圆角曲面加工宏程序的开发与应用
应用宏程序在数控铣床加工倒角、圆角 - 常州铁道高等职业技术学校

宏程序在轮廓倒圆角编程中的应用(常州铁道高等职业技术学校江苏,常州 213011)赵太平摘要:本文通过在立式加工中心上倒圆角加工的原理和过程的分析,确定了倒圆角编程要解决的关键问题,并结合实例分析了应用宏程序编制倒圆角编程的方法。
关键词:倒圆角;编程;宏程序圆角是零件轮廓常见的结构部分之一,在立式加工中心上采用立铣刀来加工零件轮廓径,使刀具沿其中心轨迹运动,正确加工出工件轮廓。
采用这种方法来编制倒圆角的加工程序,立铣刀切削刀尖在高度方向每下降一个深度,将要按如图2俯视图所示的一条刀具切削轨迹的实际尺寸编制一段程序,一方面为了保证圆角部分的加工精度,圆角园弧将被划分成很多等份,程序将会很烦琐,另一方面如果工件侧面轮廓复杂的话,每条刀具切削轨迹节点坐标计算量将很大,使编程工作量大大增加,甚至手工编程无法完成。
如图3所示每条刀具切削轨迹好象是把工件侧面轮廓不断等距偏移形成的。
每条刀具中心轨迹与对应的刀具切削轨迹存在一定距离的偏差,在实际加工时,机床控制刀具走的是加工出就是工件侧面轮廓,若按照同样的工件侧面轮廓的尺寸编程,但在半径补偿寄存器中输入值为(r -△),刀具实际半径不变,实际加工时,刀具中心轨迹会向内偏移△,加工出的实际轮廓就是把工件侧面轮廓小△。
可以看出,按照同样的工件侧面轮廓的尺寸编程,通过改变补偿寄存器中的半径补偿值,就可以得到不同的刀具切削轨迹。
对于具备刀具半径补偿量可变量赋值的数控系统(如FANUC-0i 系统),倒圆角加工可以按照工件侧面轮廓的尺寸编程,立铣刀切削刀尖在不同高度位置时的提供不同的半径补偿(r -△)图4凸圆角刀具切削刀尖到上表面的距离h和刀具中心线到工件侧面轮廓距离L计算分别见公式1和公式2,凹圆角刀具切削刀尖到上表面的距离h和刀具中心线到工件侧面轮廓距离L计算分别见公式3和公式4,h = R-R×cosα--------------------------------------------(式1)L = r-R+R×sinα-----------------------------------------(式2)h1= R×sinα-----------------------------------------------(式3)L1= r-R×cosα--------------------------------------------(式4)(其中:R-圆角半径,r-刀具半径,α-角度变量)通过上述分析可以看出,在加工过程中刀具切削刀尖到上表面的距离h(h1)和刀具四、小结轮廓的倒圆角加工,一般先完成其基本轮廓的加工,然后在其轮廓的基础上采用宏程序进行编程加工,对于具备刀具半径补偿值可变量赋值的数控系统,倒圆角编程加工将更加方便。
椭圆圆弧曲面宏程序的思路建设与运用

莓 _ 3 1 n X l = 2 n n
由 此推 导 出任 意切 削 层 交 点 T 、 S的位 置 为 :
V T = A B + B r c 0 s ( - q ) = 4 0 + 1 0 c o s ( 2 n )
V I = A I + B T s i n ( ' q ) = 1 5 + 1 0 s i n ( 2 n )
角 宏 程 序 的编 制 思 路 分析 如 下 。 零 件 尺 寸 如 图 6所 示 。
刀 具 由下 到 上 进 行 分 层 式 加 工 。 起 刀位 置设 置在 低 端 圆弧 的 象 限 点 处 。 这样 有利 于 程 序 的建 立和 加 工 过程 的平 稳。 编 制 该 圆 弧倒 角 曲 面 ( 以 下 简 称 圆 弧 曲面 ) 程 序 的核 心
图3
点在于 曲面上任意空间 P点坐标值 的确定 ( 如图4 、 图5 ) 。
O B 、 O A、 P E就 是 空 间任 意 P点 的 坐 标 线 段 。
建 立 角 度 变 量参 数 方程 式
1 切 点角度与圆心坐标 的确定
分 析 图 2可 知 , 由 于 尺 寸 图 没 有 给 出 切 点 D、 E 的 角 度 与 圆 心 A点 的坐 标 , 可 以 通 过
杨 丰①YA NG F e n g ; 齐 智 勇②QI Z h i — y o n g
利用宏程序编制长方台倒圆角程序

