涤粘、涤棉织物工艺设计
涤粘的加工工艺流程

涤粘的加工工艺流程
涤粘的加工工艺流程主要包括纺纱、织造和后整理三个环节。
下面将详细介绍这个加工工艺流程。
纺纱是涤粘加工的第一步。
首先,将涤纶和粘胶纤维按照一定比例混合后进入纺纱机进行纺纱。
涤粘纱线的纳米级混纺技术,使得涤粘纱线具有了涤纶线和粘胶纱线的双重优点,弥补了各自的不足。
纺纱工艺中,还会进行纤维拉伸、粘合、修剪等工序,以提高纱线质量。
织造是涤粘加工的第二步。
将经过纺纱的涤粘纱线经过织机织造成布料。
织造工艺中,一般会根据产品的需求选择不同的织法,如平纹、罗纹、斜纹等,以及不同的织机,如无梭织机和经编机等。
织造的过程中还要进行定织、散经、压纬、梳理、修剪等工序,以保证织物的质量和外观效果。
后整理是涤粘加工的最后一步,也是非常重要的一步。
后整理工艺主要包括印染、热处理、整理等过程。
印染工艺是将织造好的布料进行印花和染色,以增加产品的颜色和图案设计。
热处理工艺是通过热辊或气流等方式对布料进行热定型,使其具有较好的尺寸稳定性和平整度。
整理工艺主要是对布料进行整理,如去毛、整饰、压光、整平等,以提高织物的手感和外观。
总结一下,涤粘的加工工艺流程包括纺纱、织造和后整理三个环节。
纺纱是将混合的涤纶和粘胶纤维进行纺纱,织造是将纺纱后的纱线经过织机织造成布料,后
整理是对织造好的布料进行印染、热处理和整理等工序。
这三个环节相互配合,通过不同的工艺和工序,最终使得涤粘产品具有优秀的力学性能、触感和外观效果。
涤棉面料织造工艺参数
涤棉面料织造工艺参数涤棉面料作为一种常见的服装面料,其织造工艺参数对于提高面料的质量和性能具有重要作用。
本文将介绍涤棉面料的织造工艺参数,包括纤维配比、纱线密度、经纬向组织结构、织物密度、织物重量等。
一、纤维配比涤棉面料主要由涤纶和棉纤维组成,两者的配比直接影响到面料的性能。
涤纶纤维具有良好的耐磨性、抗皱性和弹性,而棉纤维则具有良好的透气性和吸湿性。
合理的纤维配比可以提高面料的舒适性、耐磨性和抗皱性。
通常,涤棉面料的纤维配比为65%涤纶和35%棉,也可以根据具体需求进行调整。
二、纱线密度纱线密度是指纱线的细度,对于涤棉面料来说,纱线密度的选择直接影响到织物的质地和性能。
一般来说,纱线密度越高,织物越紧密,耐磨性和抗皱性越好,但透气性会降低。
因此,在制作涤棉面料时,需要根据产品用途选择合适的纱线密度。
例如,用于制作运动服装的涤棉面料可以选择较高的纱线密度,而用于制作内衣的涤棉面料则可以选择较低的纱线密度。
三、经纬向组织结构经纬向组织结构是指织物中经纱和纬纱的交织方式,不同的组织结构会导致织物的外观和性能有所不同。
在涤棉面料中,常见的经纬向组织结构有平纹、斜纹和缎纹。
平纹织物质地较为轻薄,透气性好,但耐磨性和抗皱性较差;斜纹织物质地较为紧密,耐磨性和抗皱性较好,但透气性相对较差;缎纹织物质地较为厚实,耐磨性和抗皱性优良,但透气性较差。
因此,在制作涤棉面料时,需要根据产品用途选择合适的经纬向组织结构。
四、织物密度织物密度是指织物中的经纱和纬纱数量,织物密度越高,织物的质地越紧密,耐磨性和抗皱性越好。
在涤棉面料中,织物密度的选择需要考虑纤维配比、纱线密度和组织结构等因素。
一般来说,织物密度与纤维配比和纱线密度成正比,与组织结构成反比。
因此,在制作涤棉面料时,需要综合考虑各种因素选择合适的织物密度。
五、织物重量织物重量是指织物的克重,即每平方米织物的重量。
织物重量越高,织物的质地越厚实,耐磨性和抗皱性越好。
涤棉布料加工工艺流程
涤棉布料加工工艺流程The processing of polyester-cotton fabrics involves several key steps to ensure a high-quality finished product. 涤棉织物的加工涉及几个关键步骤,以确保最终产品的高质量。
From the initial design and fabric selection to the final finishing and quality control, each stage of the processing process plays a crucial role in determining the overall quality of the fabric. 从最初的设计和面料选择到最终的整理和质量控制,加工过程的每个阶段都在决定织物的整体质量方面发挥着至关重要的作用。
One of the first steps in the processing of polyester-cotton fabrics is fabric selection. 在涤棉织物的加工过程中,第一步之一便是选择面料。
Fabric selection involves choosing the right blend of polyester and cotton fibers, as well as selecting a suitable weave and weight for the intended end use of the fabric. 面料的选择包括选择合适的涤纶和棉纤维混合比例,以及选择适合织物预定最终用途的织法和重量。
Once the fabric has been selected, the next step in the processing process is preparation. 一旦面料被选择,加工过程中的下一步便是准备工作。
涤棉织物染整工艺设计
涤棉织物染整工艺设计涤棉混纺织物是涤纶和棉以一定比例混纺而成,既保持了涤纶的特点,又改善了穿着不透气等缺点,是针织面料中又一较典型的产品。
工艺流程:原布准备→烧毛→中和→练漂→丝光→染色→印花→后整理→成品前处理原理与目的T/C织物的前处理其主要目的的去除棉纱线上的天然杂质,这些天然杂质主要包括棉籽壳、蜡状物质等天然纤维的共生物。
纤维在纺纱,纱线织造过程中沾染的油污和为了满足加工要求施加的油剂,色素等。
通过练漂,一方面充分发挥纤维的优良品质,更主要的是满足染色,印花等一系列后续加工对织物白度和吸湿,渗透性的要求。
同时,前处理还能改善针织物的光泽,手感等服用性能。
传统的碱煮练法,以氢氧化钠为煮练剂,精练剂(表面活性剂),渗透剂,在这些煮练剂的共同作用下,使棉纤维上的天然杂质发生一系列物理化学变化而被部分除去棉针织物煮练后,杂质明显减少,吸水性有很大提高,但由于纤维上还存在天然色素,外观不结合,除深色外还要进行漂白,否则回影响染色均匀性和色泽的鲜艳度,漂白其目的是破坏色素,提高白度,并进一步去除残留的棉籽壳,果胶等杂质,进一步提高织物的吸水性。
