奶粉水分测定原始记录
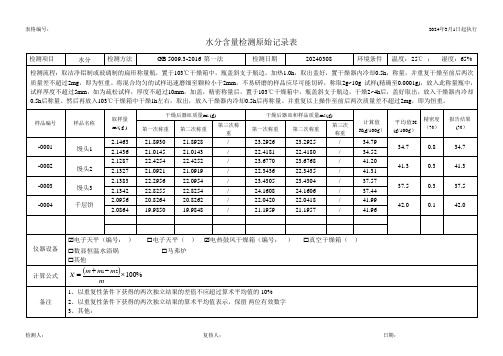
水分含量检测原始记录表
/
22.4181
22.4180
/
23.6770
23.6768
/
22.3436
22.3435
/
23.4305
23.4304
/
24.1608
24.1606
/
22.0420
22.0418
/
21.1959
21.1957
/
计算值 X(g/100g)
34.79 34.52 41.20 41.31 37.57 37.44 41.99 41.96
平均值X 精密度 (g/100g) (%)
34.7
0.8
41.3
0.3
37.5
0.3
42.0
0.1
报告结果 (%)
34.7 41.3 37.5 42.0
仪器设备 计算公式
备注
电子天平(编号: ) 电子天平( ) 电热鼓风干燥箱(编号: )
数显恒温水浴锅 其他
X m m1 m2 100%
m
马弗炉
1、以重复性条件下获得的两次独立结果的差值不应超过算术平均值的 10% 2、以重复性条件下获得的两次独立结果的算术平均值表示,保留 两位有效数字 3、其他:
真空干燥箱( )
检测人:
复核人:
日期:
样品编号
-0001 -0002 -0003 -0004
样品名称
馒头1 馒头2 馒头3 千层饼
取样量 m/( g )
2.1463 2.1436 2.1287 2.1327 2.1383 2.1342 2.0956 2.0864
干燥后器皿质称重
第三次称 重
21.8930
21.8928
/
奶粉中水分含量的测定实验报告讨论

奶粉中水分含量的测定实验报告讨论
在奶粉的生产过程中,水分含量是一个非常重要的指标,因为它直接影响到奶粉的质量和保质期。
因此,测定奶粉中的水分含量是一个必要的实验。
以下是讨论测定奶粉中水分含量的实验报告。
实验目的:
测定奶粉中水分含量
实验器材:
天平、干燥器、量筒、烧杯、玻璃棒、加热板、蒸馏水
实验步骤:
1. 取一定量的奶粉(约5克)称重并记录下来。
2. 将称好的奶粉放入干燥器中,利用高温高真空的方式将其干燥,直到称重稳定。
3. 取出干燥好的奶粉,放置到容器中。
4. 用量筒加入一定量的蒸馏水,加热到沸腾。
5. 将加热好的蒸馏水倒入容器中的奶粉中,混合均匀。
6. 用烧杯边界收集混合均匀后的溶液。
7. 将烧杯放在加热板上,控制热力,使其缓慢挥发热量。
8. 直至烧杯中的溶液干燥,冷却后再次称重并记录下来。
实验结果:
取5克奶粉,干燥前重量为5.01克,干燥后重量为4.92克。
则该奶粉的水分含量为(5.01?4.92)/5×100%=1.8%
实验讨论:
通过本实验,我们成功地测定了奶粉中的水分含量。
水分含量是奶粉质量的重要指标之一,它的测定结果可以直接影响到奶粉的质量和保质期。
同时,我们也需要注意准确地控制实验的步骤和操作,以避免实验误差的产生。
