气动机器人焊枪培训资料
FAUNCK-机器人焊接工艺知识培训
您期待的生产变革……
(7) 熔滴过渡方式: a、短路过渡:小电流、低电压焊接时,熔滴长大后受到空间限制而与母材 短路,在表面张力及小桥爆破力作用下脱离焊丝。这种过渡方式通常产生 一体积小、凝固速度快的熔池,因此适合于薄板、全位置焊接。
U
t I
3
2 4
1
t
1
2
3
4
您期待的生产变革……
b、滴状过渡:电弧长度较长,熔滴可自由长大,直到下落力大于表面张力 时,脱离焊丝落入熔池。
(1)青岛中集8轴联动焊接机器人工作站 (2)汽车配件焊接机器人工作站 (3)玉米收割机割台双工位焊接机器人工作站 (4)斗杆焊接机器人工作站 (5)管管、管法兰相贯线焊接机器人工作站
6. 焊接缺陷 7.机器人维护保养
您期待的生产变革……
1.机器人焊接系统简介
您期待的生产变革……
(1)焊接电源的选择
您期待的生产变革……
(3) 焊接位置和焊接方式 a、坡口形式(I、V、Y、X、U、X、K等); b、接头类别:板状、管状、管板状; c、接头形式:对接、角接、搭接、T字接等; d、焊接位置:平焊、立焊、横焊、仰焊、垂直固定、水平固定等;
您期待的生产变革……
(4) 焊枪角度及位置对焊缝成形的影响 焊枪(即焊丝尖端部)的指向位置对焊缝成型影响较大,焊枪工作角度 不同时对焊缝成型的影响见下图。
机器人焊接相关知识培训测试
机器人焊接相关知识培训测试
基本信息:[矩阵文本题] *
1. 目前,我公司自动化车间使用的焊接机器人品牌为()。 [单选题]
A、松下
B、安川
C、库卡(正确答案)
D、发那科
2. 在自动化车间工作站内与机器人相匹配的焊机品牌为()。 [单选题]
A、松下
B、肯比
C、福尼斯(正确答案)
D、伊萨
3. 我公司自动化车间使用的机器人为()轴系统。 [单选题]
A、3
B、4
C、5
D、6(正确答案)
4. 下列选项中通过调节焊机的()可以调节送丝速度更改焊接功率。 [单选题]
A、 P(正确答案)
B、AL.1
C、GPR
D、 GPO
5. 在机器人调试过程中应将程序运行方式调到()模式 [单选题]
A、T1(手动慢速运行)(正确答案)
B T2(手动慢速运行)
C AUT(自动运行)
D AUT EXT(外部自动运行)
6. 当自动化车间焊机面板显示“NO GASS”时,表明此时需要()处理。 [单选题]
A、更换焊丝
B、更换氩气(正确答案)
C、更换导电嘴
D、不用管,继续焊接
7. 福尼斯焊机参数调节时,I-S代表的含义为() [单选题]
A、起弧时间
B、收弧时间
C、起弧电流(正确答案)
D、收弧电流
8. 福尼斯焊机新建JOB时,下面哪个为当前JOB没有设置过参数。 [单选题]
A、Pro
B、 PrG
C、 nPG(正确答案)
9. 安徽忠旺自动化车间共有工作站()个。 [单选题]
A、10
B、11
C、12(正确答案)
D、13
10. 在自动化车间当遇到紧急情况时,操作人员应()。 [单选题]
A、及时按下离自己最近的急停按钮(正确答案)
B、寻找电源,并关闭
机器人焊接要点
机器人焊接要点
机器人焊接施工的基本知识
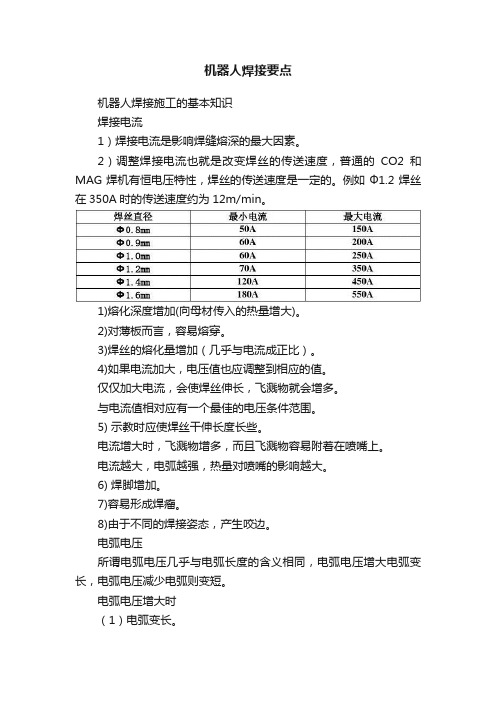
焊接电流
1)焊接电流是影响焊缝熔深的最大因素。
2)调整焊接电流也就是改变焊丝的传送速度,普通的CO2和MAG焊机有恒电压特性,焊丝的传送速度是一定的。例如Ф1.2焊丝在350A时的传送速度约为12m/min。
1)熔化深度增加(向母材传入的热量增大)。
2)对薄板而言,容易熔穿。
3)焊丝的熔化量增加(几乎与电流成正比)。
4)如果电流加大,电压值也应调整到相应的值。
仅仅加大电流,会使焊丝伸长,飞溅物就会增多。
