关於超声波结构的设计要点
超声波焊接头设计方法

超声波焊接头设计方法超声波焊接头的设计需要遵循一些关键原则和步骤,以确保其能有效地将超声波能量传递到待焊接的材料上,同时避免对材料造成损伤。
以下是一些设计超声波焊接头的基本步骤和注意事项:1. 确定应用需求:首先,需要明确焊接头的应用需求,例如焊接的材料类型、焊接的厚度、焊接的速度等。
这些参数将直接影响焊接头的设计。
2. 选择合适的材料:根据应用需求,选择能够承受超声波振动和高温的合适材料,同时确保材料具有良好的声学特性和耐腐蚀性。
3. 设计合适的结构:焊接头的结构应该能够有效地将超声波能量传递到待焊接的材料上,同时避免过度加热或损伤材料。
可以考虑使用不同的振动模式、振幅和频率来优化焊接头的结构。
4. 确定合适的尺寸:根据应用需求和材料特性,确定焊接头的直径、长度和振幅等参数。
这些参数将直接影响焊接头的效率和效果。
5. 优化设计:通过实验和仿真,对焊接头的设计进行优化,以提高其效率和可靠性。
可以尝试不同的材料、结构和参数组合,以找到最佳的设计方案。
6. 测试和验证:在生产之前,对焊接头进行测试和验证,以确保其性能符合要求。
测试可以包括焊接效果、效率、寿命等方面的评估。
7. 考虑安全性:在设计和测试过程中,应始终考虑安全性。
确保焊接头不会对操作员或材料造成伤害,同时遵循相关的安全标准和规范。
8. 优化生产工艺:在生产过程中,应考虑焊接头的可制造性和成本。
选择合适的制造工艺和材料,以确保焊接头的质量和效率,同时控制生产成本。
总之,超声波焊接头的设计需要综合考虑应用需求、材料特性、结构、尺寸、优化设计、测试和验证、安全性以及生产工艺等多个方面。
通过不断尝试和改进,可以找到最佳的设计方案,提高焊接的效率和可靠性。
超声线结构设计

超声线结构设计下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!在现代医疗领域中,超声线结构设计扮演着至关重要的角色。
超声波模具的设计原理_概述说明以及解释

超声波模具的设计原理概述说明以及解释1. 引言1.1 概述超声波模具是一种应用超声波技术进行加工和成型的重要设备。
它可以通过超声波的传导和振动作用,有效地加工各种材料,并实现精确的形状控制和高效率生产。
随着现代科学技术的不断进步,超声波模具在许多领域得到了广泛应用,如塑料成型、金属焊接、食品加工等。
1.2 文章结构本文将首先介绍超声波原理简介,包括超声波的基本概念、传播方式以及其与材料相互作用的特点。
接着我们将详细阐述超声波模具的设计要点,包括模具结构、材料选择、连接方式等方面。
然后,我们将深入探讨模具设计原理与超声波相互作用关系,分析超声波对模具加工过程的影响和作用机制。
同时,还会介绍模具制备方法与工艺流程,并提出优化措施以提高生产效率和产品质量。
最后,我们将重点讨论在模具设计中需要考虑材料属性、结构特征、连接方式及节能效果评估等因素和挑战,并给出相应的解决方案。
1.3 目的本文的目的是系统地介绍超声波模具的设计原理、制备方法与工艺流程,分析模具设计中需考虑的因素和挑战,并总结重述主要观点和结果。
同时,对超声波模具设计提出启示和展望,为相关领域研究人员提供参考和借鉴。
通过全面而深入地探讨超声波模具的设计原理和实操经验,我们可以更好地理解超声波技术在工程领域的应用潜力,并为优化设计和改进工艺提供指导。
2. 超声波模具的设计原理2.1 超声波原理简介超声波是指频率高于人类听觉范围(20kHz)的机械振动波。
在超声波模具设计中,利用超声波的特性可以实现高效的材料切割、焊接和成型等工艺。
超声波通过在模具中产生机械振动,将能量传递给材料,从而实现所需的加工过程。
2.2 模具的设计要点在超声波模具设计中,需要考虑以下要点:- 模具形状和尺寸:根据加工要求和材料特性确定模具形状和尺寸,以确保超声波能够有效传递到待加工材料上。
- 超声波振动系统:选择合适的超声波振动系统,并确保其能够输出所需频率和幅度的振动。
超声波测距系统的设计

超声波测距系统的设计引言:一、硬件设计:1.选择传感器:超声波传感器是测距系统的核心部件,通常采用脉冲法进行测量。
在选择传感器时,应考虑工作频率、测量范围、精度和稳定性等参数,并根据实际需求进行选择。
2.驱动电路设计:超声波传感器需要高频信号进行激励,设计驱动电路时需要根据传感器的工作要求来设计合适的电路,保证信号稳定且能够满足传感器的工作需求。
3.接收电路设计:超声波传感器产生的脉冲回波需要经过接收电路进行信号放大和滤波处理,设计接收电路时需要考虑信号放大的增益、滤波器的截止频率以及抗干扰能力等因素。
4.控制板设计:控制板是超声波测距系统中的核心控制器,负责控制测距过程、数据处理以及通信等功能。
在设计控制板时,应根据系统的要求选择合适的微控制器或单片机,并设计合理的电路布局和电源电路。
二、软件编程:1.驱动程序开发:根据传感器的规格书和数据手册,编写相应的驱动程序,实现对超声波传感器的激励和接收。
2.距离计算算法开发:通过测量超声波的往返时间来计算距离,根据声速和时间的关系进行距离计算,并根据实际情况对计算结果进行修正。
3.数据处理和显示:根据实际需求,对测量得到的距离进行处理,并将结果显示在合适的显示设备上,如LCD屏幕或计算机等。
4.数据通信:如果需要将测量结果传输至其他设备或系统,则需要编写相应的数据通信程序,实现数据的传输和接收。
三、系统测试与优化:1.测试传感器性能:测试测距系统的稳定性、精度和灵敏度等性能指标,根据测试结果对系统参数进行优化和调整。
2.系统校准:超声波测距系统可能受到环境温度、湿度和声速等因素的影响,需要进行校准以提高测量精度。
3.系统集成与实际应用:将超声波测距系统与实际应用场景进行集成,进行实际测试和验证。
总结:超声波测距系统的设计包括硬件设计和软件编程两个方面,其中硬件设计主要包括传感器选择、驱动电路设计和接收电路设计等;软件编程主要包括驱动程序开发、距离计算算法开发、数据处理和显示以及数据通信等。
超声波加工机床的结构设计与动力系统优化

超声波加工机床的结构设计与动力系统优化一、引言超声波加工机床是一种利用超声波振动进行加工的先进设备。
它具有精度高、效率高、能耗低等优点,因此在现代工业中得到了广泛应用。
本文将对超声波加工机床的结构设计与动力系统进行分析与优化,旨在进一步提高其加工质量和性能。
二、超声波加工机床的结构设计1. 传动系统设计超声波加工机床的传动系统是保证加工过程中能量传递和工具运动的关键部分。
采用传动系统可以将电机的转速转换为工作台或工具的运动速度。
传动系统的设计应保证其结构紧凑、刚性良好、传动效率高和稳定性强。
2. 悬挂系统设计超声波加工机床的悬挂系统用于支撑工具和工作台,使其在超声波振动下能够稳定运动。
悬挂系统应具备足够的刚性和稳定性,能够有效抵抗振动的影响。
同时,悬挂系统还应具备一定的调节能力,以适应不同加工任务的要求。
3. 结构刚度设计超声波加工机床在加工过程中需要承受较大的力和振动。
因此,其结构刚度设计至关重要。
合理的结构刚度设计可以提高加工精度,减小振动的影响,并降低设备的故障率和维修成本。
结构刚度设计需要考虑材料的选择、结构的合理性和加工工艺等因素。
三、超声波加工机床的动力系统优化1. 电机选择与匹配超声波加工机床的电机是动力系统的核心部分,对其性能和稳定性有重要影响。
电机的选择应根据加工机床的负载要求、工作条件和精度要求等因素进行选择。
同时,电机的匹配应保证其输出扭矩和速度与机床需求相匹配,以提高加工效率和精度。
2. 控制系统设计与优化超声波加工机床的控制系统对于保证加工过程的稳定性和精度至关重要。
控制系统应具备快速响应、精准调整和稳定运行的能力。
通过优化控制算法和调整控制参数,可以进一步提高加工机床的稳定性和控制精度。
3. 能源系统优化超声波加工机床的能源系统包括供电系统和能量转换系统两部分。
供电系统应能够稳定地为机床提供所需电能,以保证其正常运行。
能量转换系统应具备高效转换能量的能力,以提高能源利用率和机床的工作效率。
超声波清洗机结构创新设计