机 电技 术
2 0 1 3 年4 月
利用宏程序编制长方 台倒 圆角程序
胡翔 云 胡 莹
( 1 . 湖 北 职业 技术 学 院 ,湖 北 孝 感 4 3 2 0 0 0 ;2 . 湖 北 省 孝 感 高 级 中 学2 0 1 1 0 7 班, 湖 北 孝感 4 3 2 0 0 0 )
图 1 长方台倒圆角零件 图及其 分析
程 序 的编制要 根据 加工走 刀路 线确 定 。凸台 上R 5倒 圆角 曲面为 不能展 开成平 面 的空 间 曲面 ,
3 宏 程 序 编 制
采用 H NC 一 2 1 M 数控 系统进 行编程 。
%0 0 01
采用 手工 编程 时 ,可 以利用 宏程序 编 程功 能 ,在 二轴 半立 式铣床 上 采用 球头 铣刀完 成 加工 。其 基
胡 翔 云 等 : 利 用 宏程 序编 制 长 方 台 倒 圆 角程 序
7 3
N7 0 G0 1 Z [ 2 5 + [ 拌 0 + ≠ } 1 ] S I N[ # 2 P I / 1 8 0 ] ]
可用 于类 似 零件 的加 工 。如 当倒 角 圆半径 和球 刀 半径 发生 改变 时 , 只 需改变 0 = 5 、 ≠ } l = 4的值 即可 ,
位 :度 N6 0 WH I L E≠ } 2 GT 9 0 ;进 行循环
具 的半径 补偿 功 能 ,让 刀具 实 际切 削点在 此高 度
作 者 简介 :胡 翔 ̄( 1 9 6 6 -) , 男,高级 工程 师 、副教授 ,硕 士 ,主要研 究方 向 :数控 技术 。
第 2期
中图分类号:T G6 5 9 文献标识码:A
文章编号 :1 6 7 2 . 4 8 0 1 ( 2 0 1 3 ) 0 2 . 0 7 2 . 0 2
运用宏程序在圆弧面上车削圆弧螺纹

作者 简介 :曾祥菹 ,男 ,1 9 8 0 年生 ,广东 河源人 ,大学本
科 ,讲师 。研究领域 :数控加工技术 。已发表论 文 2 篇。
( 编辑 : 王 智 圣)
・——
’ 一 ・ — - - 卜一 — — 卜- — 卜- — - ● 一-
( 上接第 1 4 7 页)
4结语
我 国的煤矿机 电设备维修管理模式整体还是 以往 较 为传 统 式 的 管理 模 式 。该 类 以 时 间为 主 的 维修管理模式在行业发展前期也是很好 的确保了 煤炭产业的安全运作。不过随着 国内煤矿开采技 术 的革新 与发 展 ,机 械化及信 息化也 越来越 广 泛 ,各类机电设备的关 系也更为密切 。若是运作
经验交流
制 数控 程序 。 刀位 点 :尉 . 5 圆弧 刀的 圆心 ; 起点 坐标 :( X 3 0 . 7 5 Z 4 ) ; 终 点坐标 :( x3 o . 7 5 Z 一 3 7 ) 。 程 序编制 如表 1 所示 。
表1 / j n- r 程 序
3结语
用 [ J ]. 现代制造技术与装备 ,2 0 1 2( 6 ) :6 1 — 6 2 .
[ 2 ]高晓 东. 宏程序 编程 在异 形螺 纹加 工 中的应 用 [ J ].
制造 业 自动 化 ,2 0 1 2( 1 9 ) :6 2 — 6 3 .
[ 3 ]夏静文 ,穆丽 沙. 数控 车床上 圆弧螺纹 的宏程序 编程 与加 工 [ J ]. 机 械 工 程 与 自动 化 , 2 0 1 2 ( 0 3 ):
[ 3 ]路 兰_ 煤 矿机 电设 备 的故 障与 维修 [ J ]. 通 讯世 界 ,
2 0 1 3( 1 0) :1 9 — 21 .
运用宏程序在圆弧面上车削圆弧螺纹

运用宏程序在圆弧面上车削圆弧螺纹曾祥菹【摘要】Processing arc threads on curved surface are difficulty of programming and processing of CNC lathe, there are two difficult points, first is spiral groove fitting arc surface, second is oblique cutting the spiral groove. In this paper, the FANUC 0I system as an example,using the macro variables in operation,logic operation and conditions of the transfer to processing the arc thread on arc surface. It provides a reference for the numerical skills competition,production and processing to solve this kind of problem.%在圆弧面上加工圆弧螺纹是数控车床编程与加工的两大难点,一是拟合圆弧表面的螺旋槽,二是该螺旋槽的斜进切削。
以FANUC 0i系统为例,运用宏程序中的变量运算、逻辑运算和条件转移,加工圆弧面上的圆弧螺纹,为数控技能比赛、生产加工解决此类问题提供参考。
【期刊名称】《机电工程技术》【年(卷),期】2015(000)006【总页数】3页(P160-162)【关键词】圆弧面;宏程序;数控车削;圆弧螺纹【作者】曾祥菹【作者单位】河源市高级技工学校,广东河源 517000【正文语种】中文【中图分类】TG51近几年来在全国及省级数控技能大赛的数控车比赛中,经常会出现在圆弧表面上加工圆弧螺纹的考点。
宏程序在加工圆弧面中的应用
宏程序在加工圆弧面中的应用蒋晓敏【摘要】通过宏程序的编程,实现了两种不同圆弧面的加工。
第一种是平行坐标平面的圆弧面的加工方法,第二种是绕一个坐标轴旋转一个角度的圆弧面的加工方法。
%In this paper, the machining of two different arc surface by macroprogram are realized. The first arc surface's end plane is parallel to coordinate plane, and the second arc surface's end plane is rotated a certain amount of angle around the coordinate axis.【期刊名称】《机电工程技术》【年(卷),期】2013(000)004【总页数】4页(P18-20,56)【关键词】宏程序;圆弧面;编程【作者】蒋晓敏【作者单位】江阴职业技术学院,江苏江阴 214405【正文语种】中文【中图分类】TG659在数控加工中,经常会遇到各种各样的圆弧曲面的加工。
最常见的就是XY面的圆弧,这种圆弧面可以通过G02/G03 圆弧指令的编程来完成加工,非常方便。
其他平面的圆弧面的加工,虽然使用G02/G03 圆弧指令来编程也能进行加工,但往往加工程序比XY面的圆弧要复杂,这时正确的做法是利用宏程序来编程。
下面是应用宏程序精加工圆弧面的两个例子,当然在精加工前要进行粗加工,先铣削长方形轮廓,此处省略。
1 实例一:平行坐标平面的圆弧面的加工1.1 实例说明如图1 所示,该圆弧面在G18 平面(XZ 平面)内的投影为圆弧。
该圆弧半径为30 mm,投影到XY面为长48 mm,宽25 mm的长方形,长方形的2 个边分别平行于X、Y 轴,长方形关于Y 轴对称。
1.2 确定编程思路加工该圆弧常见的有两种方法。
宏程序在曲面数控加工编程中的应用

