超高真空系统测漏标准作业程序
真空技术基础(电阻规 电离规)
8
(3) 机械泵停机后要防止发生“回油”现 象(为什么会发生回油?)。为此停机后须将进气口与大气接通,也可在机械泵进气口接 上电磁阀,停机时,电磁阀断电靠弹簧作用转向接通大气。
S
S
S
图 3-2 机械泵主要参数为: (1) 抽气速率(抽速 S) 抽气速率是指当抽气机的进口处在一定压强时,单位时间内流人抽气机的气体体积。 即 机械泵工作原理
p -p
S=2.30(V/t)。
3. 油扩散泵 图 3-5 为三级高真空油扩散泵结构示意图。扩散泵油选用分子量大,饱和蒸汽压低,较 粘稠的油,泵油用规定功率的电炉加热后,产生大量高压蒸汽从各级喷口高速(速度可达 200~300 米/秒)喷出,使喷口周围压强降低,附近气体即向喷口区扩散,从而被吸入并随
10 9
机械泵使用注意事项为: (1) 机械泵转 子 转动方 向 , 必须按 泵 上 规 定方向,不能反向。否则会把泵油压入真空系 统。 (2) 由于被抽气体在泵内被压缩,而且压 缩比又大,如气体中含有蒸汽,会因压缩而凝 成液体混人泵油中排不出去。因此,一般机械 泵不宜用于抽蒸汽,或含蒸汽较多的气体,具 有 气镇 装置 的机械泵 ,才适 于抽 含有 蒸汽 气 体。
90 ~ 440
440 ~ 20000
主要应用举例
真空成形、 真空输 真空蒸馏、干燥、 真空冶金,真空 表面物理、 热核反 运、真空浓缩。 冷冻,真空绝热, 镀膜,电真空器 应、等离子体、物 真空焊接。 理、超导技术,宇 件, 粒子加速器。 航技术。
真空技术基础
13
1.2 稀薄气体的性质
真空下,气体呈稀薄状态。稀薄气体最 接近理想气体,可以采用热力学方程进 行描述。
14
1.2.1气体分子的速度分布 气体分子无规则运动及 它们之间频繁地相互碰撞; 分子以各种大小不同的速率 随机地向各个方向运动; 在 频繁的碰撞过程中,分子间 不断交换动量和能量,使每 一分子的速度不断变化。 处于平衡态的气体,虽 然每个分子在每一瞬时的速 度大小、方向都在随机地变 化着,但是大多数分子之间 存在一种统计相关性。
6
1.1.2真空区域的划分
7
镀膜工艺采用真空的主要优点
8
超高真空的应用
9
10
分子束外延镀膜示意图
11
1.1.3 气体与蒸汽
对于每种气体,都有一个特定温度,即高于此温度时,气 体无论怎样都不会液化,称为该气体的临界温度。室温高于临界 温度的气态物质称为气体,反之称为蒸汽。 氮、氢、氩、氧等临界温度低于室温,所以室温下称它们为 气体,而水、金属在气态时就称为蒸汽,二氧化碳的临界温度为 31℃,与室温接近,因此很容易液化。
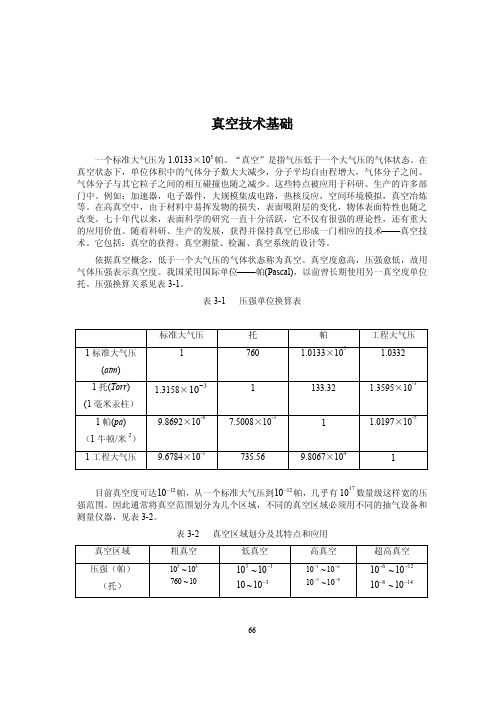
64
切换阀
电离规 主阀 挡油板 扩散泵 冷却水 缓冲器 加热器 (储气瓶)
a
薄膜生长的微观过程
24
几种真空概念之间的关系
25
26
气体分子从固体表面的反射
克努曾研究低压气体流动规律,证明余弦散射定律成立。 碰撞于固体表面的分子,它们飞离表面的方向与原入射方向无关, 并按与表面法线方向成θ角的余弦进行分布。 一个分子离开表面时,处于立体角dω(与表面法线成θ角) 中的几率为:
PECVD工序作业操作控制重点 4[1].10_2
![PECVD工序作业操作控制重点 4[1].10_2](https://img.taocdn.com/s3/m/2bd779d033d4b14e85246867.png)
顾客导向、科技领航、全面管理、精益求精 顾客导向、科技领航、全面管理、
PECVD基本结构组织与各个部件的具体作用
1、构造一台PECVD系统我们所需要部件有抽粗真空组 合泵、高真空组合泵、干泵、腔体、腔体与泵组之 间的连接管道、射频电源、控制系统的PLC、装导 电玻璃的夹具(工件架)、为夹具(工件架)提供 一个基础温度的预热炉等等; 1.1、腔体的主要作用是:提供一个置放工件架空 间、维持恒温工作环境。在腔体四壁上布满了加热 丝,除前后门之外,根据热电偶测得温度来控制恒 温。 通过可控硅来控制我们所要恒定温度的数值。 1.2、机械泵主要作用是:机械泵是油封式机械低 真空泵,它是真空技术中最基本的真空获得设备之 一 (可以直接抽大气)。
