45ZHM纳入仕样书1
模具仕样书
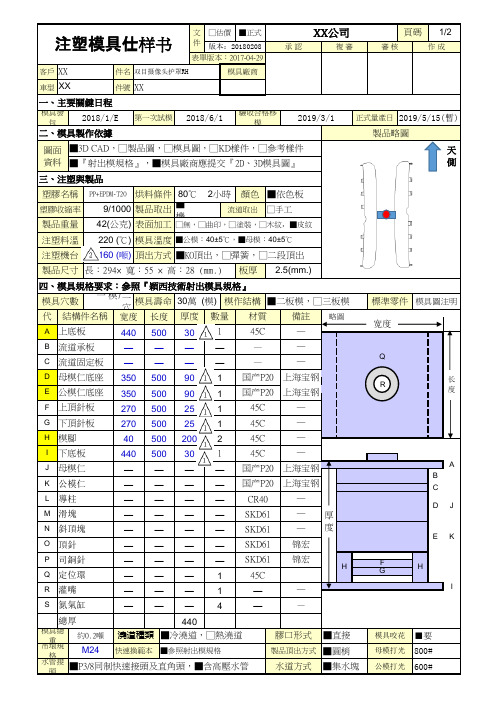
客戶件名車型件號■機A C I氮氣缸———4——總厚440定位環———145C 灌嘴———1——頂針————SKD61锦宏司銅針————SKD61锦宏滑塊————SKD61—斜頂塊————SKD61—————国产P20上海宝钢導柱————CR40—模腳40500200245C —下底板44050030145C —上頂針板27050025145C —下頂針板27050025145C —母模仁底座350500901国产P20上海宝钢公模仁底座350500901国产P20上海宝钢流道承板——————Q流道固定板——————結構件名稱宽度长度厚度數量材質備註略圖宽度上底板44050030145C —文件厚度HHB DE天側长度JK——国产P20上海宝钢代A B C D E F G H I J K L M N O P 吊環規格M24快速換範本■參照射出模規格製品頂出方式■圓梢母模打光800#水管接頭■P3/8同制快速接頭及直角頭,■含高壓水管水道方式■集水塊公模打光600#F G模具總重約0.2噸 澆道種類■冷澆道,□熱澆道膠口形式■直接模具咬花■要Q R S母模仁——公模仁製品尺寸長:294× 寬:55 × 高:28 (mm.)板厚2.5(mm.)四、模具規格要求:參照『穎西技術射出模具規格』模具穴數 一 模/二穴模具壽命30萬 (模)模作結構■二板模,□三板模標準零件模具圖注明注塑料溫220 (℃)模具溫度■公模:40±5℃,■母模:40±5℃注塑機台160 (噸)頂出方式■KO頂出,□彈簧,□二段頂出塑膠收縮率9/1000製品取出流道取出□手工製品重量42(公克)表面加工□無,□曲印,□塗裝,□木紋,■皮紋二、模具製作依據製品略圖■3D CAD,□製品圖,□模具圖,□KD樣件,□參考樣件■『射出模規格』,■模具廠商應提交『2D、3D模具圖』三、注塑與製品塑膠名稱PP+EPDM-T20烘料條件80℃ × 2小時顏色■依色板圖面資料表單版本:2017-04-29XX 双目摄像头护罩RH 模具廠商XXXX一、主要關鍵日程模具發包2018/1/E 第一次試模2018/6/1驗收合格移模2019/3/1正式量產日2019/5/15(暫)注塑模具仕样书□估價■正式XX公司頁碼 1/2版本:20180208承 認複 審審 核作 成R13-移模14—特殊15—需按铭牌尺寸:铭牌填写内容 具体参照第文件日期記號修訂內容承認覆審審核作成20180306模具吨位修改20180306模具尺寸更改■烧焦:在产品两端位置增加排气镶件■筋位缺料:针对产品卡扣处装配筋位拆镶件处理,防止缺料■斜顶结构须保证顺畅,拆装方便,安全,重量轻,精度高,无斜顶痕七、特殊要求项目示意图11- 应在模具分模面上适当位置预留直径20mm 平面(打光符合#300),供作检测该模具钢材硬度用。
纳入仕样书xls
1
Vacuum 真空度
A
1.0-2.0(Pa)
vacuum gauge 真空计
2
2.2
Melting 熔炼
Vacuum furnace 真空熔炼炉
3
Pressure of Ar 充氩压力
B
Pressure of cooling
water
B
冷却水压力
The quality of
4 alloy ingot
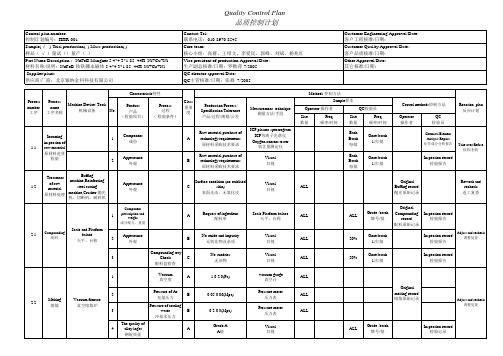
Control plan number: 控制计划编号:HHR-001 Sample(√ ) Trial production( ) Mass production( ) 样品( √ )量试()量产( )
Part Name/Description :NdFeB Mangner 5.4*4.3*1.85 44H Ni+Cu+Ni 材料名称/说明:NdFeB-钕铁硼永磁体 5.4*4.3*1.85 44H Ni+Cu+Ni Supplier/plant: 供应商/厂商;北京银纳金科科技有限公司
Process name 工序名称
Machine Device/ Tools
机械设备
No.