本实验中,我们控制了实验条件和步骤,避免了误差的产生,得到了较为准确的结果。
婴幼儿奶粉的水分活度测定
婴幼儿配方奶粉的水分活度分析介绍Decagon公司Aqualab产品的研发小组在做如何得到最好的水分活度测量结果的研究。
这是一个正在进行的实验,但是我们对于婴幼儿配方奶粉的水分活度测量已经有一些很好的结果,希望能够公布出来供大家参考。
本研究的目的是:1.观察在日常测试时,周围环境的相对湿度对水分活度测量结果的影响。
2.比较不同水分活度仪器的测量结果,测量时间以及重复性。
3.研究用露点方法测量水分活度时,延长读数时间到一个小时是否比常规5分钟测量的精度要更好?4.确定Series 4仪器的自定义模式测量选项的数值,并且找到如何设置会得到更好地额精度。
5.观察温度对水分活度结果的影响。
材料和方法水分活度仪器包括一台Aqualab Series 3TE镜面冷凝露点水分活度仪,以及两台Aqualab Series 4TEV水分活度仪。
每天都对每台仪器进行校正,校正溶液使用非饱和盐溶液:0.25 aw,0.50 aw,0.76 aw以及1.00 aw。
所有的测试都用3个不同的样品进行3次重复。
相对湿度通过手套箱控制,并且所有的样品采样和测试都在手套箱中进行。
对手套箱中的相对湿度进行连续的监测。
尽可能快的进行取样,以确保取样在5秒钟内完成。
本研究的相对湿度都控制在10% RH,30% RH,70% RH。
在每个相对湿度条件下,测量分3部分内容,每部分的测量内容描述如下:第一部分的测量只用Aqualab仪器。
第一次测量结束后记录下初始的水分活度值,随后让仪器继续连续测量大约1个小时。
用ANOVA软件来编辑哦这两个水分活度的平均值以及标准偏差来看Aqualab延长读数时间后是否可以得到明显更好的结果。
所有的测试都在25•C的温度下进行。
第二部分的测量利用Aqualab Series 4水分活度仪的自定义特点。
这个模式允许设置用于结束测量的稳定性指标,这个功能包括判断水分活度值的范围以满足一个特定的测试指标。
例如,自定义设置可以设为测量3次以及0.003 aw。
水分测定原始记录

水分测定记录
哎呀,说起这个水分测定记录嘛,那可真是个细致活路儿。
早上一上班,我就赶紧把设备擦得锃亮锃亮的,生怕有丁点儿灰尘影响了测量的精准度。
打开那台老式的烘箱,预热到指定温度,跟烤面包似的,得耐心等它“热身”好。
接着,从样品堆里头精挑细选了几份,每一样都称得仔仔细细的,重量嘛,得精确到小数点后两位,马虎不得。
然后,轻轻地把它们放进烘箱里头,调好时间,就开始慢慢烘干这些个“水娃娃”了。
这段时间,我也没闲着,一会儿看看温度表稳不稳,一会儿又担心样品别给烤焦了,心里头跟揣了只兔子似的,砰砰直跳。
好不容易等到时间一到,赶紧戴上手套,小心翼翼地把样品取出来,再放到天平上称一称。
这一称,嘿,重量轻了不少,那减少的部分,可不就是咱们要测的水分嘛!