真空泵作业指导书

真空泵作业指导书
一、概述
真空泵是一种用于产生和维持真空环境的设备。本指导书旨在提供对真空泵操
作的详细指导,确保操作人员能够正确使用真空泵并保证其安全性。
二、真空泵的分类
根据工作原理和结构特点,真空泵可以分为以下几种类型:
1. 机械泵:通过机械方式排除气体,如旋片泵、涡轮份子泵等。
2. 涡旋泵:通过离心力将气体排出,适合于高真空条件下的操作。
3. 份子泵:通过份子碰撞将气体排出,适合于超高真空条件下的操作。
4. 气体扩散泵:通过气体扩散原理排出气体,适合于大气压到高真空范围内的
操作。
根据具体工作环境和需求,选择合适的真空泵进行操作。
三、真空泵操作流程
1. 准备工作
a. 确保操作人员已经接受过相关的安全培训并熟悉真空泵的操作原理。
b. 检查真空泵及其附件的完整性和正常工作状态,如有异常情况应及时报修。
c. 确保操作区域清洁整齐,无杂物和易燃物。
d. 确保操作人员穿戴个人防护装备,如手套、护目镜等。
2. 启动真空泵
a. 按照真空泵的启动顺序,打开相应的电源开关。
b. 检查真空泵的运行状态,确保其正常工作。
c. 如发现异常情况,应即将住手操作并报修。
3. 真空泵的运行
a. 根据操作需求,设置真空泵的工作参数,如压力、流量等。
b. 监控真空泵的运行状态,确保其稳定工作。
c. 定期检查真空泵的温度、压力等参数,如有异常情况应及时处理。
4. 住手真空泵
a. 按照真空泵的住手顺序,关闭相应的电源开关。
b. 清理真空泵及其附件,确保其干净整洁。
c. 记录真空泵的运行情况,包括启动时间、住手时间、异常情况等。
高性能压力机安全操作规程范文

高性能压力机安全操作规程范文
:
一、压力机操作前的准备工作
1、操作人员应当穿戴好防护装备,包括安全帽、护目镜、耳塞、手套等。
2、检查压力机各部分的工作状态,确保设备正常运转。
3、清理工作区域,确保周围无杂物干扰操作。
二、启动压力机前的检查和准备
1、确认压力机的电源已经接通,并且启动开关处于关闭状态。
2、检查润滑系统,确保润滑油处于正常状态。
3、检查气压系统,确保气压稳定并且无漏气现象。
三、压力机的操作步骤
1、调整压力机的参数,按照工艺要求选择适当的压力和速度。
2、启动电源,打开启动开关,确认设备处于正常工作状态。
3、开始操作压力机,注意观察压力机的工作状态,及时处理异常情况。
4、操作结束后,及时关闭电源,对设备进行清洁和维护。
四、压力机操作中的安全注意事项
1、严格按照操作规程进行操作,不得随意更改参数或过载操作。
2、操作过程中要保持专注,避免分心或懈怠造成意外发生。
3、操作过程中不要随意触碰机器运转部件,以免发生意外伤害。
4、操作时如遇突发情况应立即停机处理,不得强行继续操作。
五、压力机的维护保养
1、定期对压力机进行润滑保养,确保设备各部位正常运转。
2、定期检查压力机的各个部件,及时更换磨损的零部件。
3、在设备闲置时,要定期开机运转,避免长时间停用导致设备故障。
六、事故处理和报告
1、如发生设备故障或操作意外,停机处理后应立即向上级主管报告,及时处理。
2、对事故原因进行调查和分析,并采取相应的纠正和预防措施,避免再次发生。
七、其他事项
1、严格遵守压力机操作规程,不得私自短路或越权操作。
真空泵操作说明

1720
单/三相 1.1 KF25/40
3.3-4.5 1440
1720
工作环境温度 噪音(dB) 重量(Kg) 湿度
5-40℃ ≤56 19 ≤85%
5-40℃ ≤56 21 ≤85%
5-40℃ ≤58 30 ≤85%
5-40℃ ≤58 35 ≤85%
5-40℃ ≤58 43 ≤85%
合肥科晶材料技术有限公司
真空泵 VRD 系列 使用说明书
合肥科晶材料技术有限公司
HEFEI KEJING MATERIALS TECHNOLOGY CO.,LTD.