Product 产品
(检验项目)
Process 过程
( 检验条件)
Class 重要
度
Production/Process/ Specification/Tolerance 产品/过程/规格/公差
Measurement technique 测量方法/手段
Take over/Refuse 接收/拒收
Inspection record 检验报告
Original
Rework and
纳入仕样书

3bags/batch person 3袋/批、人
Inspection record 检验记录
Adjust and recheck 调整复查
1
A
40-50(A)
2
Orientovtion field 取向磁场 Pressure 压力 Temperature 温度 Humidity 湿度
ALL
脱氢温度与时间
A
550℃x5h
ALL
OriginalFragme nting record 氢爆原始记录
Original Particle measurement size record 粒度测试原始记录 Original Jet mill record 气流磨原始记录
Adjust and recheck 调整复查
Lever Ⅱ AQL=0.65
Once/batch 1次/批 Once/Week 1次/周 Proof record 校对记录
Adjust and recheck 调整复查
Br Hcb Hij (BH)max Density 密度 Blank dimension 毛坯尺寸 Appearance 外观 Quantity 数量 Specification/ tolerance 规格/公差 Appearance 外观 Verticality 垂直度 502 Glue 502胶 Verticality 垂直度 Cutting speed 切割速度 Incision dimension 切割尺寸
2 1 2
B B A
Once/Day 1次/天
Inspection record 检验记录
ALL ALL Original sintering record 烧结原始记录
金型制作仕样书 KPI-L05 ST-310 H-288 C-117 (2)
H-288(4)射出金型製作仕様書 :
H-288(4) 图面:D:\USER\2010生产四部REPORT\射出金型\图面\制品图面\KPI-L05图面.pdf
D:\USER\
2010生产四部REPORT\射出金型\图面\制品图面\H-288图面.pdf
D:\USER\
2010生产四部REPORT\射出金型\图面\制品图面\C-117-MP3_UP3.pdf
不需要?)1Stopping/Connect 端面位置易产生结构性毛刺
2Stopping位置AirVent设置
3端面E-pin 形状对成型的影响
4注料点的位置对成型及熔接痕的影响
5易损Part提供
6Runner 外形减少直角设计,以增加原料流动性
7动模及静模增设金型隔热板
8爲了金型全体達到均一温度,需要注意冷却水的配置。
910從Spool到各Cav的距離為相同(取多数)。
11需要與設計部門協議之後、決定Gate的種類。
12根據Maker作業性,在大小套在一起的器具外周設置的傾向大。
有温度偏差危険時爲了避免離型問題,需要充分確認E/P位置、個數。
向設計部門也需要確認E/P痕
危険時,也通過此器具。
E/P痕跡是否有影響。
无油旋齿式空气压缩机仕样书-阿耐思特岩田

项目
单位
FRL-370
空压机型号
FRL-3701
主 压缩段数 体 转速
- min-1
2
6950
6300
吸入气体、压力、温度
-
空气・大气压・2~40℃
排出压力 排出空气量※1
MPa m3/min
0.70 5.6
0.85 5.0
运转电流
A
77.3(380V 50Hz)
78.1(380V 50Hz)
68(380V 50Hz)
三相、全封闭外扇、2 极、F种绝缘、IP54 0.75 (380V 50Hz) 2.4(380V 50Hz)
种类
油泵输出kW源自电机额定电流A
三相、全封闭外扇、4 极、B种绝缘、IP44 0.4(380V 50Hz) 1.2(380V 50Hz)
过热停止
-
通过温度传感器检测温度
2、噪声值为置于静音室内正面 1.5m、高 1.0m、排出压力 0.65MPa 全负荷下测得之代表值。 3、IP55.IP54.IP44 表示依据 JIS 规格(C4034-5)针对防尘.防水的保护等级。 4、相对主电机相额定功率有 10%的余量(服务系数)。 5、外形尺寸系箱体的外周尺寸。不包含球阀等突起部位。
过电流、缺相保護
-
保
油压下降停止
-
护
吸入过滤器堵塞
-
通过热动继电器/电流传感器检测电流 通过油压传感器检测压力 通过负压传感器检测压力
其他
-
安全阀
其 外形尺寸※4
mm
宽 1760×深 1000×高 1656
他 概略质量(含油)
kg
1335
KU-2600万用表说明书

日本凯世仪表1日本凯世仪表首先感谢您购买凯世(kaise)万用表!为了您的安全,延长万用表使用寿命,在使 用时,请详细阅读操作说明,并只能在规定的范围内使用! 1.一般仕样 1.显示:4000 字节、文字高度 12mm 2.速率:2 次/秒 3.量程转换:自动/手动 4.量程保护:OL(DC/AC600V 除外) 5.极性:自动 6.数据保持:HOLD 7. 电池电压低显示 8.偏差测量:REL。
也叫相对值测量 9.保险装置:保险丝(0.5A/250V 10A/250V) 10.过载:电流 600A rms1 分钟、电压 1000V rms1 分钟、电阻 300V rms1 分钟 11.尺寸、重量:170(H)×58(W)×27(D) ,约 160g(含电池) 12.最大测量直径:27mm 13.耐压:3.7KV 1 分钟(输入端) 14.电源:1.5V R6P 两个 2.特性参数: (见日文说明书) 3:各部名称说明:1、旋转开关:开关机及功能档位选择用。
测量完成后请将开关放在 OFF 位置。
2、SEL:在二极管档时,按此键,可以转换到导通测试功能。
在电流档时,按此键转换直流 /交流用。
3、RANGE:量程选择。
电压、电阻、电流时,可以用手动选择合适的量程测量,有利提高测 量精度。
初始状态为自动状态,LCD 上显示 AUTO,按一次 RANGE,AUTO 符号消失,进入手动 量程功能。
