康美贴管机设定课件讲解
康 美 灌装机 相 关 培 训

一、基本构造:1.成型轮的开关柜、2.冷却单元、3.纸盒仓、4.底部加热、5. 底部折叠、6. 成型轮、7. 盒筒的送进 (抽吸及送进器)、8.底部加压、9.传送站、10.顶部预折叠、11. H2O2纸盒灭菌、12.H2O2排放、13. 干燥区、14. 灌装站、15.套链、16. 蒸汽喷射、17. 顶部密封、18. 顶部成型站、19. 排包器、20. 星形轮、21. 电柜,机器尾部、22. 操作单元、23. 电柜, 阀组、24. 压力计和控制器、25. 低压清洗设备、26. 阀组、27. H2O2 定量系统、28. 无菌过滤器(主过滤器)、29. 压力指示器、30. 无菌空气扇、31. 无菌空气瓣、32. 预过滤器、33. 节流阀瓣、34. 排气扇二、纸盒走向流程图1.纸盒的送进2.纸盒筒打开并送进3.推纸盒入成型杆4.底部活化5.底部折叠6.底部加压密封7.传输区8.顶部预折叠9.灭菌,干燥,灌装 10.顶部密封 11.顶部成型 12.排包13.传送到输出传送带,纸盒竖立 14.输出传送带三、屏幕按钮1. 触摸屏、2.取消/复位、3.停止当前操作阶段、4.未定义按钮、5.清洗开始/定时停止、6.灭菌打开 ON、7.未定义按钮、8.蒸汽障闭开关 ON/OF、F9.未定义按钮、10.进料阀 V1+4 OPEN/SHUT、11.未定义按钮、12.盒筒送进 ON/OFF、13.动力驱动 ON/OFF、14.Em-OFF(紧急开关)。
四、驱动装置灌装机由一个可调、恒速三相制动马达驱动。
动力通过角齿轮、带齿轮及齿带传至主轴及凸轮轴。
步进式齿轮箱的传输,使套链和成型轮的驱动轴产生一个周而复始循环式的转动。
凸轮轴以机械传动方式驱动相应的各工作区段。
在紧急开关EM-OFF被触发时,三相马达制动闸立即停止机器驱动。
灌装机可以借助于手轮转动。
1. 套链驱动轴、2.齿带驱动、3.成型轮驱动轴、4.底部预折叠驱动轴、5.三相制动马达、6.手轮、7步进式齿轮箱。
01_Allgemeines___Sicherheit_en

10. 简要介绍10.1 引言该资料是为对于投入使用P2020压片机负责的操作人员而写的,便于他们阅读和理解,并且能注意到资料里的所有事项.所提供的全部技术资料共有3卷,应该将其保存在P2020机器的就近.为了方便您使用P2020压片机.此操作手册对机器使用过程中的重要细节做了特别说明.掌握了此操作手册的内容就可以避免在操作P2020压片机时出现错误从而实现通畅运作.因此,操作人员必须确实掌握手册的内容.对于因未遵守操作事项而导致的机器损坏和故障,我们将不负任何责任.因此,建议操作人员在操作机器前首先详细阅读操作手册.如果您仍然碰到了困难,请与我们的客户服务部门,备件部门或代理商联络.他们将很乐意为您服务.此操作手册只适用于P2020.关于操作手册的内容介绍,我们保留因P2020技术改进而对该手册进行改动的权利.10.2 使用范围P2020压片机是为生产药片及其它可压制的物料而设计的药片状模块压制系统.压片机可被应用于化学,制药,食品,动物饲料及金属烧结等工业.为了能够在相应的使用范围内实现对P2020的最佳利用,根据生产需要,我们可以为您提供不同的压片工具,附加装置及外围设备.原则上P2020的使用范围已在操作手册以及列出压片工具,附加装置,外围设备的送货单上给出.如果P2020的应用范围超出合同所规定的使用范围,则应向菲特公司的客户服务部门(联络地址见下文)咨询, 否则保证条款内容失效.10.3 著作权此操作手册的著作权由菲特股份有限公司保留.此操作手册仅供装配,操作和监测人员使用.它所包含技术性的文字和图表绝不允许被部分或者全部地复印,传播或者由他人出于竞争目的未经授权非法利用和传播.著作权也包括所应用的数据处理程序及相关的程序描述.在扩充或更换现有程序的情况下,除非双方已达成其他协定,否则购买者有义务对所有的旧版本,复制和退换下来的文件进行销毁.继续转交给第三方是绝对不允许的.FETTE GmbHD - 21484 Schwarzenbek Postfach 1180D - 21493 Schwarzenbek Grabauer Straße 24 Telephone : 04151 - 12-0 Telex : 2 189 416 Telefax : 04151 - 833 371 Teletex : 415 111e-mail : tablet@11. 安全常识11.1 符号及提示解释安全生产符号 :此符号在操作手册中所有的安全生产提示中出现,提示可能会对身体和生命构成危险.请确保注意此类提示,在这种情况下,要特别谨慎从事.也请将所有安全工作提示转达给其他操作者.除了在操作手册中所提及的安全提示以外, 也应遵守一般的安全生产及意外事故预防规则.这个注意 ! 符号出现在此操作手册中表示特别提醒注意的位置,是为了确保操作员遵守生产规则,警惕安全提示,正确操作,从而避免自身受伤害或机器和其它装置受到破坏.11.2 安全操作警告您的P2020压片机的所有安全保护设施都是根据机器保护法,相关的德国工业规范以及国际标准规则(DIN/ISO),欧盟(EG)规程的规定以及按照德国化工职业协会所要求的必备条件而装备的.若能遵守所有的机器操作和保养规定,就可排除受伤的危险因素,保证安全生产.以下工作安全警告须特别注意 :. 