WHIE[ 1 E1 5 DO1 L #L ] ; # = l P/8 2 # * I10;
/当 # 小 于 或 等 于 l 35时 , 环 】 / 1 l. 循 , #l 为弧 度 / 把 转
轨 迹 (/ 直 径 为 叮具  ̄ mm) 设 : b 6 。 I件坐标
#= 3C S# ]2 ; 3 5 " O [2 + 0 # = 3 SN[2 一 8 7 一 1 ; 4 5 " I # ]4 . 5 样 5 5
设 为 网 弧
BC起 始 半 径 B E
的 点 与 l轴 正 方 , 向的夹 角 , 圆弧 B C
图 1为 一 个
上 各点 坐标 值 为 :
Y= 7 o 8— 0 4cs 2
双 s形 曲 面 零 件 图 , 华 中 数 控 立 用 式 铣 床 对 该 零 件
Z 4 s i 4 .7 = 7 il 30 6 n+
G43 H0l O # +I『 GO Z 4
/ / 圆弧 ,日 ㈨ qy坐标 1 / / N弧 ‘B f的 z坐标 4
为 r 顶 中心 ,I 计算 如 图 3 示 。 件 卡关 { 所 在 Y Z平 面 设 为 网弧 O
y= 0+ 3 o 2 5cs
G 1Y[3 Z # ]S ; O } ] [ 4 F O }
mo e s o t r a d c e r T i me h d c n i r v fi i n y i r h re n l a . h s t o a mp o e e fc e c n CNC ma h n n ,a s al e d e e t n a t ma i c i i g lo c r r me y d f c s i u o t c
pr g a o r mm i . ng
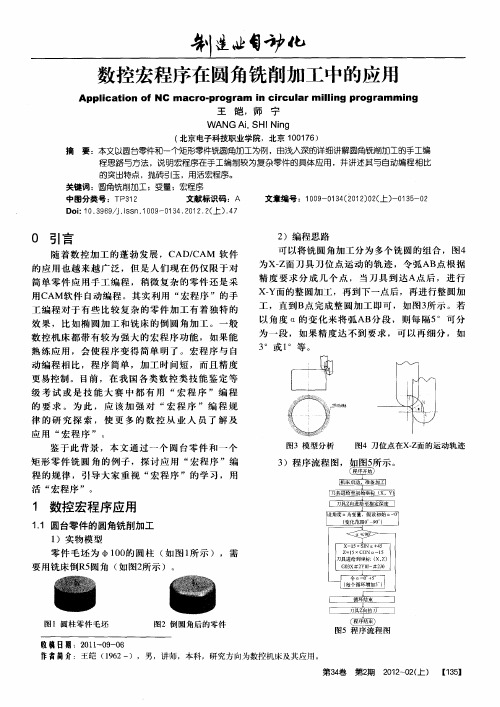
数控宏程序在圆角铣削加工中的应用
主 程 序
G5 G9 G1 4 0 7 G0 X Y0 0 0 M0 S 0 3 80 G0 Z1 . 0 O G0 X6 . O O X0
#1 O : WH L [ L 9] O1 I E #1 E 0 D
# 2 1. C [ ]4 . 二 - 5 } Os #1+ 5 # 3 5.S N[ 1一1 . 1 * I # ] 5 #4 5.co [ ] 5. =1 , s #1+9
表5 端盖材料 力学性能分析
5 1 4 M Pa 2. 8
l 4 6 MPa 0 3 8
5 . MPa 19
95 7 . MPa
5 1 4 M Pa 2. 8
l 4. 6 MPa 0 38
检测项 目
技 术 要求 1 #试 样检 测结 果 2 #试 样检 测结 果
4 )程 序 假 设 刀 具 选 用 l 球 刀 , 刀 位 点 起 始 位 置 0 ( 0 ) ,按 照 每 5 6 ,0 。设 定一 点 ,则 采 用循 环 语 句编程 如表 1 示 。 所 5 )仿 真加 工后 的效 果 图
完整程序
O22 22
TO2 O6 M
表2 方台零件的圆角铣 削加 工程 序
但 反 映 材 料 韧 塑 性 指 标 的 延 伸 率 不 能满 足 技 术 要 求 ,从 而证 明端 盖 的断裂 为脆性 断裂 。
范 要 求 的 ,但 接近 于许 用极 限 ,在 应 力判 定 时 没 有考 虑二 次应 力Q的影 响 ,结 果偏 于保 守 ,因 此实
际设 计 中可 以适 当 增 厚球 冠形 封 头 的厚 度 就 可 以
2 1 , 2. 0 ( ) 10
[】张永 智. 6 用户宏程序在 数控加工中的开发与英语 [ . J 机械 ]
基于宏程序的斜面、圆弧面的数控铣削编程

