一种节气门壳体夹具的设计
浅谈一款电动汽车主减速器壳的专用夹具设计
铸造 结构 的特 点 :可铸 出复杂 的结构 形状 ;抗 压 强 度大 :抗 振性 好 ;易于 加 工 ,但制 造周 期长 ;易产 生 内应 力 ,故 应进 行时 效 处理 ;材料 多采 用 H 1 0 T 或 5
HT 2 0 0 。适 用 于 切 削 负荷 大 、振 动 大 的场 合 或批 量
分别增 加 了与轴 承孔 平行 的轴 孔 I l,以及 在底 部 和 l 大端面 及端面 的 1 个安 装孔 。 O 该主 减速 器壳 的加 工工 序 为 ,半精 镗 轴孔 I l 、 l
和轴 承 孔一 铣 大法 兰面-,a -- ; T ̄承 孔端 面 螺纹 孔一钻 h
、
图2
.
AT 1 &/' 4
界
浅谈一款 电动汽车主减 速器 壳的
专用夹具设计
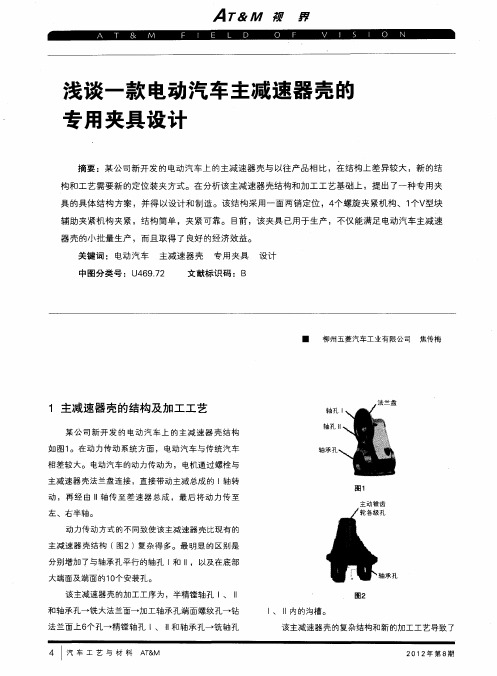
摘 要 :某公 司新 开发 的电动 汽车上 的主减 速器壳 与以往产品相 比 ,在结构上差 异较 大 ,新 的结 构和工艺需要 新的定位装 夹方式。在 分析该主减速器 壳结构和加工 工艺基础上 ,提出 了一种专用 夹 具的具体 结构 方案 ,并得 以设计 和制造 。该结构 采用一面 两销定位 ,4 个螺旋 夹 紧机 构 、1 型块 个V
辅助夹 紧机 构夹紧 ,结 构简单 ,夹 紧可靠。 目前 ,该夹具 已用于 生产 ,不仅 能满足 电动汽车 主减 速
器壳 的小 批量 生产 ,而且 取得 了良好 的经济效益 。
关键 词 :电动 汽车 主减 速器壳 专用夹具 设计 中图分类号 :U 6 .2 4 97 文献标 识码 :B
工 尺寸 的稳定 。
( 1) 足 够 的 强 度 和 刚 度 。 保 证 在 加 工 过 程 有 中 ,夹具 体在 夹 紧力 、切 削 力等外 力作 用 下 ,不致 产 生 不允许 的变 形和振 动 。 ( 在夹 紧 过程 中工件 能 保 持在 既 定位 置 ,即 2) 在 夹紧力 的作 用下 工件 不离开 定位 支承 。 ( 结构 简 单 ,具 有 良好 的工 艺性 。在 保 证 强 3)
汽车关键部件的夹具设计
机床/附件/工装MACHINE TOOLS/ACCESSORIES/FIXTURE栏目主持:李亚肖汽车关键部件的夹具设计■大连连城数控机器股份有限公司(辽宁大连116036)侯贺摘要:针对汽车行业的飞轮壳加工设计的一种智能液压夹具,通过对零部件进行结构和功能的分析,确定夹具的定位方案和夹紧位置。
通过设计夹具各功能接口与机床相连接,实现夹具动作、机械手动作与机床系统相吻合。
通过计算选定每个夹紧点的力,进而选定液压缸规格,设计刀具路径避免与夹具干涉,机床和夹具按照设定的夹具动作循环图完成本序零件的加工。
该夹具定位准确,易于安装,机械手上下料,可实现智能制造。
近年来汽车行业飞速发展,汽车已从实用型逐渐向时尚型转化。
工件加工趋于精细化,用户对机床的智能性要求越来越高,以往的组合机床加工陆续退出机床市场,柔性加工要求智能化。
各类切削中心新产品不断出现,小型智能制造大量应用于小型零件加工。
