Autoform材质制作方法
AutoForm教程
AutoForm介绍及其应用 ̄ 当代汽车和现代模具设计制造技术都表明,汽车覆盖件模具的设计制造离不开有效的板成形模拟软件。
世界上大的汽车集团,其车身开发与模具制造都要借助于一种或几种板成形模拟软件来提高其成功率和确保模具制造周期,国际上的软件主要有美国eta公司的Dynaform,法国ESI集团的PAM系列软件,德国AutoForm工程股份有限公司的AutoForm,国内有吉林金网格模具工程研究中心的KMAS软件,北航的SheetForm,华中科技大学的Vform等。
本文着重探讨AutoForm及其应用。
1. 概述:AutoForm与板料成形技术 AutoForm工程有限公司包括瑞士研发与全球市场中心和德国工业应用与技术支持中心,其研发和应用的阶段主要有:1991年实现自适应精化(adaptive refinement)网格;1992年采用隐式算法(implicit code)并与1993年开发出板成形模拟分析的专用软件;1994年实现对CAD数据的自动网格划分;1995年开始工业应用;1996年实现对CAD数据的自动倒园(automatic filleting);1997年采用One-step(一步成形)代码实现工艺补充面(addendum)的自动设计;1998年实现压料面(binder)的自动生成;2000年实现快速交互式模具设计。
它是专门针对汽车工业和金属成形工业中的板料成形而开发和优化的,用于优化工艺方案和进行复杂型面的模具设计,约90%的全球汽车制造商和100多家全球汽车模具制造商和冲压件供应商都使用它来进行产品开发、工艺规划和模具研发,其目标是解决“零件可制造性(part feasibility)、模具设计(die design)、可视化调试(virtual tryout)”。
它将来自世界范围内的许多汽车制造商和供应商的广泛的诀窍和经验融入其中,并采取用户需求驱动的开发策略,以保证提供最新的技术。
01820_autoform操作教程ppt学习教案

2024/1/24
22
PART 04
材料参数设置与模拟分析
REPORTING
2024/1/24
23
材料参数输入与编辑
01
打开autoform软件,选 择“材料”模块,进入 材料参数设置界面。
2024/1/24
02
在材料库中选择需要设 置的材料类型,如钢材 、铝材等。
03
根据所选材料类型,输 入相应的材料参数,如 弹性模量、泊松比、屈 服强度等。
2024/1/24
优化建议包括采用高强度、耐磨材料制造模具,提高模具硬 度和耐磨性;优化冷却系统设计,提高冷却效率和均匀性; 采用先进的加工技术和设备,提高模具制造精度和效率。
30
PART 06
成型工艺参数设置与优化
REPORTING
2024/1/24
31
成型工艺参数类型与设置方法
压力参数
包括压边力、拉深力、反压力等。
冷却时间不足,可能导致产品变形;冷却时间 过长,可能影响生产效率。
37
工艺参数优化方法与建议
优化方法
通过正交试验等方法,确定各工艺参数对成型质量的 影响程度。
利用回归分析等方法,建立工艺参数与成型质量的数 学模型。
2024/1/24
38
工艺参数优化方法与建议
• 根据模型预测结果,调整工艺参数组合,实现成型质量的 优化。
28
分模面设计与优化方法
分模面设计是模具设计的关键步骤, 需根据产品形状和工艺要求,选择合 适的分模面位置和形状。
优化方法包括采用先进的CAD/CAE技 术进行模拟分析,优化分模面设计, 减少飞边、毛刺等缺陷,提高产品质 量和生产效率。
2024/1/24
2024版Autoform软件操作培训教程