高教论坛
基于宏程序的斜面、 圆弧面的数控铣削编程
张秀娟 郭文星 (九江职业技术学院, 江西 九江 332200 ) 摘 要: 宏程序是手工编程的高级编程语言,合理地应用宏程序不仅能减少编程程序量 、 提高零件的加工精度,也能大大缩短加工时 间, 提高加工效率。通过斜面、 圆弧面加工实例,探索宏程序在数控铣削中的应用。 关键词: 数控铣削; 宏程序; 斜面、 圆弧面编程; 零件 在数控铣削加工中, 为了工艺的需要, 大部分零件都包含倒斜 采用角度 θ 为自变量, 其精加工程序如下: 面、 圆弧面等加工部位, 我们通常采用宏程序对其编程, 既提高编程 效率, 也优化了加工路径。 通常倒角的轮廓分为两种: 特殊轮廓和常 规轮廓。 下面我们以这两幅零件图为例详细讲解在数控铣削中如何 利用宏程序对其倒角进行编程。以 FANUC 0i-MB 数控系统为例。
2.2 倒斜面 C5 仍然采用切削深度 Z 作为自变量, 其精加工程序 如下:
图1 图2 1 特殊轮廓中的倒角 如图 1 中在正方体上的 30°倒角、 孔上方的倒角 R5 都属于这 种类型, 他们的共同特点是通过水平面截交的平面仍然是特殊图形 (如这里的正方形和圆形 ) , 编程中我们利用这个特点进行编程。 1.1 孔上方的圆弧面编程通常采用角度 θ 为自变量, R5 圆弧 面精加工程序如下: 综上所述, 在数控铣削加工中, 对于倒斜面和圆弧面的宏程序 的编程主要有两个特点, 一是通过逐层切削方式下每层的实际轮廓 不同。特殊轮廓 (如正方形和圆形 ) 仍按轮廓的类似型进行编程, 常 规轮廓需借助系统变量 #13001 进行编程; 二是自变量的选择不同。 倒斜面通常采用切削深度作为自变量, 而圆弧面或球面通常采用角 度作为自变量来编程。 本文对数控铣削加工中出现的倒斜面 、 圆弧面的宏程序编程进 行了详细的分析, 程序具有很强的通用性和推广性, 对宏程序编程 的学习具有很好的借鉴作用。 参考文献 [1]陈银清.宏程序编程在数控加工过程中的研究[J].机床与液压,2009 (05):42-45.
宏程序在数控铣床编程球面加工中的应用

宏程序在数控铣床编程球面加工中的应用摘要:宏程序在生产实践中有着广泛的应用,尤其在曲面的编程时更为常用。
掌握宏程序在数控编程中的应用,是数控技术的重要组成部分。
文章针对宏程序在球面加工中的使用,阐述了如何使用变量及高级语言的表达式编制程序。
关键词:数控编程宏程序变量中图分类号:TP313 文献标识码:A 文章编号:1672-4801(2007)01-02-031 引言在铣床上,数控编程方式有两种,一是自动编程,二是手工编程。
自动编程是指依靠自动编程软件来完成程序编制,它可以解决复杂零件的加工问题,但其产生的数控加工程序受多方面因素的影响,首先受CAD/CAM 软件在CAD 建模时计算精度的影响,其次,受CAD/CAM 软件在生成NC 刀具轨迹时计算精度的影响,有时后处理环节对其也会有影响,打开一个自动编程的数控加工程序,可发现程序中几乎都是简单的圆弧与直线指令的组合,虽然数据很准确,但很繁琐,几乎无法读懂程序。
手工编程是由人工完成零件的程序编制工作,主要包括零件图样分析、工艺处理、数据计算、编制程序及输入并校验程序等过程,相对于自动编程而言,可以完成的零件相对较为简单,但为什么还要学手工编程呢?对于数控从业人员来讲,手工编程是自动编程的基础,在任何时候,手工编程都是必须要掌握,在我国,无论是数控类技能鉴定等级考试或是数控类技能大赛,都不允许使用CAD/CAM 软件进行自动编程,而只能进行手工编程,在企业中,手工编程依然运用于实际生产。
特别是宏程序,是手工编程的高级形式,程序编制过程中,如果能够精通宏程序的使用,会使程序变得简单,而且其加工精很高,相对于自动编程产生的数控加工程序,加工时间也会大大缩短。
2 关于宏程序2.1 宏程序的定义、特点在程序中使用变量,通过对变量进行赋值及处理的方法达到程序功能,这种有变量的程序称之为宏程序。
在一般的程序编制中程序字视为一常量,一个程序只能描述一个几何形状,所以缺乏灵活性和适用性;而使用宏程序编程,针对同一类型的编程,只须改动变量数值,不用重新编程,就可以得到不同尺寸而几何形状相似的程序具有应用灵活、形式自由的特点;还具备计算机高级语言的表达式、逻辑运算及类似的程序流程,使加工程序简练易懂,实现普通编程难以实现的功能。
空间圆弧曲面宏程序的思路建设与运用

