注塑车间产品换料确认单
注塑机换模点检确认表
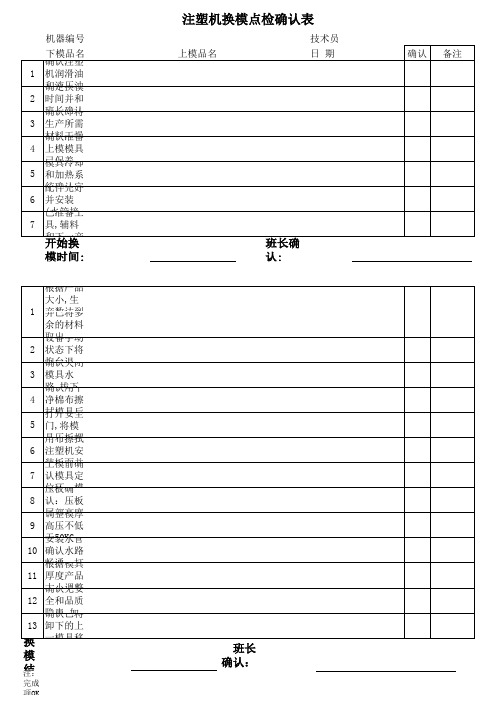
机器编号 下模品名 上模品名 技术员 日 期 确认 备注
1 确认注塑机润滑油和液压油量足够 2 确定换模时间并和班长确认 3 确认即将生产所需材料干燥正常 4 确认准备上模模具已保养 特别时确认日期章是否调整。 5 模具冷却和加热系统确认完好, 6 配件完好并安装(水管接头,水管.压板、螺丝等) 7 已准备工具,辅料和下一产品所需夹具,嵌合件,颜色色板等.
品大小,生产数达到5-20模前,确认已关闭注塑机料斗送料闸门. 1 并已将多余的材料取出. 2 设备手动状态下将炮台退出,将螺杆内材料射出清空,清空后将螺杆后抽(松退) 3 确认关闭模具水路.拔下水管 4 确认用干净棉布擦拭模具后低压合模,松开模厚定位螺丝, 5 打开安全门,将模具压板螺丝松开,调整开模定位标尺(画面操作开模位置)后下模 6 用布擦拭注塑机安装板面并确认清洁. 7 上模前确认模具定位环,模具上机后不能倾斜。确认OK后压压板。 8 压板确认:压板尾部高度与模具底板厚度平行,螺丝无有滑牙等危险情况 9 调整模厚高压不低于50KG,模厚四个角定位螺丝游标一直平行。 10 安装水管确认水路畅通,打开模具用干净抹布擦拭型腔内防锈剂异物等 11 根据模具厚度产品大小调整合理的开模距离。开模定位标尺或画面设定开模位置。 12 确认无安全和品质隐患,如有 确认已经做好预防工作. 13 确认已将卸下的上一模具移交模具保养.