超声波清洗机结构创新设计摘要:随着科学技术的进步,超声波清洗机的应用日益扩大,成为大众对于清洁方面的不二选择。
经研究表明,超声波在作用于液体时,超声波释放的每一个气泡的撕裂会产生极大能量的冲击波,几百度的高温剂上千个大气压,因此这种现象被称之为“空化作用”,超声波清洗正是用气泡的撕裂所产生的冲击波来达到清洗工件的作用。
然而市面上的超声波清洗机里的换能器大多采用粘胶。
本次结构设计中采用螺丝加粘胶防止换能器脱落的情况。
关键词:超声波;换能器;发生器引言目前,在人们的生活中,超声波清洗技术应用广泛,随着对超声波清洗技术研究的不断深入,超声波清洗的成本越来越低,而其带来的经济效益越来越高,因此超声波清洗深受大众喜爱。
“空化作用”和“直进流作用”是超声波清洗的两个重要作用,超声波清洗主要就是利用超声波在液体中的“空化作用”和“直进流作用”对清洗液和被清洗物上污渍直接和间接两方面的综合作用,使得污渍被剥离清洗物件的表面,达到快速清洗干净的目的。
针对上述情况背景本文设计一款超声波清洗机结构。
设计超声波清洗机结构主要有五个部分组成,包括超身波发生器、超声波换能器、箱体、附加部件及中央控制系统,结构简单,整体稳定效率高。
1超声波清洗机设计概述针对超声波清洗的行业本文设计了一种超声波清洗机的结构。
它主要有超身波发生器、超声波换能器、箱体、附加部件及中央控制系统组成;它具有设计简洁,使用方便的优点;还可以有效代替手动清洗可以保证工件表面不被破坏的情况下去除污渍,节省了人类劳动力降低成本。
2超声波清洗机整体结构设计据了解人工清洗工件零件方式有以下几种:第一种用毛刷、棉丝等工具直接对工零件表面的污物进行清洗;第二种就是用清洗液对工零件进行冲洗;第二种是用热油、热水、热风、蒸气对工件表面进行加热,使其溶解脱落;第四种用清洗剂对工件零件进行浸泡,其主要作用是使清洗机与工件表面污物脱离。
人工清洗的有很大缺点比如劳动条件差、效率低、清洗质量由操作者主观因素所影响。
超声波焊接线设计标准