较大零件主要用单机配专用夹具,机器人连接各工序的形式是当今机床市场的一大趋势。
这种形式取代了原有刚性组合机床,某个产品更新换代无需对整套加工线淘汰,只将机床原有的夹具替换掉即可。
这种制造模式在产品改型时运用灵活,专用夹具成本远远低于机床的制造成本,节省了大量的费用。
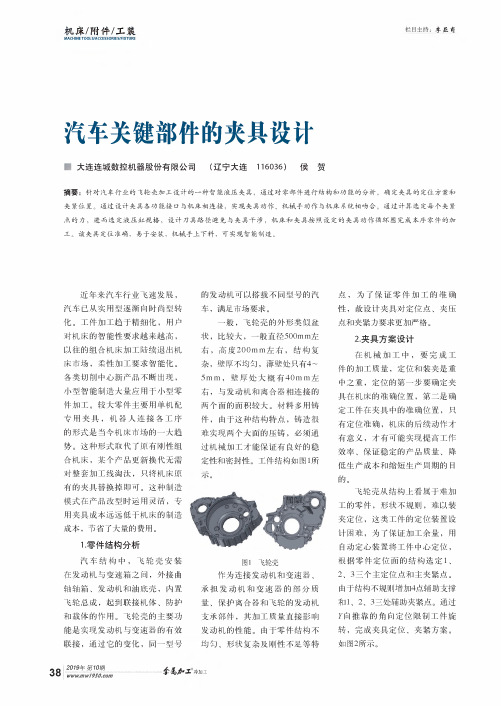
1•零件结构分析汽车结构中,飞轮壳安装在发动机与变速箱之间,外接曲轴轴箱、发动机和油底壳,内置飞轮总成,起到联接机体、防护和载体的作用。
飞轮壳的主要功能是实现发动机与变速器的有效联接,通过它的变化,同一型号的发动机可以搭载不同型号的汽车,满足市场要求。
一般,飞轮壳的外形类似盆状,比较大,一般直径500mm左右,高度200mm左右,结构复杂,壁厚不均匀,薄壁处只有4~5mm,壁厚处大概有40m m左右,与发动机和离合器相连接的两个面的面积较大。
材料多用铸件,由于这种结构特点,铸造很难实现两个大面的压铸,必须通过机械加工才能保证有良好的稳定性和密封性。
工件结构如图1所示。
节气门壳体的优化设计

节气门壳体的优化设计孙宁;谢晓峰【摘要】通过介绍节气门体在发动机中起的作用,节气门体的工作原理和一些特性,在工艺性和结构等方面提出了改进措施。
【期刊名称】《黑龙江科技信息》【年(卷),期】2012(000)034【总页数】1页(P64-64)【关键词】发动机;节气门体;优化设计【作者】孙宁;谢晓峰【作者单位】东北轻合金有限责任公司,黑龙江哈尔滨150000;东北轻合金有限责任公司,黑龙江哈尔滨150000【正文语种】中文【中图分类】U472.431 概述节气门是调节发动机进气量的控制器,节气门的作用是控制发动机的进气流量,决定发动机的运行工况。
驾驶员通过操作加速踏板来操纵节气门开度。
节气门体虽然是一个小的配件,确实汽车发动机中关键的配件。
本文为提高加工装配效率,降低产品成本,提出了一些节气门的壳体部件的优化设计方案(图1)。
2 节气门体进气特性和计算2.1 进气特性(图2)当节气门处于关闭状态时,进气腔不通,发动机不进气,也不工作。
随着节气门逐渐开大,进气通道面积达到最大。
可见发动机的进气量,随着节气门、开度的变化而得到调节,就调节了汽油机的输出功率。
在节气门开启过程中,通道面积和节气门开启角度之间为非线性关系,可以看出,开启角度达到一定大气量时,再增大节气门开启角度,功率将不再明显增大,只有当混合气体被加浓时,功率才增大,如此损失燃油经济性。
2.2 进气计算由于空气绕节气门流动的实际情况比较复杂,可以将流动简化为由大流通截面到小流通截面的节流流动来研究。
当节气门位于某一确定开启角度时,它就是一台普通的节流式流量计,计算流经节气门的空气流量时,可以应用压差式节流流量计的基本方程。
假设可压缩气体绕节气门的流动为绝热过程,当空气流速为亚音速时,流量方程为:式中:qm——系数;C——流出系数;Amin——最小流通面积;m——质量比;ρ1——来流密度;△P——节流前后压差。