与电流值相对应有一个最佳的电压条件范围。
5) 示教时应使焊丝干伸长度长些。
电流增大时,飞溅物增多,而且飞溅物容易附着在喷嘴上。
电流越大,电弧越强,热量对喷嘴的影响越大。
6) 焊脚增加。
7)容易形成焊瘤。
8)由于不同的焊接姿态,产生咬边。
电弧电压
所谓电弧电压几乎与电弧长度的含义相同,电弧电压增大电弧变长,电弧电压减少电弧则变短。
电弧电压增大时
(1)电弧变长。
(2)焊缝变宽。
(3)容易形成焊瘤。
(4)容易产生气孔。
(5)飞溅减少但飞溅的颗粒变大。
焊接速度
作为示教数据输入的焊接速度是焊枪末端移动速度,尽管在焊接过程中焊枪姿态发生变化,焊枪末端还是以所输入的一定速度进行移动。
如果提高焊接速度时:
(1)熔敷量减少,为了获得一定的熔敷量应提高焊接电流。
(2)每单位长度的输入热量减少,焊道宽度和熔深也减少。
(3)焊接的节拍时间加快。
(4)容易产生咬边。(速度慢时容易发生焊瘤)。
(5)保护气体的作用下降,这时或增大气体喷嘴直径或增加气体流量。(6)把最佳的电弧电压适当减少。
学习任务六 焊接机器人
学习任务六典型焊接接头的编程与焊接
学习目标
1.掌握弧焊机器人系统的特点。
2.掌握机器人之间的协调配合操作方法。
3.了解孤焊机器人的编程步骤。
4.正确理解弧焊机器人程序指令。
5.能准确掌握焊接机器人的手动操作。
6.正确选择合适的焊接工艺参数。
7.养成团结协作的团队意识。
建议学时
120学时
工作情景描述
由于焊件的结构及使用条件不同,焊接接头形式和坡口形式也不同,焊接接头形式有对接接头、T 形接头、角接接头、搭接接头、十字接头、端接接头、套管接头、卷边接头及锁底接头等,常用的有对接接头、T形接头、角接接头及搭接接头。
使用弧焊机器人时,需要在焊接之前把工件装配好,再选择合适的夹具将其固定后才能进行编程和焊接。
工作流程与活动
本项目以OTC焊接机器人为例,进行焊机机器人编程与操作,根据实际情况对板材进行划线、下料、组装、焊接、检测等环节,在工作过程中,严格按照“7S”的工作要求进行加工生产。
学习活动1 平板编程与堆焊
学习活动2 T型接头的编程与焊接
学习活动3 平板对接接头的编程与焊接
学习活动4 圆管对接接头的编程与焊接
学习活动1 平板编程与堆焊
学习目标:
1.掌握CO2气体保护焊的焊接工艺参数设置;
2.学会焊接机器人的插补方式;
3.熟练操作焊接机器人手臂;
4.熟练设置焊接机器人工艺参数。
学习过程
一、任务导入
图6-1 焊接试件图
二、任务分析
在平板表面进行堆焊是最简单的焊接方式,无论是手工操作还是自动焊接,都是最容易实现的。本任务要求在低碳钢板表面平敷堆焊不同宽度的焊缝,练习各种焊接参数的选择。
三、任务准备
FANUC机器人_SERVO_GUN点焊_培训教材
5.2.1 5.2.2 5.2.3 第六章 6.1
6.2 2 步方式 ..................................................................................................................... 45 6.2.1 6.2.2 6.3 6.4 准备工作 ............................................................................................................. 45 测量方法 ............................................................................................................. 46