众所 周知 , 数 控编程一 直是数 控加 工 的关 键 , 宏程序 的运 用 的坐 标 线 段 。 更 是解决 了 自动 编程 中程序 可读 性不强等 因素带来 的诸 多麻 烦 。 1切点角度与圆心坐标的确定 圆柱 体倒 圆角 的宏程 序相对 比较 简单 , 解决方 案在各类文 献 中均
图 1
八
图 3
任意 层X Y 平面投影 轨迹轮廓 线
/ \ \ I \
I
l \
一
I _ B / J
,j
~\
I 。 c
z I l .
图2
rቤተ መጻሕፍቲ ባይዱ
图4
设 计 开 发
S U= AC + OS c o s ( 0) = 4 0 +1 O c o s ( 2 . 4 6 n ) s w= GW+ O S s i n ( 0) =3 1 +1 0 s i n ( 2 . 4 6 n ) P A
刀 具 由下 到 上 进 行分 层 式 加 工 。 起 刀 位 置 设 置 在 低 端 圆 弧 的 分 析 图2 , 由于 两 端 终值 角 度 D、 v不 一 致 , 把 切 削 层 分 为5 O 份, 象 限点 处 。 这样有 利于 程序 的建立 和加工过 程 的平 稳 。 编 制该 圆 令n 为角度等分增量。 任意层 中轮廓角度的变化值为 r l , 0( 如图3 ) 。 弧倒角 曲面 ( 以下简称 圆弧曲面) 程序的核心点在于 曲面上任意空 建立角度 变量 参数方程 式 : 间P 点坐 标值 的确 定( 如 图4 、 图5 ) 。 O B、 OA、 P E 就是 空间任 意P 点
一 十
游 l教 字
黎
设 计 开 发
空 问圆弧 曲面宏程序的思路建设与运用
宏程序数控铣削圆弧的应用

240
宏程序数控铣削圆弧的应用
刘新平 (山东交通职业学院 , 山东 潍坊 261206)
摘 要:针对普通铣床较难加工圆弧的生产实际,提出了利用宏程序,在数控铣床上加工过渡圆弧的方法。 关键词:圆弧;宏程序;数控铣床 DOI:10.16640/ki.37-12距离 X 方向 );#6=#4-R(刀位点的 Z 坐标值); G01 X- [#5] Z [#6] F100(移至当前加工深度及当前刀位点); G02 I[#5] F800(沿轮廓走刀);#1=#1+1(角度每次递增 1°); IF [#1LE90] GOTO20(如果加工角度≤ 90°程序跳转到 N20); G00 Z100. G00 提刀至安全高度:M30。 2.2 利用球头铣刀加工内孔倒圆 如图 3 所示,球头铣刀采取从 A 到 B 的切削路线,刀具球头始终 与所切圆弧相切。依然取角度作为自变量 #1,计算球头刀刀位点在 机床坐标系的坐标,公式如下: X=[R+d/2]*[1- COS [#1] ]+(D-d)/2, Z=[R+d/2]*SIN [#1]-R
图 2 键槽铣刀铣削园弧 程序编写如下: O0001;#1 = 0 圆弧的初始角度;#2 =(D - d)/2(初始刀位点 到原点的距离 X 方向 );G00 X -[#2] Y0 Z2 G00(快速移至初始点); N20 #3=R*COS [#1];#4=R*SIN [#1]; #5=#2+R-#3(刀位点到
3 结语
零件上倒圆角或倒角的结构,虽然使用自动编程可以解决,但掌 握尺寸形状的逻辑关系后,可以利用简短的宏程序编程就可以解决, 非常方便,在实际生产中可广泛使用。 参考文献: [1] 荣瑞芳 . 数控加工工艺与编程 [M]. 西安电子科技大学出版社 ,2006. [2] 黄国权 . 数控技术 [M]. 哈尔滨工程大学出版社 ,2004. [3] 陈红康 , 杜红香 . 数控编程与加工 [M]. 山东大学出版社 ,2004. 作者简介:刘新平(1968-), 女 , 副教授 , 从事数控编程与加工工艺 教学。
宏程序在加工圆弧面中的应用