换模结束时间:
班长确认:
注:完成项OK项打√不符合项打×并汇报给班长听取班长指导。
注塑模具修(改)确认表

模具名称:
修改原因:
专案负责人:
修改内容:
专案负责人:
修
改
次
数
第
一
次
模具厂商:
工程图号:
出厂日期:
试模日期:
回厂日期:
效
果
确
认
注塑意见:
签名:
品管意见:
签名:
工程意见:
签名:
第
二
次
模具厂商:
工程图号:
出厂日期:
试模日期:
回厂日期:
效
果
确
认
注塑意见:
签名:
品管意见:
签名:
工程意见:
签名:
第
三
次
模具厂商:
工程图号:
出厂日期:
试模日期:
回厂日期:
效
果
确
认
注塑意见:
签名:
品管意见:
签名:
工程意见:
签名:
第
四
次
模具厂商:
工程图号:
出厂日期:
试模日期:
回厂日期:
效
果
确
认
注塑意见:
签名:
品管意见:
签名:
工程意见:
签名:
第
五
次
模具厂商:
工程图号:
出厂日期:
试模日期:
回厂日期:
效
果
确
认注塑意见:签名:品管意见:签名:
工程意见:
签名:
注塑类首件确认表

无异味
1个或1个以上直径大于 0.5mm的黑点,或者3个 以上直径小于0.5mm黑点 均判定为不合格
口可生产 口重 试
备注:符合产品发放标准项用“OK”表示,不符合项作“NG”,无要求项用“/”。
重点提示:
QC签名:
QC班长签名:
保存期: 3年ຫໍສະໝຸດ XX包装有限公司版本号: A/0
日期/班 次:
品名规格
SAP编号
注塑类首件确认表
模具号:
生产批号
表单编 号:QP-
原因:口换模 口修模 口换线 口换机台 口换料 口换生产通知单 口开机生产 口其它(说明)
时间
属性(根据《检 验指导书》)
危险的或污染的异物 (碎玻璃、钢铁屑、头 发、昆虫、污点、灰
尘等)
盖破裂/变形
环保标识/客 户名称
配合不良(无法 配合或歪斜/不顺
畅等)
字体图案清晰、 正确、完整;无 可见的螺纹残缺
配合密封 性
盖无明显翘曲变形,进胶 点无明显凸起
变量
模腔数 功能
判定
色调/色相与标准版相 符
披锋/毛刺
垫片效果 及其它项目
形状端正,饱 满;无明显毛 刺,黑点、缺
料;
无可见油污、污 渍、异物
011 注塑首件确认单
材料变更
换班 送检次
数 首件完成时间:
送检人
检查项目
尺 寸 检 测
最终检验结 果
规格 1# 2# 3# 4# 5# 合格
不合格
其他
断针后复核 模具设计变更
其他
注塑领 班:
检验员:
品质领 班:
第
一
联
断针后复核
白
模具设计变更 :Biblioteka 其他品 质部