5.1.1 5.1.2 5.1.3 5.2
其他指令 .................................................................................................................... 42 加压动作指令 ..................................................................................................... 42 压力指令 ............................................................................................................. 43 焊枪零位调校指令 ............................................................................................. 44 焊嘴磨损补偿 ...................................................................................................... 45 概述 ............................................................................................................................ 45
气动机器人焊枪培训资料
水路冷却图
气路原理图
电气原理图
气动机器人焊钳的工作原理
❖ 通过气缸的动作来实现焊钳的打开与闭合
❖ 通过平衡气缸来实现焊钳小开时焊钳的固定
❖ 通过调整限位螺栓来微调焊钳的上下极臂 的打开距离
气缸动作过程: 大开-小开,小开-闭合,闭合-小开,小开-大开
调节螺 栓可以 微调上 下极臂 的打开 距离
机器人焊枪日常检查
❖ 项目
检查要点
间隔
❖ 电极(电极头) 电极顶端形状 最大ф8mm
1/班
❖ 空气回路
检查空气压,应不漏气
1/班
❖ 冷却水
检查流量,应不漏水
1/班
❖ 初级端电缆 作业时初级端电缆不应触碰工件、夹具等 1/班
❖ 焊枪整体
异常发热 70℃以下
1/班
❖ 分流器
异常发110℃以下
1/班
机器人焊枪每周检查
❖ 气缸
❖ 缸筒内表面
❖ 浅的滑动擦痕 :不影响使用。用砂纸等工具轻轻打磨。 ❖ 深的滑动伤痕 :不能修理的话,更换新筒。 ❖ 烧伤 :更换新筒。
❖ 活塞杆滑动面
❖ 与缸筒损伤的情况相同 :不影响使用。用砂纸等工具轻轻打磨。
❖ 内缸内表面
❖ 浅的滑动擦痕 :不影响使用。用砂纸等工具轻轻打磨。
❖ 磨偏0.2mm以上、缸套裂开 :更换新缸套。检查有没有受到异 常的水平载荷。
KUKA机器人培训4-伺服焊枪配置培训
.
12
伺服焊枪配置
在motor中加载电机文件
.
13
伺服焊枪配置
在Servofile中加载伺服文件
.
14
伺服焊枪配置
选择 ServoGun TC Editor
.
15
伺服焊枪配置
选择 Program number和 Robot compensation。 完成后保存,编译并下载。
.
16
伺服焊枪配置
.
27
伺服焊枪配置
.
28
此课件下载可自行编辑修改,此课件供参考! 部分内容来源于网络,如有侵权请与我联系删除!
按照焊枪参数表填 入传动比等各项数 据。
合枪为0点,行程 -20到max,打开为 正向。
.