常选用漂白方式:氧漂,漂白效果好,对纤维的损伤小,环境污染小,去污能力强。
练漂方式:碱氧一浴法练漂即将氢氧化钠与双氧水同浴处理T∕C混纺织物,使精练和漂白同时完成的一种练漂工艺,该工艺可以大大缩短棉针织物的前处理加工过程,减少设备损耗,缩短加工时间,提高了织物的牢度。
工艺流程及条件:坯布→浸轧碱氧液(室温,轧余率100%-110%)→汽蒸(100-102℃→热水(85-90℃)3次→温水洗(65-70℃)2次→冷水洗→晾干,待测练漂工艺处方:100% NaOH 10g/l100%H2O2 8 g/l氧漂稳定剂 5 g/l高效精炼剂5g/l浴比1:20测试毛效:11cm/30min 贴样:白度:74.4%练漂前断裂强度:853.6N/㎡练漂后断裂强度:750.2 N/㎡强力损伤率:12.11%丝光丝光是指棉布或棉纱在张力状态下用浓碱处理,赋予棉纤维一定的光泽,并改善纤维制品应用性能得加工过程。
涤棉混纺工艺设计第五组
混纺纱工艺设计配棉棉: 平均等级210, 平均长度30.06, 回潮率7.0%, 含杂率1.31%, 成熟系数1.57, 细度1.4dtex,马克隆值4.43, 品质长度32.81, 整洁度1141.05, 基数37.97%, 短绒率10.20%, 单强2.63cN/dtex,涤:回潮率0.67%, 细度1.33dtex,含油率0.18%, 超长0.4%, 倍长0.6%工艺流程:棉: 开清棉→梳棉→预并→条并卷→精梳涤: 开清棉→梳棉→预并棉: 开清棉: FA002自动抓棉机×2→FA022混棉机﹙附FA045B型凝棉器﹚→FA106型豪猪式开棉机(附A045B型凝棉器)→FA046A型振动棉箱给棉机(附A045B型凝棉器)→FA141型单打手成卷机×2 涤: FA002自动抓棉机×2→FA022混棉机﹙附凝棉器﹚→FA106A梳针式开棉机(附凝棉器) → FA046A型振动棉箱给棉机(附A045B型凝棉器)→FA141型单打手成卷机棉工艺参数1.FA002抓棉机, 伸出勒条旳距离为5mm, 抓棉小车每次下降距离为4mm, 抓棉小车打手转速为740r/min, 抓棉小车行走速度为2m/min.2.FA022混开棉机, 打手转速为330r/min, 罗拉转速为0.2r/min, 罗拉间隔距为30mm, 罗拉~打手间隔距为11mm,3、FA106开棉机, 矩形打手转速为600r/min, 尘棒间隔距: 进口一组12 mm, 中间两组9mm, 出口一组6 mm, 打手与尘棒间隔距: 进口一组13 mm, 中间两组15mm, 出口一组16 mm4.FA046A给棉机, 角钉帘速度71m/min,输棉帘线速度14m/min, 剥棉打手速度429r/min,均棉罗拉转速272r/min,清棉⑴棉卷定量设计: 根据所纺纱线为14tex, 棉卷定量为390g/m, 棉卷实际回潮为7%, 棉卷湿重=G干×﹙1+7%﹚=390×1.07=417.3g/m,⑵棉卷长度设计: 棉卷设计长度为34m, 棉卷伸长率为3% , 棉卷计算长度=实际长度/﹙1+棉卷伸长率﹚=36×﹙1+3%﹚=37.08m⑶棉卷净重=棉卷实际长度×棉卷湿重=15㎏, 棉卷毛重=棉卷净重+棉卷扦重=15+1.25=16.25㎏ , 棉卷重量偏差:±200g落卷时间=棉卷计算长度/棉卷罗拉线速度=棉卷计算长度/﹙N棉卷D×3.14﹚= 35/13.34=3.63min ﹙r /min﹚=n×D/D1=1440×160/D1=230400/D1 D 1﹙230,250㎜﹚则⑷综合打手速度n1N1=230400/250=921.6r/min⑹⑸天平罗拉转速n2 ﹙r/min﹚: 设皮带在铁炮旳中央位置n2 =n′×(D3×Z1×186×1×20×Z3 )/(330×Z2×167×50×20×Z4 )=0.0965×130×25/17×25/26=17.74r/min(r/min)= n′×(D3×17×14×18 )/(330×67×73×37)=0.10×D3=13.34r/min ⑺棉卷罗拉转速n3⑻①理论产量G=﹙∏D n×60×Ntex﹚/10003×﹙1﹢£﹚ =∏×230×13.34×60×9750/100033=252.07㎏/台·h②定额产量=理论产量×时间效率=252.07×90%=226.86㎏/台·h输棉——棉FA201梳棉机技术特性:可纺纤维长度(mm): 22~76锡林直径(mm):1297道夫直径(mm):706刺辊直径(mm): 250给棉罗拉直径(mm): 70工作盖板根数: 41盖板总根数: 106固定盖板根数: 前4根, 后3根条筒尺寸:直径600 mm, 高900 mm1、重要工艺参数:锡林转速:Nc=N1×D /542×98%=1460×D/54×0.98=2.64D=2.64×136=359r/minD—主电机皮带轮直径, 纺棉时D=136 m2、刺棍速度:Nt=N1×D / Dt×98%=1460×D/ Dt×0.98=931Dt:刺辊皮带轮直径纺棉时用209 mm盖板速度:Vf=Nc×100/240×Z4/Z5×1/17×1/24×14×36.6×98%=0.51142×Nc×Z4/Z5Z4/Z5:选定为34/26Vf=0.51142 ×360×34/26=240.77mm/min4.道夫速度:Nd=N2×88/253×20/50×Z3/190×98%=1.048×Z3道夫初定速度30 r/min, 则Z3= Nd/1.048=28.6,取Z3=29齿, Nd=30.4 r/min.5.机械牵伸=小压辊线速度/棉卷罗拉线速度=48/21×120/ Z1×34/42×190/Z2×38/30×95/66×60/152=30362.4/ Z2/ Z1×Z1=30362.4/20/EE实际牵伸=喂入棉卷干定量×5/输出棉条干定量=390×5/20=97.5E机械牵伸=E实际牵伸×(1-落棉率)=97.5×(1-6.2%)=91.455Z1=30362.4/20/E=16.6 Z 2=20, Z 1选择17齿修正: E机械=30362.4/20/17=89.3 E实际=E机械/(1-落棉率)=94.1生条干定量=棉卷干定量/E实际=390×5/94.1=20.72g/5m6.小压辊与道夫之间旳张力牵伸E张力Z 2=20, E张力=1.467、理论产量G= Nd×60×190/Z2×60兀/1000×1/5=0.778×g×Nd/Z2=23.14Kg/台.时精梳—FA269精梳机技术特性:锡林速度: 直接影响精梳机旳质量和产量。
涤棉织物染整工艺设计

涤棉织物染整工艺设计
本文针对涤棉织物染整工艺设计,具体介绍了涤棉织物染整工艺设计的多种方法和方式。
涤棉织物是一种混合纤维,是以满足日常生活需要的通用织物。
它具有较高的耐磨性,适合大部分环境,可以满足不同的染色和染整工艺设计要求。