网址: www.kjmti.com 电子邮箱: kmt@ aiofm.ac.cn sales@kjmti.com
Tel:0551-65592566、65593658、65593659 Fax:0551-65593657
充泵油 在低压下抽除清洁气体时,建议每 2000 小时左右换一次油。
由于油的分解或已抽进的介质,使工作油中存在危害性物质,必须确定危害的 性质,并采取一切必要的安全预防措施
当存在危害性物质的情况下,首先确定危害的性质,并遵守适合的安全规程。 如潜在的危险仍继续存在,在任何维护工作开始前,必须将泵进行去污染处理。
VRD真空泵可作为中、低真空系统的主轴泵,也可作为罗茨泵、扩散泵、分子泵等 中高真空、超高真空系统的前级泵。
真空技术基础(电阻规 电离规)
p -p
S=2.30(V/t)。
3. 油扩散泵 图 3-5 为三级高真空油扩散泵结构示意图。扩散泵油选用分子量大,饱和蒸汽压低,较 粘稠的油,泵油用规定功率的电炉加热后,产生大量高压蒸汽从各级喷口高速(速度可达 200~300 米/秒)喷出,使喷口周围压强降低,附近气体即向喷口区扩散,从而被吸入并随
10 9
机械泵使用注意事项为: (1) 机械泵转 子 转动方 向 , 必须按 泵 上 规 定方向,不能反向。否则会把泵油压入真空系 统。 (2) 由于被抽气体在泵内被压缩,而且压 缩比又大,如气体中含有蒸汽,会因压缩而凝 成液体混人泵油中排不出去。因此,一般机械 泵不宜用于抽蒸汽,或含蒸汽较多的气体,具 有 气镇 装置 的机械泵 ,才适 于抽 含有 蒸汽 气 体。
超高真空机组 分子泵 吸附泵,低温泵
超高真空电离计
超高真空
能实现气体放电 能实现气体放电
1019 ~ 1016 10-6 ~ 10-3
1016 ~ 1013 10 -3 ~ 5
1013 ~ 109 5 ~ 104
< 109 > 104
l << d
l »d
l >d
l >> d
同前
14 ~ 30
30 ~ 90
8
(3) 机械泵停机后要防止发生“回油”现 象(为什么会发生回油?)。为此停机后须将进气口与大气接通,也可在机械泵进气口接 上电磁阀,停机时,电磁阀断电靠弹簧作用转向接通大气。
真空带式过滤机施工方案

真空带式过滤机安装方案
编制:
校审:
批准:
目录
1 工程概况 (1)
1.1工程简介 (1)
1.2 真空带式过滤机的基本结构及工作原理 (1)
1.3 真空带式过滤机的构造 (1)
2 编制依据 (1)
3 施工特点 (2)
4 施工部署 (2)
4.1工期安排 (2)
4.2人力资源 (2)
4.3工机具计划 (2)
4.4工机具计划 (3)
5 施工工艺 (3)
5.1工艺流程 (3)
5.2开箱验收 (3)
5.3施工条件确认 (4)
5.4施工方法 (4)
6 质量保证措施 (7)
6.1质量保证体系 (7)
6.2主要质量控制措施 (7)
6.3质量检验标准 (8)
7安全保证措施 (9)
7.1安全目标 (9)
7.2安全保证体系 (10)
7.3主要安全控制措施 (10)
8 安全应急预案 (11)
8.1应急机构及职责 (11)
8.2 风险分析 (12)
8.3应急措施 (12)
9 工作危险性分析(JHA)报告 (13)
1 工程概况
1.1工程简介
山西潞安煤基清洁能源有限责任公司油化电热一体化示范项目真空带式过滤机设备脱水系统包括:DU30/2500带式真空过滤机、真空泵系统、滤布、阀门、水液管道系统、电控系统、气路系统等。整个脱水系统由1套真空过滤机及其辅助系统组成,均为室内安装。
我单位负责安装的真空过滤机及其辅助系统共2套,分别位于Ⅰ系(位号:11—S-1702)及Ⅲ系(位号:13—S-1702)澄清单元.为保证真空过滤机及其辅助系统的安装质量,特编制此方案。
1.2 真空带式过滤机的基本结构及工作原理
本工程使用的真空带式过滤机型式为真空箱固定式.真空箱固定式过滤机是环形胶带拖动滤布在
真空知识及侧漏报告

Confidential
二、抽真空
旋片式真空泵工作原理如右图: D25B,D40B,大致就是这样工作的。 SV100(B)结构稍有不同,但原理一样。
罗茨(Roots)泵(或称双突瓣式泵two-lobe pump)
其工作原理如左图:
Confidential
三、测漏
