CFMANJR02-014B翻转夹具日常维护点检表
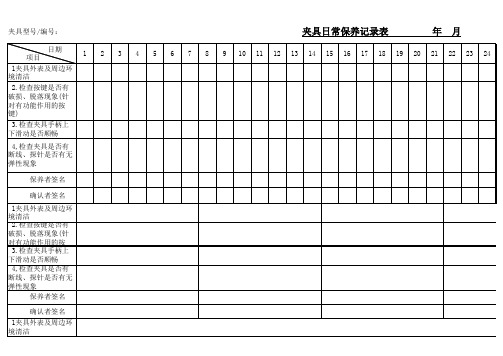
夹具日常保养记录表
夹具日常保养记录表
年月
日期 项目
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
1夹具外表及周边环 境清洁
2.检查按键是否有 破损、脱落现象(针 对有功能作用的按 键)
3.检查夹具手柄上 下滑动是否顺畅
4,检查夹具是否有 断线、探针是否有无 弹性现象
保养者签名
确认者签名
1夹具外表及周边环 境清洁 2.检查按键是否有 破损、脱落现象(针 对有功能作用的按 3.检查夹具手柄上 下滑动是否顺畅 4,检查夹具是否有 断线、探针是否有无 弹性现象
保养者签名
确认者签名
1夹具外表及周边环 境清洁
2.检查按键是否有 破损、脱落现象(针 对有功能作用的按 键) 3.检查夹具手柄上 下滑动是否顺畅
4,检查夹具是否有 断线、探针是否有无 弹性现象
保养者签名
确认者签名 备 注 文件编号:
具日ห้องสมุดไป่ตู้保养记录表
年月
年月 25 26 27 28 29 30 31
日保养
周保养
月保养
保存 期:
计量器具保养点检表

计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称杠杆百(千)分表(ST)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 表针摆动灵活目、手3 探针无变形、损伤目4 表盘无破损目5678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称高度尺(H)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 上下升降升降平稳手3 锁口向上扳时能锁紧手4 数显示部分能有效显示目5 底座无脏污、生锈、破损目678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015年月计量器具名称万能角度尺(UP)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 校正标识有、并且在限期内目2 尺身、测量面无脏污、锈蚀、碰伤及明显划痕,刻线和数字清晰目3 各部分相互作用直尺、直角尺装卸应顺利,制动器的卡块的任何作用在任何位置均应可靠手4【点检NG内容】点检人计量器具保养点检表苏州冯氏钣金有限公司日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称游标卡尺(N)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 校对零位偏差在0.02mm以下目3 内外量爪测定面无伤痕、锈足迹目4 尺框运行顺利手5 测深尺无伤痕、弯曲、锈目6 刻线应清晰可见目78【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称螺纹塞规(TP)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 牙距面无锈足迹、碰伤、毛刺目、手345678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称带表卡尺(DC)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 校对零位偏差在0.02mm以下目3 内外量爪测定面无伤痕、锈迹目4 尺框运行顺利手5 测深尺无伤痕、弯曲、锈目6 刻线应清晰可见目7 表盘内外表盘内无油污,表盘无破损、划痕目【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015年月计量器具名称刀口直角尺(L)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 