3 节气门壳体的优化设计在某型新品节气门体的设计中,以及老型号产品降成本改型工作,对节气门的壳体等部件做了一些新的改进,使产品成本降低,加工装配效率提高。
气门摇臂轴支座专用夹具设计
机电及自动化学院机械制造夹具课程设计设计题目:气门摇臂轴支座专用夹具设计专业: 08机械电子工程1班学号: 0811113047姓名:指导老师:前言夹具课程设计是一个非常重要的教学环节,它既要求我们通过设计能获得综合应用过去所学的全部课程进行工艺及结构设计的基本能力,这也为以后做好毕业设计进行一次综合训练和准备。
在我们学完过机械制造工艺学,工艺技术基础课以及专业课之后并参加了一些实践活动后,此次的设计是对大学期间所学各课程及相关的应用绘图软件的一次深入的综合性的总复习。
学习工艺规程的能力和运用夹具设计的基本原理和方法;锻炼自己熟悉和运用有关手册、图表等技术资料及编写技术文件等基本技能。
而实际机械加工是讲究经济性,高效性,以及美观合理,作为学生的设计肯定在设计过程中有很多与实际不合,再所难免,望老师指出并给予指导。
目录一、零件的介绍分析 (1)二、夹具设计任务 (2)三、夹具设计方案确定 (3)四、切削力及夹紧力的计算 (6)五、定位误差分析与计算 (8)六、公差配合的选用 (10)七、钻模板的结构设计 (10)八、致谢 (11)九、参考文献 (12)一、零件的介绍分析1.1、本设计所设计的零件是6120柴油机中摇臂结合部的气门摇臂轴支座,它是柴油机上气门控制系统的一个重要零件。
直径为22mm的孔用来装配摇臂轴,轴的两端各安装一进、排气气门摇臂。
此孔要求的表面粗糙度和位置精度较高,工作时会和轴相配合工作,起到支撑的作用,直径15mm的孔用M14的螺杆与汽缸盖相连。
1.2、加工零件的工艺路线KJ图1 定位面,加工面代号指示图工序Ⅰ:铸造;工序Ⅱ:清砂,检验;工序Ⅲ:时效处理HBS187-220;工序Ⅳ:以40mm下底面C定位,粗铣φ30上端面A;工序Ⅴ:以粗铣后的φ30上端面A定位,粗铣40mm下底面C;半精铣40mm下底面C;工序Ⅵ:以加工后的40mm下底面和∅30的圆柱外圆弧面定位,钻φ15通孔,保证与底面0.005的垂直度要求并倒角;工序Ⅶ:以加工后的φ15内孔表面H、加工后的40mm下端面C和R7圆弧后端面J定位,粗铣φ34前端面F,半精铣φ34前端面F;工序Ⅷ:以加工后的φ15内孔表面H、加工后的40mm下端面C和φ34外圆前端面F定位,粗铣φ34后端面G,半精铣φ34后端面G;工序Ⅸ:以加工后的φ15内孔表面H、加工后的40mm下端面C和φ34外圆前端面F定位,钻→扩→粗铰→精铰φ22通孔,并倒角;工序Ⅹ:钳工去毛刺,清洗;工序Ⅺ:终检。
车阀盖小头夹具

三维CAD课程设计说明书系别:班级:姓名:学号:目录第一章实体建模1.1夹具体 (1)1.2盘根 (16)1.3钩型压板 (25)1.4铰链压板 (29)1.5定位盘 (31)1.6套筒 (34)1.7内六角螺钉 (35)1.8销钉 (37)1.9螺栓 (39)1.10螺钉 (40)1.11背帽 (42)1.12开口销 (44)第二章工程图设计2.1 夹具体 (45)2.2 钩形压板 (49)2.3 铰链压板 (50)2.4 定位盘 (51)2.5 套筒 (51)2.6 盘根 (52)2.7 背帽 (53)2.8 装配 (53)第三章装配第一章1.1 夹具体步骤1(1)单击按钮,然后再“新建”对话框中按照如图1-1-1所示参数进行设置,然后单击按钮进入模板设置对话框。