contents •软件介绍与安装•基础操作与设置•建模与网格划分技巧•仿真分析与后处理•高级功能应用指南•案例实战与经验分享目录该软件能够模拟金属板材的冲压、弯曲、拉深等成形过程,预测成形缺陷,优化工艺参数,提高产品质量和生产效率。
Autoform具有强大的前后处理功能,支持多种CAD数据格式导入,提供丰富的分析结果展示和输出选项。
Autoform是一款专业的金属板材成形模拟软件,广泛应用于汽车、航空航天、家电等领域。
Autoform软件概述010405060302系统要求与安装步骤软件界面前处理模块求解模块后处理模块软件界面及功能模块工具栏及快捷键使用工具栏介绍快捷键使用文件管理与数据导入导数据导入文件格式支持详细讲解如何导入不同来源的数据文件,包括CAD并介绍导入过程中的注意事项和常见问题解决方法。
数据导出参数设置与优化建议参数设置详细解释Autoform软件中的各项参数设置,包括分析类型、网格划分、材料属性、边界条件等,并提供合理的参数选择建议。
优化建议根据实践经验,提供针对不同分析类型和问题的优化建议,如提高计算精度、缩短计算时间等。
高级功能介绍简要介绍Autoform软件的高级功能,如自动化脚本、二次开发接口等,并说明如何学习和掌握这些功能。
几何建模方法及实例演示支持多种CAD格式导入,如IGES、STEP、CATIA等。
提供创建点、线、面、体等基本几何体的工具。
支持并集、交集、差集等布尔运算,用于构建复杂几何模型。
演示从导入CAD模型到构建完整几何模型的过程。
导入CAD模型创建基本几何体布尔运算实例演示网格划分原则与技巧分享01020304网格类型选择网格密度控制边界层处理技巧分享模型修复与网格质量检查模型修复网格质量检查网格优化实例演示用于研究结构在静载作用下的响应,如位移、应力和应变等。
静态分析动态分析热分析参数设置用于研究结构在动态载荷作用下的响应,如振动、冲击和波动等。
用于研究结构在热载作用下的响应,如热传导、热应力和热变形等。
autoform材料生成

σs JSC270D 164 σb 293
k 592
n 0.28
r0 1.865
r45 1.686
r90 2.192
σs:屈服强度(MPa)
σb:抗拉强度(MPa)
K:硬化系数 n:硬化指数 r0、r45、r90:各向异性系数
二.AUTOFORM的材料生成
1.Model/Material generator
注意: 参数输入时先输入红 色框中的参数
二.AUTOFORM的材料生成
3.参数输入
Autoform根据硬化指数 和硬化系数算出的抗拉 强度有时和材料提供的 抗拉强度有偏差
rm:厚向异性系数
二.AUTOFBiblioteka RM的材料生成4.保存材料:File/Export mat… 指定保存路径
二.AUTOFORM的材料生成
2. Material generator对话框
材料名称
采用默认参数(依次表 示杨氏模量、泊松比 和材料密度)
选择Ludwik
选择Hill
选择Keeler
屈服强度 硬化指数 输入材料厚度
硬化强度
抗拉强度
各向异性系数 也可以在每项中输 入它们的平均值即 厚向异性系数R R=(r0+2r45+r90)/4
《Autoform全教程》