判定 第 二 联 蓝 : 生 产 部
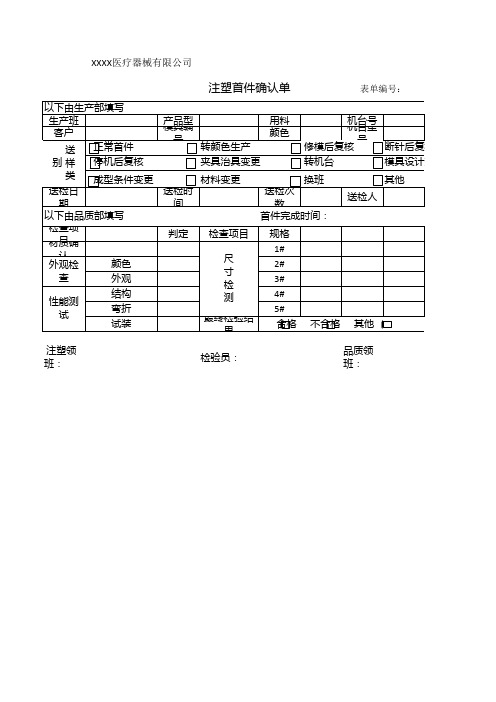
XXXX医疗器械有限公司
注塑首件确认单
表单编号:
以下由生产部填写 生产班
客户
送 正常首件
别 样 停机后复核
类 成型条件变更 送检日
期
以下由品质部填写
检查项
材质目确
认 外观检
颜色
查
外观
性能测 试
结构 弯折 试装
产模品具型编 号
送检时 间 判定
转颜色生产 夹具治具变更
用料 颜色
机机台台号型 修模后复核 号
《注塑成型特殊过程确认记录表》
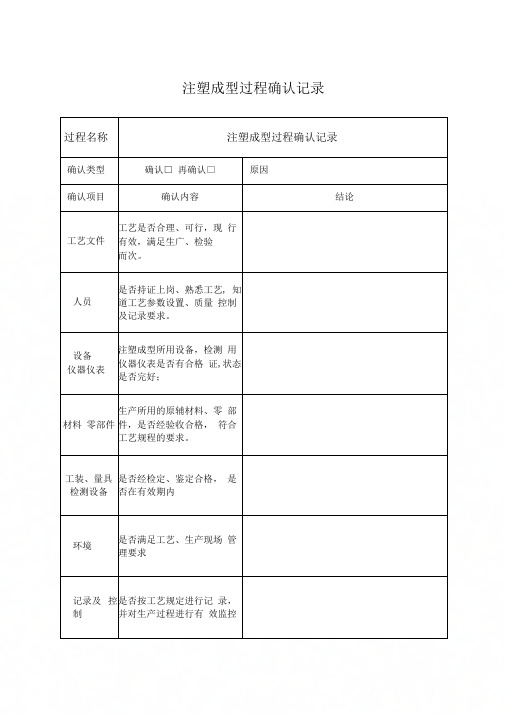
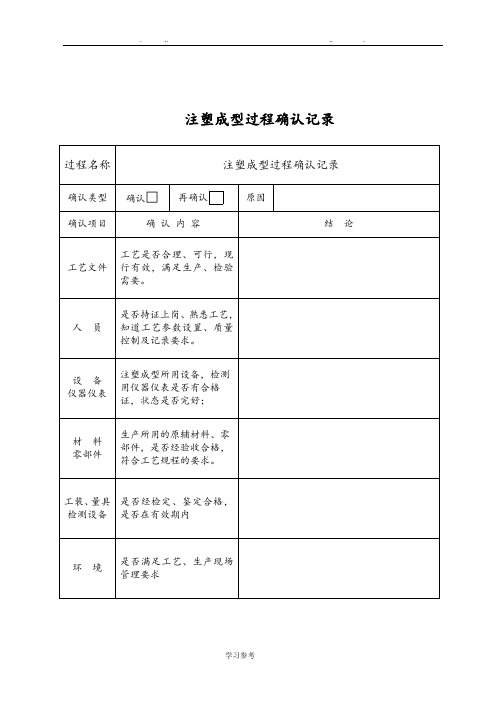
注塑成型过程确认记录
过程名称注塑成型过程确认记录
确认类型确认□ 再确认□原因
确认项目确认内容结论
工艺文件工艺是否合理、可行,现行有效,满足生广、检验
而次。
人员是否持证上岗、熟悉工艺, 知道工艺参数设置、质量控制及记录要求。
设备
仪器仪表注塑成型所用设备,检测用仪器仪表是否有合格证,状态是否完好;
材料零部件生产所用的原辅材料、零部件,是否经验收合格,符合工艺规程的要求。
工装、量具检测设备是否经检定、鉴定合格,是否在有效期内
环境是否满足工艺、生产现场管理要求
记录及控制是否按工艺规定进行记录,并对生产过程进行有效监控
参数
工
艺
参见工艺参数标准
实测
值
参见工艺参数记录
产
品物理测试
检
测
内
容
检
测
结
果
签章:4申月曰
确认
结论
组长:# 月日确
认
人
员
部门签字部门签字。
物资换货确认单模板

物资换货确认单模板1.急等如果你不放心。
换货单号没办法填,你要保留好这个单号,拍照留证据1可以要求延长收货给你,卖家可以无限延长收货时间的。
只要延长到他发货以后,就可以了。
2保留好退货的快递单号和快递底单,这个是唯一能证明你有退货发给卖家的唯一证据。
3如果在确认收货之前,卖家还没有发货给你,或者是发货了,没有给你单号的。
你可以申请退款退货,然后等同意退货了,直接填快递单号上去。
4就算已经确认收货了,在确认收货后15天内,买家还是可以申请一次售后退款退货的,售后只能申请一次,一旦取消就没办法再次申请,所以如果在确认收货后,卖家没发给你货,或者你不想要了,都是可以申请售后退款的。
2.退换货明细目的:明确退换货作业程序,以提供高品质服务。
退换货标准:一、本公司售出之商品,在购买日次日起7天内发生性能故障或其他质量问题,顾客可选择退货、换货或修理。