每按一次,小数点位置变化一次,根据小数点的位置判断量程。
回到自动时,按2日本凯世仪表1 秒以上 RANGE。
4、REL:偏差测量(相对值) 。
在电压、电阻、电容、电流档时,按 1 次 REL,此后显示的 数据是以归零后的数据为基准,只显示归零后的相对值。
5、HOLD:数据保持。
测量时,按 HOLD 键,测量的数据将会自动保留在 LCD 屏上。
解除:再一次按 HOLD 键。
6、RESET:复位。
《文后参考文献著录规则》(GBT 7714-2005)及注意事项

《文后参考文献著录规则》(GB/T 7714-2005)及注意事项2005年3月23日,国家质量监督检验检疫总局和中国标准化管委会发布了GB/T 7714-2005《文后参考文献著录规则》,代替GB/T 7714-1987。
该标准非等效采用国际标准ISO 690 和ISO 690-2,规定了各个学科、各种类型出版物的文后参考文献的著录项目、著录顺序、著录用的符号、各个著录项目的著录方法以及参考文献在正文中的标注法。
它是专供著者和编辑使用的文献著录规则。
1.著录参考文献的意义文后参考文献是论著的必要组成部分。
关于著录参考文献的意义和作用,简要归纳如下:1)体现科学的继承性,尊重知识产权;2)精练文字, 缩短篇幅;3)便于编辑和审稿人评价论著水平;4)与读者达到信息资源共享;5)利于通过引文分析对期刊水平做出客观评价;6)促进科学情报和文献计量学研究,推动学科发展。
2.顺序编码制文后参考文献著录方法2.1 参考文献在正文中的标注法1) 按正文中引用的文献出现的先后顺序用阿拉伯字连续编码,并将序号置于方括号中;2) 同一处引用多篇文献时,将各篇文献的序号在方括号中全部列出,各序号间用“,”;3) 如遇连续序号,可标注起讫号“-” 。
示例:张三[1]指出……李四[2-3]认为……形成了多种数学模型[7,9,11-13]……4) 同一文献在论著中被引用多次,只编1个号,引文页码放在“[ ]”外, 文献表中不再重复著录页码。
示例:张××[4]15-17……;张××[4]55……; 张××[4]101-105…….采用著者-出版年制时,引文页码则放在“()”外的上角标处。
示例: ……(张××, 2005)15-17; 张××(2005) 55……; ……(张××,2005)101-105 .2.2 文献表著录使用的符号国标规定著录用符号为前置符(( )、[ ]、/、- 除外),各篇文献序号可用方括号(采用著者-出版年制的每条文献的第一个著录项目(如主要责任者等)前不用任何标志符号)。
慢走丝线切割作业指导书

XXXXX公司作成:确认:承认:XXXX公司编号WI-002线切割作业指导书制定日期2005/12/31分类指导书制定单位制造一课版本B页次 2 of 4确认对象确认内容使用工具资料及方法判断处理方法及注意事项加工的内容GP、合せ辅助穴对照作业指示票W寸法图导柱与导套对照作业指示票构造图一般只加工导套,导套一般正寸﹣50来加工。
有无特殊加工对照作业指示票时记事项如模具有无三次加工,有无ST3仕样,有无先后道加工的地方等等。
加工前机器确认清洁度,干燥度使用气枪等打扫垂直度使用ウィセ自动垂直器给电子、铜线查看生产情报,目测查看W机的生产情报即给电子,一般100h换一次铜线规格无特殊指示,一般情况下为φ0.2冷却水纯度50以上,单位为内部设计(二)、架板开始1、架板:(1).确认做冲针有两次加工时,拉住的位置一定要多(至少5mm以上),一般选位处进 线孔放电加工。
(2).确认正图、逆图,(逆图正面架则要开镜像)。
(3).确认是否テ-ハ加工,一般热处理板的中拔需テ-ハ加工,制品穴落料不够大或刀 口过多要テ-ハ加工。
另:热处理板下模(才型、ダィス刀口 一般2.0~2.2),其它下模(才型、ダィス刀口一般2.2~ 2.5) ,上型(ストリッパ-、シェダ一刀口一般3mm),其余特殊情况设计时再指示。
作成:确认:承认:XXXXX公司编号WI-002线切割作业指导书制定日期2005/12/31分类指导书制定单位制造一课版本B页次 3 of 41 、平行,绞基准。
当有些变更或其它原因没有平行穴时,采用W显示器坐标和百分表合起来,上下移动对平行。
变更或第二次架板时,应绞两个割过的孔并取其差异的中间值,差异超过0.02~0.03时应谨慎行事,没有十足把握应及时联络。
另对于KYS这种单面、多孔而又W不加的板,一般要绞两个或多个孔,以确其穴的好坏。
2、输入加工文件,一般根据加工顺序输入所有这块能加工的内容。
一般先中拔,再外形;再外形两次,中拔两次,再切落。
前排点焊机说明书

E32
主保险丝切断(仅 IWC5) (异常)
E33
焊接中断电异常
(异常)
E41
2 次电缆短路
(异常)
E44
2 次CT断线
(异常)
E45
电极溶着检出
(选择)
E46
空通电检出
(异常)
E49
1次电缆接地(仅 IWC5) (异常)
E50
可控硅 / 变压器过热
(警报、异常)
E52
焊接变压器过热
(异常)
E60
焊接电流过小
2.接口
2-1. NADEX_NET(M_NET)编程器
通信规格
RS-485 M_NET 规格 9600bps
规格书编号
NDS-01
最大传送距离
离最近的控制装置 40m 以内
节点编号
0~15 (在编程器上设定)
注)节点编号在编程器上设定后、控制装置电源重新开启后有效。
编程器 编程器对应软件 复位器 复位电缆
为保存异常历史记录、有必要设定时间。
计时动作期限
電电源切断后、保存 15 天以上
(加装锂电池时保存 10 年)
熔着・空通电检出功能
通电后电极溶着检出功能。 无工件的空通电检出功能 焊枪和接地间接入 100Ω电阻及工件接地。
漏电保护器 生产厂家 基本型号 额定电流 帧频电流 额定切断容量 漏电额定感知电流
电流设定范围
焊接电流1 焊接电流2 焊接电流3
2.0~25.5kA 2.0~25.5kA 2.0~25.5kA
上升周期 初始电流值: 最终电流值:
下降周期 初始电流值: 最终电流值:
焊接电流 1×1/2 焊接电流 1
焊接电流 3 焊接电流 3×1/2
邮政用条码相关标准介绍PPT学习教案

code 128条码 EAN·UCC 128条码
校验符
第38页/共92页
128条码国家标准介绍
EAN·UCC 128条码与 code 128条码区别