计量器具保养点检表苏州冯氏钣金有限公司1 校正标识有、并且在的限期内目2 尺身、测量面无脏污、锈蚀、碰伤、磁性目345678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称千分尺(M)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 校对零位、刻线零位无偏差,刻线清晰目3 各部分相互作用移动应能平稳,无卡住现象手4 锁紧装置能锁紧动杆手5 测量面无伤痕、锈目6 测力装置螺丝无松动,接触对象能发出响声目7【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015年月计量器具保养点检表苏州冯氏钣金有限公司计量器具名称膜厚仪规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 电源电力不足时,及时更换目3 清洁使用后应擦净油污等目4 防锈测量头涂少许油脂手5678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称百格刀规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 清洁使用后应擦净油污等目3 防锈测量头涂少许油脂手45678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称推拉力计规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 清洁使用后应擦净油污等目3 防锈测量头涂少许油脂手4 表盘无破损目5678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称扭力计(扭力扳手)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 清洁使用后应擦净油污等目3 防锈测量头涂少许油脂手45678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称大理石平台规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 清洁使用后应擦净油污等目3 整理勿在平台上堆放物品目45678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称水平仪规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 清洁使用后应擦净油污等目345678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NGNO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 12345678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 3112345678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015 计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 12345678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015。
平面磨床日常维护保养点检记录表

异常情况记录
保养人签字 备 注 每天生产前后都要对设备进行保养,保养后,用“√”表示,“×”表示有异常情况, 应在“异常情况记录”栏予以记录,并联系相关人检查机床运转时有无不正常的尖叫声和冲击声 每日 润滑垂直和横向导轨及进给机构 每日 检查砂轮主轴油位,不足时添加主轴油 每日 检查液压油箱油位,不足时添加液压油 每日 清理冷却液箱.工作台油盘.床身.导轨下方回油槽 每日 清洁各电机轴承,更换轴承润滑脂 半年 检查,调整主传动皮带张紧力 半年 更换轴承及齿轮部位锂基润滑脂 每年 更换砂轮主轴主轴油 每年 清洗液压油过滤网 每年 更换液压油箱32#液压油,清洁油箱 每年