若由未受过训练的人不正确地操作机器或者不符合规定地使用机器, 机器将会产生危险... 任何P2020操作人员,包括所有安装,拆卸,重装,试验运行,操作,维护(检查,保养,维修)人员,必须通读并理解该操作手册,尤其是"安全常识"这一章.为了确保执行,建议让操作人员签名.P2020压片机只允许被应用于已规定的使用范围,其它超出范围的使用被视为不符合规定.由此产生的所有风险以及导致的所有损害由使用者独自承担,制造商对此不负任何责任.. 由制造商所规定的安装,拆卸,重装,试验运行,操作,维护等条件也属于遵守规定的内容.. P2020压片机的操作,保养和维修只能由受过培训被授权的或者接受指导的人员来执行. 这些人员必须接受过有关当危险发生时应急处理措施的专门培训.. 对于机器安装,拆卸,重装,试验运行,操作,维护的责任必须明确落实.这样,在安全问题方面不至于出现责任不明的情况.. 所有的工作环节,例如安装,拆卸,重装,试验,操作,维护,设备调整,都要特别遵守操作手册所说明的停机规程.. 所有会危害生产安全的工作方法必须弃除.. 操作人员应当留心,确保未经授权人员不许操作机器.. 操作员也有义务对于生产中出现的危害生产安全的新情况立即作报告.. 使用者必须保证只有在无任何危害因素的情况下运行P2020压片机.. 不可未经许可擅自变动或者更改机器设备,影响生产安全.. 原则上全部工作只允许在机器静止的状态下进行.. 在对设备进行保养和维修之前,应注意确保驱动装置及附件装置不会因为不小心而导致冒然启动.. 在完成维修重新启动机器之前,检查是否所有的保护装置皆已准备就绪.. 当拆卸或安装机械零件的时候,必须注意它们的重量.. 在清洁机器时,一定要注意生产商的产品提示(清洁剂).. 待安装的起重器的负重能力必须至少与要装配的机器零件的重量相当.. 仅当机器完全停止后,才允许打开所有的门及窗盖.. 机器和配电箱只能用匹配的联接钩环固定.. 在相应的电路安装或检修工作完成后,须对采用的安全措施进行试验.(如:接地电阻).. 在使用P2020压片机的时候,在任何情况下工作地点的安全与事故预防规则都有效.以下4点任何操作者皆须遵守:1. 通向压片室的窗盖. 窗盖上的安全开关是为了确保进入压片室的安全.每天在开动机器之前都须检查其有无故障.只要其中任一窗盖开启,则表明机器未完成运行准备,不可启动.若您在机器运转过程中打开窗盖,则机器会立刻停止.2. 机器下部的防护盖. 为了确保安全,机器下方的四扇防护盖安装有转向栓锁,而且只可用一把钥匙打开.该钥匙只给相关人员保存,此人在打开防护盖之前应首先关掉操作终端的总电源开关或关掉配电箱的主开关.3. 插头连接. 如果想断开机器和配电箱间的电路连接,只需拔出电插头.但是,在拔出插头之前,应首先关掉机器的总开关.4. 紧急停机开关. 您的P2020压片机装备有紧急停机开关,遵照VDE(德国电器工程联合会)和TÜV(技术监测联合会)的相关规定该开关安装在机器的下部.首先旋转此开关四分之一周后其固定销方可松开.11.3 遵照规定使用该P2020压片机仅适用和应用于如供货单里说明的情况(压片工具,附加设备,外周仪器).超出此范围使用被视为未遵守规定.由此产生的所有风险和损害由使用者独自承担,生产商不承担任何责任.此操作手册可能还会有部分特殊内容,以选项标示,并非一定在您的机器上体现.机器的安全性能并不因此而受损.供货单仅包括合同或者/以及运货单上的部分内容.保留技术性更改的权利.于: 2004年1月版本 : 0.00。
贴标机关键参数设定
22
四、贴标机关键调整参数设定
7、取标转鼓调整
夹指调整:夹指必须与夹指垫条平行 ,不能超出夹指垫条的边缘并且与夹指垫条 边缘平齐。夹指必须处于水平位置并且处于 标板凹槽的中心。转鼓在取标时夹指夹标尺 寸为4-5mm ,铝箔标为7mm,要保证取 标后身标与头标中心线在一条直线上。
2
四、贴标机关键调整参数设定
二、压瓶系统设定
1、压瓶头高度设定(一般情况下有瓶压头与无瓶压头高度相差10-15mm,必需避免 出现星轮交接给托盘时有瓶子歪斜的现象
2、对定位标机压瓶高度的设定为15-18mm.确定压瓶轴与托瓶盘的中心点上下要垂直 ,必需避免出现星轮交接给托瓶垫时瓶子歪斜。)
3
四、贴标机关键调整参数设定
54
持续改进
1、瓶盖喷码缺失-改进措施
加严检测把关 增加检验频次
不定期抽查。。。
改变喷码形式:
激光喷码 瓶身喷码。。。
墨水的更换:更换附着力更强的油墨 瓶盖残水的处理:增加吹风装置、定位风口
55
持续改进
2、起鼓、皱折、主颈不齐
减
少
贴
标
起 鼓
标站齿轮箱防护:通入压缩空气减少刷洗时水的渗入,齿轮间有效 润滑,提升标板取标均匀性。
三、标盒的设定
4
四、贴标机关键调整参数设定
四、标签盒的调整
1、标盒中心线,标站中心轴与标纸相切,标板 中心轴三点成一线,调整标板与标纸相切(0 距离),再将标盒移近1mm-2mm即可。
2、标纸在标盒与两边压条的间隙应在0.8-1mm之 间,间隙太大造成标纸在标盒里移位,出现 斜标,间隙太小会出现推标不畅。
康美灌装机CFA706-02操作手册
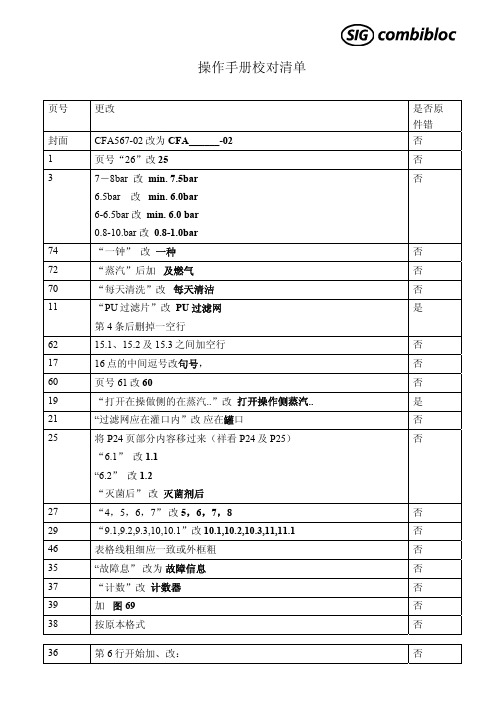
否
4
最后一行删 1. 加 2
否
148℃改 136℃
112℃改 100℃
5
“无菌区灭菌”改 H2O2 灭菌
否
2
加 本手册版本:V2.00.05.1
否
75
文字位置参照样本
否