检漏是指对于漏气的部件或系统进行检查以确定漏点的工作。经 常的,在此之后我们要对漏点进行处理,使得部件/系统的漏率小到 可以接受的程度。 绝对不漏气的部件或系统是不存在的。所以技术上所说的“不漏 气”,只是指部件或系统的漏率已经小到满足要求。
叫低真空; 叫高真空; 叫超高真空;
Confidential
一、何为真空
关于真空体系中的气体渗透:
气体渗透,顾名思义,就是指气体分子渗透到气壁中去。 这里要说明的是,气体分子不只会顺着微小的裂缝渗透,而是不管气 壁材料种类如何,有多么致密,多么完美无瑕,气体分子一样可以渗 透进去,只是渗透速度大小的问题。渗透的速度受气壁材料特性、温 度、气体成分等因素影响。 正是从这个意义上,我们说“真正完全不漏气的组件或体系是不存 在的。 在我们的排气机真空系统中,钢铁、铜、镍、铝、玻璃等材料抗渗透 的能力都是足够的。要注意的是如橡胶之类的材料
1个大气压=760托
反映真空程度高低的量叫做真空度。真空度低即气压高;真空度高即气压低。 目前的真空技术,已经获得 760托>P >10ˉ 托的真空度。根据不同的应用情 况,大致上可以把真 空区域划分为以下几个范围:
高温真空接触角测定仪-操作流程

高温真空接触角测定仪—操作流程
适用材料:所有材料, 尺寸:制备成直径约2 mm的球形试样。
适用基底:所有基底,尺寸:小于工作台面尺寸(40 mm × 40 mm)。
试验前应查阅待测样品的熔融温度。
操作步骤:
一、开机
1.设备电源合闸:(位于墙上) (位于
机器后面)。
二、装样
2.打开炉体上盖,并放置于右面的炉盖支架上。
3.装入试样:将试样轻放在工作台面靠近中心前面一点的位置。
三、打开软件
4.插上加密狗,打开桌面上接触角测定仪软件(双击),打开工具栏中的打开视频图标;
5.观察试样位置及在软件窗口中的清晰情况,如果不清晰可以调节机器上面CCD的前后高
低位置,直到清晰为止;
6.调节图像的曝光度,使图像的对比度达到合适;
7.调节试样的上下位置,分辨率,前后位置。
四、打开软件
8.合上炉盖,检查是否放正。
9.检查放气阀是否处于关闭状态,若未关闭,关闭放气阀—>打开旁抽阀
(此阀为手动开真空,逆时针为打开,顺时针为关闭。)—> 打开机械泵—> 开真空计,左边显示电阻规测量值,当压力数值< 10 Pa
—>关闭旁抽阀—> 打开主阀(此阀开关在面板上),—> 开冷却水—> 运行分子泵。
10.调整分子泵控制屏,观察分子泵转速。按该显示屏开关键,绿色显示灯开始闪乐。调
整屏幕显示状态为398,此时可以看到分子泵转速。
11.当分子泵正常运行5 min后,开启超高真空计(真空计右边开电离),数值在- 4 Pa或4 Pa
以下可长期开着。
12.获得良好真空后,可进入加热程序,打开面板加热开关。
13.加热控制器此时应该显示stop字样,如果未显示stop字样,按住stop停
真空作业指导书

真空作业指导书
全文共四篇示例,供读者参考
第一篇示例:
真空作业是一项常见的工作,涉及到许多行业和领域,如航空航天、半导体制造、医疗器械等。在进行真空作业时,必须严格遵守操作规程,以确保工作的安全性和有效性。为达到这一目的,制定一份详细的真空作业指导书是非常必要的。本文将介绍真空作业指导书的编写要点和内容。
一、编写真空作业指导书的目的
编写真空作业指导书的目的是为了规范和标准化真空作业流程,确保工作的安全性和效率。通过指导书,可以明确真空设备的操作方法、维护保养要点、事故处理措施等内容,使操作人员能够准确了解工作步骤,并有效地应对突发情况。
1. 真空设备的基本知识
- 真空定义及相关概念
- 常见真空设备的种类和结构
- 真空泵的工作原理和分类
2. 真空作业流程
- 启动真空设备的步骤和顺序
- 真空度监测方法和要求
- 真空系统的调试和操作
- 真空设备的停机和故障处理
3. 真空设备的维护保养
- 定期检查真空设备的状态和运行状况- 清洁真空设备及其附件
- 更换使用寿命到期的零部件
- 维护保养记录和报告的要求
4. 真空作业中的安全措施
- 安全操作规程和注意事项
- 防止真空设备泄露的方法
- 遇到事故时的应急处理流程
- 紧急情况下的撤离和救援措施
5. 真空作业中的常见问题解决
- 真空度不稳定的原因及处理方法
- 真空泵工作异常的诊断和修复
- 真空管路漏气的检测和处理