设备日常维护保养点检记录表
设备名称:平面磨床
NO 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 保养项目 频率
设备编号:SB-E005
保 养 日 期
年
月
1 2 3 4 5 6 7 8 9 # # # # # # # # # # # # # # # # # # # # # #
双主轴车床日常保养点检记录表
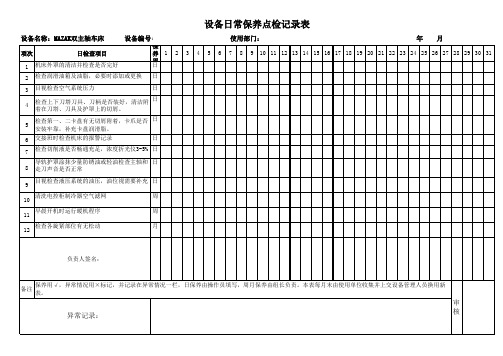
项次日检查项目保养周123456789101112131415161718192021222324252627282930311
机床外罩的清洁并检查是否完好日2
检查润滑油箱及油脂,必要时添加或更换日3
目视检查空气系统压力日4
检查上下刀塔刀具、刀柄是否装好,清洁附着在刀塔、刀具及护罩上的切屑。
日5
检查第一、二卡盘有无切屑附着,卡爪是否安装牢靠,补充卡盘润滑脂。
日6
交接班时检查机床的报警记录日7
检查切削液是否畅通充足,浓度折光仪3-5%日8
导轨护罩涂抹少量防锈油或轻油检查主轴和走刀声音是否正常日9
目视检查液压系统的油压,油位视需要补充日10
清洗电控柜制冷器空气滤网周11
早晨开机时运行暖机程序周12检查各旋紧部位有无松动月
备注设备日常保养点检记录表
使用部门:年 月保养用√,异常情况用×标记,并记录在异常情况一栏,日保养由操作员填写,周月保养由组长负责。
本表每月末由使用单位收集并上交设备管理人员换用新
表。
审核异常记录:设备名称:MAZAK双主轴车床 设备编号:负责人签名:。
夹具保养表模板

ZHENGZHOU SUNRISE AUTO PARTS CO; LTD图 示:×NG×结果判定异常无此项/2定位销尺寸2卡尺(150mm)14.05.19制表人制订、改订日期确认作成完成日期填写完成日期完成日期滕三军注:要求严格按以上内容进行保养,如发现投机取巧的,一次给予警告,两次进行考核。
技术员每月按10%抽查并签字确认新规作成异常处理内容填写出现异常具体处置内容填写完成日期处理结果OK或NG处理结果OK或NGOK √无此项/异常处理内容填写出现异常具体处置内容7未按计划完成原因点检记录方法1~3项实测数据填写具体数值4~7项结果判定6螺钉螺母良好√夹具维修员签字:技术员或班组长抽查签字:无松动,无变形,无焊渣飞溅。
夹具外观夹具表面清洁,无杂物,无飞溅;限位块无明显磨损和变形。
5手动夹紧装置夹紧臂动作灵敏无卡滞现象,能迅速有效的夹持零件。
无松动,无丢失,并做记号标记。
4定位销/插销3定位销尺寸3判定异常处理内容完成日期处理结果卡尺(150mm)1定位销尺寸1卡尺(150mm)NO 点检点检项目点检基准点检方法实测数据夹具季度定检保养表部品编号:P32R-28452-4RA0A 发行:制造部技术科夹具编号:28452-4RA0A-H3/720 年 月 日编号:ZZDS-BD-08-006-A/11 32025.010.3+-∅025.040.6+-∅025.010.3+-∅。
工装夹具日常维护点检表

规格
工站:
检验工具方法
1
表面是否清洁
酒精擦拭&目检
2
外形是否无变形
目检
3
螺丝/导杆是否紧固
手动
4
弹簧是否无损坏
手动&目检
5
日期 项目
1
与产品接触点是否变形,治具是否被磨损
1
2
3
4
5
6
7显微镜观察89102
3
4
5
治具编号 :
工装夹具日常点检表
标准与对策
年
月
OK
NG
维修对策
无脏污
有脏污
表面纸巾沾纸巾擦拭,细小部位棉签沾酒精擦拭
无变形
破损、磨损
维修或更换变形部位
无松动
松动、滑丝
加紧、或更换螺丝/导杆
完好、弹性充分
推块未回复到位
更换弹簧
无变形、无磨损
变形,磨损
维修或更换变形磨损部位
11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