此外,还应注意以下几点: 1. 文中中文标题均用 14 号宋体粗字,其余均为 10 号宋体
2. 每页右上角的
图标应向上边沿靠近,以保证美观
“图 40”改 图 43
24
圈中的内容移至 P25(参阅样本)
否
53
“如果量 2 分钟”删去量字
否
57
第 3 行加 ,过滤网(图 108/2)的凸起不能变形。
否
最后一行删 前 字,加 ,然后再做 CIP(图 110/X)
63
“果汁类饮料”改 高酸产品
是
12
倒数第 2 行加 除 字
否
8
第 2 行加 电源
轨二 H2O2 喷洒 启
二轨 H2O2 换向阀 开
废气机
启
废气机阀门 开
无菌风机一段 启
无菌风机二段 启
辅助风机 启
无菌空气阀门 开
辅助风机阀门 开
H2O2 辅助 反应 抽废 喷洒 风机 时间 气
T11 T13 T9 T14
生产
时间
30' 不定时 90'' 15'' 300'' 30'' 不定时
73
温度
1.双氧水蒸汽
200(±20℃)
2.耳翼加热
250℃-350℃(±5℃)
3.底部加热
240℃-300℃(±5℃)
全自动软管贴标机说明书中文(1)

RGTB-60B全自動软管贴标机使用說明書目录:一、设备概述二、工作原理三、操作界面说明四、调试与安装五、光电开关调节说明六、故障分析及解决方法七、日常维护及注意事项八、电气接线图九、设备参数表十、附录:伺服参数表一、设备概述全自动软管贴标机经过本公司近十年的研究,率先采用日本公司先进技术,真正达到完美贴标。
贴标系统具有学习功能,可自动测出产品和标签的尺寸,利用CPU 的高速运算功能使标签与产品的中心线完全吻合,精度大幅提高。
传动系统采用高精度的OMRON伺服系统实现系统的高响应,和极高的可靠性。
整机零部件采用独特的表面处理技术,永不生锈。
二、工作原理1、系统通电,按下运行按钮,转盘不动,等待自动下料斗下料,料被下到料斗,在定位开关的时候,软管被测物电眼检测到有产品,此时滑动气缸将软管推到模具上面,滑动汽缸上面的磁性开关检测到滑手将软管推到位,此时转盘转一格到位停下,标头开始送给一张标签,同时滑动气缸滑块退回,滑块被后面的磁性开关检测退回到位,又开始进行下一次自动上料;转盘每走一下,下料气嘴都吹一次以完成下料;2、按下定位开关,让定位开关打开,产品被测物电眼看到,同时色标电眼也能检测到色标标记,标头就开始送给一张标签;三、操作界面说明接通电源,打开总开关,显示主画面:点击主画面进入如下画面:按下键进入另一系统界面:一)画面操作说明:画面上边显示为出标参数,意义分别如下:1、标签速度:进给标签的速度,可通过触及参数区输入,数值范围:0-40m/min:2、标签伸出量:标签伸出及停止标签的位置,可通过触及参数区输入。
数值范围0.0 –999.0mm。
3、标签延时:贴标延时,即当色标电眼检测到被贴物后,等待一定时间才开始贴标,以确保标签贴到正确的位置。
可通过参数区输入,数值范围:0-1000ms。
4、下管吹气:下管吹气时间可通过触及参数区输入,数值范围:0-999ms。
5、参数设置好以后按“手动”按钮,出现“手动操作”画面,进行测试:按下“贴标测试”按钮,系统将进给一张标签,可据此查看设定出标参数是否合适。
康美灌装培训

CFA712-32
套链驱动皮带轮
驱动皮带 成型杆离合器 底部侧面折叠 主驱动马达 手轮 分度变速箱
机器运动有三个马达,主驱动马达、抽 纸盒马达和转移台马达。其它运动由气 缸带动。 主驱动马达驱动成型杆、套链、底部折 叠及封口等;抽纸盒马达只有在抽纸盒 时运动;转移台马达仅负责将成品纸包 转移到传送链上
过高的活化风压及温度都会对 纸盒底部封口造成不良影响。 右图是良好的活化和过度的活 化范围的图片,超出此范围或 有起泡、裂纹现象都是不允许 的
CBCN - Training Department 康美包灌装机系统结构-无菌风/废风 无菌风/废风系统 废风系统: 系统 抽废风主要目的是将生产中产生的
无菌风/废风系统
02机型干燥系统:
02机型干燥使用的是液化石油 气火焰加热无菌空气,热无菌 空气再加热纸盒。 干燥的温度通过一个传感器监 控,干燥的风压在每1500小时 检修时进行检查和调整。
CBCN - Training Department 康美包灌装机系统结构-无菌风/废风 无菌风/废风系统 干燥对底部封口的影响: 系统
气流速度
纤维直径
4. 筛效应
灰尘直径如果大于纤 维之间的间隙,就会 被拦住。 一般来说,灰尘直径 远小于纤维间隙,也 就是说,筛效应很少 发生。 气流速度 纤维直径 纤维数量
5. 静电效应
+ + +
-
灰尘越小,效果越好
+
气流速度
纤维直径
纤维数量
综合效应
100 % 筛效应
静电
80
60
扩散
无静电效应的 综合效率
双氧水废气排出车间外,以免对操 作员的健康造成危害 02机型的抽废风原理如右图:
SACMI 贴标机操作说明2006试机资料