超声波焊接线设计标准一、概述超声波焊接是一种高效、环保的连接工艺,广泛应用于塑料、金属、陶瓷等材料的连接。
本文旨在提供超声波焊接线设计的基本标准,帮助工程师和设计师在产品开发中更好地应用超声波焊接技术。
二、设计标准1. 材料选择:选择适合超声波焊接的材料是关键。
一般来说,高分子材料如塑料、橡胶等较易焊接,而金属、陶瓷等硬质材料则较难焊接。
2. 结构设计:超声波焊接线的结构设计应遵循简单、稳定的原则。
避免有过多的转折、弯曲等复杂结构,以减少能量的损失和焊接不良的风险。
3. 声学匹配:在超声波焊接过程中,声学匹配是影响焊接效果的重要因素。
声学匹配包括声阻抗、声速等参数的匹配,确保超声波在焊接线中传播时能量损失最小。
4. 焊接参数设置:正确设置焊接参数是保证焊接质量的关键。
包括超声波频率、振幅、功率、焊接时间等参数,应根据材料类型和厚度等因素进行合理设置。
5. 焊接质量检测:为确保焊接质量,应在生产过程中定期对焊接线进行检查和测试。
可以采用目视检查、破坏性试验等方法,以确保产品的可靠性。
6. 安全性考虑:超声波焊接过程中会产生高频振动和高温,因此设计时应考虑安全性,包括设备固定、防护措施等。
7. 生产效率:设计超声波焊接线时,应考虑生产效率。
选择合适的设备型号和配置,以提高生产效率。
8. 维护与保养:为确保超声波焊接线的长期稳定运行,应定期对设备进行维护和保养。
包括检查紧固件、更换易损件、清洁设备等。
9. 环境适应性:考虑到生产环境可能存在的温差、湿度等因素,设计时应选择适应性强、耐用的设备及部件。
10. 经济性:在满足生产需求的前提下,应考虑设备的经济性。
选择性价比高的设备型号和配置,以降低生产成本。
三、总结超声波焊接线的设计标准是确保焊接质量和生产效率的关键因素。
在设计过程中,应充分考虑材料选择、结构设计、声学匹配、焊接参数设置、质量检测、安全性、生产效率、维护保养、环境适应性和经济性等方面的要求,以确保设计的有效性。
关于超声波结构的设计要点
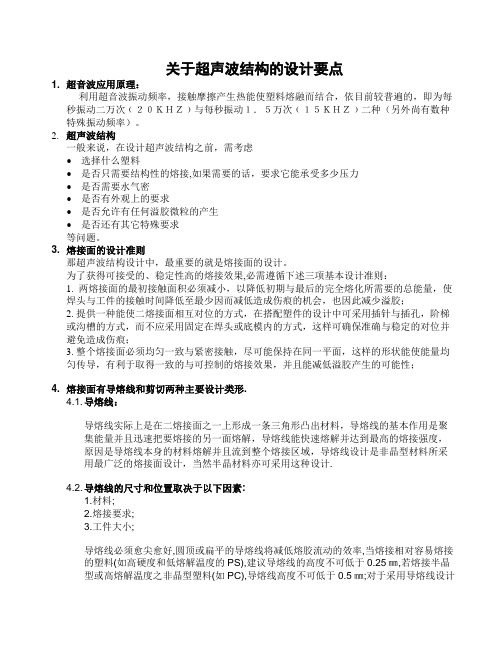
关于超声波结构的设计要点1. 超音波应用原理:利用超音波振动频率,接触摩擦产生热能使塑料熔融而结合,依目前较普遍的,即为每秒振动二万次﹙20KHZ﹚与每秒振动1.5万次﹙15KHZ﹚二种(另外尚有数种特殊振动频率)。
2.超声波结构一般来说,在设计超声波结构之前,需考虑•选择什么塑料•是否只需要结构性的熔接,如果需要的话,要求它能承受多少压力•是否需要水气密•是否有外观上的要求•是否允许有任何溢胶微粒的产生•是否还有其它特殊要求等问题。
3. 熔接面的设计准则那超声波结构设计中,最重要的就是熔接面的设计。
为了获得可接受的、稳定性高的熔接效果,必需遵循下述三项基本设计准则:1. 两熔接面的最初接触面积必须减小,以降低初期与最后的完全熔化所需要的总能量,使焊头与工件的接触时间降低至最少因而减低造成伤痕的机会,也因此减少溢胶;2. 提供一种能使二熔接面相互对位的方式,在搭配塑件的设计中可采用插针与插孔,阶梯或沟槽的方式,而不应采用固定在焊头或底模内的方式,这样可确保准确与稳定的对位并避免造成伤痕;3. 整个熔接面必须均匀一致与紧密接触,尽可能保持在同一平面,这样的形状能使能量均匀传导,有利于取得一致的与可控制的熔接效果,并且能减低溢胶产生的可能性;4. 熔接面有导熔线和剪切两种主要设计类形.4.1. 导熔线:导熔线实际上是在二熔接面之一上形成一条三角形凸出材料,导熔线的基本作用是聚集能量并且迅速把要熔接的另一面熔解,导熔线能快速熔解并达到最高的熔接强度,原因是导熔线本身的材料熔解并且流到整个熔接区域,导熔线设计是非晶型材料所采用最广泛的熔接面设计,当然半晶材料亦可采用这种设计.4.2. 导熔线的尺寸和位置取决于以下因素:1.材料;2.熔接要求;3.工件大小;导熔线必须愈尖愈好,圆顶或扁平的导熔线将减低熔胶流动的效率,当熔接相对容易熔接的塑料(如高硬度和低熔解温度的PS),建议导熔线的高度不可低于0.25㎜,若熔接半晶型或高熔解温度之非晶型塑料(如PC),导熔线高度不可低于0.5㎜;对于采用导熔线设计的半晶型塑料(如PA),熔接强度是来自导熔线三角型的底线之宽度.顶角随壁厚而改变;原则上导熔线设置在哪一边的塑件的熔接面上是没有任何分别的.但在熔接两种不同材料的特殊情况下,一般上是将导熔线设置在熔解温度和硬度较高的那一边的工件的熔接面上;导熔线的设计要有能相互对位的功能如插针与插孔,肋状对位片,沟槽设计,或需要良好的支撑.熔接区域不可放置顶针;4.3. 下面是几种比较典型的导熔线的结构设计:4.3.1. 阶梯熔接面一阶梯熔接面设计主要用于需要精确对位与完全不可接受过熔或溢胶出现在外露表面的高质量要求上;设计注意(图1.)围绕整个工件接口之额外0.25至0.64㎜的空隙,这新增的“影线(美工线)”设计特性使熔接完毕后接口四周将出现0.25至0.64㎜之空隙.如此会产生美观的效应,因为工件与工件之间的变形不易被发觉.如果完全密合,很可能会在某些位置出现溢胶,在别的位置却出现微隙;美工线的设置使微小的变形不易被察觉.这款导熔线设计采用与平头加导熔线设计一样的基本概念(就是:材料、熔接要求、工件大小).注意这款设计的壁厚要求最小尺寸为2㎜: (2007-4-30 14:41, 10.02 K)4.3.2. 沟槽式之熔接面设计—这种设计的主要优点是能从裹外二面防止溢胶,并且可提供对位功能.由于熔胶被封,因此提高达到水气密的机会.也由于沟槽的设计需要一定的公差配合,因此也增加成型的困难度.同时,由于熔接面积的减少,往往造成它的熔接强度比不上平头接面设计,这款导熔线设计采用与平头加导熔线设计一样的基本概念(就是:材料、熔接加工要求、工件大小).注意这款设计的壁厚要求最小尺寸为2㎜: (2007-4-30 14:49, 13.02 K)4.3.3. 咬花面设计--此设计是专为配合导熔线设计使用,熔接面有咬花形状可改善整体熔接质量和强度,原因在于粗糙面能增进摩擦与控制熔解(图3.).通常咬花深度0.076至0.152㎜,其变化视导熔线高度而定.往往得到的优点包括强度的增进、溢胶或微粒的减少、熔接时间的减短以及振幅的减低;: (2007-4-30 14:54, 10.42 K)4.3.4. 十字交叉熔接面设计—在塑件的二熔接面上都设计导熔线并且使它们互呈垂直交叉,使初接触面减至最低并使大量的塑料熔接以增加熔接强度(图4).这种导熔线的每一段尺寸可采取标准导熔线尺寸的60%左右.若欲取得水气密的熔接效果,建议一方的导熔线设计采用如图5.所示之连续钩齿状.同时建议导熔线的顶角角度为600而非标准型的900,同时还建议把比钩齿状设计之导熔线设置在与焊头接触边的塑件上.应注意的是,此款设计将产生大量的溢胶,因此必须考虑溢胶的问题或采用有溢料槽设计的熔接面如沟槽式的熔接面设计: (2007-4-30 15:04, 6.42 K): (2007-4-30 15:04, 8.72 K)4.3.5. 垂直于墙壁的导熔线设计—用于增加抗撕裂与减少溢胶(图6),这种设计仅适用于只需要结构性的熔接而已;4.3.6. 间断的导熔线设计—可减少熔接面积因此降低能量或所需的功率层级,这种设计只能用于非水气密的结构性熔接而已(图7);: (2007-4-30 15:12, 6.7 K): (2007-4-30 15:12, 7.22 K)4.3.7. 凿子型导熔线—为壁厚不及1.524㎜之工件所采用(图10.)如果在此等薄壁厚之塑件上使用标准导熔线,熔接强度将会减弱.尖刀处可采0.381至0.508㎜之高度并且采用450角.由于熔接强度取决于导熔线之宽度,当采用此款导熔线设计时必须配合使用咬花面;4.3.8. 凿子型导熔线—为壁厚不及1.524㎜之工件所采用(图8)如果在此等薄壁厚之塑件上使用标准导熔线,熔接强度将会减弱.尖刀处可采0.381至0.508㎜之高度并且采用450角.由于熔接强度取决于导熔线之宽度,当采用此款导熔线设计时必须配合使用咬花面;: (2007-4-30 15:16, 11.17 K)4.3.9. 特殊熔接面设计—为了使较难熔接的塑料或外型不规则之塑件达到水气密熔接,可能需要使用弹性油封与旋绕道以阻隔熔胶之流动.图9.显示一种配合“O”型环的熔接面设计.有一要点应注意“O”型环在熔接完毕后只压缩10%至15%而已.柱状塑件与插孔(大头柱子熔接)亦可成功的配合“O”型环以达到水气密;: (2007-4-30 15:22, 4.29 K)4.4. 剪切的设计注意点:4.4.1. 剪切式熔接面设计—在熔接尼龙、乙缩醛、聚乙烯、聚丙烯和热塑性聚酯这类半晶型塑料时,采用导熔线设计有时是不能达到预期效果的.这是因为这类半晶型塑料在相对很狭窄的温度变化范围内迅速从固态再变回固态.导熔线熔化时还未来得及与对面塑件熔合即开始固化,因此熔接强度只赖由三角形之宽度所提供.因此当熔接以上塑料,如果外型许可的话的建议采用剪切式熔接面设计,可达到理想的熔接效果.剪切式熔接面的熔接过程是,首先熔化开始接触的小面积材料,然后沿着壁面继续垂直向下而有控制的导引入下工件裹头去(请观看图10).这种熔接方式绝对不会让四周的空气接触到熔解区域,因此可获得高强度的结构性或水气密的熔接.由于上述原因,剪切式熔接设计特别适用于半晶型塑料材料;熔接强度与熔接面垂直向下的熔接面积有直接关系.强度可由改变熔接深度去达到个别应用的熔接要求.注意:若熔接强要求超过墙壁的接强,建议熔接深度为壁厚之1.25倍;剪切式熔接需要有坚固的侧边墙壁支撑以避免熔接时变形.下工件的四周墙壁高度必须高至接口位置,内壁必须与工件外部型体完全吻合.上工件的整体结构也应十分坚固以防止内倾变形.对于熔接部位在墙壁中央位置,可采用图11.所示的变体沟槽设计.这种设计也适用于大型塑件的熔接.建议采用单边干涉如图12.所示: (2007-4-30 15:35, 9.95 K): (2007-4-30 15:35, 3.69 K): (2007-4-30 15:35, 5.94 K)应当注意的是如果工件最大尺寸在89㎜或更大并且复杂或者有直角的转角就不宜采用剪切式熔接设计,因为这会给上下工件之间所必须保持的成型公差带来困扰.也就是难于保持稳定的熔接效果.在这种情况下只能建议采用导熔线设计.当只需要结构性熔接而已.(即不要求强度与水气密),可采用图13.所示的间断性的垂直导熔线设计.如此可减少整个熔接面积,也因此减少所需的能量或功率.伤痕出现的机会亦可大大的减少图14提供干涉尺寸与工件尺寸公差对应于最大之工件外形尺寸: (2007-4-30 15:40, 7.3 K): (2007-4-30 15:43, 4.35 K)4.5. 熔接面设计的其它考虑:1.直角转角会聚集应力.如果塑件上面有若干应力聚集点,在经过超音波机械振动后,塑件的高应力区域如转角、边沿与交界处可能出现断裂或其它的伤痕.补救的措施是尽量增加转角之圆弧度(0.508㎜).请参阅图152.塑件上的孔位或缺口像气孔类的开口会阻断焊头传送出来的超音波能量(图16).它对熔接的影响取决于塑件材料种类(尤其是半晶型塑料)和开口的大小,在缺口的正下方几乎没有办法熔接.当塑件上有缺口或有转弯形状,塑料将会阻碍能量的传导,使能量更难到达熔接面,尤其是剪切式熔接.在塑件设计过程当中应特别注意避免此类问题的发生.由于钢模设计不当造成塑件内出现气孔,这种情况也会使能量传导受阻或使塑件穿孔;3.近场与远场熔接之对比一近场熔接指的是熔接面距离焊头接触位置在6.35㎜以内;大于6.35㎜的距离则为远场熔接(图17),如上所述,因为半晶型分子结构塑料会阻碍振动能量的传导,所以难以对它们作远场熔接.至于非晶型塑料,由于分子随意排列,振动能量容易在其间传导并且衰减也很小.在低硬度塑料裹头也会发生振动能量的衰减现象.因此在设计塑料产品过程当中应考虑到是否有足够的能量传达熔接面;: (2007-4-30 15:52, 6.02 K): (2007-4-30 15:52, 9.93 K): (2007-4-30 15:52, 13.72 K)4.塑件的分肢,柄,或其它细节—机械振动会影响塑件内外表面上的各种突出物,可能造成断裂(图18.)下列各种措施能减低或消除这种影响:?将突出物与主体连接处设计成最大的圆弧状.?利用外加手段削减连接处的扭折.?增加材料的厚度.?评估采用其它频率的超音波5.薄膜效应—一种能量聚集效应造成塑件出现烧穿现象.在平的圆形的、壁厚较薄的位置最为常见,通过采取下列一个或结合数个措施可以克服这种现象(图19)?减少熔接时间?改变振幅?采用振幅剖析?在焊头上设计节点活塞?增加壁厚?使用内部支撑肋骨?评估其它频率6.焊头接触与放置位置在塑件熔接时可扮演举足轻重的角色.一般而言,焊头的尺寸应该大到足以遮盖整个工作,因此从顶直接施压在熔接区域上,(图20.)这有利于机械振动能量的传导并可避免接触面留下伤痕.焊头或塑件的表面也可以在熔接区域凸起以增进接触的效能;如此将改善熔接效果的稳定度,注意:焊头与工件的接触面必须大于熔接区域的总面积,否则将有可能导至表面伤痕.: (2007-4-30 16:08, 7.8 K): (2007-4-30 16:08, 4.76 K): (2007-4-30 16:08, 12.5 K)另:1.相同熔点的塑料材质熔接强度愈强。
超声波清洗机设计