备注
(此项由制工做周点检) 28 29 30 31
点检人
确认人
制工
备注: 1.确认人是生产线长或技术人员 2.不涉及的项目在首格用\划去,第5项由制工点检,每周1次 2.记录符号: √良好 ×待修 Ο 维修 T休息日
倒角机日常保养点检表

操作者
主管
注:1.操作者每日检查
2.主管每周检查
3.X表示异常问题
√表示无异常
⊕表示异常修好
电气控制回路运行正 常;各开关、手柄灵活 目视 工作前/天 可靠,无缺损零件 电气控制回路运行正 常;各开关、手柄灵活 目视 工作前/天 可靠,无缺损零件 马达是否有异声 听 工作前/天
电线有无裸露破损
目视 工作前/天
皮带松紧是否恰当
目视 工作前/天
气源压力正常,二联体 油杯内存有足量的润滑 目视 工作前/天 油 设备外观整洁卫生,无 目视 工作前/天 跑冒滴漏现象
XXX公司
编号: TJ-ER-045/AO
设备名称
保养项目 判定 实施间隔
ቤተ መጻሕፍቲ ባይዱ
倒角机日常保养点检表
型号/规格 记 1 2 3 4 5 6 7 8 编号 录 使用单位
年
月
生产部
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
日本双面磨床自主点检表
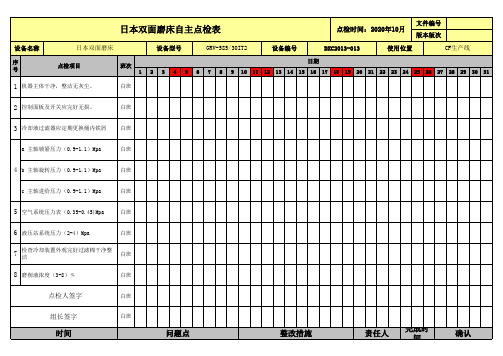
1 机器主体干净,整洁无灰尘。
白班
2 控制面板及开关应完好无损。
白班
3 冷却液过滤器应定期更换桶内铁屑 白班
a 主轴锁紧压力(0.9-1.1)Mpa
白班
4 b 主轴旋转压力(0.9-1.1)Mpa
白班
c 主轴进给压力(0.9-1.1)Mpa
白班
5 空气系统压力表(0.35-0.45)Mpa
白班
6 液压站系统压力(2-4)Mpa
设备名称
序 号
日本双面磨床自主点检表
文件编号 点检时间:2020年10月
版本版次
日本双面磨床
设备型号
GRV-585/30IT2
设备编号
DXC2013-013
使用位置
CF生产线
点检项目
班次
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
白班
7
检查冷却装置外观完好过滤棉干净整 洁
白班
8 磨削液浓度(3-8)﹪
白班
点检人签字
白班
组长签字
时间
白班
问题点
整改措施
责任人完成时 间确认 Nhomakorabea年月
日
年月
日
年月
日
年月
日
年月
日
设备点检标示
点 检、正 常 “√”, 异 常 “×”压力表填写显示数值。无生产点检 “/”。
夹钳点检表

设备编号: 点检时间: 年 月 日
序号
部位
检查内容
电机地脚螺栓无松动、缺失;链条齿轮无破损
1
传动机构
传动轴(杆)无变形、磨损;轴承运行无噪音、传动无异 响;链条无松动;润滑点不缺油;链条导向轮是否正常; 连接螺栓无松动、缺失;钳腿无变形、开焊、裂纹
2
本体
钳口板无缺损、变形、开焊;防护板无缺失、脱落、松动 吊挂销轴无变形、防脱安全销齐全、有效 电缆无刮伤、损伤,扭结、烤伤 电气控制动作方向正常,夹紧后无异常 控制箱内接线整齐、紧固、整洁
3
电气 夹具限位动作正常,限位无脱落、损坏 布线保护良好;端坐、线头无松动 变压器发热正常;线圈无变色
4 设备 编号
旋转机构
运行正常、无松动、无异响;无卡现象;润滑良好 异常记录 处理记录夹钳检查情况 正常 异常
处理记录
机床作业安全检查表
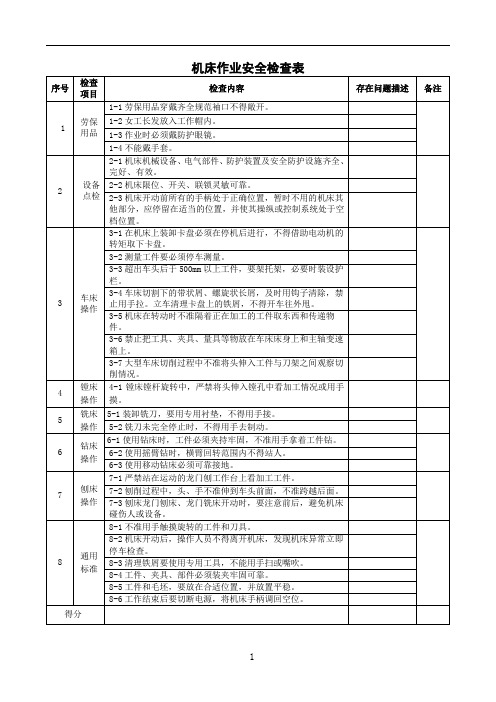
3-7大型车床切削过程中不准将头伸入工件与刀架之间观察切削情况。
4
镗床
操作
4-1镗床镗杆旋转中,严禁将头伸入镗孔中看加工情况或用手摸。
5
铣床
操作
5-1装卸铣刀,要用专用衬垫,不得用手接。
5-2铣刀未完全停止时,不得用手去制动。
6
钻床
操作
6-1使用钻床时,工件必须夹持牢固,不准用手拿着工件钻。
机床作业安全检查表
序号
检查
项目
检查内容
存在问题描述
备注
1
劳保
用品
1-1劳保用品穿戴齐全规范袖口不得敞开。