SACMI LABELLING 貼標機操作說明壹.機台啟動停止貳.電眼點設定方法叁.如何調整切刀肆.機台保養事項壹.機台啟動1 打開主機電源2 主控制面板上的藍色燈亮起為RESET復歸鍵按下3 按下主螢幕GENERAL CONTROL功能鍵:GLUE ROLLER HEATING : ONGLUE ROLLER BODY HEATING: ONGLUE TANK HEATING: ONGLUE SCRAPER HEATING: ONGLUE BAR HEATING: ONGLUE PUMP MOTOR: ON(必須等待約60分鐘膠溶化才能自動轉動)4 進入主螢幕GENERAL CONTROL功能鍵:打開V ACUUM PUMP MOTOR : ONCONVEYOR MOTOR M/C: ON5 進入RECIP SET UP 功能鍵:按下LOAD RECIPES TO PLC 鍵確定所選產品種類例如統一或今麥郎若不是則按左邊上下鍵選擇所要生產的品種, 再按一次LOAD RECIPES TO PLC即可.6 回到主畫面按下MACHINE ON 白燈啟動機台.若有故障顯示. 按下任何一各畫面中ACCEPT即可復歸.7 打開主畫面入口匝門鍵.貳. EYE MARK SETTING1 先進入CUTTING SYSTEM到PAGE 3打開PINCH ROLLER2 將標籤停於EYE MARK例如白色或黑色按下TEACH鍵,這時POTOCELL RED LIGHT 會閃滅不停.3再將標籤往回拉停於標籤底色.例如藍色或紅色再按下TEACH鍵一次這時POTOCELL RED LIGHT 滅掉即可.4 再將標籤拉出一段看亮滅是否正常,將標籤停於EYEMARK前5MM前將PINCH ROLLER 關閉.5 按下CUTTING LABELLING MANUAL RUN 此時標籤會自動移動一段距離.再將此功能按回STOP即可完成設定.6 啟動機台將標籤穿進去即可運轉測試.7改變機台壓瓶高度:進入主選單MOVEMENT MACHINE輸入密碼1111進入按上下鍵即可改變.8 標簽有OVERLAP不一時:(1)在進入切刀前滾輪ROLLER墊上WASHER或改變旋轉刀吸力.(2)檢查真空鼓內孔道是否已經堵塞(重要).(3)檢查抹平標籤SPONGE海綿水平是否一直線.叁CUTTING SYSTEM ADJUSMENT 切刀調整:1當真空鼓與切刀不同步差距必須是3mm可以將送標台退到最大打開機台後邊蓋板.可以參照說明書7-15所示放鬆底下螺絲緊套轉動真空鼓即可.2 更換旋轉刀標示1.2.3.4不同面已不起毛邊利銳為原則,若無法拆起可以以螺絲頂出.擦乾淨固定底部輕輕傾斜放入,平均上緊螺絲即可.3 將刻度往負-方向調到到底.在往回一圈為原則固定不動4 先將固定刀先稍為鎖上間隙固定5,75mm以厚薄規10條.上下調.直能夠稍為碰到厚薄規上下為基準.(先調整上中下切刀螺絲) 5 關閉真空吸力狀態下.放入標籤來回上下移動.將頂出固定刀螺絲慢慢鎖出.必須很慢每頂出一點就必須寸動機台一次.防止與旋轉刀碰觸壓力過大而損壞.直到上下都能完全切斷標籤為原則.6 在將固定刀完全上緊測試.若有聲響過大情形則往負方向調整. 在往後切不斷標籤時.往正+方向一次不能超過一個大格.7 GLUE SCRAPPER NEW CHANGE更換新括膠爪:移動膠上爪子少許每一支括爪finger平均往GLUE ROLLER 方向.直置碰處為止.在往內調少許(可在膠鼓前放置一紙板確定是否有膠甩出痕跡. )8 相關設定溫定:GLUE ROLLER:145GLUE ROLLER BADY: 145GLUE SCRAPER : 145GLUE BAR: 145GLUE TANK: 160GLUE: 145stanby function:110electric panel: 35maxerr addmitted:0.2mmMaxmun correctionagree: 1.0 1/1000Consective number mark missing=5 pzWaiting error setting: =+- 0.5mmLabel length=227.0mmOffset label from cut point:20.0mm肆.機台保養是宜:每50小時或每周生產八小時為原則: 油品以KP-2K1 機台正面及出口主空氣均有黃油嘴以黃油槍打一到二下為原則.但編號23.24必須打以耐150度以上黃油為主請注意.2 主中心旋轉托盤側邊黃油嘴.3 主中心壓住瓶子瓶蓋鐘型體.是否轉動正常必要時給與加油潤滑.4 真空鼓托盤以耐高溫150度以上黃油抹上薄薄一層(重要)膠輪上兩個黃油嘴如說明書9-17 A.B兩處.5 固定切刀上方黃油嘴每600H/時1各傳動十字型接頭可見說明書9-16每半年或1000 H/時1 入口SCREW FEEDER TRANSMIS.BOX入口螺桿減速機2 主傳動齒輪以噴霧式黃油潤滑.每8000H/時1更換主傳動GEAR MOTOR BOX 減速箱油_。
人保康美健康产品手册ppt课件

温热之性的人群来说是极佳的补气养阴之品; • 保护心脑血管,有助于高血压、心率失常、冠心病、脑血栓等的治疗; • 并且具有抗癌、抗疲劳、抗缺氧、抗辐射、抗衰老等多种功能,还可保护肝脏及调节亚
健康。 ➢ 注意事项 • 不宜与藜芦同用,吃西洋参期间,不要喝茶、咖啡、吃萝卜等食物,以免降低疗效。体
零售价:115元
.
16
滋补汤膳
滋补汤膳 时尚养生 康美滋补汤膳系列,借助康美强大的原材料产地优势,选取名贵优质的原料,
经精挑细选、科学炮制而成,并由饮食养生专家秉承经典养生理论精心组方搭配, 实乃健康时尚养生佳品。
本产品采用真空包装,使用方便,拆包装后直接加水,搭配鸡、鸭、鱼、猪肉 等肉类以及调味料烹制,也可按照产品标签上指导的方法烹制,方便快捷的享受到 味道鲜美且极具养生价值的药膳滋补汤。
➢ 2007年“集安新开河边条参栽培技艺”被列为“传统 手工艺非物质文化遗产”。
.