9
伺服焊枪配置
机器人示教器选择:
配置-外部轴 电机/轴传动比项会 自动生成新数值。
.
10
伺服焊枪配置
将生成数据填入电机/轴传动比 查看电机标牌,填入电机额定转速 填写正负软限位
.
11
伺服焊枪配置
参照参数文件,填入其它选项。KUKA需提供电机和伺服文件。
Workvisual 培训-伺服焊枪配置
烟台奥德克汽车技术设备有限公司 2015.01
.
1
加载样本
伺服焊枪配置
.
2
机器人焊接培训教案
机器人焊接培训教案
—于兴
一、焊接现状及机器人的发展史
1、焊接制造的战略地位
2、焊接的发展史
3、焊接的主要成就
①世界最大的三峡水轮扣转仓,三峡电站焊接中的蜗壳
②“世界第一穹顶”北京国家大剧院
③“芜湖长江大桥”公/铁两用
④大型30完吨石油船
⑤神舟飞船
⑥鸟巢
二、焊接材料生产状况
1、现状
①我国年钢产量和焊接材料有关的发展变化对比
②近7年我国焊接材料产量统计表
③我国进口与国产药芯焊统计
2、存在的问题
3、可借鉴的经验
三、焊接设备生产与应用情况
1、电焊机的生产与应用
2、焊接机器人的应用
①发展史
②行业分布
③专机应用
④变位机的应用
四、焊接结构用钢量状况
①用钢量
②钢材主要用户
③与焊接相关的企业数量
五、企业焊接技术人员和焊接工人概况
1、焊接技术人员基本情况
2、不同行业焊工的来源
六、对现状的总评
七、焊接在未来制造发展中的应用
八、焊接机器人的结构组成及工作原理
九、适合机器人的焊接电源
十、机器人焊枪的操作
十一、焊接机器人的日常维护及保养
机器人焊接基础培训

程序的详细设置
Program Detail JOINT 10% 5/10 Create Date: 10-MAR-1994 Modification Date: 10-MAR-1994 Copy source [**************] Positions: FALSE Size:: 312Byte 1 Program name: [ SAMPLE2 ] 2 Sub Type: [ None ] 3 Comment: [*************] Group Mask: [ 1,*,*,*,* ] 4 Write protection: [ OFF ] 5 Ignore pause: [ OFF ] END PREV NEXT
The welding experts
上海林肯电气自动化
机器人坐标系
•关节坐标系(Joint) •直角坐标系(World) •工具坐标系(Tool) •其它坐标系
The welding experts
上海林肯电气自动化
TCP 的创 建
The welding experts
上海林肯电气自动化
操作机器人注意事项
The welding experts
上海林肯电气自动化
机器人的
三种运动轨迹及表示方法
• 点对点运动(J) • 直线运动(L) • 圆弧运动(C)
KUKA机器人培训4-伺服焊枪配置培训
9
伺服焊枪配置
机器人示教器选择:
配置-外部轴 电机/轴传动比项会 自动生成新数值。
10
伺服焊枪配置
将生成数据填入电机/轴传动比 查看电机标牌,填入电机额定转速 填写正负软限位
11
伺服焊枪配置
参照参数文件,填入其它选项。KUKA需提供电机和伺服文件。
12
伺服焊枪配置
在motor中加载电机文件
13
18
伺服焊枪配置
19
伺服焊枪配置
15mm,视实际情况 而定 -z
20
伺服焊枪配置
21
伺服焊枪配置
22
伺服焊枪配置
23
伺服焊枪配置
24
伺服焊枪配置
25
伺服焊枪配置
26
伺服焊枪配置
27
伺服焊枪配置
28
Workvisual 培训-伺服焊枪配置
烟台奥德克汽车技术设备有限公司
2015.01
1