超声波清洗机设计一、引言超声波清洗技术是一种物理清洗方法,利用超声波的高振动频率产生的空化现象来实现清洗的目的。
在工业生产和实验室中,超声波清洗机已经得到广泛应用。
本文将介绍超声波清洗机的设计要点,包括超声波的生成原理、设备的结构和工作原理等。
二、超声波的生成原理超声波是指频率超过20kHz的声波。
超声波清洗机通常采用水中的物理脉冲和修正相位共轭波两种方法来产生超声波。
其中,物理脉冲方法是通过高频振荡装置产生的机械脉冲信号使水产生空化现象,从而形成超声波。
修正相位共轭波方法是利用振子和压电陶瓷等材料的特性产生超声波。
三、设备结构1.超声发生器:用于产生高频信号,控制超声波的频率和功率。
2.换能器:将电能转化为机械振动能力,通过振动装置将振动转化为水中的物理脉冲或修正相位共轭波。
3.水槽:用于装载待清洗物体和超声波介质(通常是水或溶液)。
4.控制系统:用于监控和控制超声波清洗机的工作状态,包括超声波的频率、功率和清洗时间等。
四、工作原理超声波清洗机的工作原理是利用超声波的空化现象将物体表面附着的污垢彻底清除。
当超声波传入水中时,波动产生的压力变化会形成微小气泡,这些气泡在压力波的作用下膨胀和收缩。
当气泡收缩时,附着在物体表面的污垢会被剥离和击碎,从而达到清洗的效果。
五、超声波清洗机的应用超声波清洗机广泛应用于电子、光学、航空、汽车等行业。
例如,在电子行业中,超声波清洗机可以用于清洗电路板、电子元件和半导体器件等。
在光学行业中,超声波清洗机可以清洗光学仪器和光学镜片等。
此外,超声波清洗机还可以应用于实验室的清洗工作。
六、总结本文介绍了超声波清洗机的设计要点,包括超声波的生成原理、设备的结构和工作原理等。
超声波清洗机作为一种物理清洗方法,具有清洗效果好、清洗速度快和操作方便等优点,在工业生产和实验室中得到了广泛应用。
随着科技的不断进步,超声波清洗机的设计和应用也将不断发展和完善,为各个行业提供更好的清洗解决方案。
超声波焊接塑料件的设计

超声波焊接塑料件的设计超声波焊接是一种常见的塑料焊接方法,它利用高频率的声波振动将塑料件的表面加热并压合,从而达到焊接的效果。
相比于传统的热熔焊接方法,超声波焊接具有快速、高效、环保、经济等优点,因此得到了广泛的应用。
在超声波焊接塑料件时,为了保证焊接效果,需要对塑料件的设计进行一定的考虑。
下面将探讨超声波焊接塑料件设计的一些要素。
1、材料选择超声波焊接适用于大部分塑料材料,例如ABS、PP、PE、PC等。
在选择材料时需要考虑到材料熔点、熔体流动性、工艺操作温度等因素。
同时也需要考虑到塑料件的用途和环境因素等。
不同的材料可能会呈现不同的熔化状态,选择合适的材料有助于提高焊接效果。
2、结构设计超声波焊接的结构设计需要考虑到焊接面积、夹紧方式、固定件的形态等因素。
同时还需要考虑到焊接面的平整度,避免因平整度不良导致焊接质量下降。
以及线缆的合理布局等因素。
3、设计焊接区域超声波焊接时需要将塑料件的焊接区域考虑在内,这通常要求在设计时将两个零件上的边缘设计成接触面。
在设计过程时也要注意一些特殊的形状,例如圆形、锥形、椭圆形等比较特殊的零件设计。
4、加强件的设计在一些合并的塑料件上设计加强件,能够帮助增强焊点的强度,提升焊接的质量。
例如在汽车零部件、家电等领域,经常使用加强件来增强焊点的结构强度。
5、生产工艺考虑在设计时还需要考虑到生产工艺方面,例如机器设备的限制、操作人员工艺水平等因素。
这需要对焊接过程进行一定的分析,为生产提供方便实用的方案。
总之,超声波焊接塑料件设计需要综合考虑塑料材料、加强件、结构、焊接区域等方面。
设计优秀的塑料件有助于提高超声波焊接的质量和效率。
超声波焊接机设计方案

超声波焊接机设计方案一、引言在现代制造业中,焊接技术被广泛应用于各个领域,其中超声波焊接技术因其高效、节能、无污染等优点而备受关注。
本文将提出一种超声波焊接机的设计方案,旨在实现高质量的焊接效果,提高生产效益。
二、设计目标1. 提高焊接效率:减少焊接时间,提高生产效率。
2. 确保焊接质量:保证焊接接头的强度和牢固性。
3. 降低能量消耗:采用节能的设计方案,减少能源消耗。
4. 提高操作便捷性:简化机器操作流程,减少操作人员的技术要求。
三、设计内容1. 设备结构设计超声波焊接机主要由超声波振动系统、焊接头、焊接压力系统和控制系统四个主要部分组成。
整体结构应稳固,确保焊接时不发生震动,同时尽量减少噪音对操作人员的影响。
各个部件之间的连接采用高强度的螺纹或焊接方式,以确保焊接机的稳定性。
2. 超声波振动系统设计超声波振动系统是超声波焊接机的核心部件,其设计关乎到焊接效果和质量。
为了提高焊接效率,应选用高频率的超声波振动系统,一般在20kHz到40kHz之间。
同时,振动系统的附件如换能器和焊接头应采用高性能的材料,以提高换能效率和焊接质量。
3. 焊接头设计焊接头是超声波焊接的关键部件,其结构设计直接影响到焊接质量。
焊接头应根据被焊接材料的特性进行设计,确保焊接面积均匀,焊缝牢固。
此外,焊接头的几何形状和角度也会影响焊接质量,应根据具体需求进行合理设计。
4. 焊接压力系统设计焊接压力是超声波焊接的重要参数,对焊接质量起着关键作用。
焊接压力系统应能够提供稳定的焊接压力,同时具备控制焊接头合适压力的能力。
为了减小焊接过程中的振动和噪音,焊接压力应呈现均匀的分布。
5. 控制系统设计控制系统是超声波焊接机的大脑,负责监控和控制整个焊接过程。
设计控制系统时,应考虑到操作的简便性和灵活性,提供丰富的参数调节和设定功能。
同时,控制系统应具备实时监测和反馈功能,及时发现并纠正焊接过程中的异常。
四、设计优势1. 高效节能:超声波焊接机的设计方案能够提高焊接速度,减少能源消耗,实现高效节能的焊接过程。
超声波设计演示文稿

超声波设计演示文稿
一、概述
超声波技术是一种用来实现智能化测量和控制的技术,它能够探测物体的动态特性,并将其转换成电信号,实现智能化控制。
超声波技术广泛应用于农业、工业和医疗领域,其中超声波设计是指使用超声波技术,对一款产品中超声波信号产生,控制和传输的整个过程进行分析和设计的过程。
二、原理
超声波设计的基本原理是:使用物理或电子设备发送一定功率的高频声音波,当它碰撞到一定物体时,波形就会发生反弹,并依据物体的复杂度和质量程度产生不同的波形。
接收设备可以捕捉反射回来的波形,根据反射回来的信号分析,检测物体的深度、距离或反应速度等,从而进行智能化的测量和控制。
三、设计步骤
1.超声波设计步骤包括:电源设计、模拟电路设计、信号处理电路设计、控制电路设计、系统调试和稳定性检验。
2.电源设计:设计相应的电源电路和电源系统,以满足产品的电源供电需求。
3.模拟电路设计:设计相应的模拟电路,用于产生高频的声波信号和反射回来的超声波信号的检测。
4.信号处理电路设计:设计相应的模拟电路,用于信号采集和处理。
超声波塑料件的结构设计
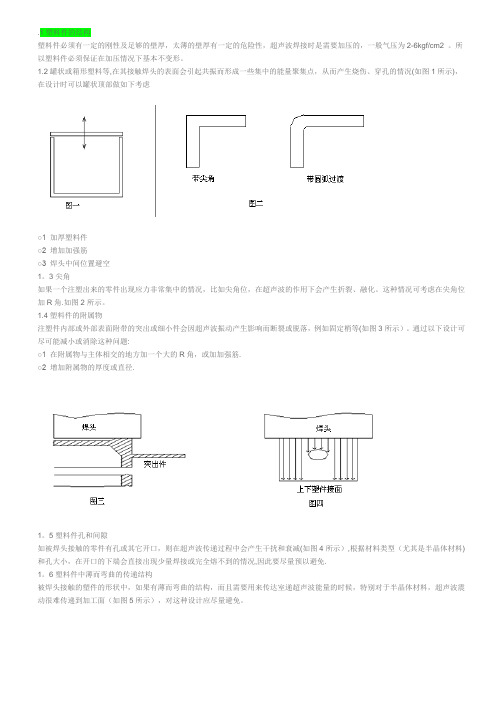
.1塑料件的结构塑料件必须有一定的刚性及足够的壁厚,太薄的壁厚有一定的危险性,超声波焊接时是需要加压的,一般气压为2-6kgf/cm2 。
所以塑料件必须保证在加压情况下基本不变形。
1.2罐状或箱形塑料等,在其接触焊头的表面会引起共振而形成一些集中的能量聚集点,从而产生烧伤、穿孔的情况(如图1所示),在设计时可以罐状顶部做如下考虑○1加厚塑料件○2 增加加强筋○3 焊头中间位置避空1。
3尖角如果一个注塑出来的零件出现应力非常集中的情况,比如尖角位,在超声波的作用下会产生折裂、融化。
这种情况可考虑在尖角位加R角.如图2所示。
1.4塑料件的附属物注塑件内部或外部表面附带的突出或细小件会因超声波振动产生影响而断裂或脱落,例如固定梢等(如图3所示)。
通过以下设计可尽可能减小或消除这种问题:○1 在附属物与主体相交的地方加一个大的R角,或加加强筋.○2 增加附属物的厚度或直径.1。
5塑料件孔和间隙如被焊头接触的零件有孔或其它开口,则在超声波传递过程中会产生干扰和衰减(如图4所示),根据材料类型(尤其是半晶体材料)和孔大小,在开口的下端会直接出现少量焊接或完全熔不到的情况,因此要尽量预以避免.1。
6塑料件中薄而弯曲的传递结构被焊头接触的塑件的形状中,如果有薄而弯曲的结构,而且需要用来传达室递超声波能量的时候,特别对于半晶体材料,超声波震动很难传递到加工面(如图5所示),对这种设计应尽量避免。
1。
7近距离和远距离焊接近距离焊接指被焊接位距离焊头接触位在6mm以内,远距离焊接则大于6mm,超声波焊接中的能量在塑料件传递时会被衰减地传递。
衰减在低硬底塑料里也较厉害,因此,设计时要特别注意要让足够的能量传到加工区域。
远距离焊接,对硬胶(如PS,ABS,AS,PMMA)等比较适合,一些半晶体塑料(如POM,PETP,PBTB,PA)通过合适的形状设计也可用于远距离焊接.1.8塑料件焊头接触面的设计注塑件可以设计成任何形状,但是超声波焊头并不能随意制作。
超声炮声波换能器设计注意事项