- 真空系统泄漏地点的查找和修复
1. 清晰明了:指导书的语言要简洁清晰,避免使用过多的专业术语和复杂的句子,以便操作人员能够轻松理解和记忆。
2. 全面详实:指导书的内容要全面详实,包括真空设备的基本知识、操作方法、维护保养要点、安全措施等方面,不留死角。
化工企业-各种操作规程
化工企业-各种操作规程
(1)输送可燃气体宜采纳液环泵。因液环泵密封性能好,输送可燃气体时可起到水封的作用,因此,运行比较安全。通常在抽送或压送可燃气体时,进气入口应保持一定余压,以免造成负压吸入空气而形成爆炸性混合物。
确保各类密封可靠,防止泄漏;这是气体物料输送的安全工作重点。
为幸免压缩机气缸、储气罐以及输送管路因压力增高而引起爆炸,要求这些部分要有足够的强度。安装时要通过检验,要有准确可靠的压力表和安全阀以及防爆片等安全附件。安全阀泄压时应将其危险气体导到安全的地点。还可安装压力超高报警器、自动调剂装置或压力超高自动停车装置。
压缩机在运行中不能中断润滑油和冷却水,以免温度升高。并注意冷却水不能进入气缸,以防发生水锤,氧气压缩机严禁与油类接触,其润滑油一样采纳10%以下甘油的蒸馏水。其中水含量应以气缸壁充分润滑而不产生水锤为准(80~100滴/min)。气体抽送、压缩设备上的垫圈易损坏漏气,应注意经常检查及时修换。
压送专门气体的压缩机,应按照所压气体物料的化学性质,采取相应的防火措施,如乙炔压缩机同乙炔接触的部件不承诺用铜制的,以防止产生具有爆炸危险的乙炔铜等。
可燃气体的输送管道应经常保持正压,并按照实际需要安装单向阀、水封和阻火器等安全装置,管内流速不应过高。管道应有良好接地,以防静电积聚、放电引起火灾。
当用真空泵输送可燃气体物料时,真空泵的排气管应由弯型改为平坡型。排气烟道勿用砖石垒砌,应用钢板类光滑、内阻力较小的材料,且使通风烟道具增加通风面积,以预防可燃尾气在烟道集存,造成尾气起火或爆炸。对处于高温、高压条件下的气态物料,要加大净他除尘和滤油措施,严格工艺操作制度,严禁超温、超压作业。
真空试验程序
真空试验程序
一、引言
真空试验是一种常见的实验方法,主要用于研究物质在真空环
境下的特性和行为。在真空条件下进行试验有助于消除气体的干扰,提供更准确的实验结果。本文将介绍真空试验的基本过程和程序,
以便读者能够了解如何进行真空试验。
二、试验目的
在开始进行真空试验之前,必须明确试验的目的和预期的结果。试验目的可以是研究物质在真空环境中的热力学性质、物理性质或
化学性质,也可以是测试材料的耐压能力或真空环境对设备的影响等。明确试验目的可以帮助确定试验过程中需要收集的数据和所需
的仪器设备。
三、试验装置
搭建一个适当的试验装置是进行真空试验的重要步骤。试验装
置应包括真空室、真空泵和监测仪器。真空室是用于创建真空环境
的封闭空间,可以由金属或玻璃制成。真空泵用于抽取真空室内的
气体,通常有机械泵、扩散泵和吸收泵等多种类型可供选择。监测
仪器用于测量和记录试验过程中的各项物理参数,例如压力、温度
和流量等。
四、真空试验程序
1. 准备工作
在进行真空试验之前,必须做好准备工作。包括清洁试验装置,确保试验中的杂质不会影响试验结果;检查泵和仪器设备,确保其
正常工作;准备试验所需的样品和材料。
2. 安装样品
将需要进行试验的样品安装到真空室内。样品的安装方式取决
于试验的目的和要求。可能需要采用不同的夹持装置、支架或固定
装置。
3. 抽取气体
打开真空室的气闸,开始抽取气体。根据试验需要,选择合适
的抽气速度。有些试验可能需要较高的抽气速度,而有些试验则需
要较低的抽气速度以避免样品损坏或反应过快。
4. 监测与记录
在试验过程中,定期监测和记录真空室内的压力和温度等物理
化工企业-各种操作规程
(1)输送可燃气体宜采用液环泵.因液环泵密封性能好,输送可燃气体时可起到水封的作用,因此,运行比较安全。通常在抽送或压送可燃气体时,进气入口应保持一定余压,以免造成负压吸入空气而形成爆炸性混合物。(2)确保各类密封可靠,防止泄漏;这是气体物料输送的安全工作重点。(3)为避免压缩机气缸、储气罐以及输送管路因压力增高而引起爆炸,要求这些部分要有足够的强度。安装时要经过检验,要有准确可靠的压力表和安全阀以及防爆片等安全附件。安全阀泄压时应将其危险气体导到安全的地点。还可安装压力超高报警器、自动调节装置或压力超高自动停车装置.