Hale Waihona Puke Baidu
伺服焊枪配置
加载样本
2
伺服焊枪配置
添加 ServoGunTC.afc
3
伺服焊枪配置
在设备目录中加载机 器人和伺服焊枪
4
伺服焊枪配置
选择 EditorsConfigure kinematic relations 配置主从关系
FANUC点焊机器人培训教程
参考工艺表输入
制动控制的有效/无效的设定
所有参数项设置完成后,选择4.exit退出配置界面。
CONTROL START界面内的伺服电机参数设定主要包括以下几项: 1、电机型号、额定电流大小(放大器上)。比如:αi s8(型号) 4000(转速) 40A(电流)。 2、放大器编号(按照伺服放大器的物理连接顺序,制定伺服焊枪用马达使用的放大器编号)。 3、 焊枪的机械减速比(每把焊枪的说明书上一般都标有此数据)。 4、 开关枪的行程(参照焊枪说明书设置)。 5、焊枪最大压力(参照焊枪说明书设置)。 6、抱闸编号(具体根据硬件配置,以及所连接的抱闸口)
FANUC点焊机器人培训 资料
1 伺服枪的安装设置
1.附加轴添加前基本设定1-1.现状的数据保存(必须保存)2.Control start下的设置2-1.Control start伺服焊枪的添加
3.添加附加轴后设置步骤与操作 3-1.焊枪文件的导入,BZAL警报的解除3-2.焊枪关闭方向,最大加压力的设定3-3.焊枪设定以及自动调整的实施 3-4.电机回转方向的设定,加压力校准(E/C R1201 & R1202等)3-5.枪头距离条件,SYSDIS:枪头距离条件相关文件夹3-6.坐标系的设定3-7.PLAYLOAD设定3-7.修模基准值的设定及修模程序的示教
机器人焊枪的基本构成及功能介绍
机器人焊枪的基本构成及功能介绍英文回答:
Introduction:
A robot welding gun is a key component of a robotic welding system. It is designed to perform the welding process automatically and efficiently. The welding gun is responsible for delivering the welding wire and the
shielding gas, as well as providing the necessary heat and electrical current for the welding process. In this article, we will discuss the basic components and functions of a
robot welding gun.
Components of a Robot Welding Gun:
1. Torch Body: The torch body is the main structure of the welding gun, which holds all the other components together. It is usually made of heat-resistant materials such as copper or aluminum. The torch body also includes an
第二章_焊接机器人示教
第二章焊接机器人
焊接机器人最早只在点焊中得到应用,80年初,随着计算机技术、传感器技术的发展,弧焊机器人逐渐得到普及,特别是近十几年来由于世界范围内经济的高速发展,市场的激烈竞争使那些用于中、大批量生产的焊接自动化专机已不能适应小规模、多品种的生产模式逐渐被具有柔性的焊接机器人代替,焊接机器人得到了巨大的发展,焊接已成为工业机器人应用最大的领域之一,焊接机器人在汽车、摩托车、工程机械等领域都得到了广泛的应用。目前世界拥有的80余万台工业机器人中,用于焊接的机器人可达40%以上。
