶敲入斜顶孔
内,确保敲击速度均匀及敲击方向正确。
4.敲击途中发现斜顶变紧应及时将斜顶取出检查异常点,进行修磨后再次装配该
斜顶,如此反复直至该斜顶配合完成。
(在装配较紧时切不可强行装配,以免模具损坏。
)
5.斜顶配合完成后,根据实际模胚高度对斜顶座进行配合。
模具装配作业指导书
3.1.5底板组装
3.1.5.1确定顶针板合格后,将底板清洗干净,对照B板的基准装上方铁并拴紧方铁螺丝。
3.2.2.4再将A板按基准同一方向顺导柱装入,将水口螺丝或水口板限位螺丝装好。
3.2.2.5装入法兰、唧咀,栓好法兰螺丝。
3.2.2.6装好后模要检查胶盆内有无其它配件。
3.2.3合模的检查
3.2.3.1合模前确定前后模清洗干净。
3.2.3.2确认前后模无装错少装现象。
3.2.3.3检查导柱和斜导柱上有无黄油。
3.1.3斜顶组装
3.1.3.1立起模胚同时要试装斜顶、直顶。
3.1.3.2检查斜顶内镶件排气骨位抛光是否符合标准是否清洗干净并擦干。
3.1.3.3检查斜顶油糟及表面光洁度,要求各侧面T形糟内或燕尾糟内都打上黄油但必须均匀,装入后
滑动自如。
3.1.3.4斜顶顶面应低于咯面0.05-0.1mm。
3.1.3.5确定斜顶的长度和定位销的大小松紧程度。
3.2.1.6将A板立起,栓紧前模螺丝,确保前模底部紧贴A板。
3.2.1.7装入水咀试运水的泄漏情况和气顶的复位情况。
3.2.2水口板、面板组板
3.2.2.1将面板水口板清洁干净装入导柱,水口板按基准同一方向顺导柱装好。
3.2.2.2装入水口针栓好定位螺丝,同时装入铲机或其它配件。
3.2.2.3将A板装入水口板,必须检查水口内有无倒扣,否则会影响脱落。
3.2.3.8模具合好后要做最后工序的检查确认、如先复位热咀嘴电器开关,油缸的线路装置。
模具作业指导书
东莞市桂氏咏华实业有限公司模具作业指导书目的:为使模具制作及维修作业能降低成本,缩短制造周期,确保模具寿命,保证产品品质。
一、制作模具编号:1.必须在模坯外侧端面上方(方铁)用铣床加工模具编号,字高度40mm,深度0.5mm,字体为等线体。
2.每一块模板上均须用字码打上模具编号,且方向统一。
3.模具所有螺丝、吊圈孔及模具部件必须是公制规格,而付加工模配件必须是标准规格,禁止自行土制。
二、撬模位1、每一套模具均在B板(动模板)上四个角铣出撬模位,以便FIT模及修模用。
三、码模坑:1、非工字模胚均需要在前后模铣出码模槽,具体尺寸根据模具设计尺寸而定。
四、码模螺丝孔:1、每套模具均要在动模底板,定模面板上开码模孔。
2、孔距尺寸需根据注射机型确定五、顶棍孔1、动模底须开有足够大的顶棍孔,直径Φ25~40mm2、小型模具只需开一个顶棍孔,中型模具必须开三个顶棍孔以上,大型模具即需开五个孔3、顶棍孔径及位置根据注射机型实际尺寸(设计尺寸)六、定位圈1、每套模具必须装有定位圈(即定位法兰),以便装模定位,2、定位环尺寸应根据注射机型墙板孔径确定,3、定位圈直径公差为0.2~0.4mm,凸出模面板高度最小8~10mm,4、模具与机板的定位圈(法兰)的标准尺寸100mm-0.20^-0.40mm,七、先复位装置1、当顶针司筒与行位顶出装置相干涉时,必须在模上设有先复装置,不尽靠弹簧使顶针板复位,以免日后弹簧失效,行位(抽芯)与顶针司筒相碰撞。
2、必须在顶针板与动模板间装行程开关,以确保先复位装置有效后方可通电合模。
八、顶针板导柱导套1、顶针板长12或以上,或工模排位偏中2、配置较多小顶针且直径在2mm以下,3、配置较多司筒(10支以上),4、以上三种情形都必须在顶针板上加四支导柱及导套,以保证顶针平衡平稳地顶出胶件。
九、顶针板弹簧弓1、所有模具必须上顶针板上安装四根复位弹弓,以助顶针均匀回缩,2、采用塑胶模具专用蓝色弹弓,复位弹弓两端磨平,3、复位弹弓不能压缩大于自由长度的40%需在胶件有效出模情况下在顶针面板上做四个顶出限位钉4、复位弹弓固定,必须两端均有固定沉孔,禁止一端沉孔一端磨平面的不可靠做法。
塑胶模具斜顶工艺流程
塑胶模具斜顶工艺流程英文回答:Plastic mold slant roof process refers to a specific technique used in the production of plastic molds. This process involves creating a slanted or angled roofstructure on the mold, which helps in the easy release ofthe molded plastic part from the mold cavity.The slant roof process is particularly