1-2女工长发放入工作帽内。
1-3作业时必须戴防护眼镜。
1-4不能戴手套。
2
设备
点检
2-1机床机械设备、电气部件、防护装置及安全防护设施齐全、完好、有效。
2-2机床限位、开关、联锁灵敏可靠。
2-3机床开动前所有的手柄处于正确位置,暂时不用的机床其他部分,应停留在适当的位置,并使其操纵或控制系统处于空档位置。
8-2机床开动后,操作人员不得离开机床,发现机床异常立即停车检查。
8-3清理铁屑要Байду номын сангаас用专用工具,不能用手扫或嘴吹。
8-4工件、夹具、部件必须装夹牢固可靠。
8-5工件和毛坯,要放在合适位置,并放置平稳。
8-6工作结束后要切断电源,将机床手柄调回空位。
得分
6-2使用摇臂钻时,横臂回转范围内不得站人。
6-3使用移动钻床必须可靠接地。
7
刨床
操作
7-1严禁站在运动的龙门刨工作台上看加工工件。
7-2刨削过程中,头、手不准伸到车头前面,不准跨越后面。
翻转机点检表

月工 作时 间 (H)
方 法 和 工 作 业 时
序号
目测/耳 听 作业前
实测
目测
目测
实测
目测
目测Βιβλιοθήκη 实测班长 或组 长每 日确 认
作业前
作业前
作业前
作业前
作业前
作业前
作业前
白 班
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 备 注
固资编号 设备名 翻转机 部位
翻转机日常点检表
班组名 点检者 责任人
生产线
检印
点 电源按钮 检查气路 各指示灯 齿轮/导 检 及急停装 电源连线 翻转压盘 有无破损/ 是否正常 轨有无破 置是否正 有无破损 是否灵活 内 漏气 显示 损 常 容
设备各 部件是 否清洁 无杂物
活动部件 是否润 滑,灵活
1、当发现异常时,一定要马上向负责人报告并进行处置 2、每月1日要将此表汇总后交给负责人,班组负责人受到点检表确认收齐后马上交给车间负责人盖章,确认后转交维修部 3、设备每月使用合格记“√”不合格记“╳”,上班时间记入设备实际嫁动时间,休息记(/)标注(*)的,需按实际数值填写.
保养点检表(粘度计)_2016.11.08

5 专用转子表面清洁、无氧化生锈和异物1次/日 7 是否有定期进行擦拭、清洗和防尘保养1次/10日 8 定期检查校准标签,是否在有效期 内,保证检测精度可靠 1次/月
备注:(当保养异常时,详细状况描述):
注意要点:1.禁止粘度计的传动装置涂油(包含防锈油);2.粘度计在每次检测完后必须及时清理转子和容器,禁止测试液体的残留行为;
东莞市永續電子有限公司粘度计保源自点检表设备(工具)名称:粘度计
序 号
责任单位: 日期 点检
频次
1 2 3 4 5 6 7 8 9
日期:
年
月
表格编号:XX-XX-XX
项目
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 粘度计表面是否进行表面清洁并遮盖防尘 1次/日 2 粘度计保存配件清点齐全、无遗失 3 粘度计传动装置顺畅无卡死 4 粘度计接通电源运转正常 1次/日 1次/日 1次/日
点检保养人:
注:1.设备(工具)保养点检符合使用和防护要求,运行正常、正确用:“○” 2.设备(工具)保养点检不符合使用和防护要求,未正常使用和防护用:“X” 3.设备(工具)因为检修、校准、转移等因素停用的:“—”
审
核:
工装夹具日常点检保养及安全操作
工装夹具日常点检保养及安全操作一、夹具的组成夹具分:手动和气动,包括电气控制的夹具夹具一般由基准面、角座、规制板、夹爪、定位销、定位面、轴承、夹钳、气缸及气动元件组成。
主要通过定位面、定位销、夹爪进行定位和夹紧,从而确保工件的位置精度。
二、夹具点检维护保养(依据点检表)目视1 定位销无磨损现象(一般磨损为0.2MM需更换),磨损时应及时报告工装管理员。
2 定位面无松动、凹坑、过度划伤等,如有此现象,及时报告班组长,再由工装管理员处理。
3 基准面(BASE)板表面光滑,无明显凹坑和裂纹。