2.1适用于机器人的焊接方法
熔化极:
λ CO2气体保护焊
λ熔化极活性气体保护焊(MAG)
λ熔化极惰性气体保护焊(MIG)
非熔化极:
λ钨极惰性气体保护焊
λ等离子弧焊接与切割
λ激光焊接与切割
钎焊
火焰切割
点焊
在上面的焊接方法中,90%以上的机器人用于熔化极气体保护焊和点焊,进年来随着激光焊接与切割设备价格的降低,机器人在激光焊接与切割领域的应用数量在逐年增加。
2.1 机器人焊接的特点
2.1.1优点
A. 自动焊接
(1) 焊枪不会振动,焊接速度不会改变,能得到均匀、漂亮的
焊缝。
(2) 操作人员能远离噪音或高温区进行行业。
(3) 由于焊接条件是恒定的,所以能提高焊接质量。
B. 焊接条件具有重复性
(1) 不管什么时候,谁来作业或在什么地方都能焊接成相同的
产品。
(2) 在机器人上编制焊接工人所掌握的焊接条件之后,即便是
新手也能进行高质量的焊接。
(3) 能重复使用曾经用过的焊接条件,(而在半自动焊接时,由
于经常要调整遥控盒上的旋钮,所以缺乏重复性)。
焊接机器人培训安全操作及保养规程
焊接机器人培训安全操作及保养规程
前言
随着机器人技术的不断发展,焊接机器人已经成为现代焊接行业中不可或缺的重要设备。在使用焊接机器人时,必须严格遵守安全操作规程,确保员工的人身安全和设备的正常运行。本文档旨在为焊接机器人的培训工作提供参考,同时对焊接机器人的安全操作和保养提供指导,确保焊接工作的高效、安全和可靠。
一、焊接机器人的基本知识
1. 焊接机器人的定义
焊接机器人是自动化焊接系统的一种,由机械手、控制器、控制系统、感应器、焊接装置等组成,能够实现重复性高、高效率、高质量的焊接作业,是现代焊接生产中的重要设备。
2. 焊接机器人的分类
根据焊接机器人的控制方式不同,可以将其分为以下几类:•自由度: 根据机械手灵活性的不同,可将机器人划分为单轴、二轴、三轴、四轴和六轴五种。其中,4轴机器人广泛应用于焊接领域。
•操作方式: 可以按手动操作和自动操作划分。
•控制方式: 电脑控制和人工控制两种。
3. 焊接机器人的基本结构
焊接机器人主要由以下几个部分组成:
•机器人本体:通常包含磁轨、工作平台、轴、关节、手掌、手指等部件。
•控制装置:包括电脑、监视器和程序储存池等。
•触觉设备:用于检测焊接区域的位置。
•焊接设备:包括焊接电源、焊枪等。
•传动器:包括变速器、减速器等。
4. 焊接机器人的工作原理
焊接机器人的工作原理与机械臂相似,也是借助关节、轨道和手指
等部件进行灵活控制,与焊接设备完成焊接作业。固定程序后,机器
人可按照预定路径和焊接速度进行操作。
二、焊接机器人的安全操作规程
1. 校准机器人和焊接装置
在使用机器人和焊接装置前,必须校准机器人和焊接装置的工作状态。具体流程如下:
CLOOS焊接机器人顶梁底面焊接培训资料全
DF50K02顶梁焊接加工
、前言
1、TEACH莫式下设置和检查焊枪
焊枪作为工业机器人的“工具”,具有固定的几何形状。焊枪安装在工业机器人上,机器人可以携带焊枪驶向工件上的点,也可以利用焊枪的运动在程序中编写这些点。如果焊枪发生碰撞后弯曲变形,必须进行矫正。否则焊丝尖将会出现偏离。焊枪在一个矫正规上接受矫正。出现下列情况必须对焊枪进行检查,必要时重新校准:在与工件发生碰撞后;在编制一个新程序前;在保养时;在更换焊枪时。
程序点的重复精度以及焊缝质量在很大程度上取决于焊枪是否始终保持了规定的几何尺寸。
2、在移动焊枪时,首先观察坐标系,TEACH莫式下,我们常用的模式是BKSE1 坐标系,及TOV坐标系。如果以弧形运动(GP驶过焊缝,则存在与工件发生碰