二、本公司售出之商品,在购买日次日起15天内发生性能故障或其他质量问题,顾客可选择换货或修理。
三、不得退换货之商品:(一)有碍卫生无法再销售的商品(如:内衣、内裤、袜子)。
(二)烟、酒类商品及生鲜类食品。
(三)已拆封之消耗性商品(如:电池、胶卷)。
(四)知识产权类商品(如:软件、音像、书籍)。
(五)商品包装损坏,配(附)件不全。
(六)已修改之服饰。
四、未尽事宜,参照三包规定办理。
肆、退货作业:一、退货形式:(一)退货单(如附表一)分为正常退货、手退和空退三种。
3、空退:因顾客购买之生鲜类商品已经加工使用,无法再退回卖场销售;或收银台多扫描、重复扫描退款时使用。
(二)退货单的开具及操作要求:退换货中心人员按退货单的内容填写货号、数量、购买日期、机台号、发票(或送货单)号、金额以及退货原因(简单扼要),并且在承办人一栏中签名,接待课长在课长栏签名。
收回顾客退货商品,将退货单的第二联(黄单)以及发票(或送货单)一并交给顾客,请其到退款处取退款。
退货单白联贴在退货商品上,退货商品集中整齐的堆放在规定的地方。
注塑过程确认报告
注塑过程确认报告
制定:
批准:
日期:
验证实施计划
一、确认目的:
1、验证确认购买的注塑机能够满足生产能力,注塑使用的原料满足标准要求。
2、验证确认注塑生产工艺是有效可行的生产工艺。
二、验证时间:计划2016年1月一2月中旬。
三、验证小组人员组成:
四、验证依据
成型作业标准书;零部件图纸;检验标准书
五、验证产品名称:
气道连接器
六、验证过程
(一)验证对象:注塑成型机
(二)人员分工
1.验证前准备、注塑工艺的确定验证:
2.注塑成型机运行验证;
3.注塑验证过程的操作;
4.验证过程中的审核;
5.验证报告、作业文件的批准。
注塑成型制程报废确认表
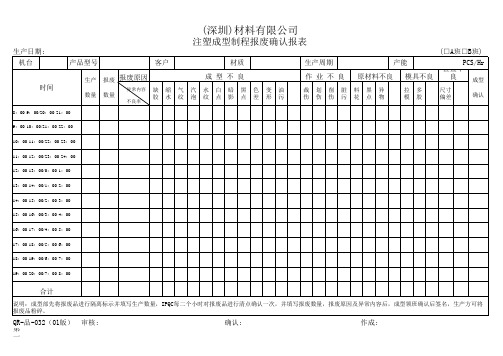
注塑成型制程报废确认报表
生产日期: 机台 时间
数量
8:00-9:00/20:00-21:00 9:00-10:00/21:00-22:00 10:00-11:00/22:00-23:00 11:00-12:00/23:00-24:00 12:00-13:00/0:00-1:00 13:00-14:00/1:00-2:00 14:00-15:00/2:00-3:00 15:00-16:00/3:00-4:00 16:00-17:00/4:00-5:00 17:00-18:00/5:00-6:00 18:00-19:00/6:00-7:00 19:00-20:00/7:00-8:00
(□A班□B班) 产品型号