图1-1-1(2)如图1-1-2所示,在“新文件选项”对话框中选择“mmns-part-solid”选项,单击按钮。
图1-1-2步骤2(1)单击工具图标,弹出操控面板→单击“放置”按钮→单击“定义”按钮,操作如图1-1-3所示→弹出“草绘”对话框,再工作窗口选取TOP面为绘图面,→单击按钮,进入草绘窗口。
图1-1-3(2)单击→在绘图区绘制一个圆直径115,如图1-1-4所示图1-1-4单击图形按尺寸自动生成,(3)单击草绘窗口工具图标按钮→返回零件模型窗口,在所示的操控面板中输入厚度尺寸50,如图1-1-5所示→单击按钮→得到如图1-1-6所示图形。
图1-1-5图1-1-6步骤3(1)单击,弹出控制面板→单击“放置”→单击“定义’按钮,在工作选取TOP面为绘图平面,单击进入草绘窗口,如图1-1-7所示。
图1-1-7(2)单击工具图标按钮绘制一个圆,圆的直径为34,单击→返回零件模型窗口,在如图1-1-8所示窗口中输入厚度16→单击→单击去除材料按钮→单击得到如图1-1-9所示。
图1-1-8图1-1-9步骤4(1)单击按钮→选取TOP面作为绘图面→单击进入草绘窗口,如图1-1-10所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
应 的 两 个 定 位 销 分 别 是 圆 柱 销 和 削 边 销 , 装 配 削边
销 时应 使其 长轴 垂直 于 双销孔 连心线 。 夹 紧 臂 的 压 头 部 分 选 用 钢 材 并 抛 光 .以 免 在 节 气 门 壳 体 表 面 造 成 压 痕 。 夹 紧 臂 面 对 操 作 人 员 的 部 分 覆 在 节 气 门 壳 体 的 制 造 过 程 中 。与 之 直 接 接 触 的 夹 具 是确 保零 件加 工质 量 和效率 的重 要 因素 。夹具 是机 械 制造 过程 中用 来 固定加 工对 象 , 使 之 占有 正 确 位 置 ,
具 可 以解决 节 气 门装 配时 的准确 定位及 快速 夹紧工 艺 问题 。 关键 词 : 节气门 夹具 设计
中图分类 号 : T H1 2 2ห้องสมุดไป่ตู้
文献标 志码 : A
文章编 号 : 1 0 0 0 — 4 9 9 8 ( 2 0 1 7 ) l 2 — 0 0 8 2 — 0 3
Ab s t r a c t :T h e d e s i g n e d i f x t u r e f o r t h r o t t l e h o u s i n g a d o p t s s t e e l b a l l s e l f - l o c k i n g mo d u l e t o p o s i t i o n t h e h o u s i n g b y o n e p l a n e a n d t w o h o l e s w h i l e t w o l e v e r a g e s a r e u s e d t o c l a mp t h e t h r o t t l e h o u s i n g f r o m t h e l e f t