撞的危险。为此应选择直线运动方式(GC
3、修改完程序后,在编辑状态下离开文本编辑器
为了执行一个程序流程,计算机需要一个经过翻译的程序版本(中间代码)。如果通过“确认”按键离开文本编辑器,这样的翻译过程(编译*)将自动进行。对程序所做的修改将被保存。
如果通过“中止”按键离开文本编辑器,控制系统会询问是否要保存修改内容。回答否后,修改内容被放弃
确认离开文本编辑器,同时对程序文本进行编译。对程序所做的修改将被保存还有一项任务是检查程序是否有所谓的“句法错误”。编译器不能确定导致顺序程序出错(例如:碰撞)的错误。待修正的程序行显示为红色
如果通过“中止”按键离开文本编辑器,控制系统会询问是否要保存修改内容。回答否后,修改内容被放弃
、焊接机器人顶梁焊接焊缝点安排示意图
Faunck焊接机器人操作培训教材-济南奥太焊接机器人操作教材
5
5 程 序 编 辑 | 删 除 示 教 点
您期待的生产变革……
删除多条将示教点
1
2
5 程 序 编 辑 | 删 除 示 教 点
您期待的生产变革……
3
5 程 序 编 辑 | 删 除 示 教 点
您期待的生产变革……
1
2
5 程 序 编 辑 | 插 入 示 教 点
您期待的生产变革……
3
4
5 程 序 编 辑 | 插 入 示 教 点
您期待的生产变革……
1
2
7 摆 焊 指 令
3
4
您期待的生产变革……
1、输入摆焊条件号方式
5
6
7 摆 焊 指 令
7
8
您期待的生产变革……
2、直接方式
1
2
7 摆 焊 指 令
3 Weld Sine[5.0Hz,0.5mm,0.500s,0.500s]: 5.0Hz:摆动频率;(0.0 to 99.9) 0.5mm:摆动幅度;(0 .0 to 25.0) 0.500s,0.500s:左右停留时间 (0 to 1.0)
圆 弧 焊 接 编 程-过程详解
9
10
11
12
您期待的生产变革……
编程示例
圆 弧 焊 接 编 程-过程详解
13
14
15
16
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
气缸
内汽缸表面
浅刮痕 :不影响使用。请用砂纸等工具轻轻打磨。 深刮痕 :无法修理时,请更换新品。 擦伤 :更换新品。 与内汽缸表面相同 :不影响使用。请用砂纸等工具轻轻打磨。 浅刮痕 :不影响使用。用砂纸等工具轻轻打磨。 单边磨耗0.2mm以上、衬套开裂 :更换新品。检查侧面是否承 受异常负荷。 浅刮痕 :不影响使用。请用砂纸等工具轻轻打磨。 深伤痕或擦痕 :如不能修理,更换新活塞。请检查气缸内或 配管内有没有混入异物。 活塞开裂 :更换新活塞 。 活塞异常磨损 :检查一下活塞杆是否承受异常的负荷。 松动 :重新紧固。检查止旋的状态。 有裂纹 :更换新活塞。检查是否承受较大惯性力。更换新的 锁紧螺母。
机器人焊钳月度及半年度检查
项目 检查要点 焊钳主体 清扫、清除飞溅 焊钳主体 各部分螺栓的紧固状态 焊接打点位置 应无挠度、滑移、偏心等异常 汽缸 动作是否流畅,行程有没有异常 自平衡 是否平衡 自平衡、支轴部分 加润滑油 次 汽缸 密封件 次 焊钳变压器 绝缘电阻 次 电极臂 绝缘电阻 次 支 轴 绝缘电阻 次
活塞杆滑动面
衬套内表面
活塞表面
活塞杆与活塞的结合部
平衡气缸组件
水路冷却图
气路原理图
电气原理图
气动机器人焊钳的工作原理
通过气缸的动作来实现焊钳的打开与闭合 通过平衡气缸来实现焊钳小开时焊钳的固定 通过调整限位螺栓来微调焊钳的上下极臂的打开距离
气缸动作过程: 大开-小开,小开-闭合,闭合-小开,小开-大开
调节螺 栓可以 微调上 下极臂 的打开 距离
机器人焊钳日常检查