❖双字符起始符号能够区分EAN·UCC128条码和code 128条码; ❖条码符号长度较code 128条码增加11个 模块; ❖校验字符值计算FNC1的权数为1,数据 字符第一位的权数为2
GB/T 15425《EAN·UCC系统 128条码》 是128条码的一个子集,在条空组合、字符集等技术 内容与128条码完全一致
GB/T 18347 《128 条码》 适用于EAN·UCC以外的其他领域对128条码的应用需 求。
第12页/共92页
128条码国家标准介绍
范围 规定了128条码的技术要求,包括了128条码特性、
第8页/共92页
介绍主要术语
连续型条码 没有条码字符间隔的条码
非连续型条码 有条码字符间隔的条码
条码字符间隔 相邻条码字符间不表示特定信息且与空反射率相同 的区域
第9页/共92页
介绍主要术语
128条码 非定长的、连续型的一维条码; 采用四种单元宽度,每个条码字符由三个条和三个 空共十一个模块组成; 表示的字符集有A、B、C三套字符集; EAN·UCC128条码是128条码的子集
第36页/共92页
128条码国家标准介绍
附 录 B 对 功 能 符1( FNC1) 的特 殊要求
❖在第一位置的FNC1—EAN·UCC系统专用; ❖在第二位置的FNC1—国际自动识别制造商协会(AIM) 专用 ❖其他应用 ❖数据传输
第37页/共92页
128条码国家标准介绍
EAN·UCC 128条码与code 128条码区别 FNC1
OCA受入检查规格书参考件
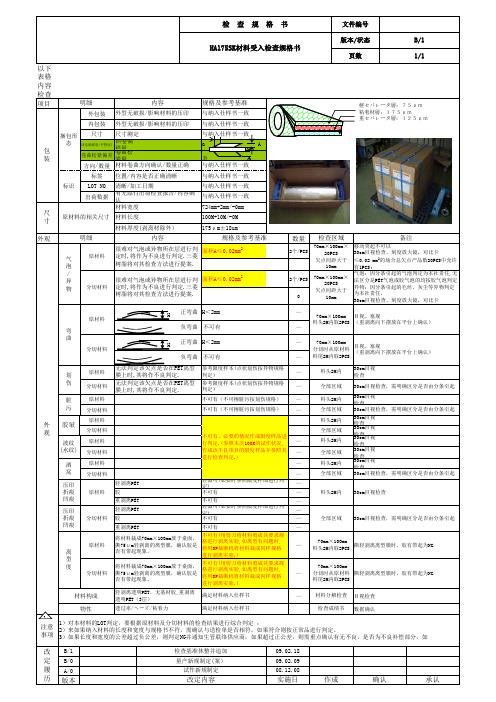
以下表格内容检查项目外包装内包装尺寸回卷偏移量(平整度)回卷偏移量(a)在3mm以下卷曲松紧偏差卷曲松紧量(A-B)在5mm以下方向/数量标签LOT NO 出荷数据外观数量2个/PCS2个/PCS0正弯曲H<2mm —负弯曲不可有—正弯曲H<2mm —负弯曲不可有—原材料—30cm目视检查分切材料—原材料—30cm目视检查分切材料—原材料30cm目视检查分切材料30cm目视检查原材料—30cm目视检查分切材料—30cm目视检查原材料—30cm目视检查分切材料——胶———胶——原材料—分切材料——目视检查数据确认注意事项B/1B/0A/0版本明细内容规格及参考基准检 查 规 格 书文件编号版本/状态B/1外型无破损/影响材料的压印与纳入仕样书一致外型无破损/影响材料的压印与纳入仕样书一致页数1/1材料卷曲方向确认/数量正确与纳入仕样书一致位置/内容是否正确清晰与纳入仕样书一致尺寸测定与纳入仕样书一致a A B材料宽度724mm+2mm/-0mm 材料长度100M+10M/-0M 清晰/加工日期与纳入仕样书一致有无添付出荷检查报告/内容确认与纳入仕样书一致明细内容规格及参考基准检查区域备注面积A≤0.02mm 2面积A≤0.02mm 2材料厚度(剥离材除外)175μm±18um无法判定该欠点是否在PET离型膜上时,其将作不良判定.参考限度样本(点状划伤按异物规格判定)料头2M内无法判定该欠点是否在PET离型膜上时,其将作不良判定.参考限度样本(点状划伤按异物规格判定)全部区域料头2M内30cm目视检查,需明确区分是否由分条引起不可有(不可擦脏污按划伤规格)料头2M内不可有(不可擦脏污按划伤规格)全部区域30cm目视检查,需明确区分是否由分条引起全部区域30cm目视检查,需明确区分是否由分条引起轻剥离PET轻微可(必要时参照限度样品进行判定)不可有、必要的情况作成限度样品进行判定.(参照本次100K的试作状况,作成该不良项目的限度样品并参照其进行检查判定.)全部区域料头2M内不可有重剥离PET不可有将材料裁成70mm×100mm放于桌面,撕75μm轻剥离的离型膜,确认胶是否有带起现象。
产品仕样书

1.调整轮与调整轮法兰
1组
2.砂轮与砂轮法兰
1组
3.通过式刀架与刀片
1组
4.电器箱标准附件
1组
5.油箱(附油温冷却器)
1组
6.标准冷却系统(水箱)
1组
7.钻石修刀
2支
8.工作灯
1组
9.工具箱
1组
三.建议特别附件(每台)
(请参考工艺分析或者报价单)
四.工作环境要求
1.电压与频率:三相380V±10% 50HZ±2%
8.机械安装于操作场所24小时后,再调整其水平。机器受温度及其它因素之影响,水平精度会改变,因此每隔一段时间,必需再重新调整,以确保其高度精密。
金钢(SNCM-4),经正常化及高周波热处理,与精密研磨加工而成;配合特殊设计的调整型螺帽,调整方便,进刀精准、动作轻巧,耐磨耗。
5.齿轮箱齿轮采用SNCM-4材质,加工后再经浸碳热处理。齿面及内径精密研磨,运转顺畅。变速轴为六角栓轴,齿轮移动轻巧,变速容易。高精度、耐重负荷、耐耗磨。
产品仕样书
案件名称:”DAIKING”高精度无心磨床系列
产品规格:PC-12
确认
审查
作成
文件号码:CNS
机械规格与参数
机械优点:
1.经济型机械结构,价位经济实惠。
2.砂轮与调整轮轴承,采用特殊巴比特合金,精度优异,修整调整容易。
3.砂轮主轴及调整轮主轴采用高级合金钢,精密加工而成;经过多重处理,扭力强、不变形、适合重切削。
调整轮旋转角度:±5˚
3.马达
砂轮驱动马达:7-1/2HP X 4P
调整轮驱动马达:1HP X6P
油压泵驱动马达:1HP X 4P
冷却泵驱动马达:1/8HP X 2P
成品规格书格式
接线图示
披覆部(H)
/
( a )图示
红点标记
( d )图示
上余白(I)
/
下余白(J)
0.5+0.2 mm
BOBBIN强纸长
锦丝线品名(K)
3股银绞线
( b )图示
红点标记
( e )图示
锦丝线高度(L)
6mm
锦丝线长度(M)
35mm
( c )图示
( f )图示
红点标记
锦丝线宽度(N)
180度C
低温负荷
外观、纯音、可焊性无异常
馈以扬声器相当于4/1额定最大噪声功率在温度-100C±30C的条件下工作1H后在-250C±30C下搁置2H
(五)检验水准
标 准
水 准
AQL 值
MIL-STD-105E
S-4(尺寸)A-Ⅱ(动作、外观)
CR=0MAJ=0.25 MIN=0.65
拟定
审核
核准
泰和星电子
功率试验
无热损伤,动作试音正常
输入扬声器额定功率白噪声试验100H(+ / μf )
绝缘电阻
扬声器端子绝缘板以外金属部分之间有2MΩ以上500V
稳态湿热
外观、纯音、耐电压无异常
扬声器在温度400C±20C,相对湿度95%的条件下历时48H.