手动1 夹爪有效夹紧、无松动、晃动,定位销无脱落、松动, 轴承无异响,各单元润滑良好;2 打开气源检查气缸活动自如,活塞杆无打火、气缸表面无磨损现象;3 打开气源检查各快速接头、气管无老化、松动、漏气现象;保养1 工装夹具现场按要求规定区域水平平稳放置,。
2 夹具表面清洁,无灰尘、杂物、焊渣等,夹具上各按钮无损坏、残缺及凸凹槽的清洁。
3 各单元齐全,夹具编号与铭牌清楚完好。
4 各附属装置(气管、三联件等)表面无灰尘、油污;气路完好,无老化、泄漏现象。
5 气压表正常(工作气压0.4MP~0.6MP),气动三连件完好,油杯中油量在正常指示范围内,油质(气动油)正常,调压自如,滤清器无堵塞,每日上下班及时清除过滤杯中的水和对夹具加油。
6 夹具上各定位销、夹头、夹块、铜块完整,且润滑良好,无异常7 各移动部件导轨间无异物,表面无研伤,且润滑良好,无异响8 减震器工作正常,油量充足,无异响;各气缸、气阀等固定点无松动、串气现象。
9 焊接辅具上没有焊渣、油污及其他对焊接质量有害的杂质。
9 各装配夹具、样板定位准确,无变形且夹紧装置状态良好。
10 夹具上定位块无变形,非金属压块无磨损、老化、变形。
11各气动及手动夹紧点在夹紧时必须在死点位置,并且无松动。
12夹具上的电极板无变形、坑包,厚度高度应符合工艺要求。
13 夹具上不允许放劳保用品和过多板件。
夹模日常点检表

日期点检内容夹具名称1*4/11*4/21*4/31*4/41*1/11*1/21*1/3SS Emblem(34180606}1*1/1(红油}1*1/2(红油}1*1/3(红油}1*1/4(红油}1*1/5(红油}1*1/6(红油}1*1/7(红油}1*1/8(红油}1*1/9(红油}1*1/10(红油}SS Emblem(34180606}1*1/1(黑油}1*1/2(黑油}1*1/3(黑油}1*1/4(黑油}1*1/5(黑油}1*1/6(黑油}1*1/7(黑油}1*1/8(黑油}1*1/9(黑油}1*1/10(黑油}MV1 Emblem1*1/11*1/2Camaro-DAB Emblem BrightChrome(34181227)1*1/11*1/2Front Speaker Grille RingLH/RH(2729319/320)1*1/11*1/2Rear Speaker GrillLH/RH(2738624/625)1*1/11*1/2INTERNAL RING(8930040)1*1/11*1/2EXTERNALRING(8930050)1*1/11*1/2注:正常打“√”,不正常打“×”。
审核人:30212215163129点检人珠 海 市 永 刚 塑 料 制 品 有 限 公 司夹模日常点检表有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊有无变形、脱焊27282324252619201811121314有无变形、脱焊67891017Chevy BowtieEmblem(1034704)12345。
反井钻机设备点检表

反井钻机设备点检表摘要:一、反井钻机设备点检表的概述1.反井钻机设备点检表的定义和作用2.反井钻机设备点检表的分类和内容二、反井钻机设备点检表的具体内容1.钻机本体的检查a.主机外观及部件检查b.钻杆、钻头及钻杆接头检查c.液压系统检查d.电气系统检查2.钻机辅助设备的检查a.泥浆泵检查b.振动筛检查c.搅拌器检查d.空压机检查3.钻机安全防护设施的检查a.防护罩及护板检查b.限位开关检查c.安全阀检查d.紧急停止按钮检查三、反井钻机设备点检表的使用和维护1.点检表的填写要求a.填写内容的准确性b.填写时间的及时性c.填写格式的规范性2.点检表的保存和归档a.纸质版点检表的保存b.电子版的归档和备份3.点检表在设备维护中的作用a.及时发现设备故障b.预防和减少设备事故c.提高设备使用寿命正文:一、反井钻机设备点检表的概述反井钻机设备点检表是用于检查反井钻机设备运行状态和性能的一种重要工具。
通过对反井钻机设备的各项进行检查,能够及时发现设备的异常情况,保证设备的正常运行,降低设备故障率,提高生产效率。