20
新开河红参
➢ 功效 • 大补元气,用于气虚体弱,适用于病后、手术后、
产后体虚,老年人滋补养生; • 生津养血,安神,用于气血亏虚,手脚冰冷,体寒、
怕冷,以及失眠、眩晕、四肢乏力、易疲劳、气短 喘促等人群。 • 还可防癌、抗癌、保肝护肝、壮阳等。 ➢ 服用方法 • 3g/袋包装,服用方便,一日1袋,可直接含服、泡水喝,也可搭配鸡肉、猪肉等炖汤或熬 粥、泡酒等,尤宜在秋冬季进补,并且可根据个人情况在医生的指导下调整用量。 ➢ 注意事项 • 有高血压等心脑血管疾病的患者、孕妇、哺乳期妇女不宜使用,不宜与藜芦、萝卜同用。
神草一号胶囊使两味名贵滋补药材完美的融合在了一起,使气、血、阴、阳同补 达到了前所未有的崭新高度。服用后,有效成分能够以数倍的效能充分释放出来,更易 于人体的吸收,具有非常高的生物利用度。具有补气安神、 调节免疫力、抗疲劳的功效,并可双向调节血压,降血 脂、降血糖,防治心脑血管疾病,还可延年益寿,无疑 是现代社会养生滋补的首选。
康美八级能量机说明2
产品简介A、第一级过滤,高效过滤滤芯(简称PPF):采用美国进口层析式分子筛过滤,0.01微米(相当于头发丝两万分之一)的物质才能通过,能有效过滤水中细菌、胶体、重金属等有害物质。
使用寿命90天,建议90天更换。
B、第二级过滤,高效吸附滤芯(简称KDF+活性碳):B和F滤芯中采用日本进口的黄金炭.黄金炭对水中色素、异味等进行吸附,改善口感,黄金炭具有超大的比表面积, 1克黄金炭其孔内壁总面积约300平方公尺,相当于一个25公尺的网球场,同时采用国际领先的KDF55,对水中的重金属进行电化学处理,排除重金属对人体的危害。
KDF55还能向水中释放适量的锌,有利人体健康。
使用寿命180天,建议180天更换C、第三极过滤,拜耳离子交换树脂(简称水体软化滤芯):滤芯采用源自德国拜耳的离子交换体,能将铅、铜、铁、锌、铬、锰等重金属、化学物质和农业化学渣滓去除,使水分子变得更柔软,从而令水质更健康,口感更加甘甜、顺滑,既满足人体对清洁水源的要求,又能保留水中应含有的微量元素及矿物质使用寿命90天,建议90天更换D、第四级过滤,高能量活化滤芯(简称能量石):滤芯采用获得美国专利的高能量生化石,其具有的四大特性能对水体进行整理激活,从而生成小分子团、弱碱性的健康水,同时向水中释放人体所需的微量元素和矿物质,活化水质。
使用寿命300天,建议300天更换E、第五级过滤,小分子分解滤芯(远红外滤芯):远红外线软化并分裂水分子组织,使水分子化为细小,增强渗透力,促进人体的自然吸收;此外,还能将水质调整到最适合人体的弱碱性,提高水的含氧量并释放更多负离子,促进人体的新陈代谢,使细胞活跃,强化免疫系统及排毒功能;使用寿命300天,建议300天更换F第六级过滤,能量稳定滤芯(活性碳块滤芯):本滤芯能稳定水的细小分子团,令水分子团始终保持最微小状态;目前在国内活性碳块状厂家是少之又少。
使用寿命180天,建议150天更换G、第七级过滤,纳滤滤芯、(简称中空丝超滤膜):滤芯采用韩国最新的纳滤技术,构造孔径小于0.005微米(相当与头发丝的四万分之一)的超级精滤系统,确保水质安全可靠。
德国康美灌装机CFA71232机械培训

CFA712/112-32 机械培训手册组内容页码001 机架P2 002 驱动P7 003 纸盒仓P11 004 纸盒打开P13 005 纸盒套入P18 006 成型杆P22 007 底部活化P24 008 底部横向折叠P29 009 底部纵向折叠P32 010 底部压制P34 011 纸盒转移P38 015 套链P39 016 底部导轨P44 017 顶部预折P45 018 灌装系统P55 023 阀组P62 030 耳翼折叠P66 034 推出器P70 035 转移台P72 042 中央润滑系统P76 045 超声波站P81 049 蒸汽喷射P93 080 纸盒/机器灭菌P95 082 无菌区/废风P100 085 无菌风系统/废风P103 096 凸轮表P1051 成型杆部分调平○1=成型杆部分机架○2=横向折叠驱动轴○3=水平仪放置位置将水平仪放置在调试点○3,将成型杆机架调至水平。
图1 2 套链部分初步调平○1=轨1机架○2=轨4机架○3=安装镙丝○4=套链驱动轴○5=水平仪位置○6=安装镙丝将水平仪放置在测量点○5,将套链部分调至水平(最大.0.1毫米/米),调节地脚镙丝随后锁紧。
设定套链时接压缩空气,将套链张紧,将模具插入轨1+4两侧的参照位置(见第15章)图2到870151026 到870751015 从870151027 从870751016设定模具860559209 ○3870159008 ○63成型杆部分与套链对接○1机架成型杆部分○2机架套链部分○3调节镙丝A= 2…3 毫米用运输工具在套链部分前面移动成型杆部分,设定A。
将调节镙丝○3拧出一点,然后将成型杆部分移向套链部分。
○1= 成型杆部分机架的上端面○2= 套链部分机架的上端面○3= 调节镙钉○4= 成型杆部分地脚○5= 推出器传动轴○6= 水平仪○7= 镙钉调低成型杆部分使成型杆部分和套链部分在成一直线。
锁紧调节镙丝○3使之抵住成型杆部分。
第九章.3康美包演示幻灯片
3.套链部分
2).纸盒的灭菌 (3)烘干H2O2
加热杀菌后的无菌空气吹进纸盒,使过氧化氢干 燥并迅速分解为无害的水和氧。该过程将杀死所有的 在纸盒里的细菌。
36
3.套链部分
2).纸盒的灭菌 (4)H2O2的排放
多余的 H2O2蒸汽用来对套链连续地灭菌 ,然后通过一个单独安放的排气风机经过管路 抽出无菌区,最后排放到大气。
44
灌装流程—封合工具
高频率声波振动PE分子并使之产生摩擦, 产生足够热量来融化PE层
封合工具加压与热量一起使PE膜粘合, 使顶部封合足够紧密
45
5).顶部成型 在顶部三角区的聚乙烯层和在纸盒 侧面的聚乙烯层被热空气所加热,然后加热的周 边被压下,纸盒就粘接成型。
1、超声波焊接 2、蒸汽喷射
46
二、SIG康美包灌装机的包装工艺
SIG康美无菌灌装机工作流程如下: (1)由纸筒形成纸盒。 (2)产品对纸盒的无菌灌装。 (3)灌装好的纸盒的密度。
7
二、SIG康美包灌装机的包装工艺
SIG康美无菌灌装机的包装盒成型: (1)成型杆部分:对纸盒底部折叠并封口。 (2)套链部分:对纸盒清理消毒,灌装封口。 (3)电气部分:包含PLC、电源供应、操作
3 1
2 2
1 抽吸器2 打开盒筒的扇块3 送进器
20
3)纸盒套入装置
纸盒 成型杆
夹持簧片
21
夹持簧片
纸盒 成型杆
22
23
4).底部活化 有两道热空气喷嘴伸入已张开的无底长方形 盒,热空气活化了密封基底地区。
1有盒筒的成型杆 2 外套筒(底部加热装置) 24
纸盒的内外层PE 被热空气加热活化,
空气通过一个分离安装 的带有过滤器的风机1 从外部吸进,
食品机械设备:康美包32机型灌装图流程

Use for the customer:
- Guarantee of SIG Combibloc - Simpler filling - Less quality control - Minimal trash rate - Lower oxygen permeability
SIG Combibloc
2
2
SIG Combibloc
Training Center 28. März 2003
Der Produktionsprozess 5.2.2
The production process The aseptic filling machine from the sleeve to the package
SIG Combibloc
Training Center 28. März 2003
Der Produktionsprozess 5.3
The production process Downstream – In- and out transfer table
Der automatische Aus- und Einschleusetisch dient im Falle einer Produktionsstörung im Endverpackungsbereich zur Aufnahme und Speicherung der sich in der Füllmaschine befindenden Packungsmenge. Er ist in zwei Versionen für Klein- bzw. Großformatreihen lieferbar.