高温负荷
外观、纯音无异常
馈以扬声器相当于4/1额定最大噪声功率在温度550C±20C的条件下工作16H后在同样条件下搁置2H
≥12KOe
材料编号
材料材质
钕铁硼
磁能积(BH)max
≥39MGOe
机种编号
材料重量
g
磁通(Φ)
azt0505职务说明书及考核体系培训

员工招聘(zhāopìn) 与录用
职业教育 与员工培训
绩效考核
与鼓舞
员工职业 开展
•依据公司总体战略对人力资源的需求及公司日前状况确定未来(wèilái)公司人力
勇于开始,才能找到成功的路
资源的中临时战略及短期方案
•公司人力资源战略规划、年度方案
•了解公司各部门职能与开展规划
第七页,共65页。
事席经政产务销事门 P P 单单售售售售站程业系组门资力训台政机机假事经 O 管单勤
长
执 行
理
总 监
总 监
总 监
总 监
长 助
经 理
项 目
主 数
管 理
管 理
组 组
系 统
系 统
系 统
建 设
管 理 &
信 息
统 组
系 统
经 理
福 利
资 源
专 员
接 待
秘 书
班 班
法长理秘 务秘秘书
员
官
理
组据组
长规培设与 经 系长管
•考核制度
•薪酬体系与鼓舞制度
•了解各岗位(gǎng wèi)重要任务和该任务对公司开展的供 现
第十页,共65页。
义务描画体系是人力(rénlì)资源管理义务虚发扬开的重要前 提
确定人力资源 战略与方案
员工招聘(zhāopìn) 职业教育
与录用
与员工培训
绩效考核 与鼓舞
员工职业 开展
勇于开始,才能找到成功的路
工作内容
➢ 负责协调服装生产部同开 发中心、质检部之间的工 作;
➢ 负责安排工厂生产以满足 定货会订单以及追单的要 货需求;
➢ 负责改进服装生产部工作 流程;
商标分类45类目录之欧阳道创编之欧阳道创编

商品目录第一类:用于工业、科学、摄影、农业、园艺、森林的化学品,未加工人造合成树脂,未加工塑料物质,肥料,灭火用合成物,淬火和金属焊接用制剂,保存食品用化学品,鞣料,工业粘合剂0101工业气体,单质0102用于工业、科学、农业、园艺、森林的工业化工原料0103放射性元素及其化学品0104用于工业、科学的化学品、化学制剂,不属于其他类别的产品用的化学制品0105用于农业、园艺、森林的化学品,化学制剂0106化学试剂0107摄影用化学用品及材料0108未加工的人造合成树脂,未加工塑料物质(不包括未加工的天然树脂)0109肥料0110灭火用合成物0111淬火用化学制0112焊接用化学制剂0113食品用化学品(不包括食品用防腐盐)0114鞣料及皮革用化学品0115工业用粘合剂和胶(不包括纸用粘合剂)0116纸浆0117能源第二类颜料,清漆,漆,防锈剂和木材防腐剂,着色剂,媒染剂,未加工的天然树脂,画家、装饰家、印刷商和艺术家用金属箔及金属粉0201染料,媒染剂(不包括食用)0202颜料(不包括食用、绝缘用),画家、装饰家、印刷商和艺术家用金属箔及金属粉0203食品着色剂0204油墨0205涂料,油漆及附料(不包括绝缘漆),陶瓷釉0206防锈剂,木材防腐剂0207未加工的天然树脂第三类洗衣用漂白剂及其他物料,清洁、擦亮、去渍及研磨用制剂,肥皂,香料,香精油,化妆品,洗发水,牙膏0301肥皂,香皂及其他人用洗洁物品,洗衣用漂白剂及其他物料0302清洁、去渍用制剂0303抛光、擦亮制剂0304研磨用材料及其制剂0305香料,香精油0306化妆品(不包括动物用化妆品)0307牙膏,洗牙用制剂0308熏料0309动物用洗涤剂,化妆品第四类工业用油及油脂,润滑剂,吸收、喷洒和粘结灰尘用品,燃料(包括马达用的汽油)和照明材料,照明用蜡烛和灯芯0401工业用油及油脂,润滑油,润滑剂(不包括燃料用油)0402液体、气体燃料和照明燃料0403固体燃料0404工业用蜡0405照明用蜡烛和灯芯0406吸收、喷洒和粘结灰尘用品第五类医用和兽医用制剂,医用卫生制剂,医用营养品,婴儿食品,膏药,绷敷材料,填塞牙孔和牙模用料,消毒剂,消灭有害动物制剂,杀真菌剂,除莠剂0501药品,消毒剂,中药药材,药酒0502医用营养品,婴儿食品0503净化制剂0504兽药0505杀虫剂,除莠剂,农药0506卫生用品,绷敷材料,医用保健袋0507填塞牙孔和牙模用料第六类普通金属及其合金,金属建筑材料,可移动建筑物,铁轨用金属材料,非电气用缆索和金属线,小五金具,金属管,保险箱,不属别类的普通金属制品,矿砂0601普通金属及其合金、板、各种型材(不包括焊接及铁路用金属材料)0602普通金属管及其配件0603金属建筑材料,可移动金属建筑物(不包括建筑小五金)0604铁路用金属材料0605非电气用缆索和金属线、网、带0606电线电缆架空输电线路用附件(非电气零部件)0607钉及标准紧固件0608家具及门窗的金属附件0609日用五金器具0610非电子锁0611保险箱柜,金属柜0612金属器具,金属硬件(非机器零件)0613金属容器0614金属标牌0615动物用金属制品0616焊接用金属材料(不包括塑料焊丝)0617锚,停船用金属浮动船坞,金属下锚桩0618手铐,医院用的金属身份证明手镯0619(测气象或风力的)金属浆叶,金属风标0620金属植物保护器0621捕野兽陷阱0622普通金属艺术品,青铜(艺术品)0623矿石,矿砂0624金属棺(埋葬用),金属棺材扣件,棺材用金属器材第七类机器和机床,马达和发动机(陆地车辆用的除外),机器传动用联轴节和传动机件(陆地车辆用的除外),非手动农业工具,孵化器0701农业用机械及部件(不包括小农具)0702渔牧业用机械及器具0703伐木、锯木、木材加工及火柴生产用机械及器具0704造纸及加工纸制品工业用机械及器具0705印刷工业用机械及器具0706纤维加工及纺织、针织工业用机械及部件0707印染工业用机械0708制茶工业用机械0709食品业用机械及部件0710酿造、饮料工业用机械0