涤棉织物染整工艺设计的原则是采用功能性加染色固化的方法,保证染整工艺的安全性。
首先,要根据涤棉织物的特性,有选择性的采用合适的酸、碱、染料颜料,来添加合
适的染料,达到美观和功能的色彩目标。
其次,根据不同的功能和用途,需要对涤棉织物进行不同的护理处理,比如防水、防
污和耐洗,达到最佳状态。
最后,应根据涤棉织物的最终使用环境和用途,采用不同的专业技术,如热成型、抗菌、抗氧化和抗折,以确保物品的使用寿命和安全性。
此外,建议还要采用有趣又富有灵
性的设计,打造出色彩优雅、风格独特的优质涤棉织物。
因此,涤棉织物染整工艺设计,不仅要考虑功能性和色彩美观,也要注重其安全性和
抗折性,以保证涤棉织物的最终使用效果,并且注重它的设计以突出特色。
通过这样的涤
棉织物染整工艺设计,可以满足几乎各种社会需求,使得涤棉织物更时尚,得到更多的应
用和推广。
3000万米年棉涤棉机织物印染工艺设计
棉涤棉机织物是目前市场上使用较为广泛的一种合成纤维与天然纤维混合而成的综合纤维,具有天然纤维的柔软舒适和合成纤维的易护理和弹性。
在这篇文章中,将探讨3000万米年棉涤棉机织物的印染工艺设计。
首先,印染是将色浆或染料应用于织物的过程,为织物增添颜色和花纹。
在设计3000万米年棉涤棉机织物的印染工艺时,需要考虑以下几个因素:1.材料选择:选择适合棉涤棉机织物的染料和色浆,确保良好的染色效果和色牢度。
在染料选择时,应注意染料的环保性和对人体健康的安全性。
2.印花设计:根据市场需求和消费者喜好,设计新颖独特的印花图案。
可以借鉴自然景观、民族图案或现代艺术元素,以增加织物的吸引力和竞争力。
3.印花方法:选择适合棉涤棉机织物的印花方法,如平面印花、转印、雕花、壁画等。
各种印花方法都有其特点和适用范围,根据设计需求选择合适的印花方法。
4.染色工艺:确定棉涤棉机织物的染色工艺,包括染色温度、染色时间、染色浴比、染料用量等。
良好的染色工艺可以确保染色均匀且色牢度高。
5.后整理工艺:根据设计需求和织物的特性,选择合适的后整理工艺,如烫平、定型、罗纹等。
后整理工艺可以提升织物的手感和外观。
在设计3000万米年棉涤棉机织物的印染工艺时,还需要注意以下几点:1.市场调研:了解当前市场上的棉涤棉机织物印染工艺设计趋势和竞争情况,以设计出符合市场需求和消费者喜好的产品。
2.色彩搭配:在设计印染图案时,注意色彩的搭配和协调,以确保设计的织物具有美感和视觉效果。
3.技术创新:关注最新的印染技术和设备,不断进行技术创新和改进,以提高印染效率和质量。
4.环境保护:在印染工艺设计和生产过程中,注重环境保护,选择环保材料和工艺,减少对环境的污染。
最后,设计3000万米年棉涤棉机织物的印染工艺需要兼顾工艺的实用性和美观性。
通过合理的材料选择、印花设计、印花方法和染色工艺,可以打造高品质的织物产品,满足消费者的需求。
万米年棉涤棉机织物印染工艺设计
别进行处理。为了节省工序,两次荧光增白处理(包括上蓝增白)可以分别安排在
涤纶热定形和棉纤维过氧化氢漂白工序中合并进行。因此在涤/棉织物印染加工中,
一般可以省去单独进行增白的工序。涤/棉织物中漂白品种的棉纤维部分的荧光增白
一般安排在丝光后与过氧化氢漂白合并进行,这样可以节省工序。
过氧化氢漂白与荧光增白混合组成:
(2)工艺流程:
验布→码布→开剪→定等→折布→成件→复检→打包
(3)工艺条件:
车速 (m∕min)
40
码页长度(cm)
100
成品幅宽(cm)
137~140
操作注意点:车速不能超过规定要求,减少和杜绝漏验;码布每次不能超过 两联匹,堆放整齐,标签上下一致;发现不合格的产品要及时交上产车间返
工。
全棉染色府绸
(1)染色方法:染色采用溢流 染色机,用间歇式加工的方式 ,用活性染料来染纯棉织物。 (2)质量要求:染色均匀,色 光符合标样,色泽一致,各项 指标达到客户要求。 (3)工艺流程: 半制品→30℃进布→45℃加料 →加盐促染→升温至适宜温度 →加碱固色→保温60min→水 洗→皂洗→热水洗→出缸→退 捻→烘筒烘干。
(4)染色注意事项:称料要准确,领料要核对;化料要充分,并过滤入缸 ;按处分要求控制水位;进布要平幅进布;每缸染色时温度、pH值和用料 量必须一致;运行中要控制染色机喷嘴压力,防止堵布;降温水洗后取出对 样。
下面是产品数量分配表:单位:万米
主要产品的工艺流程
一、纯棉产品:
二、涤棉产品:
设备选型及配备
典型产品工艺生产设计
涤棉斜纹漂白布工艺设计 全棉染色府绸工艺设计 全棉印花绉布工艺设计
一、产品特点与风格
全棉染色府绸:府绸是一种质地细密、平滑而有光泽的平纹棉织品。织
涤棉针织物工艺设计

1 引言涤棉针织物具有吸湿、透气、手感柔软、膨松等优点,且具有很好的尺寸稳定性,所以能满足人民对针织物内衣外穿的要求。
广泛应用于运动衣、休闲装等,具有广阔的市场潜力。
选用国产R型活性染料与耐碱性分散染料在中性浴中作涤棉针织物一浴一步法染色可达到二浴法染色的效果, 从而缩短工艺程序, 节省助剂和化学药品, 节能节水, 提高生产效率。
涤纶织物一船采用两浴法染色.,即先在分散染料酸性浴中染涤纶,然后再进入活性染料碱性浴染棉。
采用此法染色,染料间相互影响小,工艺较易控制,可获得较高得上染率,染色效果较好,但工艺繁杂、能耗大。
一浴一步法是将涤纶和棉在中性条件下进行同浴染色。
其中棉使用能在PH值近中性染色的活性染料,涤纶则选用可在中性条件下染色的分散染料,加入适量的PH值调节剂,使染浴保持在中性条件。
该工艺易操作,重现性好、流程短、节能。
涤棉混纺织物,既具有纤维素纤维吸湿透气的功能,又具有涤纶纤维良好的保型性,极佳的悬垂性、免烫性和染色牢度,深受人们的喜爱。
活性染料的稳定性主要归因于活性基团的稳定性,低反应性活性染料一般在碱性和80℃条件下进行染色。
染色可在较高温度下进行,从而真正实现了T/C混纺一浴一步染色,缩短了工艺流程也简化了染色工艺。
2 总工艺流程设计毛胚布→双氧水练漂→水洗→染色→柔软处理→脱水→烘干→剖幅→热定型3 前处理工艺设计3.1原布准备3.1.1原布检验:检验目的、内容、抽验率(1)目的:检查来布质量,对发现的问题能及时采取措施于解决(2)内容:物理指标的外观疵点两个方面。
(3)抽验率:10%左右3.1.2翻布(分批、分箱、打印)(1)分批原则:根据设备容量而定,如煮布锅按锅容量,绳状连续机按布池容量,平复连续则一般以十箱为一批。
(2)分箱原则:按布箱大小,原布组织和有利于运送而定,一般为60~80匹,为了便于绳状双头加工,分箱应为双数,卷染加工织物还应使每箱布能分成若干整卷为宜。
(3)打印内容:原布品种、加工类别、,批号、箱号(卷染包括卷号)、发布日期、翻布人代号等。
涤棉的具体染整工艺流程