useful when dealing with complex and intricate mold designs, where it becomes difficult to remove the molded part without causing damage. By incorporating a slanted roof structure, the mold designers ensure that the molded part can be easily ejected from the mold cavity, without any distortion or deformation.The process of creating a slant roof on a plastic mold involves several steps. Firstly, the mold designers need to analyze the part design and identify the areas where a slanted roof structure would be beneficial. This analysishelps in determining the angles and dimensions of the slant roof.Once the design is finalized, the mold designers create the slant roof structure using computer-aided design (CAD) software. They modify the mold cavity and core toincorporate the slanted roof feature. This step requires precision and accuracy to ensure that the slant roof is aligned correctly with the mold cavity.After the design is complete, the mold designersproceed to manufacture the mold using various machining techniques. The mold is typically made from high-quality steel or aluminum, depending on the production requirements.During the machining process, the slant roof feature is carefully machined into the mold cavity and core. This step requires skilled operators and precise machining equipmentto achieve the desired slant angle and finish.Once the mold is manufactured, it is prepared for the production process. The mold is mounted onto an injectionmolding machine, and the plastic material is injected into the mold cavity. The slant roof structure allows the molded part to be easily released from the mold without anysticking or deformation.After the molding process is complete, the mold is opened, and the molded part is ejected from the mold cavity. The slant roof structure ensures a smooth and easy ejection process, reducing the risk of part damage or distortion.In summary, the plastic mold slant roof process is a specialized technique used in the production of plastic molds. It involves creating a slanted roof structure on the mold to facilitate the easy release of the molded part.This process requires careful analysis, design, and machining to ensure the desired slant angle and finish. The slant roof feature improves the overall efficiency and quality of the molding process.