SIG Combibloc
Training Center 28. März 2003
贴管机用户手册
00000151515PLSTG-6000型吸管粘贴机用户手册上海普丽盛轻工设备有限公司目录一、安全生产注意事项 (2)二、贴管机工作原理 (2)三、贴管机的构成 (3)(一)、分盒装置 (3)1、工作原理 (3)2、安装调整 (3)(二)贴管总成 (4)1、工作原理 (4)2、主要结构及特点 (4)2.1贴管装置 (4)2.2支架调整机构 (9)四、气动控制系统 (10)五、熔胶机的使用 (11)六、贴管机常见故障与排除 (12)七、包装和运输 (13)(一)包装要求 (13)(二)运输要求 (13)八、贴管机电器控制系统 (14)(一)、电器控制原理图 (14)(二)、电器控制原理图的说明 (17)一、安全生产注意事项1、本机为高温高压设备,操作者必须具有机、电、气压等基础知识,并具有一定的操作技能方能上岗;2、操作人员需经培训;3、注意识别危险标志;4、若被烫伤,不可把伤口放进冷水里降温,更不可用力将伤口上热熔胶取走,应用适当的防烫伤药品涂之,并送医院治疗;5、接总电源线时,一定要区分好零线(N),否则会烧毁设备;6、若设备起火,请马上切断电源,切忌用水救火,以防被过热水蒸气烫伤;7、严格按照本使用说明书进行操作。
二、贴管机工作原理(见图1 贴管机工作原理示意图)砖形盒在输送带上快速运行,进入分盒装置,由于输送带的速度比分盒装置同步带的线速度较快,砖形盒出来后被分隔成一定的间距,经过喷胶装置被喷上两点热熔胶,再经过贴管装置被贴上一只吸管,然后继续运行进入下一道工序。
图1 贴管机工作原理示意图1、熔胶主机2、输送带3、砖型盒4、分盒装置5、喷胶装置6、贴管装置7、光电开关三、贴管机的构成:主要由分盒装置、熔喷胶机构、贴管总成三个相对独立的机构所组成。
(一)分盒装置:1、工作原理:输送带运行时,利用调速带与砖形盒的磨擦力大于输送带与砖形盒底部的磨擦力,使砖形盒以较慢的速度与调速带同速前进,而下一个砖形盒以同样的过程进入调速带工作区,和调速带同步前进,碰到前一个砖形盒并将之推出,使之和输送带同步前进,进入下一道工序。
贴标机培训课件

贴标机培训课件•贴标机概述•贴标机的工作原理•贴标机的操作和维护•贴标机的应用场景•贴标机的常见问题及解决方案目•贴标机的案例展示录01贴标机概述定义贴标机是用于在产品上粘贴标签的自动化设备。
作用主要作用是在产品上粘贴标签,以标识产品的名称、规格、生产日期、保质期等信息,同时也可以起到美化产品外观和提升消费者购买意愿的作用。
贴标机的定义和作用种类根据不同的标签类型和产品特点,贴标机可分为不干胶贴标机、浆糊贴标机、热熔胶贴标机、激光打标机等。
特点不同的贴标机具有不同的特点和应用范围,例如不干胶贴标机适用于不干胶标签的粘贴,浆糊贴标机适用于纸质标签的粘贴等。
贴标机的种类和特点智能化随着人工智能技术的发展,贴标机正逐渐向智能化方向发展,实现自动识别、自动调整和自动控制等功能,提高生产效率和产品质量。
贴标机的发展趋势功能多样化贴标机正逐渐开发出更多的功能,例如在标签上打印二维码、条形码等信息,以便更好地满足生产需求和消费者需求。
环保节能随着环保意识的提高,贴标机正逐渐向环保节能方向发展,例如采用更环保的材料和设计,减少能源消耗等。
02贴标机的工作原理贴标机的工作流程将待贴标的物品放入输送带,启动机器后,物品将被输送进入贴标区域。
进料定位贴标打印和切割利用传感器对物品进行定位,确保贴标位置的准确性。
将标签粘贴到物品上,常用的贴标方式有热压贴标和冷粘贴标。
在贴标完成后,打印出标签并切割成适当的大小。
贴标机的核心部件用于将待贴标的物品进行输送,一般采用输送带或机械手。
输送装置利用传感器对物品进行定位,确保贴标位置的准确性。
定位装置用于将标签粘贴到物品上,根据不同需求,可采用热压贴标、冷粘贴标等不同方式。
贴标装置在贴标完成后,将打印出的标签进行切割成适当的大小。
打印和切割装置贴标机的性能指标指贴标位置的准确性,是衡量贴标机性能的重要指标。
贴标精度贴标速度适用范围稳定性指贴标机每分钟能够贴标的数量,也是衡量贴标机性能的重要指标。
康美分厂生产提供控制程序.doc
共9页第9页HY/A2.GZ0009A-2001 修改状态:0 版本:A6.1“配料登记表”6.2“灭菌机运行记录表”6.3“车间维修记录本”6.4“物料领用单”6.5“灌装机运行记录表”6.6“贴盖机运行记录表”6.7“周生产计划”6.8“设备周期保养计划”6.9“生产现场异常品报告单”共8页第1页HY/A2.GZ0009B-2001 修改状态:0 版本:A1、目的通过对生产过程影响产品质量的各种因素的控制,确保产品满足顾客的需求。
2、适用范围适用于利乐分厂各工序的工艺参数、人员、设备等生产全过程的控制。
3、职责3.1生产分厂负责生产计划的编制,负责进行生产和工序的控制;负责设备的维护和保养;负责原辅材料和零备件的请购;负责卫生的检查和控制,产品状态标识,过程不合格品处置。
3.2供应部(国际业务部)负责原辅材料、设备备品备件的采购及不合格品的评审处置。
3.3检验部负责原辅材料及成品的检验、卫生的检查及生产过程各工艺参数的检查;负责编制相应的工艺规程。
3.4研发中心负责产品配方的研制,工艺制定及生产过程中的技术问题。
3.5生产总部负责对生产计划的审批;负责对零备件请购计划的审批。
3.6生产分厂负责组织岗位人员的技术培训。
3.7生产班负责按配方及工艺要求组织生产;负责生产工艺质量信息的传递、检查及工序的控制。
3.8设备主管负责编制设备日常保养、周保养、月保养及维修计划。
3.9工程部负责确保作业现场基础设施适用及工作环境良好。
3.10设备管理部负责设备的管理和监督检查。