超声炮声波换能器设计注意事项1.引言1.1 概述超声炮声波换能器是一种专用设备,用于将电能转换为超声波能量。
它的设计和性能优化对于超声炮的整体效果和使用寿命至关重要。
本篇文章将重点介绍超声炮声波换能器设计的注意事项。
在超声炮中,声波的换能器是一个关键组件。
它负责将电能转换为声能,实现超声波的产生和放大。
因此,换能器的设计对于超声炮的性能起到至关重要的作用。
首先,在设计换能器时,需要仔细选择合适的材料。
材料的选择应考虑到其机械强度、热稳定性、耐腐蚀性和声学特性等因素。
好的材料选择可以提高换能器的工作效率和可靠性。
其次,换能器的结构设计也是一个关键因素。
合理的结构设计可以提高声波的产生和放大效果。
换能器的结构应尽量简化,避免产生不必要的共振和谐波。
此外,换能器的连接方式和尺寸也需要经过精心设计,以确保良好的声波传递和适当的装配。
除了换能器的设计要点,文章还将探讨超声炮声波换能器的性能优化。
频率选择是其中一个重要方面。
合适的频率选择可以提高声波的传播能力和穿透能力,使超声炮的工作效果更加出色。
此外,声波输出强度的控制也是性能优化的关键。
适当控制声波输出强度,可以防止超声炮在使用过程中产生过大的能量输出,降低对周围环境和设备的损害。
总之,本篇文章将系统地介绍超声炮声波换能器的设计要点和性能优化方法。
通过深入了解这些注意事项,可以提高超声炮的工作效率、延长其使用寿命,为使用者带来更好的使用体验。
同时,也将强调设计注意事项的重要性,以引起读者对于该领域的重视和关注。
1.2文章结构1.2 文章结构本文主要探讨超声炮声波换能器的设计注意事项,并提供了相应的解决方案。
文章分为引言、正文和结论三个部分。
引言部分首先概述了超声炮声波换能器的背景和应用领域,介绍了声波换能器的作用和重要性。
接着,文章结构部分详细说明了本文的整体组织框架。
正文部分是本文的核心内容,包括了超声炮声波换能器的设计要点和性能优化两个主要部分。
在超声炮声波换能器的设计要点中,我们重点关注材料选择和结构设计两个方面。
关于超声波结构的设计要点