中文回答:塑胶模具斜顶工艺流程是指在塑胶模具生产过程中使用的一种特定技术。
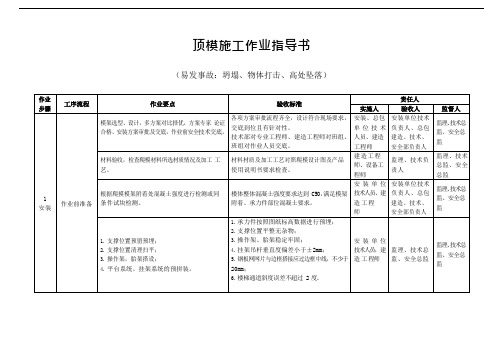
顶模施工作业指导书
监理、技术总监、安全总监
2
顶升前的检查
承力件的部位的检查
1.承力件对拉螺杆的间距;
2.承力件对拉螺杆螺母的状态;
3.承力件内杂物的清理工作;
4.穿墙螺杆的检查和清理工作;
5.钢筋绑扎区域内的预埋件及其他任何突出墙面的物体核查位置并纠正;
6.混凝土浇筑完成后,确保混凝土的强度达到
总监
根据爬摸模架附着处混凝土强度进行检测或同条件试块检测。
楼体整体混凝土强度要求达到C50,满足模架附着、承力件部位混凝土要求。
安 装 单 位技术人员、建 造 工 程
师
安装单位技术负责人、总包建造、技术、
安全部负责人
监理、技术总监、安全总监
1.支撑位置预留预埋;
2.支撑位置清理扫平;
3.操作架,胎架搭设;
安全负责人
监理、技术总监、安全总监
挂架模板的固定
1.确认翻板全部翻出并固定;
2.保证内筒之间的临时通道全部移除;
3.检查门洞口是否有杂物未清理干净。
1.翻板翻出处于90度状态并固定,与挂架至少保持300mm距离;
2.通道障碍物清理干净,至少保证1人可以顺利通过;
3.洞口周边无杂物存在。
模 板 维 护人员、建造工程师
模 板 维 护人员、建造工程师
顶模单位技术负责人、项目建造、技术、安全负责人
监理、技术总监、安全总监
支撑系统安装
1.上支撑箱梁吊装;
2.下支撑箱梁吊装;
3.支撑立柱吊装。
支撑箱梁自身垂直偏差±5.0mm;支撑箱梁间垂直度偏差±5.0mm
支撑箱梁轴向偏差(X±3.0mm,Y±3.0mm) 转角偏差±0.2度
模具生产加工全套作业指导书

4.13 检查: 4.13.1 装完后先检查,检查齐顶针行位,模芯是否装错,螺丝是否锁紧,然后用 铜锤敲顶针板。 4.13.2 看顶针、斜顶是否归位,再打上防锈油。 4.13.3 模具组立科根据保养检查情况如实填写《模具保养检查表》
5.相关文件及表单 5.1《模具保养通知单》 5.2 注塑《模具定期检查表》 5.3 模具组立科《模具保养检查表》
XXX 有限公司
模具物料请购作业指导书
文件编号 :WI-MJ-006 版本/版次:B/2 页 次:1 / 2
1.目的: 使生产物料请购有所依循,物料请购进度能满足生产计划的需求。
2.适用范围: 模具所有生产物料。
4.1.4 《物品请购单》经部门负责人审批批准后,交至采购员进行采购。 4.2 模具《零件清单》之外的生产消耗品请购。
4.2.1 备有安全库存的省模组用的砂纸、油石、磨床组用的砂轮等常用消耗品, 组长根据实际需要进行领用,当安全库存低于最低数时,由采购科进行补充。
4.2.2 未备有安全库存的损耗品由各需求主管临时填写《物品请购单》,《物品请
XXX 有限公司
模具物料请购作业指导书
文件编号 :WI-MJ-006 版本/上注明物料的名称、规格(品牌)、数量,交由计划组长确认。 4.2.3 由工艺工程师把《物品请购单》交部门负责人审核、批准后进行采购。
4.2.4 由工艺工程师把经批准的《物品请购单》下达到采购科,采购员在《模具 合格供应商清单》中选择供应商进行采购。 5.物料订购
模具制造作业指导书

模具制造作业指导书1. 引言本作业指导书为模具制造工作提供详细指导和操作流程。
本指导书适用于模具制造过程中的各个阶段,旨在提高制造效率和产品质量。
请所有工作人员在进行模具制造作业前仔细阅读本指导书,以确保操作正确、安全和高效。
2. 作业准备在进行模具制造之前,请确保以下准备工作已完成:- 确定模具设计和规格- 准备所需材料和工具- 检查模具制造设备的工作状态和安全性- 安排合适的工作场地和环境3. 模具制造步骤3.1 制造模具零件1. 根据模具设计和规格,选择相应的材料开始制造模具零件。
2. 使用合适的机械加工工具和设备,根据图纸和规范进行加工和切削。
3. 在加工过程中严格控制尺寸和表面质量,确保模具零件的精度和光滑度。
4. 所有模具零件制造完成后,进行质量检查和测试,确保其符合设计要求。