11
倒角管理器
检查有无小于R2的圆角并倒圆角到R2 显示切换按钮
整理课件
12
一、增加拉延工序,进行工艺面填充。
点击增加拉延工序, 并确定
孔的尺寸范围
1、 填充孔洞。制件上的孔洞,尤其是较大的孔洞, 必须填充,这是保证计算时接触搜索的需要,保 证计算精度的需要。有些边界较复杂的孔洞,需 添加特征线来控制填充面的形状,此时,为保证 填充面能顺利输出,推荐采用“Add detail”方式 来制作填充面。
拉延筋类型 拉延筋参数设置
整理课件
24
设置可变拉延筋
拉延筋阻力曲率线
整理课件
拉延筋阻力系数设置, 可以设置每个节点的 参数类型、值。
增加控制可变拉 延筋节点
25
设置摩擦系数
全部一致 上下模分设
摩擦类型
全部分设
设置摩擦系数的值
整理课件
26
工具设置好模具状态如下
拉延筋 板料 压边圈
上模
下模 设置好的工具
整理课件
27
行程设置
模具未开始运动时 的状态设置
不参与 静态的
上模下走和压边圈开始闭合的 过程
类型
静态的
运动的 V=1mm/秒
整理课件
上模与压边圈闭合行驶的距离
28
设置压边力
上模和压边圈同时下走开始拉 延成型的过程
上模和压边圈同时下走拉延成 型所走的行程
整理课件
29
计算精度设置
计算精度类型
计算最大步距设置
手动勾画
从外部导入
板料放置处
以上模为基准 以下模为基准
做对称件的 一半分析
首先设置板料的大小,可以选择rectangle 画一个矩形,定位binder上,材质为CR2, 下面进入工具设置。
AutoForm材质库的建立与生成-2016-03-10-YY
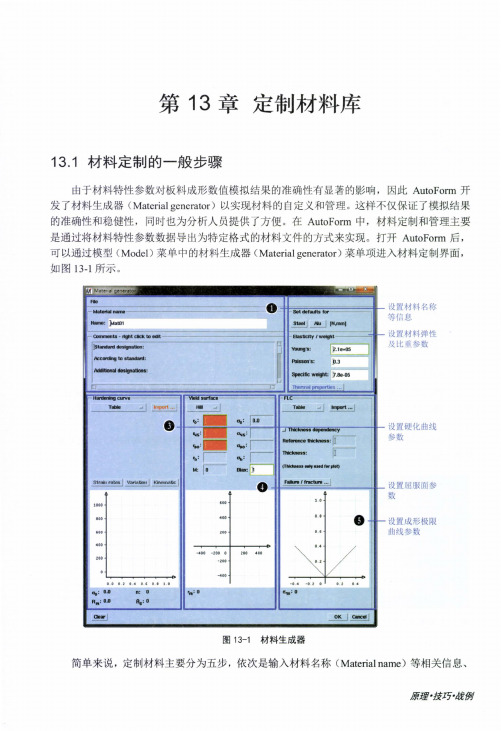
关于这些材料特性及其参数设置将在 13 .2 .3 小 节详细介绍 。
- H幽由唰咆 curve
伽瞄Ined S- H
-'
1
500
400
m:
300 200 100
0.0
0.2
0.4
0. 6
拉伸曲线是由拉伸试验所测定,而 AutoForm 所需的真实应力是塑性应变对数的函数,所
需的拉伸曲线是在轧制方向上测得的。其中方向依赖性是通过厚向异性系数 r 值来描述 。 下
面以图 1 3 -1 2 所示的拉伸试验为例来说明如何用测定的数据来计算真实应力和真实应变的函 数关系 。
午告 : 甲 主斗
Ilfg'I .lPj'&方W
282
}l. uto俨orm 原理 技 巧与战向 军 用手件
后输入对应的拟合参数 。 如图 13 -6 所示,当选定屈服面拟合模型为 Hill 后,在其下方会自动
列出此模型拟合时所 需 的 参 数输入框 。 这些参 数包括与轧制方向夹角为 0 、 45 和 90 度的 三 个
旦旦旦旦三旦旦陆咄咄
1000
..。
‘ 00
"OOi
200
-400
口…
m
0 . 00 . 2
@
、.
..,;
h
设置硬化曲线
f冒--甸回edr...崎
厂厂
参数
o -t! 巾,阳回..
..。
设置屈服面参
1. 0
数
.00 200
。.
@ 才骨一 设置成形极限
2024版AutoForm学习教程

03
AutoForm软件操作指南
界面布局与功能介绍
主界面
包括菜单栏、工具栏、项目树、 属性窗口等。
建模界面
用于创建和编辑几何模型,提供 多种建模工具。
网格划分界面
用于对模型进行网格划分,支持 多种网格类型。
求解器界面
用于设置求解参数和启动求解过 程。
边界条件界面
用于施加边界条件,如固定约束、 载荷等。
钣金成形工艺分类
包括冲压、弯曲、拉伸、 压等多种工艺。
钣金成形工艺特点
高效率、高精度、低成本 等。
有限元分析方法简介
有限元法基本概念
将连续体离散化为有限个单元,通过求解单元节点 位移来近似求解连续体的位移场和应力场。
有限元法分析步骤
建立有限元模型、施加边界条件、求解有限元方程、 后处理等。
有限元法在钣金成形中的应用
影响力
AutoForm软件的发展推动了金属板材成形技术的进步,为相关行业带来了显著的经济效益。同时, AutoForm公司还积极参与行业交流和合作,推动金属板材成形模拟技术的发展和应用。
02
AutoForm基础知识
钣金成形原理与工艺
01
02
03
钣金成形基本原理
通过外力作用使金属板材 发生塑性变形,从而获得 所需形状和尺寸的零件。
操作步骤
介绍使用AutoForm进行汽车覆盖件成形模拟的基本步骤,包括建立模 型、设置材料参数、定义工艺参数、进行模拟计算、结果分析和优化等。 同时,结合实际操作演示和讲解相关技巧和经验。
05
AutoForm高级功能与应 用拓展
多工序连续模拟技术
01
工序定义与设置
支持多工序的连续定义,包括工 序间的传递、定位及工艺参数设 置。
Autoform全教程