关于超声波结构的设计要点1. 超音波应用原理:利用超音波振动频率,接触摩擦产生热能使塑料熔融而结合,依目前较普遍的,即为每秒振动二万次﹙20KHZ﹚与每秒振动1.5万次﹙15KHZ﹚二种(另外尚有数种特殊振动频率)。
2.超声波结构一般来说,在设计超声波结构之前,需考虑•选择什么塑料•是否只需要结构性的熔接,如果需要的话,要求它能承受多少压力•是否需要水气密•是否有外观上的要求•是否允许有任何溢胶微粒的产生•是否还有其它特殊要求等问题。
3. 熔接面的设计准则那超声波结构设计中,最重要的就是熔接面的设计。
为了获得可接受的、稳定性高的熔接效果,必需遵循下述三项基本设计准则:1. 两熔接面的最初接触面积必须减小,以降低初期与最后的完全熔化所需要的总能量,使焊头与工件的接触时间降低至最少因而减低造成伤痕的机会,也因此减少溢胶;2. 提供一种能使二熔接面相互对位的方式,在搭配塑件的设计中可采用插针与插孔,阶梯或沟槽的方式,而不应采用固定在焊头或底模内的方式,这样可确保准确与稳定的对位并避免造成伤痕;3. 整个熔接面必须均匀一致与紧密接触,尽可能保持在同一平面,这样的形状能使能量均匀传导,有利于取得一致的与可控制的熔接效果,并且能减低溢胶产生的可能性;4. 熔接面有导熔线和剪切两种主要设计类形.4.1. 导熔线:导熔线实际上是在二熔接面之一上形成一条三角形凸出材料,导熔线的基本作用是聚集能量并且迅速把要熔接的另一面熔解,导熔线能快速熔解并达到最高的熔接强度,原因是导熔线本身的材料熔解并且流到整个熔接区域,导熔线设计是非晶型材料所采用最广泛的熔接面设计,当然半晶材料亦可采用这种设计.4.2. 导熔线的尺寸和位置取决于以下因素:1.材料;2.熔接要求;3.工件大小;导熔线必须愈尖愈好,圆顶或扁平的导熔线将减低熔胶流动的效率,当熔接相对容易熔接的塑料(如高硬度和低熔解温度的PS),建议导熔线的高度不可低于0.25㎜,若熔接半晶型或高熔解温度之非晶型塑料(如PC),导熔线高度不可低于0.5㎜;对于采用导熔线设计的半晶型塑料(如PA),熔接强度是来自导熔线三角型的底线之宽度.顶角随壁厚而改变;原则上导熔线设置在哪一边的塑件的熔接面上是没有任何分别的.但在熔接两种不同材料的特殊情况下,一般上是将导熔线设置在熔解温度和硬度较高的那一边的工件的熔接面上;导熔线的设计要有能相互对位的功能如插针与插孔,肋状对位片,沟槽设计,或需要良好的支撑.熔接区域不可放置顶针;4.3. 下面是几种比较典型的导熔线的结构设计:4.3.1. 阶梯熔接面一阶梯熔接面设计主要用于需要精确对位与完全不可接受过熔或溢胶出现在外露表面的高质量要求上;设计注意(图1.)围绕整个工件接口之额外0.25至0.64㎜的空隙,这新增的“影线(美工线)”设计特性使熔接完毕后接口四周将出现0.25至0.64㎜之空隙.如此会产生美观的效应,因为工件与工件之间的变形不易被发觉.如果完全密合,很可能会在某些位置出现溢胶,在别的位置却出现微隙;美工线的设置使微小的变形不易被察觉.这款导熔线设计采用与平头加导熔线设计一样的基本概念(就是:材料、熔接要求、工件大小).注意这款设计的壁厚要求最小尺寸为2㎜图片附件: 1.gif (2007-4-30 14:41, 10.02 K)4.3.2. 沟槽式之熔接面设计—这种设计的主要优点是能从裹外二面防止溢胶,并且可提供对位功能.由于熔胶被封,因此提高达到水气密的机会.也由于沟槽的设计需要一定的公差配合,因此也增加成型的困难度.同时,由于熔接面积的减少,往往造成它的熔接强度比不上平头接面设计,这款导熔线设计采用与平头加导熔线设计一样的基本概念(就是:材料、熔接加工要求、工件大小).注意这款设计的壁厚要求最小尺吋为2㎜图片附件: 2.gif (2007-4-30 14:49, 13.02 K)4.3.3. 咬花面设计--此设计是专为配合导熔线设计使用,熔接面有咬花形状可改善整体熔接质量和强度,原因在于粗糙面能增进摩擦与控制熔解(图3.).通常咬花深度0.076至0.152㎜,其变化视导熔线高度而定.往往得到的优点包括强度的增进、溢胶或微粒的减少、熔接时间的减短以及振幅的减低;图片附件: 3.gif (2007-4-30 14:54, 10.42 K)4.3.4. 十字交叉熔接面设计—在塑件的二熔接面上都设计导熔线并且使它们互呈垂直交叉,使初接触面减至最低并使大量的塑料熔接以增加熔接强度(图4).这种导熔线的每一段尺寸可采取标准导熔线尺寸的60%左右.若欲取得水气密的熔接效果,建议一方的导熔线设计采用如图5.所示之连续钩齿状.同时建议导熔线的顶角角度为600而非标准型的900,同时还建议把比钩齿状设计之导熔线设置在与焊头接触边的塑件上.应注意的是,此款设计将产生大量的溢胶,因此必须考虑溢胶的问题或采用有溢料槽设计的熔接面如沟槽式的熔接面设计图片附件: 4.gif (2007-4-30 15:04, 6.42 K)图片附件: 5.gif (2007-4-30 15:04, 8.72 K)4.3.5. 垂直于墙壁的导熔线设计—用于增加抗撕裂与减少溢胶(图6),这种设计仅适用于只需要结构性的熔接而已;4.3.6. 间断的导熔线设计—可减少熔接面积因此降低能量或所需的功率层级,这种设计只能用于非水气密的结构性熔接而已(图7);图片附件: 6.gif (2007-4-30 15:12, 6.7 K)图片附件: 7.gif (2007-4-30 15:12, 7.22 K)4.3.7. 凿子型导熔线—为壁厚不及1.524㎜之工件所采用(图10.)如果在此等薄壁厚之塑件上使用标准导熔线,熔接强度将会减弱.尖刀处可采0.381至0.508㎜之高度并且采用450角.由于熔接强度取决于导熔线之宽度,当采用此款导熔线设计时必须配合使用咬花面;4.3.8. 凿子型导熔线—为壁厚不及1.524㎜之工件所采用(图8)如果在此等薄壁厚之塑件上使用标准导熔线,熔接强度将会减弱.尖刀处可采0.381至0.508㎜之高度并且采用450角.由于熔接强度取决于导熔线之宽度,当采用此款导熔线设计时必须配合使用咬花面;图片附件: 8.gif (2007-4-30 15:16, 11.17 K)4.3.9. 特殊熔接面设计—为了使较难熔接的塑料或外型不规则之塑件达到水气密熔接,可能需要使用弹性油封与旋绕道以阻隔熔胶之流动.图9.显示一种配合“O”型环的熔接面设计.有一要点应注意“O”型环在熔接完毕后只压缩10%至15%而已.柱状塑件与插孔(大头柱子熔接)亦可成功的配合“O”型环以达到水气密;图片附件: 9.gif (2007-4-30 15:22, 4.29 K)4.4. 剪切的设计注意点:4.4.1. 剪切式熔接面设计—在熔接尼龙、乙缩醛、聚乙烯、聚丙烯和热塑性聚酯这类半晶型塑料时,采用导熔线设计有时是不能达到预期效果的.这是因为这类半晶型塑料在相对很狭窄的温度变化范围内迅速从固态再变回固态.导熔线熔化时还未来得及与对面塑件熔合即开始固化,因此熔接强度只赖由三角形之宽度所提供.因此当熔接以上塑料,如果外型许可的话的建议采用剪切式熔接面设计,可达到理想的熔接效果.剪切式熔接面的熔接过程是,首先熔化开始接触的小面积材料,然后沿着壁面继续垂直向下而有控制的导引入下工件裹头去(请观看图10).这种熔接方式绝对不会让四周的空气接触到熔解区域,因此可获得高强度的结构性或水气密的熔接.由于上述原因,剪切式熔接设计特别适用于半晶型塑料材料;熔接强度与熔接面垂直向下的熔接面积有直接关系.强度可由改变熔接深度去达到个别应用的熔接要求.注意:若熔接强要求超过墙壁的接强,建议熔接深度为壁厚之1.25倍;剪切式熔接需要有坚固的侧边墙壁支撑以避免熔接时变形.下工件的四周墙壁高度必须高至接口位置,内壁必须与工件外部型体完全吻合.上工件的整体结构也应十分坚固以防止内倾变形.对于熔接部位在墙壁中央位置,可采用图11.所示的变体沟槽设计.这种设计也适用于大型塑件的熔接.建议采用单边干涉如图12.所示图片附件: 10.gif (2007-4-30 15:35, 9.95 K)图片附件: 11.gif (2007-4-30 15:35, 3.69 K)图片附件: 12.gif (2007-4-30 15:35, 5.94 K)应当注意的是如果工件最大尺吋在89㎜或更大并且复杂或者有直角的转角就不宜采用剪切式熔接设计,因为这会给上下工件之间所必须保持的成型公差带来困扰.也就是难于保持稳定的熔接效果.在这种情况下只能建议采用导熔线设计.当只需要结构性熔接而已.(即不要求强度与水气密),可采用图13.所示的间断性的垂直导熔线设计.如此可减少整个熔接面积,也因此减少所需的能量或功率.伤痕出现的机会亦可大大的减少图14提供干涉尺吋与工件尺吋公差对应于最大之工件外形尺吋图片附件: 13.gif (2007-4-30 15:40, 7.3 K)图片附件: 14.gif (2007-4-30 15:43, 4.35 K)4.5. 熔接面设计的其它考虑:1.直角转角会聚集应力.如果塑件上面有若干应力聚集点,在经过超音波机械振动后,塑件的高应力区域如转角、边沿与交界处可能出现断裂或其它的伤痕.补救的措施是尽量增加转角之圆弧度(0.508㎜).请参阅图152.塑件上的孔位或缺口像气孔类的开口会阻断焊头传送出来的超音波能量(图16).它对熔接的影响取决于塑件材料种类(尤其是半晶型塑料)和开口的大小,在缺口的正下方几乎没有办法熔接.当塑件上有缺口或有转弯形状,塑料将会阻碍能量的传导,使能量更难到达熔接面,尤其是剪切式熔接.在塑件设计过程当中应特别注意避免此类问题的发生.由于钢模设计不当造成塑件内出现气孔,这种情况也会使能量传导受阻或使塑件穿孔;3.近场与远场熔接之对比一近场熔接指的是熔接面距离焊头接触位置在6.35㎜以内;大于6.35㎜的距离则为远场熔接(图17),如上所述,因为半晶型分子结构塑料会阻碍振动能量的传导,所以难以对它们作远场熔接.至于非晶型塑料,由于分子随意排列,振动能量容易在其间传导并且衰减也很小.在低硬度塑料裹头也会发生振动能量的衰减现象.因此在设计塑料产品过程当中应考虑到是否有足够的能量传达熔接面;图片附件: 15.gif (2007-4-30 15:52, 6.02 K)图片附件: 16.gif (2007-4-30 15:52, 9.93 K)图片附件: 17.gif (2007-4-30 15:52, 13.72 K)4.塑件的分肢,柄,或其它细节—机械振动会影响塑件内外表面上的各种突出物,可能造成断裂(图18.)下列各种措施能减低或消除这种影响:․将突出物与主体连接处设计成最大的圆弧状.․利用外加手段削减连接处的扭折.․增加材料的厚度.․评估采用其它频率的超音波5.薄膜效应—一种能量聚集效应造成塑件出现烧穿现象.在平的圆形的、壁厚较薄的位置最为常见,通过采取下列一个或结合数个措施可以克服这种现象(图19)․减少熔接时间․改变振幅․采用振幅剖析․在焊头上设计节点活塞․增加壁厚․使用内部支撑肋骨․评估其它频率6.焊头接触与放置位置在塑件熔接时可扮演举足轻重的角色.一般而言,焊头的尺寸应该大到足以遮盖整个工作,因此从顶直接施压在熔接区域上,(图20.)这有利于机械振动能量的传导并可避免接触面留下伤痕.焊头或塑件的表面也可以在熔接区域凸起以增进接触的效能;如此将改善熔接效果的稳定度,注意:焊头与工件的接触面必须大于熔接区域的总面积,否则将有可能导至表面伤痕.图片附件: 18.gif (2007-4-30 16:08, 7.8 K)图片附件: 19.gif (2007-4-30 16:08, 4.76 K)图片附件: 20.gif (2007-4-30 16:08, 12.5 K)另:1.相同熔点的塑料材质熔接强度愈强。
超声波模具设计方法

超声波模具设计方法
超声波模具设计方法是一种利用超声波技术进行模具设计和制造的方法。
这种方法可以提高模具的质量、精度和效率,并减少制造时间和成本。
超声波模具设计方法包括以下步骤:
1.模具设计:根据产品的要求和准备材料的特性,设计出合适的模具结构和尺寸。
2.超声波加工:利用超声波设备将设计好的模具材料与模具工件接触,并通过超声波振动将模具材料加工成所需的形状和尺寸。
3.模具制造:根据加工好的模具材料,进行模具的组装和加工工艺,制造出完整的模具。
4.测试和调整:对制造好的模具进行测试,包括尺寸、精度和质量等方面的检测,并根据需要进行调整和修复。
5.优化和改进:根据测试结果和使用经验,对模具进行优化和改进,提高模具的性能和耐用性。
超声波模具设计方法的优势包括:
1.精度高:超声波加工可以实现微米级的加工精度,可以满足高精度模具的制造要求。
2.速度快:超声波加工速度快,可以大大缩短模具的制造时间,提高制造效率。
3.成本低:相对于传统的机械加工方法,超声波模具设计方法可以降低制造成本,减少人工和能耗消耗。
4.适用范围广:超声波模具设计方法适用于多种材料的加工,包括金属、塑料、陶瓷等。
总之,超声波模具设计方法是一种先进的模具制造技术,可以提高模具的质量和效率,推动模具行业的发展。
超声波点焊焊接结构设计