生产 报废 报废原因 数量
异常内容 不良率
客户
材质 成 型 不 良
生产周期 作 业 不 良
色 差 变 形 油 污 裁 伤 划 伤 削 伤 脏 污
产能 原材料不良
料 花 黑 点 异 物
PCS/Hr
模具不良 检查不良 成型
拉 模 多 胶 尺寸 偏差 确认
缺 胶
缩 水
气 纹
汽 泡
水 纹
白 点
暗 影
黑 点
合计
说明:成型部先将报废品进行隔离标示并填写生产数量,IPQC每二个小时对报废品进行清点确认一次,并填写报废数量,报废原因及异常内容后,成型领班认后签名,生产方可 将报废品粉碎。
QR-品-032(01版)
审核:
确认:
作成:
第一联:品保(白) 第二联:成型(红)
注塑首件确认记录
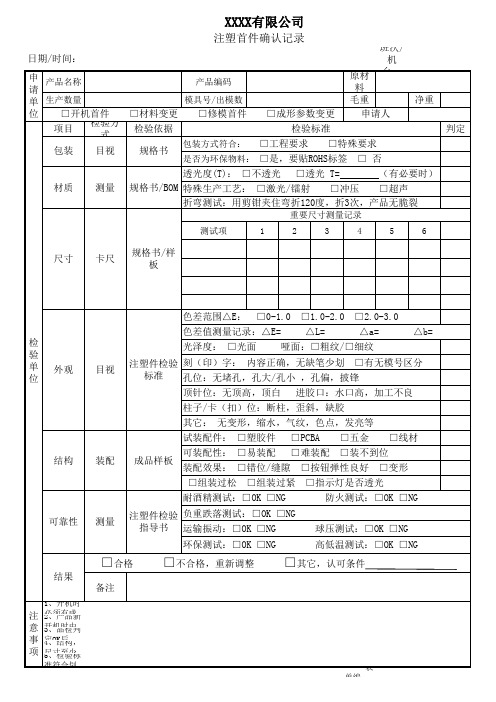
结构
装配
成品样板
□按钮弹性良好
□指示灯是否透光 防火测试:□OK □NG 球压测试:□OK □NG 高低温测试:□OK □NG
可靠性
测量
注塑件检验 负重跌落测试:□OK □NG 指导书 运输振动:□OK □NG 环保测试:□OK □NG
□合格
结果 备注
□不合格,重新调整
□其它,认可条件
注 2、产品新开机时由生产负责人自检后,填写本表单与样品(两模以上)送检,经品检人员判定合格后生产; 意 3、品检判定OK后,连同本表及一模样品送回机器操作台上并执行巡检; 事 4、结构,尺寸至少连测两模或以上; 项
□特殊要求
是否为环保物料: □是,要贴ROHS标签
透光度(T): □不透光 材质 测量
□透光 T=
规格书/BOM 特殊生产工艺: □激光/镭射 □冲压 □超声 折弯测试:用剪钳夹住弯折120度,折3次,产品无脆裂
重要尺寸测量记录 测试项 1 2 3 4 5 6
尺寸
卡尺
规格书/样板
色差范围△E: 检 验 单 位 光泽度: □光面 外观 目视
1、开机时必须有成形工艺卡、操作作业指导书。
5、检验标准符合划"v",不符合划"x",判定结果符合写OK、不符合写NG、不涉及此项写“/” 表单编号:QR-QC-018-A0
检验员:
生产:
审核:
□□2.0-3.0 △a= △b=
色差值测量记录:△E=
哑面:□粗纹/□细纹
注塑件检验 刻(印)字: 内容正确,无缺笔少划 □有无模号区分 标准 孔位:无堵孔,孔大/孔小 ,孔偏,披锋 顶针位:无顶高,顶白 进胶口:水口高,加工不良 柱子/卡(扣)位:断柱,歪斜,缺胶 其它: 无变形,缩水,气纹,色点,发亮等 试装配件: □塑胶件 □PCBA □难装配 □五金 □装不到位 □变形 □线材 可装配性: □易装配 装配效果: □错位/缝隙 □组装过松 □组装过紧 耐酒精测试:□OK □NG