基于云计算平台,Autoform将实现协同设计和数据共享 ,方便不同领域专家之间的合作与交流,加速产品研发周 期。
学员心得体会分享
知识体系建立完善
通过本次教程学习,我对 Autoform的知识体系有了更加全 面和深入的了解,掌握了从基础 到高级的应用技能。
实践操作能力提高
教程中提供了大量的案例分析和 实践操作指导,让我在实际操作 中不断积累经验,提高了自己的 实践操作能力。
详细阐述了Autoform的建模 过程,包括几何模型建立、材 料属性设置、边界条件施加等 ,以及如何进行仿真计算和分 析结果。
介绍了基于Autoform的模具 设计方法,包括分型面设计、 浇注系统设计、冷却系统设计 等,以及模具制造过程中的注 意事项和常见问题解决方案。
针对Autoform仿真结果中的 缺陷问题,提供了相应的分析 方法和优化措施,帮助学员掌 握如何改进产品设计以提高产 品质量和生产效率。
案例二
深拉伸零件模具设计:深拉伸零件在冲压过程中容易出现破裂、起皱等问题, Autoform通过精确的工艺参数设置和模具补偿技术,成功解决了这些问题。
应用实例:多工位冲压工艺规划
案例一
电子产品外壳生产:通过Autoform的多工位设计功能,实现了电子产品外壳从 落料、冲孔、弯曲到成形的全自动生产流程规划,提高了生产效率和产品质量。
03
快捷键设置
通过自定义快捷键,提高操作效率。
工具栏和菜单功能详解
1 2
工具栏
提供常用命令的快捷方式,如新建、打开、保存 、打印等。
菜单功能
包括文件、编辑、视图、工具、窗口和帮助等菜 单,涵盖了Autoform的所有功能。
3
右键菜单
autoform原理技巧与战例实用手册机电

autoform原理技巧与战例实用手册机电全文共四篇示例,供读者参考第一篇示例:AutoForm是一种先进的工程模拟软件,专门用于汽车工业中的成形仿真和模具设计。
它能够帮助工程师们更好地理解金属板材在成形过程中的行为,从而优化工艺参数,提高产品质量,降低成本。
本文将介绍AutoForm的原理和技巧,并结合实际案例进行讲解,帮助读者更好地掌握该软件的应用。
一、AutoForm的原理1. 成形仿真原理AutoForm通过有限元分析方法对金属板材在成形过程中的变形、应力、应变等进行模拟,从而预测成形过程中可能出现的缺陷,如裂纹、皱纹、断裂等。
通过仿真可以帮助工程师们优化拉伸力、模具设计、料件布局等参数,使产品质量更加稳定可靠。
2. 模具设计原理AutoForm能够实现对模具设计的优化和自动化。
通过与成形仿真的结合,工程师们可以根据仿真结果来调整模具设计,包括模具结构、模具材料、润滑方式等,从而提高模具寿命和产能。
1. 数据准备在使用AutoForm之前,需要准备好材料力学性能数据、流变应力曲线、成形过程的边界条件等输入数据。
这些数据的质量对仿真结果有很大的影响,因此需要认真准备并进行验证。
2. 参数设置AutoForm中有很多参数可以进行设置,如模具摩擦系数、板厚、料件宽度等,这些参数的选择会直接影响仿真结果。
在设置参数时,需要根据具体的成形工艺和产品要求进行调整。
3. 结果分析仿真结果包括应变分布、拉伸力、模具应力等信息,工程师们需要对这些结果进行分析并提出优化建议。
在分析过程中,需要考虑材料力学性能、成形工艺、模具设计等多个因素。
下面我们结合一个实际案例来介绍AutoForm的应用。
案例:汽车车门内板的成形工艺优化汽车车门内板是汽车内饰件中的重要零部件,其成形质量直接影响到整车的外观和品质。
在某汽车厂家的生产线上,车门内板在成形过程中经常出现皱纹和缺陷问题,导致产品质量下降。
通过使用AutoForm软件进行仿真分析,发现车门内板成形过程中存在以下问题:1. 模具设计不合理,导致板材变形不均匀;2. 润滑条件不佳,导致板材和模具之间摩擦力过大;3. 成形工艺参数设置不正确,导致局部过度冷却。
autoform全工序模拟培训教程