记录数据的时候,我更是打起十二分精神,生怕写错一个数字,那可就前功尽弃了。
笔尖在纸上沙沙作响,每一笔一划都代表着实验的真实结果。
最后,再检查一遍,确认无误后,才长长地舒了口气,这水分测定记录啊,总算是圆满完成了。
说起来,这工作虽然枯燥,但想到能为产品质量把关,心里头还是美滋滋的。
毕竟,咱们四川人做事,讲究的就是个实在和细致嘛!。
水分测定
摘要:笔者以新疆石河子市市售奶粉为测定对象,按照国家标准GB 19644-2005和GB 5410的方法对20份奶粉理化指标进行测定,其中重点测定奶粉的酸度、蛋白质、脂肪和亚硝酸盐含量等指标,并对测定结果进行了分析和质量初步评价。
测定结果表明,20份受检样品中总体4项理化指标合格率达75%,复原乳酸度合格率为75%、脂肪的合格率达75%、蛋白质含量的合格率为50%、亚硝酸盐含量的合格率为100%。
关键词:奶粉;理化指标;1材料与方法在石河子市市售奶粉中随意抽取了5种不同批次的全脂奶粉20份(2006年12月和2007年1,2,3月生产),分别是:A品牌全脂奶粉、B品牌全脂加糖奶粉、C品牌全脂加糖奶粉、D品牌全脂加糖奶粉、E品牌全脂奶粉。
分别对其取样测定了奶粉的复原乳酸度、蛋白质、脂肪和亚硝酸盐的含量。
1.1试验方法与市步市骤售奶粉理化指标测定1.1.1酸度的测定1.1.1.1仪器和试剂:碱式滴定管、三角烧瓶(150 mL);0.100 0 N NaOH标准溶液、0.5%的酚酞酒精溶液。
1.1.1.2操作步骤:准确称取样品4 g溶于50 mL三角烧瓶中,用新煮后冷却的水96 mL分数次将样品溶解并洗入250 mL锥形烧瓶中,加入0.5%酚酞指示液数滴,摇匀,徐徐滴入0.100 0 N NaOH标准溶液,边滴边摇,直至溶液呈微粉红色且在30 s内不消失为止。
记录所耗NaOH标准溶液的毫升数,计算出奶粉的酸度。
1.1.1.3计算:酸度(°T)=(V×N×10×12)/[W×(1-B%)]。
式中,V为样品中消耗NaOH标准溶液的体积(mL);N为NaOH标准溶液的当量浓度;W为样品的重量(g);B%为样品中水分含量(%);12相当于100 mL鲜奶的奶粉克数。
1.1.2脂肪的测定1.1.2.1仪器和试剂:抽脂瓶、脂肪烧瓶、移液管、水浴箱;乙醚、石油醚、乙醇95%、浓氨水。
全脂奶粉中水份的测定
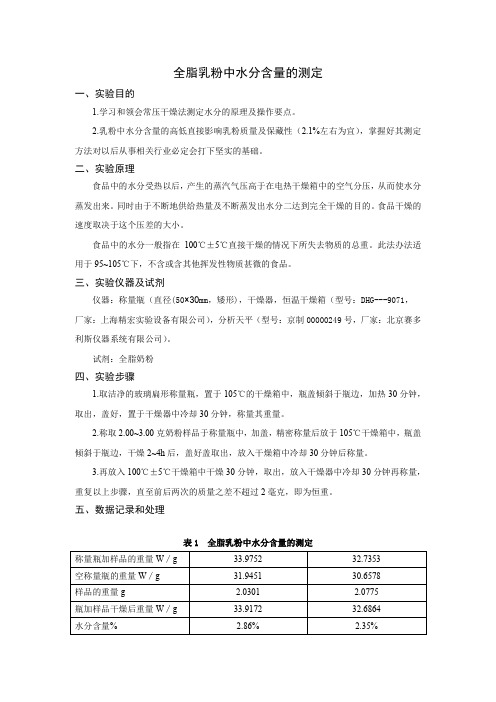
全脂乳粉中水分含量的测定一、实验目的1.学习和领会常压干燥法测定水分的原理及操作要点。
2.乳粉中水分含量的高低直接影响乳粉质量及保藏性(2.1%左右为宜),掌握好其测定方法对以后从事相关行业必定会打下坚实的基础。
二、实验原理食品中的水分受热以后,产生的蒸汽气压高于在电热干燥箱中的空气分压,从而使水分蒸发出来。
同时由于不断地供给热量及不断蒸发出水分二达到完全干燥的目的。
食品干燥的速度取决于这个压差的大小。
食品中的水分一般指在100℃±5℃直接干燥的情况下所失去物质的总重。
此法办法适用于95~105℃下,不含或含其他挥发性物质甚微的食品。
三、实验仪器及试剂仪器:称量瓶(直径(50×30mm,矮形),干燥器,恒温干燥箱(型号:DHG---9071,厂家:上海精宏实验设备有限公司),分析天平(型号:京制00000249号,厂家:北京赛多利斯仪器系统有限公司)。