3.2 组装模具1. 将制造好的模具零件按照设计要求进行组装。
确保每个零件的正确位置和配合。
2. 使用适当的装配工具和技术,确保模具组装的精度和稳定性。
3. 检查模具组装后的功能和性能,确保其正常运行。
4. 质量控制和测试在模具制造过程中,质量控制和测试至关重要。
1. 在每个制造步骤完成后,进行质量控制检查,确保每个阶段的工作质量。
2. 测试模具的功能和性能,验证其能够满足使用要求。
3. 如发现任何质量问题或缺陷,及时采取纠正措施。
5. 安全注意事项在进行模具制造作业时,请始终遵循以下安全注意事项:- 戴上适当的个人防护装备,如安全眼镜、手套和耳塞。
- 使用机械加工工具时,确保操作正确并遵守操作规程。
- 工作场所保持整洁有序,防止杂物堆积和滑倒。
- 遵守电气设备使用规定,确保安全用电。
- 如遇到紧急情况,立即停止作业并寻求帮助。
6. 总结本作业指导书提供了模具制造作业的详细指导和操作流程。
请所有工作人员在进行模具制造工作前全面理解并遵循本指导书中所述的步骤和注意事项。
通过正确操作和质量控制,将能够提高模具制造的效率和产品质量。
斜顶装配工艺及方法

斜顶的装配工艺及方法配斜推方法如下几点:1、斜推嵌配时,首先把被入位除去火花纹、线割纹和刀纹;2、再顺运动方向配斜推,严禁使用铜棒用力敲打;3、红丹要擦很薄,斜推能可以上磨床嵌配,一定要磨床或锣床加工,不能用机加工,用打磨笔去除。
剩下0.1mm余量时,不能用打磨笔、用锉刀、油石推顺封胶位;4、碰数面(也是基准)禁止打磨,导向位要做油槽;5、配好斜推以后,用平轻轻可以推出,封胶位封好,底部要到红丹即可;配斜推拉长度如下几点:1、首先把配好斜推,先调好导向块,锁紧螺丝,打好销钉,调好斜推能用自己手轻轻托出为止;2、去除所有相叠合模板,抹干净底部,去除边缘毛刺;3、然后把B板、底板、顶针底板、垃圾钉全部装好;4、把斜推配入模具设计状态用块规和塞尺测量实际尺寸,然后去除斜推座的余量,磨好以后,量好实际尺寸磨小0.05mm;5、斜推座配入顶针板时不能有偏孔、偏位现象,装配好以后用吊车吊顶针板顺畅。
附加:斜推角度大,斜推座有斜度,拉长度要把B板、底板、顶针板、顶针托板、垃圾钉全部装好,把斜推座打上红丹,斜推底部放保险丝、么斜推座也相应磨去余量,要比实际尺寸磨小0.05mm余量即可。
F组何彬1、型芯斜顶槽线割完成,先对斜顶槽进行清洗,对线割进行修整,以增加斜顶槽的光洁度与平整;2、使用量块测量斜顶槽的大小;3、斜顶线割成型完后,对斜顶块进行检查,如:材料是否合格、形状、尺寸是否合格,留量的大小是否达到要求;4、根据测的斜顶槽大小先研配斜顶杆,使斜顶杆与斜顶槽之间用手推时顺畅,斜顶与斜顶槽的间隙以0.02mm为佳;5、对斜顶顶端封胶位进行研配,斜顶的顶端应在线割成型时留高0.5mm左右,以防止研配斜顶顶端时的敲打对斜顶的顶部造成凹凸不平;6、斜顶研配完后,将所有斜顶装入型芯B板,锁紧交CNC成型;7、装斜顶座试顶出,调斜顶座的高度;8、成型斜顶胶位,加工油槽。
D组吴先军在模具结构里,斜顶是一种常见的产品脱模方式。
模具-装配作业指导书

模具-装配作业指导书模具装配作业指导书1、装配前的准备1.1熟悉产品,清点工,领齐辅料及订购配a. 首先熟悉该产品图形,检查装配所有尺寸及有关的技术要求,再结合装配图了解结构,对照组装图的物料清单熟悉物料在组装图上的所在位置,结合工领齐镙丝等辅。
b. 对照工清单上的工编号清点、清洁工,对照零图检查零加工是否完全,如有缺少要做到及时反馈(装配责任人要把工清单存放在产品图一起)。
c. 接收辅料领料单后,对照清单24小时内对单领齐辅。
如辅料未到要及时反馈,并且间隔8小时跟踪反馈一次。
(一直到清单所有辅料领齐方可停止跟踪)。
d. 所有领出的辅料在与之相配的工也到达时,要检查能否使用或是否相符,避免错订、误订,如有异常及时向工艺师反应。
e. 对有弹簧的工要在配合之前检查好弹簧孔是否有足够的压缩行程。
f.硬模的斜导柱,在组装前装配行位一次。
2、装配前的工艺顺序2.1冷水进出标志,模架产品编号,试作冷水,试作顶针孔及过孔。
a.模板在到达模板存放区后,8小时内有关装配责任人应对照产品图,组装图做好冷水进出标记,模架产品编号。
b.清洁每个工,滑槽,锣钉孔,冷水孔内的杂物,以免装配中造成损伤。
c.A、B板要在配模前第一时间内完成第一次冷水试作。
d.动模顶针在工第一次组装后,及时完成顶针是否滑顺及过孔是否畅通。
(含扁顶针,司筒针,斜顶及其它特殊顶出装置)e.核对顶针板沉头深度,间隙,定位是否与辅料相符合。
f.核对弹簧孔,撑柱孔及顶针固定板、底板的所有过孔。
2.2 A、B板间隙,定位器安装,核查顶针高度尺寸。