autoform全工序模拟培训教程Autoform全工序模拟培训教程是一种利用Autoform软件来模拟制造过程的方法,旨在帮助制造业领域的从业者更好地了解和掌握Autoform软件的使用,从而提高制造效率和质量。
Autoform软件是一款专业的模拟成形工艺软件,可以模拟各种制造过程,包括冲压、成形、模具设计等。
通过Autoform软件,用户可以进行仿真分析,找出缺陷和优化生产流程,从而提高生产效率和降低成本。
Autoform全工序模拟培训教程主要分为以下几个部分:一、Autoform软件基础知识Autoform软件基础知识包括软件的安装、运行、基本功能介绍等。
在这一部分,教程将介绍基本的软件界面、命令和工具栏等,帮助用户快速上手。
二、模拟成形工艺在这一部分,教程将介绍Autoform软件模拟成形工艺的基本原理和步骤。
包括零件导入、边缘折弯、冲压模拟、展开、材料力学特性、模拟分析等。
教程将结合实际案例进行讲解,为用户提供具体的操作步骤和解决方案。
三、模具设计模具设计是制造业中非常重要的一环。
Autoform全工序模拟培训教程将介绍Autoform软件中的模具设计功能,包括毛坯设计、零件设计、计算模具强度等。
教程将结合实际案例进行讲解,为用户提供具体的操作步骤和解决方案。
四、成品质量控制Autoform全工序模拟培训教程的最后一个部分将介绍如何通过Autoform软件控制成品质量。
包括建立模拟模型、模拟连续生产、模拟品质控制、优化工艺等。
教程将结合实际案例进行讲解,为用户提供具体的操作步骤和解决方案。
Autoform全工序模拟培训教程的目的是帮助制造业领域的从业者更好地理解和掌握Autoform软件的使用,以提高生产效率和降低成本。
通过Autoform全工序模拟培训教程的学习和实践,用户可以更快地将制造过程模拟变成现实生产,从而提升制造效率和产业竞争力。
Autoform入门操作流程详解

工序设置
பைடு நூலகம்
图22 图21
(3)修边、冲孔工序设置: A.修切类型: Tool cut(2D)只能定义按某一冲压方向修边。 Laser cut(3D)激光切割,定义为法向修边。 B.修边、冲孔线定义: 点击Add按钮,弹出图24对话框,点选Import 导入修边、冲孔线。 定义修切类型: Open cut-加刺破刀 Hole-冲孔 Trimming cut-修边
二、操作流程
1. AutoFORM4.4 主界面如图1所示:
菜单工具条
设置工具条
结果查看工具条
隐藏、显示工具条 成形过程进度条
图1
2. CAE分析所需要的条件: 1)板料(Blank): 板料线需串联成一条线,可直接在软件中编辑板料形状及大小。
2)材质(Material)、板厚(Thickness)、板厚基准侧 可从产品信息中获取此条件。
新导入几何体
翻边、整形工序 参考数模文件
图25 图26
(2)过程设置菜单点击Add按钮,如图27点选 Add Operation,弹出如图28对话框。
(3)Tool setup按钮中点选Form按钮,其他选 项默认,点击Add op按钮,弹出如图29对话框, 可设置翻边、整形工序。
工序设置
图28
图27
说明: 输出的计算结果越多,计算所花的时间就 越长,占用的内存空间就越多。所以应该 根据实际情况选择所需要的输出结果类型。
计算结果输出
重计算文件输出
此选项建议采用默 认设置。
图19
3)Results选项(图20):
后处理结果输出: 如厚度、变薄量、FLD、起皱趋势、 应力应变等信息。 默认此选项即可,一些常用选项足以 判定产品成形性。
AutoForm工艺分析零基础入门学习教程