(4)压缩机在运行中不能中断润滑油和冷却水,以免温度升高。并注意冷却水不能进入气缸,以防发生水锤,氧气压缩机严禁与油类接触,其润滑油一般采用10%以下甘油的蒸馏水。其中水含量应以气缸壁充分润滑而不产生水锤为准(80~100滴/min).气体抽送、压缩设备上的垫圈易损坏漏气,应注意经常检查及时修换。
(5)压送特殊气体的压缩机,应根据所压气体物料的化学性质,采取相应的防火措施,如乙炔压缩机同乙炔接触的部件不允许用铜制的,以防止产生具有爆炸危险的乙炔铜等。
(6)可燃气体的输送管道应经常保持正压,并根据实际需要安装单向阀、水封和阻火器等安全装置,管内流速不应过高。管道应有良好接地,以防静电积聚、放电引起火灾.
(7)当用真空泵输送可燃气体物料时,真空泵的排气管应由弯型改为平坡型。排气烟道勿用砖石垒砌,应用钢板类光滑、内阻力较小的材料,且使通风烟道具增加通风面积,以预防可燃尾气在烟道集存,造成尾气起火或爆炸。对处于高温、高压条件下的气态物料,要加强净他除尘和滤油措施,严格工艺操作制度,严禁超温、超压作业.
何谓分子泵、离子泵?

何谓分子泵、离子泵?
应该都是真空泵。
激光陀螺是迄今为止在惯性技术领域唯一真正获得了卓有成效的实际应用的非机电式中高精度惯性敏感仪表。它具有稳定性好、精度高、动态范围宽、寿命长等诸多优点。而超高真空的获取是激光陀螺制造过程中至关重要的环节。在激光陀螺的密封、抽真空、检漏、等离子清洗等过程中,都涉及到超高真空的获取技术。本文将对激光陀螺生产过程中超高真空的获取技术进行探讨。
1 真空系统的构成
激光陀螺在生产中要求其真空系统具有较高的真空度,并且要求真空系统密封效果好、密封性可靠、可充入惰性气体和启动快速。要实现这一目标,不同的厂家根据自己的能力和用户的要求设计出了不同的真空系统。但总的来说,采用的设备大同小异,图 1 为生产激光陀螺所用的真空系统的典型结构。
图1中分子泵(次级泵)是这个真空系统的主要抽气工具,但由于它不能单独从大气环境开始工作,因而在它前面要串联一个能从大气开始工作而能达到的真空度往往不高的机械泵(前级泵),并在分子泵和机械泵之间串联一个油扩散泵(增压泵)。同时,为了在较短的时间内达到超高的真空度,本真空系统还使用了钛升华泵作为辅助抽气的无油泵。当然,也有一些系统由于采用了性能较好的分子泵,省略了油扩散泵,而最后一级也可以加入离子泵或锆泵来提高真空系统的性能。
2 主要设备
2.1 真空泵
2.1.1 前级泵
早期的激光陀螺超高真空台一般采用油封旋片机械泵作为前级泵。机械泵价格便宜,适合在粗真空和中真空中使用,因而被广泛采用。但它也有明显的缺点:首先,油封机械泵不是无油真空泵,虽然在次级加入冷阱和分子泵可基本消除油污染,但对于超高真空系统来说,仍然存在一定的污染隐患;其次,机械泵排水蒸气能力较差,这对潮湿环境下的真空作业十分不利;另外,油封机械泵自身密封性较差,因此不利于抽除和传输含有放射性物质的气体。所以现在机械泵有被性能更优越的干泵取代的趋势。
RH标准化作业
RH标准化操作
1、生产前的准备:
1.1检查各料仓存料、种类及数量。
1.2检查真空室各部位耐材浸蚀情况(第一炉生产时应保证真空室和插入管的烘烤效果较好,真空室内衬表面温度≥1200℃)。
1.3检查生产所用材料、工、器具是否齐全。
1.4联系送汽、送水;确认各种介质符合使用要求。
1.5检查及确认RH各部位设备系统检测仪表是否正常,是否有漏水、漏气、漏油现象。