作用 ,水电机组的振动部位在水 电机组中分布广 泛, 包含了机械激振 、电磁激振等等。这些激振的 信号类型又分为周期信号和随机信号两种 , 这两种
●
分析。所 以,在水 电站 的发展过程 中,要 将水 电
机组的各个环节细心的进行检测 ,从而使电站惠
及 民众 。在水 电站的监测 中还要注重对于电站工 作人 员素 质 的培养 ,加强其 工作能 力 和专业 素 养 ,这样 才 可 以不 断 的促进 电站 的 全面发 展 。
京:机械工业出版社,2 0 0 8 .
[ 2 ]黄 冬英. 宏程序 在刻 线加 工 中的应 用 [ J ]. 制造技 术
与 机 床 。2 0 1 1( 2 ) :1 6 0 — 1 6 2 .
G 0Z1 0 0 M0 5
M3 O %
3 结 语
通 过 以 上宏 程 序 加 工 圆弧 面 的例 子 ,得 出第
( 3 )程 序 虽 然 采用 刀具 中心 轨 迹 编程 ,但 当 刀具 直 径 发 生变 化 时 ( 刀具 磨 损 或 者更 换 新 刀 ) , 只要 对 直 径 重 新 赋值 ,而 不需 修 改 程 序 的其 他 地
X [ + 撑 2 0 】 Y 0
Gl Z # 3 F 5 0
- + - + ・ + ・ +
- +
- + 一 + ・ + - +
- + - +
+
・ — - ● 一・ — - ● 一・
( 上接 第 2 0 页)
# 1 = #1 - 0 . 1
( 1 ) 用 变 量 的 形 式 对 参 数 赋 值 ,通 用 性 较
# 2 = S Q R T [ # 8 # 8 一 # 1 # 1 】
宏程序在圆周孔加工中的应用

2019.02科学技术创新-85-宏程序在圆周孔加工中的应用何宏伟(开封技师学院,河南开封475000)摘要:FANUCOi系统宏程序编程类似于C语言的编程方法,程序中使用变量编程,可实现四则运算(+、-、*和/)、逻辑运算(与、或和非)和函数运算(SIN,COS,TAN和SQRT)等功能。
通过循环语句、条件判断语句可以编制出各种规则曲面(球面、锥面和椭圆等)的加工宏程序,使手工编制程序的方法更加灵活。
关键词:B类宏程序;变量;运算符;跳转;循环中图分类号:TG659文献标识码:A圆周孔在编程时,首先需要采用数学方式计算出各孔的坐标,然后编写钻孔加工程序。
而在计算孔坐标时,数值往往会带有很多小数,且计算结果容易出错,造成编程人员编制和编辑程序的难度增加。
如采用宏程序编写圆周孔的加工程序,程序中使用变量和相关公式计算出孔的坐标,不仅避免了编程人员因计算带来的误差,还提高孔编程时的位置精度。
1宏程序概述用户宏程序与普通程序相比,普通程序只能描述零件的几何外形,用数值指定G代码的距离,数值之间不能进行运算,程序的运行只能按顺序逐行执行。
而宏程序用变量指定G代码的距离,变量之间能进行四则运算、逻辑运算和函数运算,程序的运行能按跳转到的位置执行。
1.1变量的定义在Fanuc0i系统中,B类变量用“#”和紧跟其后的变量号来文章编号:2096-4390(2019)02-0085-02表示,如#1、#2等。
变量号也可以使用表达式,但必须将表达式封闭在方括号[]内。
如#[#1+1],当#1=1时,#[#1+1]实为#2。
系统提供了空变量、局部变量、公共变量和系统变量四种变量类型。
空变量用“#0”表示,系统规定不能对空变量进行赋值,变量值永远为空;#1~#33是局部变量,是宏程序中局部使用的变量,用于存储宏程序中的数据.断电时数据将被丢失。
#100~#199和#500~#999是公共变量,公共变量#100~#199断电时初始化为空,公共变量#500~#999数据将被自动保存,#1000以上是系统变量,该变量用于读取数控机床的各种数据。
宏程序及自动编程软件在复杂曲面零件加工的应用

宏程序及自动编程软件在复杂曲面零件加工的应用摘要:随着现代制造技术的发展和数控机床的日益普及,数控加工在我国得到广泛的应用。
其中相当比例的数控铁床(包括加工中心)都应用在精密模具制造行业。
关键词:宏程序、自动编程一、前言在CAD/CAM软件普及应用的今天,手工编程的应用空间日趋缩小。
数控界有一种说法很流行:“宏程序已经没有什么用”。
其实任何数控系统都有很多指令在一般情况下是用不到的,那它们是否就没有用了呢,说它没用显然不对。
对宏程序也是如此,原因是很多人对宏程序不熟悉、往往误以为宏程序深不可测,所以渐渐对宏程序失去了兴趣及学习的爱好。
在实际工作中宏程序也有广泛的应用空间,并且能够方便编程。
锻炼编程能力。
帮助工人更加深入地了解自动编程的本质。
自动编程产生的数控加工程序的精度受多方面因素的影响。
首先它受CAD/CAM软件在CAD建模时的计算精度(还包括不同软件之间CAD圈档的转换精度)的影响。
其次。
受CAD/CAM软件在生成NC刀具轨迹时的(通近)计算精度的影响。
再者,就是后处理(posPtrocess)环节有时也会对其有影晌。
打开一个自动编程产生的数控宏程序,可以发现里面几乎都是直线回弧简单指令的组合。
虽然数据相当的准确。
但也相当繁琐。
程序语句比较零乱。
很难着恤。
宏程序是程序编制的高级形式,程序编制的质与编程人员的素质息息相关。
宏程序里应用了大l的编程技巧,这些使得宏程序的精度很高。
特别对于中等难度的零件。
使用宏程序进行编程加工要比自动编程加工快褥多。
有时自动编程的程序长度可能是宏程序的几+倍甚至几百倍。
加工时间也会大大增加。
宏程序是手工编程。
CAD/CAM是自动编程。
手工编程是自动编程的荃础。
在任何时候手工编程是必须掌握的。
特别是其精位—宏程序。
由于CAM软件自动编程具有速度快、精度高、直观性好,使用简便、便于检查和修改等优点。
已成为目前国内外数控加工普逸采用的数控编程方法。
二、运用宏程序加工椭圆零件宏程序是一种具有变量算术和逻辑运算功能、转移和循环功能的数控加工程序,由于其可对变量进行运算,所以程序应用更加灵活、方便,只改变变量的值,即可完成不同的加工和操作。
利用宏程序高效完成圆弧曲面的加工