涤棉的具体染整工艺流程涤棉府绸织物的工艺产品设计一.原料:140CM40*40 133*72T/C 染色府绸:特点:布面洁净平整,质地细致,粒纹饱满,光泽莹润柔和,手感柔软滑爽。
1. 3:适用范围:衬衣,夏令衣衫和日常衣裤2. 工艺流程原布准备T烧毛T退浆T煮练T漂白T丝光T染色T印花T后整理T产品检验与包装3. 工艺内容原布准备3.1.1 门幅140CM 纱支支数40*40 经纬密度133*72染色府绸一等品检验率10%烧毛目的:去除布面上长短不一的绒毛层方式:气体烧毛机工艺流程:进布T刷毛T烧毛T灭火T落布工艺条件:车速( 80-150M/min )焰温较高火口四到六个正反面烧毛次数相等在阳光充足的地方平视布面绒毛1 级原布未烧毛2 级长毛较少3 级基本无长毛4 级有较整齐短毛5 级长短毛全部烧尽退浆原理:在热碱中发生膨胀,从凝胶状态转变为溶胀状态,与纤维粘着变松再经机械作用使PVA 等浆料从织物上脱落下来指导思想:T/C 织物上的PVA 等浆料在热碱中溶解度提高再经水洗使浆料脱落下来达到退浆目的。
工艺流程灭火T平幅浸轧T水洗处方氢氧化钠10g/lJFC 1 g/lT 70/90 C2. 画基线,调节基线与标尺零点读数重合3. 水槽中加%重铬酸钾至水位线4. 启动计时器30MIN5. 取样测定液体上升高度,以最低点为记录值,取两个纪录值的平均值为毛效值。
3.5.1 目的:提高白度,满足漂白织物和浅色织物的加工要求指导思想:亚-氧漂亚氯酸钠是较温和的氧化剂对纤维损伤小,对涤纶有娇好的漂白作用并用连续轧蒸法进行连工艺流程浸轧漂液T汽蒸T脱氯T水洗工艺条件100%亚氯酸钠1525 g5 g2 g2 g 热10 分钟,设格式2.调光3.测定试样记录读数4. 取布样上三个不同地方的读数取平均值丝光目的:提高涤棉中棉纤维对染料的吸附能力和化学反应能力原理:棉纤维在浓碱作用下发生不可逆的溶胀,无定型区增加吸附性能提高,尺寸稳定性提高轧碱松堆工艺处方氢氧化钠170 g/lT 室温工艺流程轧碱T松式堆置膨化T轧碱T扩幅T淋洗T去碱平洗钡值的测定原理:纤维丝光后对氢氧化钡的高低评定纤维吸附性高低材料和仪器:丝光前后织物氢氧化钡盐酸(L)酚酞指示剂锥形瓶烧杯量筒干燥器烘箱电子秤酸式滴定管步骤: 1.配制L 的氢氧化钡2•剪碎丝光前后的织物在(105/110 C)下烘2h,在干燥器中平衡至室温,称取2G放入150ML 的锥形瓶并加入30ML 的氢氧化钡浸2H3•取两个150ML的锥形瓶加30ML的氢氧化钡做空白实验4•分别从浸布瓶中吸10ML浸渍液放入50ML的锥形瓶5•放酚酞用盐酸滴定平衡4•计算钡值=V0 (空白实验消耗)-V1 (丝光浸渍液)/V0-V2 (未丝光)热定型目的:使织物尺寸形态达到稳定原理:利用合成纤维热塑性使纤维大分子链重排,消初内应力使纤维中结晶区的大小和完整性得到提高。
涤粘、涤棉织物工艺设计
涤粘长织物工艺设计一、设计产品:涤/粘长织物规格:二、工艺流程(漂白布)—热定形—漂白—预缩——落布原布准备—烧毛—退浆—(染色布)—热定形—水洗—染色—整理—落布(印花布)—热定形—印花—蒸化—水洗—烘干—整理—落布三、工艺说明:(—)练漂涤粘混纺织物含杂质不多,故一次双氧水漂白工艺即可达到煮练漂白的要求,纤维本身具有一定光泽,一般无需丝光。
(二)染色涤粘织物的染色与涤毛织物的染色大致相同,都可采用分散/活性染料一浴两步法染色,染色前要经过水洗烘干的过程来消除布边针铗印和内应力。
(三)印花涤粘织物可采用涂料印花同时上染两种纤维,也可用染料印花两种不同染料分别上染两种纤维,涤粘织物的印花与涤毛织物基本类似。
(四)整理漂白布通过预缩整理防止收缩折皱,印染布则可采用树脂整理达到目的。
四、工艺流程、条件、处方以及加工设备设计(—)漂白工艺流程:原布准备—烧毛—退浆—热定形—漂白—预缩—落布1、前处理过程(原布准备—烧毛—退浆)工艺条件同棉织物退浆处方:烧碱6~8g/L渗透剂3~4mL/L堆置温度75~800C堆置时间40~45min漂白处方:H2O2 (100%)4~6g/L水玻璃6~8g/L温度室温2、热定形(1)热定型机理:1)在热定形过程中,施加一定张力使织物被拉伸到所需要的尺寸,由于分之间作用力阻碍了分子链段按纤维被拉伸的方向蠕动。
2)在拉伸的同时对织物进行加热,分子的链段热运动加剧,变得可以按外力方向进行重排。
3)应力松弛后在新的位置上能与邻近的分子链段建立新的关系(键的结合)。
4)冷却后,这种新的状态被固定下来.(2)工艺条件:温度高于Tg 15~20 0C张力适量施加时间30~40 s水(溶胀剂)适量加工设备:热定形机3、预缩过程同纯棉织物(二)染色工艺流程:原布准备—烧毛—退浆—漂白—热定形—水洗—染色—整理—落布1、前处理过程(原布准备—烧毛—退浆—漂白—热定形)同上2、染色工艺流程:染前水洗—平幅进布—浸轧助剂液(分散匀染剂与抗皱柔软剂10min)—浸轧分散染料(900C)—降温—活性染料浸轧(700C)—预烘—烘燥—汽蒸—水洗—皂洗—水洗—烘燥工艺处方及条件:分散染浴:染料及助剂用量/% 分散染料/ x分散匀染剂0.5抗皱柔软剂0.3pH(醋酸调节) 5.5~6.5水适量温度900C活性染浴:染料与助剂用量/% 活性染料/ y元明粉20~30纯碱10~15水适量温度700C汽蒸温度102~1050C助剂作用:分散匀染剂促进染料上染、增加匀染性;抗皱柔软剂防止织物折皱增强柔软性;元明粉促使染料上染纤维;纯碱起到固色作用。
涤棉布料加工工艺流程

涤棉布料加工工艺流程英文回答:The processing of polyester-cotton fabric involves several steps to achieve the desired final product. Firstly, the fabric is inspected for any defects or flaws. This is done to ensure that the fabric meets the quality standards and to identify any issues that need to be addressed before further processing.After inspection, the fabric is pre-treated to remove any impurities or sizing agents. This is typically done through a process called desizing, which involves using enzymes or chemicals to break down the sizing agents. Once