a. 对照模芯,模框的高度和相对深度检查A、B板配合时是否有适当的间隙(0.5±0.05、1.0±0.05)。
b.A、B板配合前要先安装好定位器,保证配合精度。
c.动模板安装后,对照顶针图核查顶针等高度尺寸。
并做出顶针加工单上的项目尺寸。
连同顶针加工工艺单一起转送。
3、装配过程3.1装配时,工均匀受力,锣丝对角拧紧,保证工安装后的基准水平,以及工与工之间的绝对贴合。
配模具斜顶作业指导书

配模具斜顶作业指导书一、引言模具是一种用于制造产品的工具、模板或模型,其作用是在制造过程中给予原材料所需的形状和尺寸。
斜顶模具是一种常见的模具类型,用于制造斜顶结构的产品。
本作业指导书旨在提供给工作人员关于配模具斜顶作业的详细指导和操作步骤,以确保作业的顺利进行和产品的质量。
二、安全注意事项在进行配模具斜顶作业之前,操作人员必须遵循以下安全注意事项:1. 确保穿戴适当的个人防护装备,包括安全帽、防护眼镜、耳塞、手套和防护服等。
2. 在作业区域内划定安全区域,并确保没有无关人员进入作业区域。
3. 严禁操作人员在操作过程中饮食或吸烟。
4. 所有模具和工具必须经过检查和维护,确保其处于良好状态。
5. 遵循所在工厂或企业的相关安全规定和操作规程。
三、工具和材料准备在开始配模具斜顶作业之前,请确保以下工具和材料准备就绪:1. 斜顶模具:根据产品要求选择合适的斜顶模具。
2. 模具安装工具:包括扳手、螺丝刀、套筒等。
3. 材料:根据产品要求准备合适的材料。
4. 临时固定材料:如夹具、螺栓等。
四、操作步骤1. 安装斜顶模具:a. 确定模具安装位置,并确保待加工的产品与模具相匹配。
b. 使用合适的工具将斜顶模具固定在加工设备上。
c. 检查模具是否安装牢固,确保其稳定性和准确性。
2. 调整斜顶角度:a. 根据产品要求,使用合适的工具调整斜顶模具的角度。
b. 通过测量仪器或角度测量工具,确保斜顶角度满足产品要求。
3. 准备材料:a. 按照产品要求,准备合适的材料,并确保其质量良好。
b. 清洁和处理材料,确保其表面平整和清洁。
4. 定位材料:a. 将材料放置在模具上,并按照产品要求进行调整和定位,确保材料与模具完全贴合。
b. 使用临时固定材料固定材料的位置,以避免移位或变形。
5. 进行斜顶加工:a. 启动加工设备,并根据产品要求控制加工速度和加工力度。
b. 监控加工过程中的质量和精度,及时调整并处理异常情况。
6. 检验和修整:a. 完成斜顶加工后,人工或使用测量仪器检验产品的斜顶角度和尺寸。
斜顶新方法加工步骤及刀具规范
刀路:偏置区域清 除或精加工等高
刀具:8R0
余量:0.1
步距:0.2
第七步:加工杆子 孔。
刀路:偏置区域清 除或精加工等高
刀具:8R0
余量:0.1
步距:0.2
第八步:将杆子孔 口台阶加工到尺寸。 刀路:精加工等高 刀具:8R0 余量:0 步距:单独一刀
第九步:镗斜顶杆 孔。
刀路:镗孔
刀具:镗刀
余量:0
注意:孔尺寸按H7 标准加工。
②侧面止块槽精加工
第一步:粗加工槽留 0.1余量。
刀路:偏置区域清除 或精加工等高
刀具:8R0
余量:0.1
步距:0.2
注意:刀路保证整齐, 不要带到槽口的面导 致口部锯齿形状出现。
第二步:精加工锲紧 块槽。
刀路:精加工等高
刀具:8R0
余量:0
注意:底部平面光刀 与此程序放在一起直 接光到尺寸,减少操 作人员的开程序量。
③侧面成型精加工
第一步:成型部位粗加工。
刀路:偏置区域清除
刀具:刀具之间的间隔必 须跳开,例如:∮8直径用 完后接下来就直接用∮4直 径,不可一号一号套用下 去。
余量:0.1
注意:刀路尽可能控制在 成型部位内,避免破坏成 型口部。
第二步:成型部位精加工。
刀路:精加工等高或平行 精加工。
刀具:刀具之间的间隔必 须跳开,例如:∮8直径用 完后接下来就直接用∮4直 径,不可一号一号套用下 去。 余量:0 注意:刀路尽可能控制在 成型部位内,避免破坏成 型口部。与斜顶档子的配 合面应做干涉轴向余量。 避免口部塌角。
新法斜顶加工面程序。
刀路:平行平坦面 精加工。
刀具:与下部骤刀 具一致。
模具斜顶的加工工艺流程

模具斜顶的加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!模具斜顶加工工艺流程。
1. 材料选取,根据斜顶的使用要求选择合适的材料,如H13、2344等高强度钢材。
模具设计斜顶头加工工艺

模具设计斜顶头加工工艺1.引言1.1 概述概述部分的内容可以根据模具设计斜顶头加工工艺的重要性和背景进行撰写。
下面提供一个参考的概述部分内容:概述部分:模具设计斜顶头加工工艺在现代制造业中扮演着非常重要的角色。
随着工业制造水平的不断提高,对于加工工艺的要求也越来越高。