超声波点焊焊接结构设计超声波点焊是一种使用超声波能量将两个金属件连接在一起的焊接方法。
它具有高效、高强度和环保等优点,在许多工业领域得到广泛应用。
超声波点焊焊接结构设计涉及到选择合适的焊接头和优化结构参数,下面将详细介绍。
首先,超声波点焊的焊接头是焊接过程中将超声波能量传递给被焊接金属件的部分。
一般来说,焊接头通常采用钛合金、马氏体不锈钢等材料制成。
在设计焊接头时,需要考虑焊接头形状和尺寸、焊接头与被焊接件的接触面积等因素。
焊接头形状通常有半球形、柱形、锥形等,具体选择需要根据被焊接件的形状和连接需求来确定。
焊接头与被焊接件的接触面积越大,焊接质量越好,所以需要尽量增加焊接头的接触面积。
其次,焊接结构参数的选择也非常重要。
焊接参数包括超声波的频率、振幅、焊接时间等。
超声波的频率通常在15-60 kHz之间,振幅一般为10-100微米,焊接时间一般在0.1-3秒之间。
焊接参数的选择需要综合考虑被焊接件的材料、厚度和形状等因素。
对于较薄的材料,可以选择较高的超声波频率和振幅,以提高焊接质量。
而对于较厚的材料,需要选择较大的焊接头和较长的焊接时间。
此外,还需要考虑工件的夹持方式和夹持力度。
夹持工件的方式可以是手动夹持或机械夹持,夹持力度需要足够大,以确保被焊接件在焊接过程中不发生移动或变形。
在实际应用中,超声波点焊焊接结构的设计还需要考虑其他因素,如焊接头的冷却方式、焊接过程中的气氛和温度控制等。
冷却方式可以通过冷却水或气体进行,以防止焊接头过热。
焊接过程中的气氛需要控制好,避免氧化或腐蚀等问题。
温度控制需要在一定范围内进行,过高的温度可以导致材料变形或熔化。
总之,超声波点焊焊接结构设计需要注意选择合适的焊接头和优化结构参数。
合理的设计可以提高焊接质量和效率,确保焊接的可靠性和稳定性。
在实际应用中,还需要根据具体情况进行调整和改进,以满足不同的焊接需求。
超声波模具设计方法

超声波模具设计方法超声波模具设计方法是一种基于超声波技术的模具设计方法,它主要用于制造汽车、航空航天、电子设备等领域的高精度零部件。
下面我将详细介绍超声波模具设计方法。
首先,超声波模具设计方法主要包括三个方面的内容:模具结构设计、超声波传感器设计和超声波传导设计。
模具结构设计是超声波模具设计的第一步,它主要涉及到模具的形状、尺寸、材料等方面的设计。
在模具结构设计中,需要考虑零件的几何形状、尺寸精度要求以及模具的加工难度和成本等因素。
此外,还需要考虑到超声波的传感器布置和传感器与模具的结合方式等因素。
超声波传感器设计是超声波模具设计的关键一环,它是用于检测工件零件的几何形状和尺寸的关键设备。
超声波传感器设计需要考虑到以下几个方面的内容:传感器的类型、传感器的工作频率、传感器的灵敏度、传感器的阻抗等。
在传感器的选择上,可以采用单元传感器、线阵传感器或者面阵传感器等。
超声波传导设计是超声波模具设计的第三步,它主要是通过超声波传感器将超声波信号传导到被测零部件上。
超声波传导设计需要考虑到超声波传导的方式、传导介质的选择、传导路径的设计等。
在传导介质的选择上,可以采用空气、水、油、塑料等材料。
在超声波模具设计的过程中,需要进行一系列的工艺试验和数值模拟分析。
通过工艺试验,可以验证超声波模具设计的可行性,并确定超声波模具的参数。
通过数值模拟分析,可以评估超声波模具设计的性能,并优化超声波模具设计。
此外,超声波模具设计还需要考虑到制造和装配的可行性。
在制造方面,需要考虑到模具的加工难度和加工精度,并选择合适的制造工艺。
在装配方面,需要考虑到模具的排气和冷却等问题,并进行合理的装配设计。
总之,超声波模具设计方法是一种基于超声波技术的模具设计方法,它可以提高零部件的加工精度和质量,并减少加工成本和制造周期。
通过对模具结构设计、超声波传感器设计和超声波传导设计的合理设计和优化,可以实现超声波模具设计的最佳效果。
同时,超声波模具设计还需要考虑制造和装配的可行性,以确保超声波模具的可实施性和可靠性。
超声波清洗机设计方案及制造

超声波清洗机设计方案及制造一、引言二、设计方案1.清洗机结构设计超声波清洗机的结构包括清洗槽、超声波振子、清洗液循环系统等。
清洗槽应具有足够的尺寸,以容纳待清洗的物体,并确保超声波振子的有效作用范围。
超声波振子的数量和布置应该根据清洗槽的尺寸和形状进行合理设计。
清洗液循环系统应包括泵、过滤器和加热器等组件,以确保清洗液始终保持良好的清洁度和温度。
2.超声波振子设计超声波振子是超声波清洗机中起振动作用的核心组件。
振子应采用合适的材料,如陶瓷、钛合金等,具有良好的超声波传递效果和耐腐蚀性能。
振子的尺寸和频率应根据清洗物体的性质和尺寸进行合理选择,以达到最佳的清洗效果。
3.清洗液选择清洗液的选择应根据待清洗物体的性质和污染程度进行合理调整。
常见的清洗液包括水、有机溶剂、表面活性剂等。
清洗液应具有良好的清洗效果,但不能对待清洗物体造成损害。
4.控制系统设计三、制造过程1.材料采购根据设计方案,采购清洗机所需要的各种材料和零部件。
确保材料的质量和规格符合设计要求。
2.包装组装根据设计方案组装清洗机的各个组件,如清洗槽、超声波振子等。
在组装过程中应注意组件的配合度和准确度,确保清洗机的结构牢固和稳定。
3.系统安装调试将清洗液循环系统和控制系统安装到清洗机中,并进行相关调试工作。
确保系统正常工作,各个参数的控制准确无误。
4.质量检验进行清洗机的质量检验,包括机械性能测试、超声波振动强度测试、清洗效果测试等。
确保清洗机的性能指标符合设计要求。
5.售后服务提供清洗机的售后服务,包括安装调试、故障排除、维护保养等。
确保用户在使用过程中能够得到及时、有效的技术支持。
四、结论。
超声波洗衣机结构设计