desized, the fabric is thoroughly rinsed to remove any remaining impurities.Next, the fabric is dyed to achieve the desired color. This can be done using various dyeing techniques such asvat dyeing, reactive dyeing, or pigment dyeing. The fabricis immersed in a dye bath and subjected to heat and agitation to ensure proper dye penetration. After dyeing, the fabric is again rinsed to remove any excess dye.Once dyed, the fabric is subjected to a finishing process. This involves applying various chemicals or treatments to enhance the fabric's properties. For example, a softening agent may be applied to improve the fabric's hand feel, or a wrinkle-resistant treatment may be applied to reduce creasing. The fabric is then dried and cured to set the finishing treatments.Finally, the fabric is inspected once again to ensure that all processing steps have been carried out correctly and that the fabric meets the desired quality standards. Any remaining defects or flaws are identified and addressed before the fabric is packaged and prepared for shipment.中文回答:涤棉布料的加工过程包括几个步骤,以达到最终产品的要求。
涤棉工艺课程设计

涤棉工艺课程设计一、课程目标知识目标:1. 让学生掌握涤棉工艺的基本概念、分类及特点;2. 了解涤棉工艺在纺织品中的应用及其在我国纺织行业中的地位;3. 掌握涤棉混纺织物的主要性能指标及其检测方法。
技能目标:1. 培养学生运用涤棉工艺进行纺织品设计的能力;2. 培养学生运用所学知识分析、解决实际生产中的问题;3. 提高学生动手实践能力,熟练掌握涤棉混纺织物的检测方法。
情感态度价值观目标:1. 培养学生对涤棉工艺的兴趣,激发学生探究纺织品领域知识的热情;2. 培养学生关注我国纺织行业的发展,增强民族自豪感;3. 培养学生严谨的科学态度,养成良好的团队合作精神。
课程性质分析:本课程为实践性较强的专业课,旨在让学生在掌握理论知识的基础上,提高实践操作能力。
学生特点分析:学生具备一定的纺织基础知识,具有较强的动手实践欲望,对新鲜事物充满好奇。
教学要求:1. 注重理论与实践相结合,提高学生的实际操作能力;2. 创设情境,引导学生主动探究,培养学生的创新意识;3. 强化团队合作,培养学生的沟通与协作能力。
二、教学内容1. 涤棉工艺基本概念:涤纶与棉纤维的组成、性能及特点;2. 涤棉混纺织物的分类及结构:平纹、斜纹、缎纹等组织结构;3. 涤棉混纺织物的生产工艺:纺纱、织造、整理等环节;4. 涤棉混纺织物的性能指标:强度、伸长率、耐磨性等;5. 涤棉混纺织物的检测方法:物理性能、色牢度、尺寸稳定性等;6. 涤棉工艺在纺织品中的应用:服装、家纺、产业用布等;7. 我国涤棉工艺的发展现状及趋势。
教学大纲安排:第一课时:涤棉工艺基本概念及分类第二课时:涤棉混纺织物的结构及生产工艺第三课时:涤棉混纺织物的性能指标及检测方法第四课时:涤棉工艺在纺织品中的应用第五课时:我国涤棉工艺发展现状及趋势教材章节及内容:第一章 纺织品基础知识第三节 涤棉混纺织物及其工艺教学内容进度安排:1. 前两课时:重点讲解涤棉工艺基本概念、分类及结构;2. 第三课时:分析涤棉混纺织物的性能指标及检测方法;3. 第四课时:探讨涤棉工艺在纺织品中的应用;4. 第五课时:总结我国涤棉工艺发展现状及趋势。
万米涤纶织物染整工艺设计

系别:轻化工程系班级:染整工艺1201学号:**********:*******:**2023-4-24目录一、产品设计方案二、重要产品的工艺流程三、设备的选型、配备及排列四、典型产品一:斜纹春亚纺染整工艺设计五、典型产品二:涤纶超细纤维细条灯芯绒的染整工艺设计3500万米涤纶织物染整工艺设计一、产品设计方案涤纶是我国聚酯纤维的商品名称。
涤纶纤维的抗皱性和保形性良好,抗皱免烫,监牢耐用。
涤纶的品种、规格多,有各种长丝、短纤、混纤丝及各种差别化纤维,因而选择应用的范围广,是服装面料中最重要的原料。
涤纶的一些重要产品一直在服装面料中独领风骚,如20世纪60~70年代的的确良、涤棉卡其,80~90年代的仿丝绸,现在的仿麂皮、桃皮绒织物等。
同时涤纶与其他纤维的匹配性好,可与棉、毛、丝、麻及其他化纤混纺或交织,从而使用领域很广,可以满足不同性能和风格纺织品的规定。
本设计的年产量为3500万米,以超细涤纶织物为主,设计内容涉及拟定产品方案、生产方法及工艺流程、设备的选型及配置,进行生产车间的布置及设备的排列以及两个典型产品的具体工艺设计。
典型产品的工艺设计涉及产品特点、工艺流程、工艺处方及具体的工艺条件等。
设计力求做到工艺的先进性、工艺流程的可行性、经济效益的合理性,生产技术的科学性。
本设Array计以涤纶超细纤维为主,重要产品为185T涤塔夫、桃皮绒、平纹春亚纺、消光斜纹春亚纺、提花春亚纺、涤棉纺牛仔布、粗细灯芯绒等。