共8页第2页HY/A2.GZ0009B-2001 修改状态:0 版本:A4、工作程序4.1生产计划4.1.1生产分厂根据“成品库存数量日报表”,销售总部提供的销售信息、车间生产能力,制定周生产计划,生产分厂厂长审核,经生产总部总经理批准后,一式两份,一份送生产总部总经理,一份自留。
4.1.2根据周生产计划生产分厂制定周原辅料请购计划,经分厂厂长批准后,一式两份一份自留、一份送供应部。
mecal培训资料1

一、Mecal 机的机型简介:工作原理:本设备是一个半自动的压接设备,需要手工送线,模具自动送端子,压接的外观是由操作员的目测,压接参数由千分尺检测,正常生产时由压力监测器自动监测。
此设备为Komax 机不能生产的多线压接以及做为KOMAX 机单线压接的一种补充机型,本机为脚踏开关方式操作。
结构:安全罩: 在压接时起到保护作用,避免操作员在压接时将手伸进压接区造成安全事故的发生., 其上部有一个 门开关, 可在没关电 源时打开安全罩 起到自动 断 电的作 用.急停开关:只有在紧急情况下才使用此按钮,只要往里按一下即可关闭,打开时根据箭头指示旋转即可.一般不作关机作 用.计数器: 生产过程中为方便操作员能清楚自己生产的数量,如需要清零的话直接按下数字显示器下面的按钮即可.电源开关:在开机时将开关打在”1”的状态为开,打在”0”的状态为关,如人没在岗位上的话请将此开关打在”0”的状态下(即关闭).主要是为了避免其它岗位的人来到机器上乱动乱按导致设备损坏.压接区:压接处前面有一个压接槽口,可将导线放入进去进行压接,但手绝对不能伸进去,一般情况下只要手不伸进安全槽口内是不会有什么危险的,切记!不得将手伸进安全槽口内.小安全档块绝对不准私自拆卸,否则警告处分.安全罩 急停开关 电源开关压接 监测器数显千分尺压接电机 计 数 器压 接 区压接监测器:此设备是用来检测生产过程中产品的压接参数是否在工艺要求范围内. 使用时需要做LEARNING 先用短样进行压接,测量各压接参数,当压接参数合格后,直接按一下压力监测器上的ENT 键,再根据文件要求使用样品进行压接,一般压接5~8根.当压接监测器显示出将自动转换到所需要参数的5%公差范围,这时表示做Learning 成功。
主要的目的是为了检测生产过程中产品的压接状态。
.生产时,设备亮红灯的话,按下”CLR”键就可以清除了,但必须要检查亮红灯的产品是否符合工艺的各项要求,如符合,可继续生产,如产品符合而设备继续报警的话则通知ME 人员进行维修.如不符,则进行调整.CFM4000压接监控器此监控器和上面的一种 的作用是相同的做Learning 键项目 向下选择压接 向上 进入/确定单元1个/2个参数的公差范围请做测试 此灯亮表示压接正常清除键做Learning 键开机后按项目键进入MENU模式 ,然后选择LEARN后按确定键进入-在此模式下根据工艺标准存入5组数据正确的压接数据后自动后进入-在此模式下报警的话,按进入键就可以清楚该数据,对于报警线的检查同前种监测器一样需要检测其参数,符合工艺要求的可以继续生产,如仍报警则通知ME人员进行维修;不符合工艺要求,则需调整相关参数.做LEARNING:更换新看板,模具,压接控制,传感器及压接高度调整后,必须做Learning.更换端子送料方位:在模具为左送料时该端子的安装方式如此图所示,如模具为后送料时,请将安装端子旋转到机座的后 面并进行安装.压接模具:模具主要有两片上模和一个砧座(即下模),上模为线芯压接和绝缘层压接模片,模片在端子未到位或变形及各种端子安装不符合要求的情况下最易打坏模具,所以在安装端子时要特别注意端子是否变形、是否到位是比较重要的.二、生产操作指导:生产前的检查:上班前确定设备及量具是否有放行牌或合格证且放行日期是否在有效期内,模具是否完好无损,自检标识是否正确摆放,交接班本内的记录内容是否清楚明了,各按钮是否灵活可靠,并做好班次保养表里的保养内容端子盘压接冲头 压接模具传 感 器更换送料方位压接上模 压接下模送料爪端子模具1. 检验端子是否在下模的正上方(适用于所有气动送料模具); 或上一个被剪掉的端子的切断点是否在下模的正上方(适用于机械送料 模具)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
F 分包频率调整为32HZ,主链条47HZ,吸管机每分钟最高416 包。
二:分包器出口护栏的调整 作用:将包按照一定的倾角引导到底边和侧边绿皮带上,四根
导杆与包有一定的间距,夹的太紧会倒包。 注意事项:使包的底边沿与底边绿皮带边沿平齐,防止包在进
7:拨叉的设定 A 在拨叉从转鼓内出来时,上下拨叉凹槽与转鼓凹槽 平齐,目的是拨指凹槽正好拨到吸管;拨叉应水平出来, 与包平齐,如果向前勾(运动方向),有可能包过来就 被拨指撞到和勾掉吸管;如果向后勾,有可能磨掉吸管,
在收回时也可能碰到下一个吸管。
B 拨叉是利用曲柄机构,调节方法类似杠杆原理, 将一个包放在链条上(类似生产状态,将包放在分 包出口,按住STOP键点动将包停在拨指前面)手动 转动拨叉并加上一个吸管,调整13#螺丝固定的块, 使拨叉与包接触。转动拨指一圈,检查拨叉是否摩
SIGMA-500A8 吸管机调整手册
124吸管机的基本设定
本手册适用于SIGMA-500A8型高速吸管机,包括各部件的设 定方法和注意事项,附录是蒙牛武汉124吸管机各部件的设定尺寸。
各部件的设定方法:
一:分包器
原理:利用分包皮带与底边主链条的速差来将包分开一定 的间距,建议包间距 1-2厘米,连续的包间距太大或 太小会出现只喷胶不贴管的现象。
面对机器一 台分包装置 入口间距 19mm,出口
17.6mm
胶机下面一台标尺 9991.3
两分包马 达间距 56.2mm
分包出口护栏上一 对间距44mm,下 面一对间距45mm
这里是再按一下出现 这个画面还是怎么样?