试剂:全脂奶粉四、实验步骤1.取洁净的玻璃扁形称量瓶,置于105℃的干燥箱中,瓶盖倾斜于瓶边,加热30分钟,取出,盖好,置于干燥器中冷却30分钟,称量其重量。
2.称取2.00~3.00克奶粉样品于称量瓶中,加盖,精密称量后放于105℃干燥箱中,瓶盖倾斜于瓶边,干燥2~4h后,盖好盖取出,放入干燥箱中冷却30分钟后称量。
3.再放入100℃±5℃干燥箱中干燥30分钟,取出,放入干燥器中冷却30分钟再称量,重复以上步骤,直至前后两次的质量之差不超过2毫克,即为恒重。
五、数据记录和处理表1 全脂乳粉中水分含量的测定称量瓶加样品的重量W∕g 33.9752 32.7353空称量瓶的重量W∕g 31.9451 30.6578样品的重量g 2.0301 2.0775瓶加样品干燥后重量W∕g 33.9172 32.6864水分含量% 2.86% 2.35%平均水分含量% 2.61%计算公式:X=(M2-M3)/(M1-M3)×100=(33.9752-33.9172)/(33.9752-31.9451)×100=2.86%X=(M1-M2)/(M1-M3)×100=(32.7353-32.6864)/(32.7353-30.6578)×100=2.35%(其中M2代表恒重后称量瓶和样品总重,M3代表称量瓶重,M1代表称量前称量瓶和样品总重。
奶粉水分测定实验报告

一、实验目的1. 掌握奶粉水分测定的原理和方法。
2. 培养实验操作技能,提高实验数据分析能力。
3. 了解实验误差的来源及处理方法。
二、实验原理奶粉水分测定采用恒重法,通过测定干燥前后奶粉的质量差,计算出奶粉中的水分含量。
实验过程中,将奶粉样品置于恒温箱中干燥,使水分蒸发,直至恒重,从而计算出水分含量。
三、实验仪器与试剂1. 仪器:分析天平、称量瓶、恒温箱、干燥器、温度计、电子秤等。
2. 试剂:奶粉样品。
四、实验步骤1. 准备实验器材,确保仪器和试剂符合实验要求。
2. 使用分析天平称取干燥恒重为22.3608g的称量瓶,记录数据。
3. 将称量瓶置于恒温箱中,预热至100℃。
4. 取2.6720g奶粉样品,放入称量瓶中,记录数据。
5. 将装有奶粉样品的称量瓶放入恒温箱中,干燥至恒重。
6. 取出称量瓶,置于干燥器中冷却至室温。
7. 再次使用分析天平称取干燥后的称量瓶及奶粉样品的总质量,记录数据。
8. 根据实验数据,计算奶粉水分含量。
五、实验数据及处理1. 实验数据:开始总重:22.3608g奶粉样品质量:2.6720g干燥后总重:25.0328g干燥后称量瓶及奶粉样品质量:24.7772g2. 实验数据处理:(1)计算干燥前后奶粉样品的质量差:质量差 = 干燥后总重 - 干燥前总重质量差 = 25.0328g - 22.3608g = 2.6720g(2)计算奶粉水分含量:水分含量 = 质量差 / 奶粉样品质量水分含量 = 2.6720g / 2.6720g = 1.0000(3)求平均值:多次测量求平均值:(24.8053g、24.7628g、24.7635g) / 3 = 24.7772g水分含量 = (25.0328g - 24.7772g) / 2.6720g = 0.2556g六、实验结果与分析1. 实验结果:根据实验数据,奶粉水分含量为0.2556g。
2. 实验分析:(1)实验过程中,恒温箱的温度、干燥时间等因素对实验结果有一定影响,应尽量保持一致。