具体品种见下表:二、重要产品工艺流程1、185T涤塔夫坯布准备→退浆→染色→定型烘干→中检→定型整理→成检→打包2、桃皮绒原布检查→缝头→退浆、精练→开纤和松弛→碱减量→理布、烘干→上毛起油→预定型→起毛→磨绒→染色→理布、烘干→上防水剂、热定形→刷毛→成检→成品包装3、平纹春亚纺坯布准备→退浆→染色→开幅烘干→中检→定型整理→成检→打包4、斜纹春亚纺坯布准备→退浆→染色→开幅烘干→中检→定型整理→酸性还原洗→烘干→定型拉幅→成检5、提花春亚纺坯布准备→退浆→染色→湿布开幅→定型烘干→中检→定型整理→成检→打包6、涤棉纺牛仔布整经→织造→检查→平辐精练→预缩→预定形→染色→后解决→成品检查7、灯芯绒细条系列原布检查→缝头→割绒→退浆、精炼→开纤和松弛→减碱量→理布、烘干→预定形→染色→理布,烘干→上防水、热定形→刷毛→成检→成品包装8、灯芯绒粗条系列原布检查→缝头→割绒→退浆,精炼→开纤和松弛→碱减量→理布、烘干→预定形→染色→理布,烘干→上防水、热定形→刷毛→成检→成品包装9、麂皮绒长绒系列原布检查→缝头→退浆、精练→开纤和松弛→碱减量→理布、烘干→上毛起油、烘干→预定型→起毛→磨绒→染色→理布、烘干→上防水剂、热定形→刷毛→成检→成品包装10、麂皮绒短绒系列原布检查→缝头→磨绒→退浆、精练→开纤和松弛→碱减量→理布、烘干→预定型→染色→理布、烘干→上柔软剂、热定形→刷毛→成检→成品包装三、设备选型、配备及排列本设计所采用的设备重要有所用的退浆机、减量机、染色机、烘干机、定型机、起毛机、磨绒机等。
3500万米涤纶织物染整工艺设计
系别:轻化工程系班级:染整工艺1201学号:**********:*******:**2012-4-24目录一、产品设计方案二、主要产品的工艺流程三、设备的选型、配备及排列四、典型产品一:斜纹春亚纺染整工艺设计五、典型产品二:涤纶超细纤维细条灯芯绒的染整工艺设计3500万米涤纶织物染整工艺设计一、产品设计方案涤纶是我国聚酯纤维的商品名称。
涤纶纤维的抗皱性和保形性良好,抗皱免烫,监牢耐用。
涤纶的品种、规格多,有各种长丝、短纤、混纤丝及各种差别化纤维,因而选择应用的范围广,是服装面料中最重要的原料。
涤纶的一些重要产品一直在服装面料中独领风骚,如20世纪60~70年代的的确良、涤棉卡其,80~90年代的仿丝绸,现在的仿麂皮、桃皮绒织物等。
同时涤纶与其他纤维的匹配性好,可与棉、毛、丝、麻及其他化纤混纺或交织,从而使用领域很广,可以满足不同性能和风格纺织品的要求。
本设计的年产量为3500万米,以超细涤纶织物为主,设计内容包括确定产品方案、生产方法及工艺流程、设备的选型及配置,进行生产车间的布置及设备的排列以及两个典型产品的具体工艺设计。
典型产品的工艺设计包括产品特点、工艺流程、工艺处方及具体的工艺条件等。
设计力求做到工艺的先进性、工艺流程的可行性、经济效益的合理性,生产技术的科学性。
本设计以涤纶超细纤维为主,主要产品为185T涤塔夫、桃皮绒、平纹春亚纺、消光斜纹春亚纺、提花春亚纺、涤棉纺牛仔布、粗细灯芯绒等。
具体品种见下表:二、主要产品工艺流程1、185T涤塔夫坯布准备→退浆→染色→定型烘干→中检→定型整理→成检→打包2、桃皮绒原布检验→缝头→退浆、精练→开纤和松弛→碱减量→理布、烘干→上毛起油→预定型→起毛→磨绒→染色→理布、烘干→上防水剂、热定形→刷毛→成检→成品包装3、平纹春亚纺坯布准备→退浆→染色→开幅烘干→中检→定型整理→成检→打包4、斜纹春亚纺坯布准备→退浆→染色→开幅烘干→中检→定型整理→酸性还原洗→烘干→定型拉幅→成检5、提花春亚纺坯布准备→退浆→染色→湿布开幅→定型烘干→中检→定型整理→成检→打包6、涤棉纺牛仔布整经→织造→检验→平辐精练→预缩→预定形→染色→后处理→成品检验7、灯芯绒细条系列原布检验→缝头→割绒→退浆、精炼→开纤和松弛→减碱量→理布、烘干→预定形→染色→理布,烘干→上防水、热定形→刷毛→成检→成品包装8、灯芯绒粗条系列原布检验→缝头→割绒→退浆,精炼→开纤和松弛→碱减量→理布、烘干→预定形→染色→理布,烘干→上防水、热定形→刷毛→成检→成品包装9、麂皮绒长绒系列原布检验→缝头→退浆、精练→开纤和松弛→碱减量→理布、烘干→上毛起油、烘干→预定型→起毛→磨绒→染色→理布、烘干→上防水剂、热定形→刷毛→成检→成品包装10、麂皮绒短绒系列原布检验→缝头→磨绒→退浆、精练→开纤和松弛→碱减量→理布、烘干→预定型→染色→理布、烘干→上柔软剂、热定形→刷毛→成检→成品包装三、设备选型、配备及排列本设计所采用的设备主要有所用的退浆机、减量机、染色机、烘干机、定型机、起毛机、磨绒机等。
染整工厂工艺设计年产6500万米涤棉织物

一、工艺设计
1.纺纱
采用6种棉类纱线,其中4种是机织纱,2种是梳纱。
总共可生产6500万米的纱线,分别采用两种熔融技术:先施加一定的压力使纱线互
相熔合,然后再添加一定的热量使纱线熔合更加紧密,使其成型,再按照
所要求的细度经过拉伸、柔软技术成形,最后经过定型处理,达到要求的
牢度和弹性。
2.成型
本工厂采用先投入、后收回成型技术,包括涤棉织物的经编、纬编和
浆织等。
首先,将纱线在涤纶针织机上经编、纬编成布,然后布料经热固,再在浆织机上加工成一维涤棉织物,最后经手工和自动装置的处理,达到
一定的感觉质量和外观质量。
3.染色
本工厂采用印染工艺,可以按照客户要求染制出不同的颜色,包括浅
色色系、中,重色色系和深色色系。
染色过程主要有印染,印花,印剂烘干,抗痕,干洗,烘干,熨烫等处理过程。
二、工艺控制
1.进料检查
进料检查主要是检查棉纱,包括熔点、抗拉强度、细度、含长度等指标,以确保棉纱质量合格,保证整个生产过程的正常进行。
2.生产过程检查
生产过程控制一般包括机织,拉伸,成型。
涤棉混纺工艺设计第五组
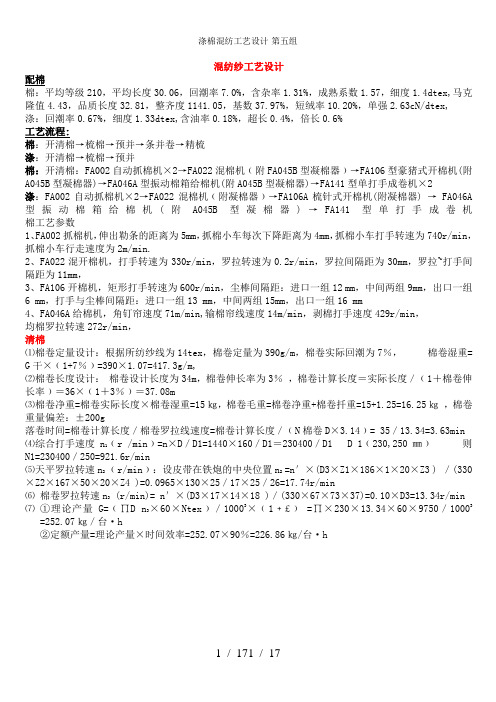
混纺纱工艺设计配棉棉:平均等级210,平均长度30.06,回潮率7.0%,含杂率1.31%,成熟系数1.57,细度1.4dtex,马克隆值4.43,品质长度32.81,整齐度1141.05,基数37.97%,短绒率10.20%,单强2.63cN/dtex,涤:回潮率0.67%,细度1.33dtex,含油率0.18%,超长0.4%,倍长0.6%工艺流程:棉:开清棉→梳棉→预并→条并卷→精梳涤:开清棉→梳棉→预并棉:开清棉:FA002自动抓棉机×2→FA022混棉机﹙附FA045B 型凝棉器﹚→FA106型豪猪式开棉机(附A045B 型凝棉器)→FA046A 型振动棉箱给棉机(附A045B 型凝棉器)→FA141型单打手成卷机×2 涤:FA002自动抓棉机×2→FA022混棉机﹙附凝棉器﹚→FA106A 梳针式开棉机(附凝棉器) → FA046A型振动棉箱给棉机(附A045B 型凝棉器)→FA141型单打手成卷机 棉工艺参数1、FA002抓棉机,伸出勒条的距离为5mm ,抓棉小车每次下降距离为4mm ,抓棉小车打手转速为740r/min ,抓棉小车行走速度为2m/min.2、FA022混开棉机,打手转速为330r/min ,罗拉转速为0.2r/min ,罗拉间隔距为30mm ,罗拉~打手间隔距为11mm ,3、FA106开棉机,矩形打手转速为600r/min ,尘棒间隔距:进口一组12 mm ,中间两组9mm ,出口一组6 mm ,打手与尘棒间隔距:进口一组13 mm ,中间两组15mm ,出口一组16 mm4、FA046A 给棉机,角钉帘速度71m/min,输棉帘线速度14m/min ,剥棉打手速度429r/min ,均棉罗拉转速272r/min ,清棉⑴棉卷定量设计:根据所纺纱线为14tex ,棉卷定量为390g/m ,棉卷实际回潮为7%, 棉卷湿重= G 干×﹙1+7%﹚=390×1.07=417.3g/m,⑵棉卷长度设计: 棉卷设计长度为34m ,棉卷伸长率为3% ,棉卷计算长度=实际长度/﹙1+棉卷伸长率﹚=36×﹙1+3%﹚=37.08m⑶棉卷净重=棉卷实际长度×棉卷湿重=15㎏,棉卷毛重=棉卷净重+棉卷扦重=15+1.25=16.25㎏ ,棉卷重量偏差:±200g落卷时间=棉卷计算长度/棉卷罗拉线速度=棉卷计算长度/﹙N 棉卷D ×3.14﹚= 35/13.34=3.63min ⑷综合打手速度n 1﹙r /min ﹚=n ×D /D1=1440×160/D1=230400/D1 D 1﹙230,250㎜﹚ 则N1=230400/250=921.6r/min⑸天平罗拉转速n 2 ﹙r/min ﹚:设皮带在铁炮的中央位置n 2 =n ′×(D3×Z1×186×1×20×Z3 ) /(330×Z2×167×50×20×Z4 )=0.0965×130×25/17×25/26=17.74r/min⑹ 棉卷罗拉转速n 3 (r/min)= n ′×(D3×17×14×18 )/(330×67×73×37)=0.10×D3=13.34r/min⑺ ①理论产量G=﹙∏D n 3×60×Ntex ﹚/10003×﹙1﹢£﹚ =∏×230×13.34×60×9750/10003=252.07㎏/台·h②定额产量=理论产量×时间效率=252.07×90%=226.86㎏/台·h输棉——棉FA201梳棉机技术特征:可纺纤维长度(mm):22~76锡林直径(mm):1297道夫直径(mm):706刺辊直径(mm):250给棉罗拉直径(mm):70工作盖板根数:41盖板总根数:106固定盖板根数:前4根,后3根条筒尺寸:直径600 mm,高900 mm主要工艺参数:1、锡林转速:Nc=N1×D /542×98%=1460×D/54×0.98=2.64D=2.64×136=359r/minD—主电机皮带轮直径,纺棉时D=136 m2、刺棍速度:Nt=N1×D / Dt×98%=1460×D/ Dt×0.98=931Dt:刺辊皮带轮直径纺棉时用209 mm3、盖板速度:Vf=Nc×100/240×Z4/Z5×1/17×1/24×14×36.6×98%=0.51142×Nc×Z4/Z5 Z4/Z5:选定为34/26Vf=0.51142 ×360×34/26=240.77mm/min4、道夫速度:Nd=N2×88/253×20/50×Z3/190×98%=1.048×Z3道夫初定速度30 r/min,则Z3= Nd/1.048=28.6,取Z3=29齿,Nd=30.4 r/min.5、机械牵伸=小压辊线速度/棉卷罗拉线速度=48/21×120/ Z1×34/42×190/Z2×38/30×95/66×60/152=30362.4/ Z2/ Z1×Z1=30362.4/20/EE实际牵伸=喂入棉卷干定量×5/输出棉条干定量=390×5/20=97.5E机械牵伸=E实际牵伸×(1-落棉率)=97.5×(1-6.2%)=91.455Z1=30362.4/20/E=16.6 Z 2=20,Z 1选择17齿修正:E机械=30362.4/20/17=89.3 E实际=E机械/(1-落棉率)=94.1生条干定量=棉卷干定量/E实际=390×5/94.1=20.72g/5m6、小压辊与道夫之间的张力牵伸E张力Z 2=20,E张力=1.467、理论产量G= Nd×60×190/Z2×60兀/1000×1/5=0.778×g×Nd/Z2=23.14Kg/台.时精梳—FA269精梳机技术特征:锡林速度:直接影响精梳机的质量和产量。
涤黏面料生产工艺流程
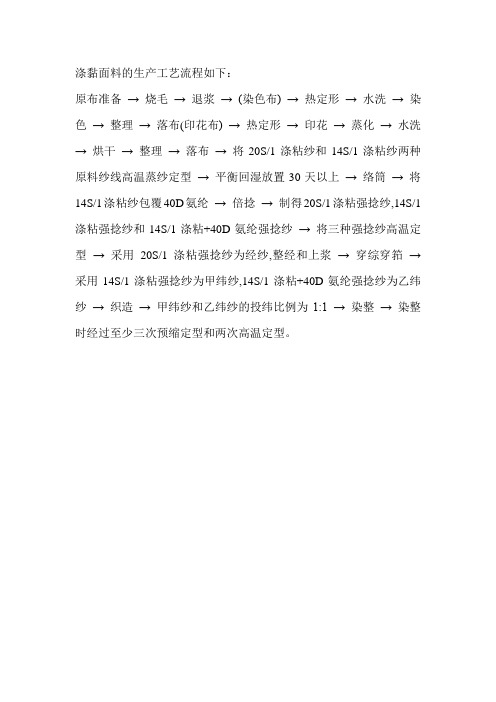
涤黏面料的生产工艺流程如下:
原布准备→ 烧毛→ 退浆→ (染色布) → 热定形→ 水洗→ 染色→ 整理→ 落布(印花布) → 热定形→ 印花→ 蒸化→ 水洗→ 烘干→ 整理→ 落布→ 将20S/1涤粘纱和14S/1涤粘纱两种原料纱线高温蒸纱定型→ 平衡回湿放置30天以上→ 络筒→ 将14S/1涤粘纱包覆40D氨纶→ 倍捻→ 制得20S/1涤粘强捻纱,14S/1涤粘强捻纱和14S/1涤粘+40D氨纶强捻纱→ 将三种强捻纱高温定型→ 采用20S/1涤粘强捻纱为经纱,整经和上浆→ 穿综穿筘→ 采用14S/1涤粘强捻纱为甲纬纱,14S/1涤粘+40D氨纶强捻纱为乙纬纱→ 织造→ 甲纬纱和乙纬纱的投纬比例为1:1 → 染整→ 染整时经过至少三次预缩定型和两次高温定型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
涤粘长织物工艺设计
一、设计产品:涤/粘长织物规格:
二、工艺流程
(漂白布)—热定形—漂白—预缩——落布
原布准备—烧毛—退浆—(染色布)—热定形—水洗—染色—整理—落布(印花布)—热定形—印花—蒸化—水洗—烘干—整理—落布
三、工艺说明:
(—)练漂涤粘混纺织物含杂质不多,故一次双氧水漂白工艺即可达到煮练漂白的要求,纤维本身具有一定光泽,一般无需丝光。
(二)染色涤粘织物的染色与涤毛织物的染色大致相同,都可采用分散/活性染料一浴两步法染色,染色前要经过水洗烘干的过程来消除布边针铗印和应力。
(三)印花涤粘织物可采用涂料印花同时上染两种纤维,也可用染料印花两种不同染料分别上染两种纤维,涤粘织物的印花与涤毛织物基本类似。
(四)整理漂白布通过预缩整理防止收缩折皱,印染布则可采用树脂整理达到目的。
四、工艺流程、条件、处方以及加工设备设计
(—)漂白
工艺流程:原布准备—烧毛—退浆—热定形—漂白—预缩—落布
1、前处理过程(原布准备—烧毛—退浆)工艺条件同棉织物
退浆处方:烧碱 6~8g/L
渗透剂 3~4mL/L
堆置温度 75~800C
堆置时间 40~45min
漂白处方:H2O2 (100%) 4~6g/L
水玻璃 6~8g/L
温度室温
2、热定形
(1)热定型机理:1)在热定形过程中,施加一定力使织物被拉伸到所需要的尺寸,由于分之间作用力阻碍了分子链段按纤维被拉伸的方向蠕动。
2)在拉伸的同时对织物进行加热,分子的链段热运动加剧,变得可以按外力方向进行重排。
3)应力松弛后在新的位置上能与邻近的分子链段建立新的关系(键的结合)。
4)冷却后,这种新的状态被固定下来.