711烟草工业用机械0712皮革工业用机械0713缝纫、制鞋工业用机械0714自行车工业用设备0715陶瓷、砖、瓦制造机械0716雕刻机,校准机0717制电池机械0718日用杂品加工机械0719制搪瓷机械0720制灯泡机械0721包装机械(不包括成套设备专用包装机械)0722民用煤加工机械0723厨房家用器具(不包括烹调、电气加热设备及厨房手工具)0724洗衣机0725制药工业用机械及部件0726橡胶、塑料工业机械0727玻璃工业用机械0728化肥设备0729其他化学工业用机械0730地质勘探、采矿、选矿用机械0731冶炼工业用设备0732石油开采、精炼工业用设备0733建筑、铁道、土木工程用机械0734起重运输机械0735锻压设备0736铸造机械0737蒸气动力设备0738内燃动力设备0739风力、水力动力设备0740办公用制针钉机械0741制钮扣拉链机械0742金属切削机床,切削工具和其他金属加工机械0743非手工操作的手工具0744静电、电子工业用设备0745光学工业用设备0746气体分离设备0747喷漆机具0748马达(包括发电机,电动机,船用马达,不包括车辆用的马达)及各类马达零部件0749泵,气体压缩机,风机,阀,液压元件,气动元件0750机器传动用联轴节,传动带及其他机器零部件0751焊接机械0752清洁、废物处理机械0753单一商品第八类手工用具和器械(手工操作的),刀、叉和勺餐具,佩刀,剃刀0801手动研磨器具0802小农具(不包括农业、园艺用刀剪)0803林业、园艺用手工具0804畜牧业用手工具0805渔业用手工具0806理发工具,修指甲刀0807非动力手工具(不包括刀、剪)0808非动力手工器具0809专业用手工具0810刀剪(不包括机械刀片,文具刀)0811除火器外的随身武器0812餐具刀、叉、匙第九类科学、航海、测地、摄影、电影、光学、衡具、量具、信号、检验(监督)、救护(营救)和教学用具及仪器,处理、开关、传送、积累、调节或控制电的仪器和器具,录制、通讯、重放声音和形象的器具,磁性数据载体,录音盘,自动售货器和投币启动装置和投币启动装置的机械结构,现金收入记录机,计算机和数据处理装置,灭火器械0901电子计算机及其外部设备0902记录、自动售货机和其他记数检测器0903其他办公用机械(不包括打字机,誉写机,油印机)0904衡器0905量具0906信号器具0907通讯导航设备0908音像设备0909摄影、电影用具及仪器0910测量仪器仪表,实验室用器具,电测量仪器,科学仪器0911光学仪器0912电源材料0913电器用晶体及碳素材料,电子、电气通用元件0914电器成套设备及控制装置0915电镀、电解设备0916灭火器具0917电弧切割、焊接设备及器具0918工业用X光机械设备0919安全救护器具0920警报装置,电铃0921眼镜及附件0922电池,充电器0923电影片,已曝光材料0924不属别类家用电器及物品第十类外科、医疗、牙科和兽医用仪器及器械,假肢,假眼和假牙,矫形用品,缝合用材料1001外科、医疗和兽医用仪器、器械、设备(不包括电子、核子、电疗、医疗用X光设备、器械及仪器)1002牙科设备及器具1003医疗用电子、核子、电疗和X光设备1004医疗用辅助器具,设备和用品1005奶嘴,奶瓶1006避孕用品1007假肢,假发和假器官1008矫形用品1009缝合用材料第十一类照明、加温、蒸汽、烹调、冷藏、干燥、通风、供水以及卫生设备装置1101照明用设备、器具(不包括汽灯,油灯)1102喷焊灯1103汽灯,油灯1104烹调及民用电气加热设备(不包括厨房用手工用具,食品加工机器)1105制冷、冷藏设备(不包括冷藏车)1106干燥、通风、空调设备(包括冷暖房设备)1107加温、蒸汽设备(包括工业用炉,锅炉,不包括机车锅炉,锅驼机锅炉,蒸汽机锅炉)1108水暖管件1109卫生设备(不包括盥洗室用具)1110消毒和净化设备1111小型取暖器1112厨房用打火器具1113核能反应设备第十二类车辆,陆、空、海用运载器1201火车及其零部件1202汽车,电车及其零部件(不包括轮胎)1203摩托车及其零部件(不包括轮胎)1204自行车,三轮车及其零部件(不包括轮胎)1205缆车,架空运输设备1206轮椅,手推车,儿童车1207畜力车辆1208轮胎及轮胎修理工具1209空用运载器(不包括飞机轮胎)1210水用运载器第十三类火器,军火及子弹,爆炸物,烟火1301火器,军火及子弹1302爆炸物1303烟火,爆竹第十四类贵重金属及其合金以及不属别类的贵重金属制品或镀有贵重金属的物品,珠宝,首饰,宝石,钟表和计时仪器1401贵重金属及其合金1402贵重金属制品或镀有贵重金属的物品(不包括首饰,饰品,纪念品)1403珠宝,首饰,宝石及贵重金属制纪念品1404钟,表,计时器及其零部件第十五类:乐器1501乐器1502乐器辅助用品及配件第十六类不属别类的纸、纸板及其制品,印刷品,装订用品,照片,文具用品,文具或家庭用粘合剂,美术用品,画笔,打字机和办公用品(家俱除外),教育或教学用品(仪器除外),包装用塑料物品(不属别类的),印刷铅字,印版1601工业用纸1602技术用纸(不包括绝缘纸)1603生活用纸1604纸板1605办公、日用纸制品1606印刷出版物1607照片,图片,图画1608纸牌,扑克牌1609纸及不属别类的塑料包装物品1610办公装订,切削用具1611办公文具(不包括笔,墨,印,胶水)1612墨,砚1613印章,印油1614笔1615办公或家庭用胶带或粘合剂1616办公室用绘图仪器,绘画仪器1617绘画用具(不包括绘图仪器,笔)1618打字机,誊写机,油印机及其附件(包括印刷铅字,印版)1619教学用具(不包括教学实验用仪器)1620室内模型物(不包括教学用模型标本)1621宗教用品第十七类不属别类的橡胶、古塔胶、树胶、石棉、云母以及这些原材料