反井钻机设备点检表主要分为三类:日常点检表、周检点检表和月检点检表。
各类点检表的内容有所不同,但主要包括设备外观、部件、功能、安全等方面的检查。
二、反井钻机设备点检表的具体内容1.钻机本体的检查钻机本体的检查主要包括主机外观及部件检查、钻杆、钻头及钻杆接头检查、液压系统检查和电气系统检查。
这些检查项目能够确保钻机本体的正常运行和安全性。
2.钻机辅助设备的检查钻机辅助设备的检查主要包括泥浆泵检查、振动筛检查、搅拌器检查和空压机检查。
这些设备对于钻机的正常运行具有重要作用,因此需要定期进行检查。
3.钻机安全防护设施的检查钻机安全防护设施的检查主要包括防护罩及护板检查、限位开关检查、安全阀检查和紧急停止按钮检查。
这些安全设施对于保证钻机操作人员的人身安全具有至关重要的作用。
三、反井钻机设备点检表的使用和维护1.点检表的填写要求为了使点检表能够真实反映设备的运行状态,填写点检表时要求内容准确、填写及时、格式规范。
移印机日常维护保养查检表

工作气压
A B
控制面板
A B
机台运作
A B
机台清洁A B移印头A NhomakorabeaBA
负责人签名
B
班长确认
A B
每月保养项目
日期 月维护项目
润滑油杯 横(立)滑座轴心
月日
说 明 1、 日 2、 每 3、 点
汽缸/管线
负 班长确认
(一)、每日维护项目:
点检项目
主电源 油水分离器
气管 各锁紧(部)件
工作气压 控制面板 机台运作 机台清洁 移印头
无脏物及油垢
点检方法 先排气后加注润滑油
上黄油 倾听/观察 用万用表检测
点检标准 加至最高上限2/3处 润滑无生锈,滑动自如 无破损老化无泄漏声,气缸无松动
>4欧
(二)、每月保养项目:
点检项目 润滑油杯 横(立)滑座轴心 汽缸/管线 接地线
点检方法
开启电源 观察/排放 察看/倾听
检测 观察仪表 检试观察 开机观察 用干布擦拭 用干布海绵擦拭
点检标准
通电指示灯亮 润滑油杯油量不低于标注下限/滤水杯内无积水
无泄气声 正常有效无松动 额定气压0.4-0.6mpa 各类开关旋钮正常有效/指示灯亮 运行顺畅无异常声响 无污迹灰尘/无粘纸/沟槽内无杂物
设备日常维护保养查检表
设备名称:移印机
设备编号:
部门/车间:
年月
日维护项目
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
主电源
A B
油水分离器
A B
气管
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
频率设备编号点检方法1
2
3
4
5
6
7
8
910111213141516171819202122232425262728293031
手感,耳听目视,手感目视
目视、手感目视目视
目视,耳听目视
目视、手感目视目视,手感目视
维护方法目视
月检
开机后
平顺,动作无异响
和工件接触良好
压力表压力运行正常,无松动,无漏气压力在标示范围( )旋转动作
所有气缸及接头所有定位销及压爪铜垫
周检第1周
各活动关节 签名: 签名:维护项目
设备操作人员周期维护点检表
设备名称
翻转夹具工位 年 月 班次:A
时间
点检项目
判断标准
管线,阀门,气缸开机前无破损,无漏气
无变形,无脱落,无破损,无松动无划痕,无变形,无异物
达到5S 要求,夹具上无焊接飞溅无变形,无脱落,无破损,无松动说明:操作者点检后记录、签名;记录符号——正常划“√”、异常并影响生产划“×”、异常但不影响生产划“△”
操作者签名
维护标准
作业
后
无损坏,无脱落
"5S"状况
所有压爪,定位销,构件说明:操作者周检、月检后记录、签名;记录符号——完成划“√”、未完成划“×”、异常但不影响生产划“△”
所有夹具压爪及轴承所有定位销,定位面
(夹具防呆)清洁、各部件安装紧固、有无失效所有气缸
表面平滑,与工件贴合良好日常点
检润滑良好,无异常磨损
第3周
签名: 签名: 签名: 备注:
第5周
签名: 签名:第4周
签名: 签名: 签名:第2周
组(区)长巡检签名
签名:
签名: 签名:
签名:
签名:
签名:
庆铃汽车股份有限公司。