斜顶头加工工艺作为一种先进的加工技术,具有高效、精准、灵活等优点,在模具设计和制造中得到了广泛的应用。
本文将重点探讨模具设计斜顶头加工工艺的要点和技术,旨在帮助读者更好地理解和运用这一重要的加工方法。
首先,我们将介绍斜顶头加工工艺的基本概念和原理,包括其适用范围和工作原理。
其次,我们将详细介绍斜顶头加工工艺的要点,包括工艺参数、加工步骤和注意事项等。
最后,我们将总结当前斜顶头加工工艺的应用现状,并展望其未来的发展。
本文的目的是为读者提供一份系统、全面的模具设计斜顶头加工工艺指南,帮助他们在实际应用中解决问题,提高加工效率和产品质量。
通过深入理解和掌握斜顶头加工工艺,读者将能够更好地应对复杂零件的加工需求,提高生产效率,降低生产成本。
通过阅读本文,读者将了解到模具设计斜顶头加工工艺的重要性和应用前景,掌握斜顶头加工工艺的关键要点和技巧。
希望本文能够为广大读者提供一份有价值的参考,进一步推动模具设计斜顶头加工工艺的发展和应用。
1.2文章结构文章结构部分的内容可以包括以下内容:文章结构部分是为了帮助读者更好地理解整篇文章的组织结构和内容安排。
通过明确的结构安排,读者可以更轻松地获取到所需的信息,并更好地理解文章的主旨和论述。
本文共包括三个主要部分:引言、正文和结论。
下面将对每个部分进行详细介绍。
1. 引言:引言部分是文章的开篇,主要是对文章进行概述,并介绍文章的目的。
在概述部分,将简要介绍模具设计斜顶头加工工艺的背景和相关问题。
在文章结构部分中,我们将对引言进行详细说明以便读者了解本文的内容安排。
2. 正文:正文是文章的核心部分,详细介绍了模具设计斜顶头加工工艺的要点和关键内容。
塑胶模具斜顶工艺流程

塑胶模具斜顶工艺流程英文回答:The process of slant roof plastic mold can be divided into several steps as follows:1. Design: The first step is to design the slant roof plastic mold. This involves creating a 3D model of the desired product and designing the mold accordingly. The design should take into consideration factors such as the material to be used, the desired shape and size of the product, and any specific requirements or constraints.2. Mold fabrication: Once the design is finalized, the next step is to fabricate the mold. This typically involves using computer numerical control (CNC) machines to cut the mold cavity and core out of a block of steel or aluminum. The mold is then polished and finished to ensure smooth surfaces and precise dimensions.3. Mold assembly: After the individual components ofthe mold are fabricated, they are assembled together to create the complete mold. This usually involves fitting the mold cavity and core into a mold base or frame, andsecuring them in place using screws or other fasteners. The mold may also include additional components such as ejector pins or cooling channels.4. Injection molding: Once the mold is assembled, it is ready for the injection molding process. This involves injecting molten plastic into the mold cavity under high pressure. The plastic