的制品,生产用半成品塑料制品,包装、填充和绝缘用材料,非金属软管1701不属别类的橡胶,古塔胶,树胶1702非金属密封减震制品1703橡胶,树脂,纤维半成品1704软管1705保温、隔热、隔音材料1706绝缘用材料及其制品1707包装,填充用材料(包括橡胶,塑料制品)1708其他第十八类皮革及人造皮革,不属别类的皮革及人造皮革制品,毛皮,箱子及旅行袋,雨伞、阳伞及手杖,鞭和马具1801皮革和人造皮革1802不属别类的皮革、人造皮革制品,箱子及旅行袋,日用革制品1803裘皮1804雨伞及其部件1805手杖1806动物皮革用具1807肠衣第十九类非金属的建筑材料,建筑用非金属刚性管,沥表,柏油,可移动非金属建筑物,非金属碑1901半成品木材1902土,沙,石,石料,灰泥,炉渣等建筑用料1903石膏1904水泥1905水泥预制构件1906建筑砖瓦1907建筑用耐火材料及制品1908柏油,沥青及制品1909非金属建筑材料及构件(不包括水泥预制构件)1910非金属建筑物1911建筑用玻璃及玻璃材料1912建筑用涂料1913建筑用粘合料1914非金属雕塑品1915棺椁墓碑第二十类家具,玻璃镜子,镜框,不属别类的木、软木、苇、藤、柳条、角、骨、象牙、鲸骨、贝壳、琥珀、珍珠母、海泡石制品,这些材料的代用品或塑料制品2001家具2002非金属容器及附件2003非金属的工业、建筑配件2004镜子及部件2005不属别类的竹、藤、棕、草制品2006未加工或半加工的骨、角、牙、介及不属别类的工艺品2007非金属牌照2008食品用塑料制品2009禽、畜等动物用制品2010医院用身份证明手镯2011非金属棺材及附件2012非金属家具附件2013垫,枕,睡袋2014非金属的门、窗附件及紧固件第二十一类家庭或厨房用具及容器(非贵重金属所制,也非镀有贵重金属的),梳子及海棉,刷子(画笔除外),制刷材料,清扫用具,钢丝绒,未加工或半加工玻璃(建筑用玻璃除外),不属别类的玻璃器皿、瓷器及陶器。
质量手册2018

目录颁布令 (3)任命书................................................................................................................... 错误!未定义书签。
公司简介.. (2)手册章节与ISO 9001标准章节对照表 (4)1 范围 (8)2 规范性引用文件 (8)3 术语和定义 (8)4 组织环境 (8)4。
1 理解组织及其环境 (8)4.2 理解相关方的需求和期望 (8)4.3 确定质量管理体系的范围 (9)4.4 质量管理体系及其过程 (9)5 领导作用 (9)5.1 领导作用和承诺 (9)5。
2 方针 (10)5。
3 组织的岗位、职责和权限 (11)6 策划 (11)6。
1 应对公司风险和机遇的措施 (11)----------------------------------------------------------------------------------------6。
2 质量目标及其实现的策划 (12)6。
3 变更的策划 (12)7 支持 (13)7.1 资源 (13)7.2 能力 (15)7。
3 意识 (15)7.4 沟通 (15)7。
5 成文信息 (16)8 运行 (17)8。
1 运行策划和控制 (17)8。
2 产品和服务的要求 (18)8.3 产品和服务的设计和开发 (19)8.4 外部提供的过程、产品和服务的控制 (21)8。
5 制造和服务提供 (22)8.6 产品和服务的放行 (24)8。
7 不合格输出的控制 (25)9 绩效评价 (25)----------------------------------------------------------------------------------------9。
1 监视、测量、分析和评价 (25)9.2 内部审核 (27)9.3 管理评审 (27)10 改进 (29)10.1 总则 (29)10。
纳入仕样书QN-01-001(ACE GLOBAL)

制品检查表
异常处置 品管组长 异常处置 制造组长 异常处置 理品管组 长 异常处置 仓库组长 承认
制造管理票
出货检查表 制造管理票 出货管理台账 修订日期 修订者
修订内容
作业员
制品检品管 员/作业员
制品检验 标准 客户图纸
制造管理票 客户图纸
制造管理票 制品检查表
异常处置 制造组长
包装作业者 作业指导 员/制品检 票 查员 包装作业者 出货检品管 员 仓库作业者 出货检验 标准 客户图纸
制造管理票 客户图纸 制造管理票 作业指导票 制造管理票 作业指导票 检查标准书 等 出货包装指 导票
制造流程 流程图 工程名 材料纳入 材料保管
主要设 备名称
检查制品规格 检查项目 外观 数量 规格 外观一般 T≤30 S=40%~70% 参照制造管理 票
先入先出 参照设备操作 指导书
(双面 胶)温度/ 湿度
温度T 湿度S 分切尺寸
分切
分切机
冲压
冲压 机
参照设备操作 指导书
状态 尺寸
卡尺/投 参照制造管理 影机/厚 票及客户图纸 度尺 客户图纸及检 查标准书
检查
外观
目视
包装 卡尺/投 影机/厚 度尺
出荷检查 入库/出货包 装/出货
客户名:ACE GLOBAL
修 NO 订 记 录 修订内行容
参照制造管理 票、客户图纸 、捆包仕样书 外观 数量 参照制造管理 加工票 票、客户图纸 及检查标准书 现品票 外观 数量 参照制造管理 加工票 票 现品票 数量 加工票 修订日期 修订者
QC 工 程 表