(2)工艺条件:
温度高于Tg 15~20 0C
力适量施加
时间 30~40 s
水(溶胀剂)适量
加工设备:热定形机
3、预缩过程同纯棉织物
(二)染色
工艺流程:原布准备—烧毛—退浆—漂白—热定形—水洗—染色—整理—落布
1、前处理过程(原布准备—烧毛—退浆—漂白—热定形)同上
2、染色
工艺流程:染前水洗—平幅进布—浸轧助剂液(分散匀染剂与抗皱柔软剂10min)—浸轧分散染料(900C)—降温—活性染料浸轧(700C)—预烘—烘燥—汽蒸—水洗—皂洗—水洗—烘燥工艺处方及条件:
分散染浴:
染料及助剂用量/% 分散染料 / x
分散匀染剂 0.5
抗皱柔软剂 0.3
pH(醋酸调节) 5.5~6.5
水适量
温度 900C
活性染浴:染料与助剂用量/% 活性染料 / y
元明粉 20~30
纯碱 10~15
水适量
温度 700C
汽蒸温度 102~1050C
助剂作用:分散匀染剂促进染料上染、增加匀染性;
抗皱柔软剂防止织物折皱增强柔软性;元明粉促使染料上染纤维;纯碱起到固色作用。
加工设备:溢流染色机
3、树脂整理:
工艺流程:浸轧树脂液—预烘—皂洗—水洗—烘燥
工艺条件及处方:
脲醛树脂 16%
柔软剂VS 1.4%
平平加O 0~8%
纯碱(调节pH)适量
红外预烘 80~100
皂洗 45~50 0C 20min
pH 8~9
助剂作用:平平加O时树脂液渗透到纤维部,柔软剂增加纤维柔软性加工设备:树脂整理机
(三)印花
1、工艺流程:原布准备—烧毛—退浆—热定形—印花—蒸化—水洗—烘干—
整理—落布
2、前处理过程(原布准备—烧毛—退浆—热定形)同漂白部分
3、印花工艺流程:
印花—焙烘(180~1900C)—蒸化(103~1050C)—水洗—皂洗—水洗—烘干
4、染料印花处方:
分散染料 1~100g
活性染料 1~100g
防染盐S 10g
小打 10~20g
尿素 30~50g
海藻酸钠糊 x g
合成 1000g
助剂作用:防染盐S防止蒸化时还原物质破坏颜色结构;尿素促进染料溶解以及提高色泽鲜艳度;小打起到固色作用。
5、涂料印处方:
涂料xg
尿素 50g
黏合剂MR_96 250~300g
A邦浆 y g
六羟树脂 50g
磷酸二氢铵 5g
加水合成 1000g
助剂作用:
增稠剂可作为分散介质与稀释剂、传递剂、载体作用、黏合剂、稀释剂、稳定剂、保护剂、匀染剂等;
磷酸二氢铵用作洗去未固着的浮色;
黏合剂促进涂料固着纤维。
尿素促进涂料溶解以及提高色泽鲜艳度。
6、印花设备:圆网印花机蒸化机水洗机
(四)、整理:
树脂整理同染色布
1、柔软整理工艺流程:
平幅进布—浸轧整理液—焙烘(150~1600C)—水洗—烘燥
2、工艺处方及条件:柔软剂M—30 10~50g/L
PH 5~6
温度室温
渗透剂 1~2g/L
轧液率 65~75%
涤棉织物染整工艺设计
一、工艺流程:
原布准备→烧毛→中和→练漂→丝光→染色→印花→后整理→成品
二、常选用漂白方式:氧漂,漂白效果好,对纤维的损伤小,环境污染小,
去污能力强。
三、练漂:
碱氧一浴法练漂即将氢氧化钠与双氧水同浴处理T∕C混纺织物,使精练和漂白同时完成的一种练漂工艺,该工艺可以大大缩短棉针织物的前处理加工过程,减少设备损耗,缩短加工时间,提高了织物的牢度。
1、练漂工艺流程及条件:
坯布→浸轧碱氧液(室温,轧余率100%-110%)→汽蒸(100-102℃→热水(85-90℃)3次→温水洗(65-70℃)2次→冷水洗→晾干,待测
2、练漂工艺处方:
100% NaOH 10g/l
100%H2O2 8 g/l
氧漂稳定剂 5 g/l
高效精炼剂 5g/l
浴比 1:20
四、丝光
工艺流程:进布——丝光——有力去碱——水洗——烘干——落布
工艺方案:
浓碱 200—220 g/l
温度室温
时间 5min
力保持原长
五、染色
1、染色基本原理
T∕C混纺织物,因两种纤维的染色性能和化学性质相差较大,所以应用两种类型的染料分别上染两种纤维,并要求一种纤维所用的染料在另一种纤维上的沾色要轻。
此工艺采用两浴法先用一种染料对混纺织物中的一种纤维进行染色,然后再用在另一染浴中用另一种染料染另一种纤维。
这种方法染色时这两种染料完全不产生干扰。
即先用分散染料染涤纶,经还原清洗后再用活性染料染棉。
2、工艺流程及条件:
织物—浸轧染液(室温,二浸二轧,轧余率65%)—烘干(90℃)—焙烘(195-—200℃,1.5min)—水洗—皂煮(3 g/l洗涤剂,95℃以上,3—5min)—水洗—烘干
3、工艺处方:
分散红 10 g/l
活性黄 2 g/l
分散剂 1 g/l
渗透剂 1 g/l
小打 5 g/l
尿素 5 g/l
六、涂料印花
1、涂料印花的原理:
织物用涂料,粘合剂,助剂等调成的色浆印花,然后经过焙烘或汽蒸,在织物上形成具有一定弹性和耐磨性的透明树脂薄膜,将涂料机械的固着在纤维上,形成一定的花纹图案。
2、工艺处方
涂料 6%
尿素 2%
乳化糊 30%
自交联粘合剂 20%
3、工艺流程及条件:织物——印花——烘干——焙烘(150—160℃,3min)
七、柔软整理
1、工艺处方:阳离子柔软剂 20 g/l
2、工艺流程及条件:织物—浸轧(30—35℃二浸二轧,轧余率70%—75%)预烘(80—90℃,5min)—焙烘(120℃,2min)
八、阻燃整理
1、原理
阻燃整理是利用含磷﹑溴﹑氯等化学元素组成的整理剂沉积或纤维形成共价键而附着在纤维表面,不同程度的阻碍织物遇火源时火焰的迅速蔓延,且当火源移去后不再出现燃烧,既无剩余燃烧和印染现象的特殊整理加工。
阻燃工艺处方:
防皱剂TMM 10g/l
柔软剂TF-443 0.6%
渗透剂JFC 0.3%
浴比 1:10
2、工艺流程及条件:
织物—浸轧(室温,二浸二轧,轧余率70%—75%)—预烘(80—90℃,5min)—焙烘(160℃,2—3min)
参考文献:
[1]志平.染整技术(第二册).中国纺织.2005.
[2]锦华.染整工艺设计.中国纺织.2009.152-158.
[3]贺良震.纺织品染整跟单实务.化学工业.2008.
[4]蔡英.染整技术试验.中国纺织.2005.
[5]罗巨涛.合成纤维及混纺纤维制品的染整. 中国纺织.2002.9-93.。