then cools and solidifies, taking on the shape of the mold cavity. After the plastic has cooled sufficiently, the mold is opened and the finished part is ejected.5. Finishing: The final step in the process is to remove any excess material or imperfections from thefinished part. This may involve trimming off excess plastic, sanding or polishing the surface, or adding any necessary finishing touches.中文回答:塑胶模具斜顶工艺流程可以分为以下几个步骤:1. 设计,第一步是设计塑胶模具的斜顶。
型芯斜顶反面加工铜套孔加工指导书

工件名称来料状况半精工是否热处理工艺号:作业步骤及内容斜顶铜套尺寸φ4-φ15φ16-φ20φ22-φ25φ26-φ30φ32-φ35五轴深孔加工基准圆位φ25φ30φ35φ40φ45制定日期制定审核曾会立/徐德勇核准叶顺富CNC铣斜顶反面基准平位。
CNC平位 较表验证 五轴深孔机CNC取数基准圆孔 五轴深孔钻孔2011/12/7加工取数基准圆孔时不能留有圆角,防止夹具顶不到底部。
五轴深孔钻铣取数基准圆孔。
注:假设铜套为φ30,(需要加工取数基准圆孔深度为6mm、直径40)五轴深孔钻在加工型芯斜孔时,要求两次进行验证(注:外围取数基准和深度为6mm、直径40mm基准圆孔二次验证,确保加工斜顶铜套公差在0.02mm 范围内。
工艺路线斜顶铜套孔加工面要求相互垂直,在装夹锁紧时必须较表检查验证,确保每个工序符合加工原则要求。
五轴深孔钻夹具对准取数基准圆孔开始加工,加工深度以型芯反面平位为准。
A0第1页 共 1 页⑴工件分中时,必须分中两次进行验证,校正工件时,一定要在其基准边和斜顶反面基准圆孔取数进行,一般最大容许误差不能超过0.02mm。
钳工要配模时铜套必须压紧、顶块位跟斜孔同心,在母指力下压能顺畅到底部。
加工注意事项编号加工孔的原则先小后大。
先钻小孔再钻大孔。
(注:即同心度的斜顶过孔和铜套孔,防止喷油措施。
五轴深孔机CNC加工取数基准圆孔时,最后要求新刀精加工和备一套标准件检具试配,合格后方可做一下孔。
2011年12月1日加工指导书编 号版本\修改号页 码模具零件工艺基本要求发 布 日 期目前加工斜顶孔通常在外围基准取数、钻出斜顶铜套孔位偏差在0.1-0.2mm ,给钳工修配带来很大困难。
参照如图所示KHS110181型芯斜顶设计和加工)。
建议设计部以后模具在每个斜顶铜套孔增加一个深孔钻机床加工时取数基准圆孔,深度6mm 、直径按上面表格参数设计。
塑胶模具大型斜顶头工艺标准

第四次加工:线切割把正面外形 加工成型。
线切割加工外形
注:
1、因工件高度超过150MM的,CNC的刀具就
要长,加工时刀具容易震动,无法保证精度 要求。
2、太高的工件竖起加工只能用大型CNC加工, 若躺下加工机床的Z轴就不用很高,可以用小 型CNC加工。 3、若顶面是异形的,而无法线割时,侧把底 面留出来线割。(CNC只加工底面的斜顶杆孔, 底面斜面暂不加工,由线切割加工)
4、3D上要刻上基准字码,方向要与2D图要致。 5、胚体的其他要求与小型斜顶头是一样的。
3、斜顶杆孔及EDM碰数和 小型的斜顶头工艺要求一样。
第一次加工:锁侧面螺丝固定, CNC加工侧面到数,留出基准碰数
及装夹凸台。
锁侧面螺丝固定
第二次加工:锁侧面螺丝固定, CNC加工另一侧面到数,留出基准
位凸台碰数。
锁侧面螺丝固定
第三次加工:锁顶面螺丝固定, CNC加工底பைடு நூலகம்到数。
锁正面螺丝固定
东莞汇科模具塑胶制品有限公司
大 型 斜 顶 头 工 艺 标 准
制定部门:工艺部 制定人:蒋雪明 制定日期:2012‐3‐22
尺寸较大的斜顶头(高度 超过150MM的)订料要
求及加工工艺
1、订料时顶面及底面各订长 25MM,并做工艺螺丝装夹。四
周是平面的要借边,不是平面的 单边订大2MM即可。
2、因两侧面要倒下来加工, 所以侧面要做工艺螺丝装夹。
模具斜顶加工方法
模具斜顶加工方法在模具制造过程中,斜顶是一种常见的机构,用于处理倒勾等特殊情况。
本文介绍了模具斜顶的加工方法,包括设计、加工和装配等步骤,以及斜顶加工过程中需要注意的问题。
下面是本店铺为大家精心编写的3篇《模具斜顶加工方法》,供大家借鉴与参考,希望对大家有所帮助。