利用宏程序高效完成圆弧曲面的加工张恩民;赵跃俊【摘要】宏程序应用灵活、形式自由,具备计算机高级语言的表达式、逻辑运算及类似的程序流程,也是手工编程的核心.数控编程中通过合理应用宏程序,能够避免软件自动编程带来冗余加工.以加工某零件圆弧曲面加工为例,详细阐述如何利用宏程序快速高效完成圆弧曲面的加工操作.【期刊名称】《现代制造技术与装备》【年(卷),期】2018(000)012【总页数】2页(P166,168)【关键词】宏程序;圆弧曲面;数控加工编程【作者】张恩民;赵跃俊【作者单位】江苏自动化研究所,连云港 222000;江苏自动化研究所,连云港222000【正文语种】中文本文研究过程中采取的数控编程主要为MasterCam自动编程软件,该自动编程软件中的曲面加工(如等高外形、曲面流线)参数设定是通过控制Z轴最大进给量或截断方向(X或Y轴)单步移动距离来保证加工精度,由于每刀各轴移动值固定,虽然对应圆弧线段等长,但各轴移动值为变量,所以此软件只适用于固定斜率的斜面加工。
以笔者所在单位承接某零件曲面加工为例,零件结构如图1所示。
129mm×49mm平面上需要加工R175的圆弧曲面,选用φ10mm球刀底刃加工,将X向方向设为主运动方向,进行往复双向切削,Y方向设定为截断方向移动量。
在自动编程方式下,由于截断方向距离参数必须赋予定值,但圆弧面Y、Z方向不同步,为保证加工质量,只能通过减小步距的方式控制圆弧面轮廓精度。
经过测试,将其设定为0.1mm。
这样,完成一个R175圆弧曲面加工,需要加工475刀,程序量多达1400余行,用时约23分30秒。
图1 某零件结构图通过加工数据可以发现,在该自动编程软件编制的数控程序下,加工效率较低,不适应批量生产要求。
而且根据圆弧曲面特性,若要达到优异的表面质量,球刀在圆弧曲面上每一刀加工的圆弧尺寸应该一致,最终生成均匀刀纹。
若要达到此效果,必须将旋转角度设为变量,以此计算出对应角度下Y、Z轴的移动值。
椭圆圆弧曲面宏程序的思路建设与运用