划分网格命令
用于将模型划分为计算网格;
设置材料属性命令
用于定义材料的力学性能;
设置边界条件命令
用于定义模型的约束和载荷;
基本操作与常用命令
开始计算命令
用于启动求解器进行计算;
查看结果命令
用于查看计算结果的云图、动画等。
03 工艺分析基本概 念
冲压工艺简介
冲压工艺定义
冲压工艺是一种通过模具对板材、带 材、管材等施加外力,使其产生塑性 变形或分离,从而获得所需形状和尺 寸的工件的加工方法。
行业应用前景展望
1
随着制造业的快速发展,金属成形工艺的应用范 围不断扩大,AutoForm工艺分析的需求也将持 续增长。
2
新材料、新工艺的不断涌现,对AutoForm工艺 分析提出了更高的要求,同时也为其发展提供了 更广阔的空间。
3
智能制造、数字化工厂等先进制造模式的推广, 将进一步促进AutoForm工艺分析与生产实践的 紧密结合。
冲压工艺分类
冲压工艺应用
冲压工艺广泛应用于汽车、电子、家 电、仪器仪表、航空航天等领域,是 制造业中的重要加工技术之一。
根据变形性质、变形程度和模具结构 等不同特点,冲压工艺可分为分离工 序和成形工序两大类。
成型性分析原理
01
成型性定义
成型性是指材料在冲压过程中发生塑性变形并获得所需形状的能力。
02 03
用于导入模型、划分网格、设置 边界条件等;
02
03
求解器模块
后处理模块
用于进行计算求解,支持多种求 解算法;
用于查看计算结果、生成报告等。
基本操作与常用命令
基本操作 新建、打开、保存项目文件; 导入、导出模型数据;
autoform 模面设计培训教程

Autoform 模面设计培训教程Autoform 是一款功能强大的模面设计软件,能够帮助工程师和设计师快速创建复杂的曲面几何形状。
在本教程中,我们将介绍 Autoform 的基本功能和应用,以及如何使用它来设计高质量的模具、零件等产品。
什么是 Autoform?Autoform 是一款由 Autoform Engineering GmbH 开发的模面设计软件,其主要用于钣金成形和模具设计。
该软件支持几乎所有的操作系统,并能够自动处理铸造、锻造和冲压工艺的设计问题。
此外,在 Autoform 的帮助下,您还可以使用复杂的曲线形状进行轻松的几何操作。
Autoform 的主要功能Autoform 的主要功能包括以下几个方面:•快速几何操作:Autoform 提供了一系列的基础几何操作,例如旋转、平移、缩放等,使用户无需担心复杂的操作,能够快速完成几何操作。
•精确曲线和曲面建模:Autoform 提供了一系列的精确的曲线和曲面建模工具,可以满足您对任何复杂几何形状的需求。
•智能翻折和展开:Autoform 提供了智能的翻折和展开功能,使用户在进行复杂的钣金成形时能够轻松完成。
•高效创建裁剪线:Autoform 提供了高效的创建裁剪线工具,使您能够轻松地创建钣金成形所需的裁剪线。
如何使用 Autoform?Autoform 的使用方法相对较为简单,您只需要按照以下步骤操作即可:1.打开 Autoform 软件,并创建一个新文件。
2.在文件编辑区域选择您需要的几何形状类型,例如曲线、曲面等。
3.使用 Autoform 提供的基础几何操作工具进行几何形状的变换。
4.对于需要进行钣金成形的用户,可使用 Autoform 提供的智能翻折和展开功能。
5.最后,导出您的设计结果,以便进行后续的制造和生产。
Autoform 的应用领域Autoform 的应用领域非常广泛,主要包括以下几个方面:•汽车制造:Autoform 可以帮助汽车制造商设计和制造更加复杂的汽车零件和车身部件。
AUTOFORM教程

不参与 静止
运动
工具的运 动情况 叠加时间 运动 板料定位点设置 分段时间
板料定位点设置
开启过程重力
联合时间
闭合过程
行程
三、例子二(用UG建好数模做 CAE模拟)
类型 计算精度类型
运动 自 定 义 各 项 设 置 模拟层数设置参考 为t<1.0精确模拟为 3层,1.0<t<2.0为5 层,t>2.0为7层
摩擦系数设置
求解器设置
三、例子二(用UG建好数模做 CAE模拟)
基准在上 基准在下 工具的几何设置
凸模设置 工作方向设置
支撑设置 没有
添加工具
删除工具
凹模设置
冲压 中心
板料 中心
自定
压边圈设置
三、例子二(用UG建好数模做 CAE模拟)
凹模
设置好 的工具 压边圈
凸模
三、例子二(用UG建好数模做 CAE模拟)
生成压料面后点 击进入精确调整
点击应用自动生 成一个压料面
三、例子二(从产品开始)
首先添加至少4 条控制线,x方 向2条,y向2条
三、例子二(从产品开始)
用鼠标右键点击一条线的第二个点得 到一条曲线,同样的方式得到4条曲线
用鼠标右键点击一条线的一个点
点选ok回 界面
三、例子二(从产品开始)
出现4条曲线,可以任 意选择1条曲线进行编 辑,也可以再添加曲线
三、例子四(外板滑移线分析)
此线为求解出来的 滑移线,不能流到 外表面上。
三、例子五(多工步设置与分析)
• 多工步设置指一个零件从拉延——修边冲孔—— 翻边整形——修边线优化——回弹分析全部工 序。 • 多工步计算注意有,修边线优化必须要开Write Restart按钮,否则不能做优化,必须是一步计 算完成,中间不能用Restart分步计算。 • 多工步也可以进行滑移线分析工作(分析完成 在拉延完成处进行滑移线分析)。
使用autoform进行CAE分析作业流程