1.6检查合金加料装置和合金溜槽是否畅通。
1.7检查多功能喷嘴(MFB枪)是否能正常使用。
1.8检查确认液压顶升装置是否完好。
1.9冶炼前确认钢种冶炼标准。
2、坐钢水罐
天车指挥人员佩戴标志和对讲机,依据指车管理规定进行指车,将钢水罐坐在钢包车上。
3、钢包车开入:
指挥车人员确认钢包车周围及轨道无障碍物,与操作室联系;7.9米平台必须有人观察罐沿是否超高、超宽,钢包车行走时,卷筒是否将电缆收齐,观察人员与地面开钢包车人员联系,确认停位精度,防止撞插入管或顶升时挤插入管。
4、钢包顶升:
4.1操纵升降手柄向上进行钢包提升。
4.2确认顶升高度计数器计数是否准确。
4.3钢包上升到“液面距插入管200mm”时,停止顶升。
5、测渣厚、测温(定氧)、取样操作:
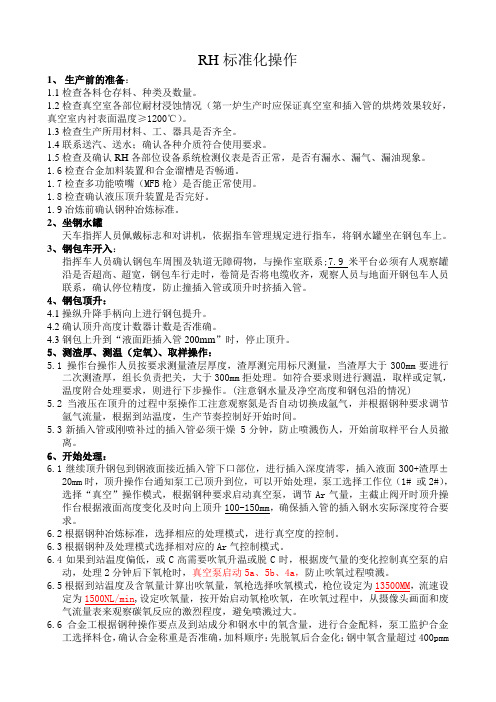
5.1 操作台操作人员按要求测量渣层厚度,渣厚测完用标尺测量,当渣厚大于300mm要进行
二次测渣厚,组长负责把关,大于300mm拒处理。如符合要求则进行测温,取样或定氧,温度附合处理要求,则进行下步操作。(注意钢水量及净空高度和钢包沿的情况)
5.2当液压在顶升的过程中泵操作工注意观察氮是否自动切换成氩气,并根据钢种要求调节
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超高真空系統測漏標準作業程序
一、前言
1.根據實驗室規範,操作本系統前,必須取得合格操作人執照。
2.真空系統不可能完全不漏氣,因此只要漏氣率符合真空腔體出廠時的規格即可。
3.假漏(virtual leak) 與實漏(real leak) 的判定
假漏:真空系統中所有可能產生氣體的機制均屬於假漏,例如:真空腔體表面吸附氣體的脫附、腔壁內部陷補或溶解的氣體經由擴散機制至腔體內,以及任何蒸氣壓高的物質包括污染等在真空腔內蒸發均為假漏,如Figure 1所示。假漏的現象有一特點,即上述發生的氣體壓力達到與其周圍壓力相等時即產生平衡,故壓力不再上升。
實漏:外部氣體經由腔體、管壁銲接缺陷或有刮傷刀口之法蘭及接頭等處進入腔體內部,如Figure 1所示。若有實漏發生,停止抽氣後腔體壓力最終將會與環境壓力達到平衡。
Figure 1. 真空系統的可能漏氣途徑,其中a,b,c,d為假漏的可能方式。
4.漏氣的各種可能途徑
4.1.材料製造過程及加工處理:小孔、裂縫、銲接處的裂痕以及材料加工的紋理等。
4.2.材料本身的性質
用來作真空系統的主體如真空腔,或真空元件如管路、氣密襯墊以及絕緣體等材料,其本身即具有某種性質可能為漏氣的條件。故只要選用此種材料即無法避免漏氣。
4.2.1.多孔性材料的微孔
有些陶瓷絕緣體或襯墊具多孔特性,故應考慮含有此類材料的真空元件可能的漏氣率。
4.2.2.分子或晶體間隙的滲透(permeation)
滲透的機制為氣體分子經由材料的分子間隙或晶格間的空隙穿過進入真空系統內部。除非更換不同的材料,否則滲透將不可避免且無法改善。滲透與環境溫度、材料選用、氣體分子大小以及氣體分子濃度有關。例如,玻璃及石英在性質上較金屬材料容易被滲透,又氫氣或氦氣因分子較小,所以比氧氣或氮氣容易滲透。
5.測漏時機:壓力未達幫浦所被預期的工作極限、抽氣速率過慢、真空系統再組裝或翻修後以
及實驗品質管制(例:因實驗需要監測特定氣體分壓)。
6.初步判定假漏與實漏的方法:將幫浦與系統間的閥門(gate valve) 關閉,同時觀察壓力隨時