椭圆圆弧曲面宏程序的思路建设与运用
杨丰;齐智勇
【期刊名称】《价值工程》
【年(卷),期】2013(32)12
【摘要】探索用宏程序编制椭圆圆弧曲面程序的思路,为空间曲面的数控加工提
供了一种手工编程方法。
%This paper explores to program the ellipse circular surface program with the macro-programs, so as to provide a manual programming method for NC machining of the space curved surface.
【总页数】2页(P31-32)
【作者】杨丰;齐智勇
【作者单位】长沙航空职业技术学院,长沙410124;山河智能装备股份有限公司,长沙410100
【正文语种】中文
【中图分类】TG659
【相关文献】
1.运用宏程序在圆弧面上车削圆弧螺纹 [J], 曾祥菹
2.基于宏程序椭圆弧面螺纹编程与加工 [J], 杨旭;魏雅丽
3.空间圆弧曲面宏程序的思路建设与运用 [J], 齐智勇
4.空间圆弧曲面宏程序的思路建设与运用 [J], 齐智勇;
5.基于宏程序的圆弧过渡正交椭圆铣削加工应用研究 [J], GUAN Chang-e;XIE Ren-hua;GUAN Chang-jun
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标轴 、 四坐 标 轴或 五 坐 标轴 等数 控 机 床 上完 成 , 中三 坐 其
标轴 曲面 加 工应 用 最 为 普 遍 。 曲 面加 工 的走 刀 路 线 有 参 数法 、 面法 、 射 型法 、 型等 多种 走 到路 线 方式 。下 面 截 放 环
介绍 用截 面 法加 工 圆 角 曲面 的原 理 。 截 面 法 加 工 的 基 本 思 想 是 指 用一 组 截 平 面 去 截 取 加 工表 面 , 出 一 系列 交 线 , 具 与 加 工表 面 的切 触点 就 沿 截 刀
面,可建 立刀具与被加工 曲面在 z平面的数学模型如 图 2 ,
圆角 曲 面 的加工 属 于 曲面 的加 工 , 曲面加 工 可 在三 坐
A、 c点 是 在 任 意 相 邻 两 截 面 刀 具 与 被 加工 面 的切 触 点 。
对 半径 相 同的 圆弧 , 同 的圆心 角 0对 应长 度 相 同 的弧长 相
曲线 的方式 来 编 制 的 , 时则 产 生 了逼 近 误差 , 此 要使 加 工 出 的 圆角 曲面 满 足加 工质 量 要 求 ,逼 近 误 差 一 般取 零 件
公 差 的 1 0~ 1 。 / 1 / 5
工工 件 时 的轨 迹 在不 同 的高 度 ,都是 圆角 所 在 外 轮廓 的 等距 线 , 以加 工 X 所 Z面 内的 R 5圆角 时 , 在高 度 方 向用 可
8
现 制 术 装 代 造技 与 备
2 8 期总 8期 0 第5 第1 0 6
圆角 曲面加工 宏 程序 的开发 与应 用
张 吉玲 黄 伟 福
( 江苏 常 州轻 工 职业 技 术 学 院 , 州 2 3 6 ) 常 11 4
摘 要 : 过 研 究 圆角 曲 面的 加 工路 径 及 铣 削过 程 , 用 F NUC OiMB 系统 提 供 的 宏 程 序 功 能 编 制 出 通 利 A -
位 置的改变 , 点相对线段 A B c的 位 置 一 定 在 以线 段 Ac 为直 径 的 圆周 上 。 由 图 2可 知 , 点 到线 段 AC的最 大 距 离 为 AC 2 l /=/ 这 时 平 行 四 边 形 A C 为 正 方 形 , 2, BD 即
4 。 , 时 残 留的 误差 6最 大 。 5 这 设 被 加 工 圆角 面 的半 径 为 r ,由 图 2几 何 关 系 可 知 ,
了具有 通 用性 、 用性 且 应 用 简单 的 圆角 曲面 的数控 加 5 程序 。 用 时 只需在 主 程序 中对相 关 变量进 行赋 值 即 适 - . 使
可 完成所 需 圆 角曲 面的加 工。
关键 词 : 程序 数 控 铣 削 圆 角 曲面 刀具 半径 补偿 宏
1 圆角 凸 曲面 的 铣削 原 理
这些 交 线运 动 , 完成 曲面 的加 工 。
根据 截 面法 的基 本 思想 , 工如 图 1中 的 圆角 曲面 可 加
用 一组 水 平 面作 为 截平 面 , 出 的一 系 列 交线 , 图 1所 截 如
示, 然后 刀 具 与加 工 表 面 的 切触 点 就 沿 这 些交 线 运 动 , 即
足够 短 的直 线 段 逼 近 , z方 向加 工 一 小 段 直线 , 利 用 即 再
为使 加工 后 残 留量 均匀 , 用 圆心 角 作 为参 数 变量 来 采
确 定 每 次 下 刀 深 度 及 相 应 刀 具 刀 位 点 与 外 轮 廓 的 偏 移
角度 , 由圆 心 角 的增 量 控 制 的每 次 的下 刀 深 度 也不 会 过 大 , 加 工 的 圆角面 就 能满 足加 工 精 度要 求 。 则
若 工 件 圆 角 曲 面 的 半 径 r 5 m, 轮 廓 度 公 差 为 =r a
圆角 时 的数 学 模型
00 r 若取 6为 1 .3 m, a / 5的轮 廓 度 公 差 , 6 00 6 当采 用 即 = .0 ,
可加 工 出 圆角 曲 面 , 只要 控 制相 邻 截 面 与 截 面 间 的距 离 足够 小 , 即每 次 的下 刀 深 度 足够 小 , 可 以加 工 出满 足 加 就
工 质量要 求 的 圆角 曲面 。
当残 留 的误 差 最 大 时 , B D为 正方 形 . = D I AC AC B = 。
立铣 刀 加工 时 , 由式 ( ) 则 1 得 = .3 。 , 0 17 即角度 增 量 为不
2 下 刀 深 度 的 确 定
由 图 1可见 , 加工 圆角 面 的过程 相 当于 是 以折 线逼 近
大子 0 17 就 可满 足 加工 精 度 。 .3 。
3 在任 意 截面 。 刀位 点相 对 圆角 曲面位 置 的确 定 由上 述 内容 可 知 ,加工 如 图 3中 R 5圆角 时 ,刀 具加
膪 =O E— OF= 一 r
-
.
彗
图 1 加 工 圆 角 曲 面 的 刀 具 轨 迹
ห้องสมุดไป่ตู้
图 2 用 立 铣 刀 铣
sno + o : _ i c s0 r
.
.
二
r
化 简得 := ( s 02 a i -
Z r
一5 ) 4。
() 1
只要 控 制 圆心 角 的增 量 不 超 出上 述 公 式 () 算 出 的 1计
F 曰A F争r争 D F F c =n == == s i
AB =C D= AD= z
由 图 1可 见这 一 系 列 的交 线 都 是 圆 角所 在 外 轮 廓 的 等距 线 , 以为 简化 编程 可 采用 半 径 补偿 功 能进 行 编制 。 所
又 ‘6 D— E . =F F ‘
和弦 长 ,所 以任 意 相邻 两 截 面其 切 触 点 A、 C之 间 的距 离
l 相 等 的 。分 别 过 A、 是 C作水 平 线 和铅 垂 线 , 别 交于 点 分
曰 和 D, 接 D 交 A 连 B, C弧 于 E, A 交 C线 段 于 F 如 图 2 , 所 示 。 因为 A C长度 一 定 , A 且 B上B 所 以随 着 Ac线 段 C,