这个画面是让我们 备份面板程序到 CF卡,或者更换 面板后,从CF卡 中读出程序到面板 里。
12:果蔬,果粒切换 由于蒙牛这两种规格的吸管都是25mm节距的,所以只需要
更换转鼓和拨指就行;
如果节距变化了,分割角 度就会变化,请按照上图 修改参数
附录 124吸管机基本尺寸
擦转鼓,拨叉指尖是否碰到转鼓圈。 验Байду номын сангаас:贴管后包在绿皮带上轻微弹动。
8:吸管入口及断管电眼 入口块的作用使吸管很好的进入转鼓槽中。轻微压住上下 薄膜。断管电眼应该照射到吸管上,不能照射到薄膜上, 薄膜可能透光。
9:胶箱和胶点的设定 A 为了让包上的胶迅速冷却,我们一般将胶箱设为150度,胶管
140度,胶头125---135度(以胶头没有太多拉丝为准)。 B 下胶点的位置要避开出口护栏,大约在(离底边)整个包高
设定方法和注意事项:
A将4个奶包放在夹包器的中间,松开两手柄,调节旋钮来调节 夹包的松紧,用手移动包,移不动就行,不能夹的太紧,以 免夹坏奶包。 B 开动机器,如果包向后倒,可能底边链条和分包器的速差 太大,可能夹的太紧;如果分包器停止,仍有包出来,那么 可能夹的松了。 C 建议将分包器开口设成喇叭型,入口大,出口小,防止入 口倒包。 D 在调整两个分包电机位置时,注意皮带不要靠上进出口围 栏,以免磨坏皮带。
如果需要转鼓逆时针转动,通过微调电眼的位置来使两个缝隙对齐; 如果需要转鼓顺时针转动,通过修改面板上偏移量来使两个缝隙对
齐。(偏移量范围0—100)
调整完毕,重新找一次转鼓的原点 验证方法(在切刀位置也正确的情况下,装上切刀) 在面板上,机器动作特性\伺服电机速度,由580改为50, 点击”one cycle”按钮,慢动作检查切刀是否切到转鼓,
度的1/3处。上胶点的位置在伸缩管转弯处。
10:转鼓零位电眼的设定 是采用日本基恩士公司的光纤传感器,漫反射式,在转鼓上安装 时发射和接收要水平装(发射和接收对准同一个面),不要垂直
安装。
将转鼓缝隙对准光纤,按住SET键一次;将转鼓转动挡住光纤 ,再按一次SET键,目的是自动找到最小和最大值;然后用左 右箭头键将灵敏度设定值设为1000即可。
检查一圈。 C 转鼓架上吸管护板,护住白吸管外的上下薄膜。
D 吸管卷边的调整 松开5个内六角螺丝,拆 下整个转鼓架,将吸管 进转鼓护板(靠切刀侧) 与转鼓间隙调小,出口 护板(靠近切刀处)与 转鼓间隙相对大一点,
可以减少卷边。
6:切刀的设定 调整切刀基架与机箱固定的两个13#螺丝,使刀片与转鼓
护板缝隙上下间距一致。
入转鼓处卡住。
三:绿皮带的设定
注意事项:包在绿皮带上底边不与主链条接触,通过调整 底边绿皮带底部导杆的上下位置和侧边导板的前后位置 来决定包是否与底边主链条接触,如果与底边主链条接 触,请匹配好绿皮带和底边主链条的速度,因为这时包 是由底边链条和绿皮带共同带动,如果不匹配好,会出 现吸管贴在包上的位置不一致;通过喷胶或贴管门电眼 时,如果包通过的时间大于500ms,就会报警“乳包堵 塞”,所以绿皮带速度要快一点。
11:面板硬件的设定(3000系列)
这个我没 懂
用手指同时按住面板对角线的两端点,会显示下面一排菜单。
更换面板时需要在这 个画面中修改IP地址,如
图一致。
IP address:
172.25.2.240
Subnet Mask:
255.255.255.0
Port:
8000
Gateway:
172.25.2.1
4:机箱的设定 A 为了后面加的钢丝能够很好的起作用,可以将吸管调的比较
靠上,压住了包上蒙牛的标识;即将机箱调的比较靠上。
B 已经调整好了侧边绿皮带护板的位置,为了使两拨指打在包上的 力度一样,调整机箱与侧边绿皮带护板的相对位置,上下平行。以 转鼓护板上的白色钢板与绿皮带护板为参照,松开机架两边各6个 螺丝,两边上下各有1个螺丝,上面螺丝向里顶,机箱向外;下面 螺丝向里顶,机箱向里。
5:转鼓的设定
A转鼓的拆装:先拆下拨叉,拆下四个内六角螺丝,用两个螺丝顶 出固定块。
B转鼓零位:转鼓逆时针转,找到光纤电眼后,再顺时针转动一个 偏移量。
要求:转鼓的缝隙与两块护板的缝隙一致,手动转动切刀,刀片正 好插在转鼓缝隙的中间。
方法:先拆下切刀片,固定好转鼓按运行键或面板上单独找到转鼓 的原点。(面对机器,转鼓顺时针转动为正方向) 观察转鼓缝隙和护板缝隙是否对齐。