过程确认-注塑确记录

5.报表的填写●合格○不合格5年的工作经验。
验证方法:
操作检验
相关文档:
3.有效性评价
4.操作上岗证
上岗证确认
杨金梅上岗证编号:ZS002
验证结论:●合格○不合格验证人:龙永玲、贺东桥日期:2019.08.31
审核结论:●合格○不合格审核人:孔垂贵日期:2019.08.31
7)注射压力●合格○不合格
8)电气控制●合格○不合格
验证方法:
目视观察
相关文档:
使用说明书
设备装配图
设备电路示意图
验证结论:●合格○不合格验证人:龙永玲、闫永贵日期:2019.08.31
审核结论:●合格○不合格审核人:王泰日期:2019.08.31
注塑机安装验证确认表ZS011
验证目的:确认注塑机随机文件的完整性
审核结论:●合格○不合格审核人:王泰日期:2019.08.31
注塑成型机安装确认表
ZS012
验证目的:确保注塑机安装准确和整机的完整性
验证要求:依照图纸将注塑水平安装在正确位置
验证依据:对照图纸
设备名称:注塑机设备型号:150T机台编号:F3
供应商:日本FANUC公司
验证(操作)人员姓名:龙永玲、闫永贵
验证依据:上岗应知应会考试考核
验证(操作)人员姓名:杨金梅
人员专业:●操作
验证内容:结论备注
1.产品的加工方法●合格○不合格该员于2016年3月份
2.品质的要求标准●合格○不合格入职,之前有从事注塑
3.产品的包装方法●合格○不合格成型作业员有4年的
4.生产安全要求●合格○不合格工作经验。
5.报表的填写●合格○不合格
注塑成型特殊过程确认记录表
确 认
结 论
组长:年 月 日
确
认
人
员
部 门
签 字
部 门
签 字
注塑成型过程确认记录
过程名称
注塑成型过程确认记录
确认类型
确认□
再确认
原因
确认项目
确 认 内 容
结 论
工艺文件
工艺是否合理、可行,现行有效,满足生产、检验需要。
人 员
是否持证上岗、熟悉工艺,知道工艺参数设置、质量控制及记录要求。
设 备
仪器仪表
注塑成型所用设备,检测用仪器仪表是否有合格证,状态是否完好;
材 料
零部件
生产所用的原辅材料、零部件,是否经验收合格,符合工艺规程的要求。
工装、量具
检测设备
是否经检定、鉴定合格,是否在有效期内
环 境
是否满足工艺、生产现场管理要求
记录及
控 制
是否按工艺规定进行记录,并对生产过程进行有效监控
参
数
工艺参见工艺参数标准来自实测值
参见工艺参数记录
产品物理测试
检
测
内
容
检
测
结
果