制品类别 (品名) 104CSS-023-01E 文件编号 QQ-53 作业条件 条件名称 设定规格 版本 A0版 制定日期 2005-10-15 页数 1/1 检测方法 测量仪 目视 温湿度 计 直尺 检查频率 抽检 每日2次 作业 前/ 中 / 后 N=3/LOT 作业 前/ 中 / 后 N=1模/H 全数/记录 n=3/LOT
义务教育建档目录L3L4L5L8L9

L3、生均图书册数(小学15本/人,初中25本/人)图书册数是指学校所有的图书,包括上级配备的,学校购买的,学生自带的,社会捐助的,以及循环教科书,农家书屋。
如果藏书量过大,折旧、过时的书籍就不用填报了。
总目录汇编:(1)配发的图书目录、数量(2)捐赠的图书目录、数量(3)学校购买的图书目录、数量(4)学生自带图书目录、数量(5)循环教科书目录、数量(6)其它来源图书目录、数量检查要点:1、挂牌。
如果图书室设在楼上,需要相关部门出具的承重报告。
2、门上张贴管理员姓名、联系电话,张贴开放时间(每周不少于40小时)。
3、图书管理的八项制度张贴于图书室并汇编装入档案盒。
6、所有图书分类登记,分类上架,图书架标贴类别。
8、开展活动的资料。
演讲比赛、读书征文、作文竞赛,通知评比记录等,以及相关媒体的报道材料。
(6)阅读教学纳入中小学综合素质评价体系材料。
(8)学校关于阅读方面领导讲话等材料。
(9)新增图书目录(10)学校采购清单(11)图书室装备固定资产目录。
(12)图书室安全防范措施(13)循环教科书消毒措施(14)图书使用工作计划(目标要求、经费保障)(15)图书(馆)室、阅览室(17)专兼职人员名册(19)借阅登记薄(分年度装订)四、阅读方面的要求:(1)每生每学年借阅不得少于12册(次)(2)阅览室每周开放时间不得少于40小时。
(3)学生养成多读书、读好书、好读书的习惯。
(4)每本图书都要编号,并加检索号,便于学生查找。
(5)校园网有介绍图书目录专栏。
(6)图书室设在二楼以上楼层的,要有相关质量管理部门出具的楼板承重检测报告。
L4、生机比(12:1)计算机是指学校所有可以使用的办公电脑,包括上级配备的(农远工程、班班通建设等),学校购买的,社会捐助的。
检查内容:1、电脑登记造册;2、使用情况。
指师生使用电脑时的照片、资料。
L5、接入互联网带宽(4M以上)1、能证明带宽为4M或4M以上的技术资料(包括与电信等部门签订的合同,需盖电信等部门的公章);2、互联网使用情况照片:教职工浏览教育网站的照片,多媒体教师使用互联网资源的照片。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
我公司产品名称(Our Article Name) : DC BRUSHLESS MOTOR 我公司产品型号(Our Rating) : MFD-45ZHM 贵公司零件号码(Your Parts No.) :
我公司保证遵照本公司发行的“环境物质管理基准书”上所规定的一切要求事项。
上述技术要求的界限值条件如下“特记事项”
We warrant that we shall comply with all requirements of the "Specification on Prohibiting Use of Hazardous Substances" issued by FGLS. The Threshold Value conditions of such Specification are the bellow “special instruction”
特记事项
/Special instruction
虽然不有意含有RoHS 6种物质,但是作为本公司方针、正在管理以RoHS 指令的阈值为基准的不
纯物的含量。
为此,本公司虽然不能保证管理基准值,但保证不超过下列阈值。
Although it isn’t intends to contain 6 kinds of harmful substances in ROHS, Our company is regarding ROHS order as the datum to manage the raw materials. Because of, our company although can’t guarantee
manage basic value ,guarantee not to exceed the following value.
Cd :100ppm , Pb :1000ppm , Hg :1000ppm ,Cr (IV ):1000ppm ,PBB :1000ppm ,PBDE :1000ppm
制作日 (Creation Date YYYY/MM/DD) :2013.12.14 销售公司名 (Distributor Name) :
制造公司名 (Manufacturer Name) :江苏富天江电子电器有限公司
销售公司名(Distributor) 制造公司名(Manufacturer) 承认
Approval 核对 Check
承认 Approval
核对 Check 制作 Creation
※本文件是我公司发行的交货规格明细的附件。
※This Document is the attached document of the Delivery Specifications issued from our company.
经 历 Record
版 年月日 检图 担当 改订记事
Revised description Edition Date Checker Actor
01 2013.12.14 陈秀荣 钱源 新规制成 New specification
参考 REMARKS 江苏富天江电子电器有限公司
F.G.L.S Electric Co.,Ltd
图面编号DRAWING NO.
11SP0089#2
版
EDITION
幅面
SIZE
页数
PAGE
01 A4 2/12
附页。