点击OK按钮,弹出过程设置对话框。如图(七) 所示。其中包括素材设置、模具设置、拉延劲设置、 拉延过程设置、计算模式设置、计算结果输出选项。
图(六)
A.素材设置:
B.模具设置:
图(七) 素材设置
Inport: 为手动输入素材。 Rectangle:为矩形素材。 Copy from:从现有文件输入素材。 当板件为两个不同材质或不同板厚的钣材焊 接时,需要用到Add weld 和Add hole选项。
(3) 成型、抽引反弹分析CAE设置:
汽车覆盖件的最大特点就是曲翘变形严重,所以在成型、抽引、剪边、翻边、整形工序 之后分别追加反弹分析。
在增加过程中选中反弹springback,并插在抽引drawing之后,再选中Add proces step, 如图(十五)所示。在过程设置中就会增加springback设置对话框,如图(十六)所示。我 们 不用改动springback对话框的设置内容,直接计算即可。
图(十) gravity设置
gravity是计算由重力引起板材产生的形 变。此时的模具是静止的。
当拉延过程中由于素材定位不稳定导致材 料的流动不均匀时,可以使用素材定位器限制 材料乱跑动。
E.closing设置:置
Closing 是上模开始动作到上模与压板 完全闭合的过程。这一过程只有上模往下运 动,压板与下模都是静止的。所以模具运动 的距离为上模到压板的高度值。
图(八) 模具设置
单动模具凹模在上方,凸模在下方。双动 模具凹模在下方,凸模在上方。
闭合高度设定后,模具在机床上的初始状 态就已经确定。
C.bead设置:
D.gravity设置:
图(九) bead设置
Autoform内部定义了六种bead方式: Weak:弱的 Medium:中等的 Strong:强的 Lock:方形的 User defined:用户自定义的 Use shape
autoform4.0经典教程

过程工具控制(上死点)
添加和删除过 程(上死点)
冲压分析设置与求解
合模
定义过程名称和成 形方式(合模)
工具过程控制(合模)
过程时间控 制(合模)
添加和删除过程(合模)
冲压分析设置与求解
做功
定义过程名称和成 形方式(做功) 工具过程控制(做功)
过程时间控 制(做功)
添加和删除过程(做功)
冲压分析设置与求解
冲压分析设置与求解
Autoform模块介绍
文件名 单位
工具网格大小
文件类型
网格划分参数
文件地址 选择文件
冲压分析设置与求解
Autoform模块介绍
δ δ:Geometric error tolerance L:Max side length L
冲压分析设置与求解
Geometry generator
True Strain
l Changein Length ln ln 1 e e l Current Length o
se
st
se
f Ao
s e 1 e e
ee
ln(1 e e )
d
力学性能指标2
应变强化指数n:钢材在拉伸中实际应力-应变曲线的斜率。其物理意义是,n 值高,表示材料在成形加工过程中变形容易传播到低变形区,而使应变分布较为 均匀,减少局部变形集中现象,因此,n 值对拉延胀形非常重要。 塑性应变比r 值:r值表示钢板拉伸时,宽度方向与厚度方向应变之比值。r值越 大,表示钢板越不易在厚度方向变形(越不容易开裂),深冲性越好。
模拟结果分析
滑移线查看
Results下点击Tool Marks,弹出如下对话框,点击 Set marks,画一条线点击Define下的Skid/Impact line, 也可输入曲线进行滑移状态查看
autoform压型教程