1 研 究 背 景
在 汽 车 零 部 件 中 .节 气 门 是 用 来 控 制 空 气 进 入 发
动 机 引 擎 的 一 道 可 控 阀 门 。 空 气 进 入 进 气 管 后 与 汽 油
以 接 受 施 工 或 检 测 的 装 置 。 夹 具 是 设 备 非 常 重 要 的
部分 , 能 够快 速 、 方便 、 准 确 地 将 工 件 放 人 夹 具 体 中 是 夹 具设计 的重点 。
在 产 品 左 右 两 边 通 过 由 气 缸 驱 动 的 杠 杆 机 构 将 节 气 门壳体 夹 紧 。
大小。 节气 门壳体 是节 气 门装配 体 的主要 零件 , 一 般 为 铝合 金 铸件 , 如 图 1所 示 。
2 设 计 要 点
2 . 1 定 位设计
设 计 夹 具 时 . 以节 气 门 壳 体 的 齿 轮 箱 侧 左 右 边 缘 和 端 盖 侧 作 为 粗 导 向 面 。侧 面 使 用 浮 动 轴 承 支 承 住 节 气 门壳 体 马 达 侧 . 以 节 气 门 壳 体 背 面 的 三 个 小 平 面 作 为 支 撑 面 。 同时 , 以 节 气 门壳 体 安 装 面 为 定 位 面 , 夹具 体 通 过 由气 缸 驱 动 的 夹 紧臂 将 节 气 门 壳 体 压 紧 在 夹 具 体 上 。夹 具 采 用 一 面 两 孔 的 定 位 方 式 l 5 I ' 在 夹具体 上对
今 汽 车 发 动 机 系统 最 重 要 的 部 件 之 一 ,它 上 接 空 气 滤
清器, 下接 发动机 缸体 , 被 称 为 汽 车 发 动 机 的 咽 喉 。 电
子 节 气 门 ] 主要 基 于 节 气 门位 置 传 感 器 , 根 据 发 动 机
所需 能 量 , 控 制节 气 门的开 启角 度 , 从 而 调 节 进 气 量 的
笔 者 介 绍 一 种 节 气 门壳 体 立 式 夹 具 的设 计 要 点 和 工 作 原 理 ,操 作 人 员 利 用 粗 导 向 把 节 气 门壳 体 放 置 在
夹 具上 , 利 用 两 个 定 位 销 确 定 节 气 门壳 体 的 准 确 位 置 .
混合, 成为 可燃混 合气 体 , 参 与 燃 烧 做 功 。 节 气 门是 当
一
种
节
气
门 壳
口 罗 海全
体
口
夹
范立成
具
的
设
计
苏州 大学 机 电工程 学院 江 苏 苏州 2 1 5 0 2 1
摘
要: 设计 了一种 节 气 门壳体 夹具 , 根据 一 面 两孔 定位 , 采 用钢球 自锁模 块 , 利 用 两个杠 杆机 构 ,
从 左右 两侧 基 于气缸驱 动 来夹 紧节 气 门壳体 。对节 气 门壳体上 的 夹 紧力进 行 了力 学计算 ,确认 这一 夹