注塑首末件确认报告范例

客户编号
料号(生产) 料号(品管)
首/末件确认报告
产品名称
班 别 A□ B□
图纸版本
模具编号
模穴数
材料名称
订单量
机台号
检查时间
颜色
首件条件
□批量生产 □材料更换
□小批量试产 □停机12H后开机
□修改模后生产 □机台更换
成型工艺参数
干燥方式
干燥温度
制令单号 □工艺变更
干燥时间
温度条件
段别 射嘴 T1 T2 T3 T4 T5 T6
滑块
动模
定模
定模
水温
实测
时间
射出
保压1
保压2
冷却
测试结果
产品模重:标准
g 实测:
g
判定 检验:
□OK □NG
审核:
外观检查
颜色检查
尺寸检
测量值
特殊检验项目
查基准 1 2
3
4 5678 材质确认 □OK □NG
材质批号和类别
末
件
实配件料号
检
实配检查 □OK □NG
查
记
其他测试 测试标准
测试结果
录
产检验:
□OK □NG
审核:
周期
段别
射出一
射出二
射出条件
速度
压力
生产领班:
送件时间:
外观检查
尺寸检
测量值
注塑成型特殊过程确认记录表
过程名称
注塑成型过程确认记录
确认类型
确认□
再确认
原因
确认项目
确认内容
结论
工艺文件
工艺是否合理、可行,现行有效,满足生产、检验需要。
人员
是否持证上岗、熟悉工艺,知道工艺参数设置、质量控制及记录要求。
设备
仪器仪表
注塑成型所用设备,检测用仪器仪表是否有合格证,状态是否完好;
材料
零部件
生产所用的原辅材料、零部件,是否经验收合格,符合工艺规程的要求。
工装、量具
检测设备
是否经检定、鉴定合格,是否在有效期内
环境
是否满足工艺、生产现场管理要求
记录及
控制
是否按工艺规定进行记录,并对生产过程进行有效监控
参
数
工
艺
参见工艺参数标准
实
测
值
参见工艺参数记录
产品物理测试
检
测
内
容
检
测
结
果
签章:年月日
确认
结论
组长:年月日
确
认
人
员
部门
签字
部门
签字
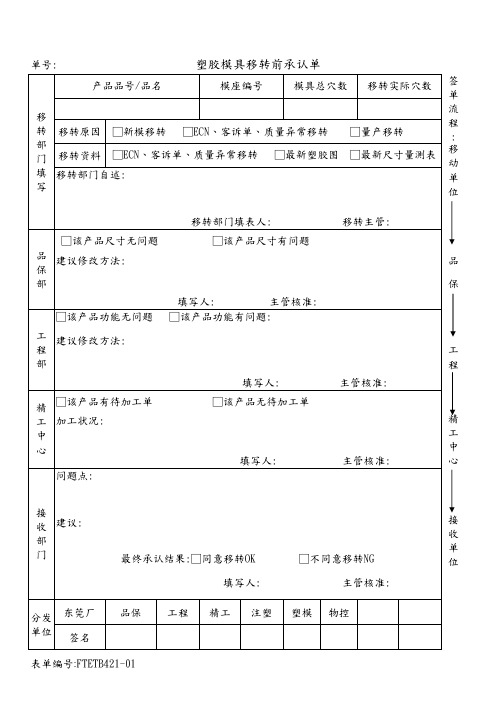
材料、设备交接确认单
编号:
致:(监理单位)
以下材料、设备已经我双方单位按有关规定进行交接领用手续,特报请予以确认。
附:1.交接的材料、设备明细表(名称、型号、规格、数量、编号);
2.已经开箱检验的签证单;
3.交接的材料、设备的文字技术资料明细表(名称、页数、份数)。
材料、设备领用单位:
材料、设备交接确认单使用说明
1.使用范围
1.1凡属从建设单位方领用材料或各标段承包单位之间的材料领用、设备领用时使用本表。
2.使用说明