《模具斜顶加工方法》篇1一、设计在设计模具斜顶时,需要先对产品结构进行系统分析,根据产品结构为处理倒勾而引入斜顶机构。
斜顶与行位的基本原理都是将模具开模时垂直方向的运动换为水平方向的设计,其最大的不同在于其动作的驱动力来源不同。
斜顶主要靠顶针板运动而动作,而非像行位是靠公母模开闭的设计而动作。
因此,斜顶的设计与顶针板行程有关系,这就是斜顶设计与行位设计最大的不同点。
在设计斜顶时,需要注意以下问题:1. 斜顶不单止起到抽芯的作用,还可以起到顶出的作用。
2. 斜顶必须设计有一段 5-10MM 长的直身位作为封胶位以及作为碰数平面。
3. 抽芯距至少应大于倒扣深度 2mm。
4. 斜顶在产品胶位面滑动的方向,要有足够给斜顶滑动的空间,不能出现铲胶或者与其它零件出现干涉的现象。
二、加工斜顶的加工方法主要包括以下步骤:1. 根据设计图纸,使用数控机床进行斜顶的粗加工。
2. 对粗加工后的斜顶进行热处理,以提高其硬度和耐磨性。
3. 使用数控机床进行斜顶的精加工,保证其尺寸精度和表面质量。
4. 对精加工后的斜顶进行抛光和清洗,以提高其表面光洁度和清洁度。
三、装配斜顶的装配过程主要包括以下步骤:1. 将斜顶安装在模具上,使其与模具其他部件配合良好。
2. 调试斜顶机构,确保其动作顺畅、可靠,不会出现卡滞等现象。
3. 对斜顶进行锁定,以防止其在使用过程中松动或变形。
四、注意事项在斜顶加工过程中,需要注意以下问题:1. 斜顶的设计要合理,要符合产品结构和工艺要求。
2. 斜顶的加工要精细,要保证其尺寸精度和表面质量。
3. 斜顶的装配要仔细,要确保其与模具其他部件的配合良好。
斜顶装配工艺及方法
斜顶的装配工艺及方法配斜推方法如下几点:1、斜推嵌配时,首先把被入位除去火花纹、线割纹和刀纹;2、再顺运动方向配斜推,严禁使用铜棒用力敲打;3、红丹要擦很薄,斜推能可以上磨床嵌配,一定要磨床或锣床加工,不能用机加工,用打磨笔去除。
剩下0.1mm余量时,不能用打磨笔、用锉刀、油石推顺封胶位;4、碰数面(也是基准)禁止打磨,导向位要做油槽;5、配好斜推以后,用平轻轻可以推出,封胶位封好,底部要到红丹即可;配斜推拉长度如下几点:1、首先把配好斜推,先调好导向块,锁紧螺丝,打好销钉,调好斜推能用自己手轻轻托出为止;2、去除所有相叠合模板,抹干净底部,去除边缘毛刺;3、然后把B板、底板、顶针底板、垃圾钉全部装好;4、把斜推配入模具设计状态用块规和塞尺测量实际尺寸,然后去除斜推座的余量,磨好以后,量好实际尺寸磨小0.05mm;5、斜推座配入顶针板时不能有偏孔、偏位现象,装配好以后用吊车吊顶针板顺畅。
附加:斜推角度大,斜推座有斜度,拉长度要把B板、底板、顶针板、顶针托板、垃圾钉全部装好,把斜推座打上红丹,斜推底部放保险丝、么斜推座也相应磨去余量,要比实际尺寸磨小0.05mm余量即可。
F组何彬1、型芯斜顶槽线割完成,先对斜顶槽进行清洗,对线割进行修整,以增加斜顶槽的光洁度与平整;2、使用量块测量斜顶槽的大小;3、斜顶线割成型完后,对斜顶块进行检查,如:材料是否合格、形状、尺寸是否合格,留量的大小是否达到要求;4、根据测的斜顶槽大小先研配斜顶杆,使斜顶杆与斜顶槽之间用手推时顺畅,斜顶与斜顶槽的间隙以0.02mm为佳;5、对斜顶顶端封胶位进行研配,斜顶的顶端应在线割成型时留高0.5mm左右,以防止研配斜顶顶端时的敲打对斜顶的顶部造成凹凸不平;6、斜顶研配完后,将所有斜顶装入型芯B板,锁紧交CNC成型;7、装斜顶座试顶出,调斜顶座的高度;8、成型斜顶胶位,加工油槽。
D组吴先军在模具结构里,斜顶是一种常见的产品脱模方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
光 面 光 面 火花面 1500#
±0.005 mm +0.01mm -0.01mm
分厘 卡 塊規 深度 儀
一 般 要 求 : 未標註(要求)之公差 ±0.005 未標註(要求)之表面加工光度 研磨加工 核 准 審 核 文 件 製 作 制 作面加工光度 粗糙面
公 差 + 1mm
檢驗 量具 直尺
2.
銑 床
銑床組
銑 床
機加工面
+0.05mm
卡尺 硬度 儀
熱處理 3 4 5 6 磨 床 線 割 放 電 拋光 磨床組 線割組 放電組 鉗工組
磨對圖紙各項尺寸 按圖線割 T 型槽 放電加工頭部形狀 成型部位拋光
平面磨床 慢走絲線割機 放電機 手 工
模 具 加 工 作 業 / 檢 驗 指 導 書
零件名稱 參考圖面 斜 頂 (3) 常用材質 FDAC STAVAX(熱處理) 適用模具 手機、小型模具
序 號 1.
加工工序 備 料
負責單位 倉 庫
作 業 內 容 請購材料規格 64x13x6 粗銑圖紙形狀單邊留磨 0.3,保證直角度在 0.02 以內 真空熱處理 HRC49~52