間的變化。其中壓力隨時間線性上升為實漏;壓力上升至一定值後回氣率明顯趨緩則為假漏;
若假漏和實漏同時發生,則呈持續上升的曲線。
Table 1. 真空度分級表
真空度壓力範圍(torr) 抽氣幫浦主要殘留氣體Rough Vacuum 760 ~ 1 Scroll Pump 空氣、水蒸氣、二氧化碳及高揮發溶液Medium Vacuum 10-1 ~ 10-3Scroll Pump 除上述氣體以外,尚有氫氣
High Vacuum 10-4 ~ 10-8Scroll Pump
Turbo Pump
大部分為氦氣、氫氣與一氧化碳
Ultra High Vacuum < 10-9
TSP Ion Pump
(1 torr = 1 mmHg = 1.33 mbar = 1/760 atm)
二、真空元件安裝方法:
1.以安裝Flange為例,其動作要領是「十字對稱鎖法」,如Figure 2所示。
Figure 2. 十字對稱鎖法示意圖
2.建議同時由兩人以對角線的方式操作。注意用板手鎖螺絲時,不可一次鎖到最緊,應以十字
對稱法重複二到三次,最後用一般力道鎖緊後,最多再鎖四分之一圈即可,避免螺牙損壞或是施力不平均導致漏氣,如Figure 3所示。
Figure 3. 真空元件安裝方法
三、常見的漏氣原因
1.閥門、管線以及Cast Clamp等處已損壞。
2.在安裝元件時,因操作錯誤而導致實漏。
3.未確實依"標準作業程序"抽真空。
4.腔體內的物件具有高揮發性或表面已遭受汙染。
四、低真空度的測漏方法:酒精測漏法
1.酒精測漏法即利用真空計測漏,最有效的真空範圍在粗略真空至中度真空。測漏時在可疑的
地方滴酒精,若酒精噴灑在漏處時真空計上會出現壓力上升的現象,則代表該處有實漏,操作方法如Figure 4所示。
2.在幫浦附近使用酒精測漏時,應注意酒精用量。
Figure 4. 酒精測漏法操作示意圖
五、超高真空度的測漏方法:氦氣測漏儀(Helium Leak Detector)
1.儀器在運轉時或電力中斷的五分鐘內,不可移動測漏儀,以避免造成渦輪幫浦損壞。
2.Vacuum Mode (小測漏件)
將氦氣測漏儀直接連接至待測漏系統,此種方法適合於高真空及超高真空系統,程序如下: 測漏件直接或以金屬軟管連接測漏儀之KF快速接頭。
按下測漏儀右後方主電力開關,薄膜真空機及渦輪真空機運轉;數位顯示畫面,選定Vacuum 操作選項。
按下顯示螢幕右上方啟動/停止鍵,開始測漏件之抽氣。
當測漏件真空漏率趨於穩定值時,鋼瓶之氦氣以滴管小流量噴氦氣於接縫區域,當漏率上昇即顯示針孔位置。
檢測完畢,再一次按下顯示螢幕右上方啟動/停止鍵,停止快速接頭上端測漏件之抽氣;卸除金屬軟管,按下測漏儀右後方主電力開關,五分鐘後才移動測漏儀。
3.Sniffer Mode (大測漏件)
若待測漏真空系統無可接測漏儀的通口但有進氣裝置,則可將氦氣充入真空系統內而由系統的外部用嗅氣管在可疑位置找漏。因氦氣很容易從漏孔或裂縫等漏處溢出,故氦氣壓力並不需要太高,操作程序如下。
將測漏儀之KF快速接頭以盲板封閉;將Sniffer測頭後端的引線連接到測漏儀左後方的插座及抽氣接頭。
按下主電力開關,使薄膜真空機及渦輪真空機開始運轉;在數位顯示畫面中選定Sniff選項。 測漏件以管線充填大於一大氣壓之氦氣。
按下顯示螢幕右上方啟動/停止鍵,開始Sniff測頭之抽氣。當Sniffer偵測氦氣量為綠燈顯示