项目 检查要点 间隔 电极(电极帽) 电极顶端形状 最大ф8mm 1/班 空气回路 检查空气压,应不漏气 1/班 冷却水 检查流量,应不漏水 1/班 一次侧电缆 作业时一次侧电缆不应触碰工件、夹具等 1/班 焊枪本体 异常发热 70℃以下 1/班 软连接 异常发热110℃以下 1/班
RTC 3D 模型
零部件爆炸
气缸内部结构
平衡系统
主要零部件使用寿命
电极帽:3,000-10,000 点 电极柄:300,000-500,000 点 电极衬套:300,000-500,000 点 握杆:500,000-1000,000 点 电极臂:10,000,000 支轴(绝缘垫片):2,000,000-3,000,000 点 气缸(密封圈):3,000,000-4,000,000 点 软连接:300,000-1000,000 点 端子:3,000,000-4,000,000 点 限位螺栓:4,000,000-5,000,000 点
气动机器人焊钳 培训资料
RTX 3D 模型
零部件爆炸
上电极臂组件 气动元件 感 应 开 关 水气 集成块 气缸组件
平衡气缸气动元件
支轴组件
压力开关
端子盒组件
平衡气缸组件
软连接组件
连接托架 连接板组件
限位螺栓组件 变压器 下电极臂组件
总装图
气缸装配图
支轴部装图
上电极臂组件
下电极臂组件
机器人焊钳每周检查
Байду номын сангаас
项目 焊钳主体 阀门、L/S等 二次侧导体部
检查要点 间隔 应无损伤 1/周 应无损伤,确认设定位置 1/周 检查接合部的螺栓有没 有松动并且补紧 1/周 一次侧供电部分 应无损伤,连结部分 应无松动 1/周 电极(电极帽) 电极偏移 , 最大容许1.6mm 1/周 软连接 软连接的断面积应确保2/3以上 1/周
深 螺纹衬1.5D
冷却水出口
使用中频变压器的优点
1. 使用三相380V工频电源,负荷较为平衡,对电网 冲击小,对其他焊机影响小; 2. 功率因数高,电能利用充分; 3. 焊接变压器体积小,重量轻; 4. 将三相50Hz电源逆变为400-1800Hz中频电源,焊 机震动小 5. 直流焊接,电流纹波系数小,热效率高,飞溅小, 焊点品质好,特别适用有色金属焊接; 6. 控制精度高,焊接稳定性好; 7. 缩短焊接时间,减少焊接电流及焊接压力; 8. 配置漏电保护,短路保护功能,安全性、可靠性 高。
软连接组件
变压器(工频、中频)
仕 型 号
样 NI110H-610 110KVA 600V 12.5V 1KHz F级 6L/min 48 28Kg 变压器部分:90℃ 整流部分: 80℃
额定容量 额定一次电压 二次空载电压 额定频率 绝缘等级 冷却水流量 匝数比 重 量
带衬垫
温度保护
深 深 浇注模具固定用
变色 :当由于发热而发生变色现象时,请确认焊接电流值, 使用率(打点数、节拍)、冷却状态,以实现打点的 平准化。请更换绝缘材料 。
软连接
折弯 :确认在工作中是否存在工件、夹具等的干涉,如果没 有破损断裂,则可以继续使用 。 折断 :有2~3片破损断裂,在使用上没有问题。但是需要使 用剪刀等对破损断裂部位进行修剪以防止其与其它零 件接触 。 变色 :当由于发热(70℃以上)而发生变色现象时,是由于 设定的软连接的使用率超负荷而造成的。请确认使用 率等焊接条件,以实现焊接的平准化 。
频率 每月一次 每月一次 每月一次 每月一次 每月一次 每半年一 每半年一 每半年一 每半年一 每半年一
常见故障排除
二次侧通电部分
电极臂、软连接以及软连接端子的通电面
轻度电腐蚀 :用锉刀挫出平面度,用砂纸打磨修整 。 深度电腐蚀 :用利用机械加工出平面度,进行修整。 当使用机械加工已经无法进行修整时,请使用 其它的通电面或者更换新件。