2.1本表由材料、设备用方填写。
2.2材料、设备交接双方进行交接检验工作结束后双方进行签证。
2.3由领用方负责填写《材料、设备交接确认单》报项目监理机构,监理工程师于24小时内签认,返还双方承包单位,并抄报建设单位。
经办人:
年月日
材料、设备发放单位:
经办人:
年月日
审查意见:
项目监理机构:(章)
专业∕总监理工程师:
年月日
审核意见:
建设单位:(章)
建设单位代表:
年月日
本表由材料、设备领用方填写,一式四份。交接双方、建设单位、监理单位各一份。
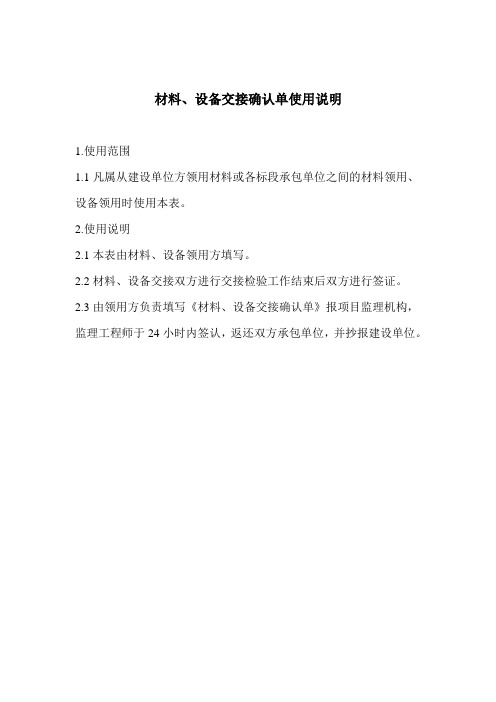
058 零部件切换确认单
检验员 备注 SQE 备注 工艺技术部 备注 制造部 备注 物流部 备注 产品中心 备注 切换前图片(必须图示)
日期: 日期: 日期: 日期: 日期: 日期: 切换后图片(必须图示)
编制: 审核: 批准: 发放日期
发送单位:□研究院□产品中心□采购中心□售后服务部□生产制造部□物流部□工艺技术部□绩效检验部□PDI
零部件切换确认单
表单编号:XXXXXXXXXXXXX/表单归属文件:《质量改进管理办法》
零部件名称
切换前零件号 切换后零件号
供应商名称
车型 切换因:
首台VIN码
切换前与切换后的零部件是否可进行互换 : □可互换;□不可互换。 不可互换时,需明确售后市场切换前车辆处理方案:
首批零部件批次号/数量
切换时间
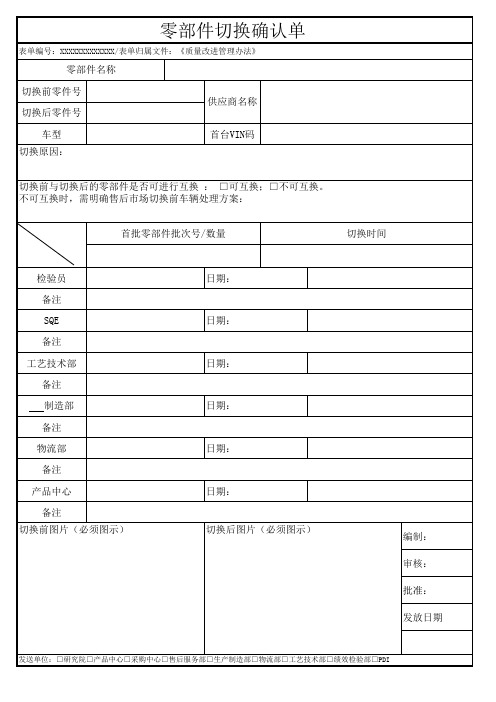
塑胶模具移转前承认单样板
□该产品尺寸有问题
品 建议修改方法:
品
保
部
保
Байду номын сангаас
填写人:
主管核准:
□该产品功能无问题 □该产品功能有问题:
工 建议修改方法:
程
工
部
程
填写人:
主管核准:
精 □该产品有待加工单 工 加工状况: 中 心
问题点:
□该产品无待加工单
填写人:
精
工
中
主管核准:
心
接 收 建议: 部 门
最终承认结果:□同意移转OK
□不同意移转NG
接 收 单 位
填写人:
主管核准:
分发 东莞厂 单位 签名
品保
表单编号:FTETB421-01
工程 精工 注塑 塑模 物控
单号:
塑胶模具移转前承认单
产品品号/品名
模座编号
模具总穴数 移转实际穴数 签 单
移 转 移转原因 □新模移转 □ECN、客诉单、质量异常移转
□量产移转
流 程 :
部 门 移转资料 □ECN、客诉单、质量异常移转
□最新塑胶图 □最新尺寸量测表 移 动
填 移转部门自述:
单
写
位
移转部门填表人:
移转主管:
□该产品尺寸无问题