AUTOFORM 压型工艺设置教程隔了这么久和大家见面,真不好意思。
做这个教程其实是怕自己忘记设置和技巧了,想想也可以共享出来给大家,就忍着疲惫开始做,有什么感念不对的地方希望不要拍砖:)一:首先分析零件工艺,零件图如下:第一序:在板料展平的情况下,对绿色部分翻边。
第二序:再对蓝色部分进行翻边。
第三序:修边对于我们主要目的是仿真成型状态下零件的状态,所以我们只需要模拟前二序就可以了。
1)导入零件算修边线:Autoform的算修边线不是很准,但基本上够用了。
首先导入零件如下图:在菜单栏里启动 Blank generator命令,位置如下:选中菜单卡Min blank2)点击按钮出现如下图:选中你要反算的边界线,下图中黄色的线就是我选中的边界线点击回到主界面,点左下角的开始计算修边线计算完毕,主界面中部显示算好的修补线:3)在Curve manager 找到Min blank,然后导出为IGS文件备用:二:制作第一次成型的模面1)导入刚才得板料线:利用板料线算画出第一次翻边成型的模面,但注意在冲压方向下,那些翻边部分不要有负角。
如下图黄色部分。
至于制作模面得技巧,可以有很多种。
例如利用板料线,用SWEEP 命令扫掠翻边的长度,求出第一序翻边后的模型。
或者旋转下部翻边部分,再与推出部分衔接。
若大家有更好的方法,请不要藏着,大家分享下:)2)OK,导入保存好的第一序的IGS文件,如下图:3) 在Geometry generator里加入新的stageÆDrow 50因为需要凸模,在选项卡里自动生成一个binder在里自动生成补充面作为凸模,可以稍作调整,如下图::到此,凸模制作完毕三第一序工艺设置1)打开Process generator如下:1.1)在选项卡里,把材料定义好,如上图:1.2)在选项卡里,我们开始定义压型所具备一些 tooling.一般情况下,压型需要punch,die,binder,pad这些工具,但具体情况具体分析,对这些工具进行取舍。
AUTOFORM分析拉延成型
常见缺陷及解决办法1.拉延开裂开裂是拉延工序中最为常见的缺陷之一,其表现为出现破裂或裂纹,产品部分如果出现破裂或者裂纹将被视为不合格产品,所以必须予以解决。
产生开裂的原因大致有:(1)产品工艺性不好,如R角过小、型面变化剧烈、产品深度较深以及材质成形性能差等。
(2)工艺补充、压边圈的设计不合理。
(3)拉延筋设计不合理,不能很好的控制材料流动。
(4)压边力过大。
(5)模具型面表面粗糙度达不到要求,摩擦阻力大。
(6)模具加工精度差,凸凹模间隙小,板料流动性差。
目前,主要通过改善产品工艺性、设计合理的坯料形状、增加刺破刀、加大R 角、合理设计工艺补充及压料面、调整拉延筋阻力及压边力和模面镜面处理等方式来解决拉延开裂问题。
2.起皱起皱是拉延匸序中另一个常见的缺陷,也是很难解决的板件缺陷。
板件发生起皱时,会影响到模具的寿命以及板件的焊接,板件发生叠料时还会使模具不能压合到底,从而成形不出设计的产品形状,同时,由于叠料部位不能进行防锈处理,容易导致板件生锈而影响到板件的使用寿命,给整车安全造成隐患。
目前主要从产品设计及工艺设计上来解决起皱问题,归纳起来有以下儿点: (1)产品设计时尽量避免型面高低落差大、型面截面大小变化剧烈,在不影响板件装配的情况下,在有可能起皱的部位加吸皱包。
(2)工艺上可以考虑增加整形工序。
(3)分模线调整。
随着分模线的调整,往往会伴随着开裂缺陷的产生,目前主要通过使用CAE软件来分析确定合理的分模线位置。
(4)在工艺补充面上增加吸料筋、工艺台阶等,将多余的料消化掉。
(5)合理设计拉延筋,以确保各个方向进料均匀为目标。
(6)当开裂与起皱同时存在,且起皱不被允许时,一般先解决起皱再解决开裂。
AutoForm模拟分析算法AutoForm模拟分析算法主要有两种:隐式算法和一步成形法。
1.隐式算法静态隐式算法是解决金属成形问题的一种方法。
在静态隐式算法中,在每一增量步内都需要对静态平衡方程迭代求解。