超声波洗衣机结构设计摘要目前市场上的洗衣机以滚筒和波轮洗衣机为主,还有一种将两者结合而成的一种揉搓式的洗衣机,这种常规机械搅拌似的洗衣机其相关技术参数和标准都已非常完善,产品种类已非常丰富,自动化程度已很高,市场普及化也非常高。
但是这类洗衣机都有一些共同的缺点:浪费水,使用的洗涤剂污染环境,易损伤衣物,洗涤不均匀等。
随着人们节能环保意识的增强,以及对洗衣质量要求的提高,新型的不使用水或者少使用水,对衣物损伤小的超声波智能化洗衣机成为各大洗衣机厂商研发的重点和未来市场的主打产品.本设计主要在揉搓式洗衣机基础上加装超声波发生器和超声波换能器,并在局部结构上做了一些创新设计,目的是最大程度的节水。
在洗衣机的智能化和人机工程学方面亦有所兼顾,机器可以自动识别衣物质地和受污状况而自动选择洗涤方式以及洗涤液和水的用量。
关键词:超声波;揉搓;人机工程学;节水DESIGN OF THE STRUCTURE OF HOUSEHOLDULTRASONIC WA VE WASHING MACHINEABSTRACTThe present washing mashine market gives priority to two kinds of goods :platen washing machine and boLun washing machine.A rub -type washing machine as well as a combination of the two .The conventional mechanical agitation washing machine like the related technical parameters and the standard is already very perfect,products are already very rich , the automation and market channels is also very high .But this kind of washing machine can have some of the same faults:Wasting water,using detergent which pollutes the environment ,damaging clothing easily,hard to wash even, and so on .With people' energy saving and environmental protection consciousness strengthening ,also ,with a higher and higher washing quality demand ,A new kind of washing machine ,which uses less water, even doesn't use water ,makes less damage of clothes,called ultrasonic wave washing machine,is likely to be the key research point of the manufacturers,as well as the flagship product an the market in the future .This design is mainly based on Rub washing machine,Inside it ,an ultrasonic generator is fixed .And, in the local structure, there are some innovative designs ,which aims at saving water as far as possible. There are also some improvements in intelligentization and human-computer engineering.The washing machine can automatically recognise the quality and the unclean condition of the clothes and choose proper dosage of water and cleaning mixture.Key words: ultrasonic wave; Rub; ergonomics; water saving目录1. 绪论 (1)1.1 洗衣机技术发展的历史现状及趋势 (1)1.2 超声波清洗原理 (1)1.3超声波技术在洗衣机上应用的可行性及前景 (3)1.4选题目的及意义 (3)1.5设计方案的提出及论证 (4)2. 超声波洗衣机结构设计 (5)2.1总体结构设计 (5)2.2 超声波相关部件设计 (7)2.2.1 超声波发生器的设计 (7)2.2.2超声波换能器的设计 (7)3. 电动机的选择 (9)3.1 概论 (9)3.2 洗涤电动机 (9)4. 传动部分的设计计算 (12)4.1 带传动的设计(一) (12)4.2 带传动的设计(二) (14)4.3 螺纹轴的设计 (16)4.4 波轮轴的设计 (21)5. 相关部件的设计和安装说明 (24)5.1 洗衣机的底座及外壳 (24)5.2 位开关和拨动开关 (24)5.3 桶(盛水桶)及其安装 (24)5.4 桶的结构设计 (25)结论 (26)参考文献 (27)致谢 (28)第一章绪论1.1 洗衣机技术发展的历史现状及趋势自从1901年美国的费希尔发明了第一台洗衣机,这预示着搓板、棒槌等这些洗衣工具将被淘汰,人的双手将从繁重的洗衣工作中得到解放,特别是1928年第一台自动滚筒洗衣机在德国诞生后,手工洗衣渐渐成为了历史。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
關於超聲波結構的設計要點看到論壇上有問到關於超聲波結構的設計問題,在這裡我把我的設計經驗拿出來和大家分享,不足之處,請大蝦們包涵。
超音波應用原理:利用超音波振動頻率,接觸摩擦產生熱能使塑膠熔融而結合,依目前較普遍的,即為每秒振動二萬次﹙20KHZ﹚與每秒振動1.5萬次﹙15KHZ﹚二種(另外尚有數種特殊振動頻率)。
一般來說,在設計超聲波結構之前,需考慮1.選擇什麼塑料?2.是否只需要結構性的熔接,如果需要的話,要求它能承受多少壓力?3.是否需要水氣密?4.是否有外觀上的要求?5.是否允許有任何溢膠/微粒的產生?6.是否還有其他特殊要求?等問題。
[本帖最后由kevin.sun 于2007-5-8 16:25 编辑]你看不見我流淚,因為我在水裡;我看得見你流淚,因為你在我心裡。
2007-4-30 14:01 #1kevin.sun正式会员那超聲波結構設計中,最重要的就是熔接面的設計。
為了獲得可接受的、穩定性高的熔接效果,必需遵循下述三項基本設計準則:1.兩熔接面的最初接觸面積必須減小,以降低初期與最屠龍小刀UID 90090精华2积分587帖子86综合能力85活力169金钱0 孤币阅读权限10注册2007-1-3来自南昌---深圳後的完全熔化所需要的總能量,使焊頭與工件的接觸時間降低至最少因而減低造成傷痕的機會,也因此減少溢膠;2.提供一種能使二熔接面相互對位的方式,在搭配塑件的設計中可採用插針與插孔,階梯或溝槽的方式,而不應採用固定在焊頭或底模內的方式,這樣可確保準確與穩定的對位並避免造成傷痕;3.整個熔接面必須均勻一致與緊密接觸,盡可能保持在同一平面,這樣的形狀能使能量均勻傳導,有利于取得一致的與可控制的熔接效果,並且能減低溢膠產生的可能性;熔接面有導熔線和剪切兩種主要設計類形[color][本帖最后由Raymond_Wang 于2007-5-8 20:42 编辑]你看不見我流淚,因為我在水裡;我看得見你流淚,因為你在我心裡。
2007-4-3014:09#2kevin.sun正式会员屠龍小刀UID 90090精华2积分587帖子86首先,先講講導熔線導:導熔線實際上是在二熔接面之一上形成一條三角形凸出材料,導熔線的基本作用是聚集能量並且迅速把要熔接的另一面熔解,導熔線能快速熔解並達到最高的熔接強度,原因是導熔線本身的材料熔解並且流到整個熔接區域,導熔線設計是非晶型材料所採用最廣泛的熔接面設計,當然半晶材料亦可採用這種設計.導熔線的尺寸和位置取決于以下因素:1.材料;2.熔接要求;3.工件大小;導熔線必須愈尖愈好,圓頂或扁平的導熔線將減低熔膠流動的效率,當熔接相對容易熔接的塑料(如高硬度和低熔解溫度的PS),建議導熔線的高度不可低于0.25㎜,综合能力85活力169金钱0 孤币阅读权限100注册2007-1-3来自南昌---深圳若熔接半晶型或高熔解溫度之非晶型塑料(如PC),導熔線高度不可低于0.5㎜;對於採用導熔線設計的半晶型塑料(如PA),熔接強度是來自導熔線三角型的底線之寬度.頂角隨壁厚而改變;原則上導熔線設置在哪一邊的塑件的熔接面上是沒有任何分別的.但在熔接兩種不同材料的特殊情況下,一般上是將導熔線設置在熔解溫度和硬度較高的那一邊的工件的熔接面上;導熔線的設計要有能相互對位的功能如插針與插孔,肋狀對位片,溝槽設計,或需要良好的支撐.熔接區域不可放置頂針;你看不見我流淚,因為我在水裡;我看得見你流淚,因為你在我心裡。
2007-4-30 14:28 #3kevin.sun正式会员屠龍小刀UID 90090精华2积分587帖子86综合能力85活力169金钱0 孤币阅读权限100注册2007-1-3来自南昌---深圳下面是幾種比較典型的導熔線的結構設計:階梯熔接面一階梯熔接面設計主要用于需要精確對位與完全不可接受過熔或溢膠出現在外露表面的高品質要求上;設計注意(圖1.)圍繞整個工件接口之額外0.25至0.64㎜的空隙,這新增的“影線(美工線)”設計特性使熔接完畢後接口四週將出現0.25至0.64㎜之空隙.如此會產生美觀的效應,因為工件與工件之間的變形不易被發覺.如果完全密合,很可能會在某些位置出現溢膠,在別的位置卻出現微隙;美工線的設置使微小的變形不易被察覺.這款導熔線設計採用與平頭加導熔線設計一樣的基本概念(就是:材料、熔接要求、工件大小).注意這款設計的壁厚要求最小尺寸為2㎜图片附件: 1.gif (2007-4-30 14:41, 10.02 K)你看不見我流淚,因為我在水裡;我看得見你流淚,因為你在我心裡。
2007-4-30 14:39 #4kevin.sun正式会员屠龍小刀UID 90090精华2积分587帖子86综合能力85活力169金钱0 孤币阅读权限100注册2007-1-3来自南昌---深圳溝槽式之熔接面設計—這種設計的主要優點是能從裹外二面防止溢膠,並且可提供對位功能.由於熔膠被封,因此提高達到水氣密的機會.也由於溝槽的設計需要一定的公差配合,因此也增加成型的困難度.同時,由於熔接面積的減少,往往造成它的熔接強度比不上平頭接面設計,這款導熔線設計採用與平頭加導熔線設計一樣的基本概念(就是:材料、熔接加工要求、工件大小).注意這款設計的壁厚要求最小尺吋為2㎜图片附件: 2.gif (2007-4-30 14:49, 13.02 K)你看不見我流淚,因為我在水裡;我看得見你流淚,因為你在我心裡。
2007-4-30 14:49 #5kevin.sun正式会员屠龍小刀UID 90090精华2积分587帖子86综合能力85活力169金钱0 孤币阅读权限100注册2007-1-3来自南昌---深圳咬花面設計--此設計是專為配合導熔線設計使用,熔接面有咬花形狀可改善整体熔接品質和強度,原因在于粗糙面能增進摩擦與控制熔解(圖3.).通常咬花深度0.076至0.152㎜,其變化視導熔線高度而定.往往得到的優點包括強度的增進、溢膠或微粒的減少、熔接時間的減短以及振幅的減低;图片附件: 3.gif (2007-4-30 14:54, 10.42 K)你看不見我流淚,因為我在水裡;我看得見你流淚,因為你在我心裡。
2007-4-30 14:54 #6kevin.sun正式会员屠龍小刀UID 90090精华2十字交叉熔接面設計—在塑件的二熔接面上都設計導熔線並且使它們互呈垂直交叉,使初接觸面減至最低並使大量的塑料熔接以增加熔接強度(圖4).這種導熔線的每一段尺寸可採取標準導熔線尺寸的60%左右.若欲取得水氣密的熔接效果,建議一方的導熔線設計採用如圖5.所示之連續鉤齒狀.同時建議導熔線的頂角角度為600而非標準型的900,同時還建議把比鉤齒狀設計之導熔線設置在與焊頭接觸邊的塑件上.應注意的是,此款設計將產生大量的溢膠,因此必須考慮溢膠的問題或採用有溢料槽設計的熔接面如溝槽式的熔接面設計图片附件: 4.gif (2007-4-30 15:04, 6.42 K)积分587帖子86综合能力85活力169金钱0 孤币阅读权限100注册2007-1-3来自南昌---深圳图片附件: 5.gif (2007-4-30 15:04, 8.72 K)你看不見我流淚,因為我在水裡;我看得見你流淚,因為你在我心裡。
2007-4-30 15:04 #7kevin.sun正式会员屠龍小刀垂直于牆壁的導熔線設計—用于增加抗撕裂與減少溢膠(圖6),這種設計僅適用於只需要結構性的熔接而已;間斷的導熔線設計—可減少熔接面積因此降低能量或所需的功率層級,這種設計只能用于非水氣密的結構性熔接而已(圖7);UID 90090精华2积分587帖子86综合能力85活力169金钱0 孤币阅读权限100注册2007-1-3来自南昌---深圳图片附件: 6.gif (2007-4-30 15:12, 6.7 K)图片附件: 7.gif (2007-4-30 15:12, 7.22 K)你看不見我流淚,因為我在水裡;我看得見你流淚,因為你在我心裡。
2007-4-30 15:12 #8kevin.sun正式会员屠龍小刀UID 90090鑿子型導熔線—為壁厚不及1.524㎜之工件所採用(圖10.)如果在此等薄壁厚之塑件上使用標准導熔線,熔接強度將會減弱.尖刀處可採0.381至0.508㎜之高度並且採用450角.由於熔接強度取決於導熔線之寬度,當採用此款導熔線設計時必須配合使用咬花面;精华2积分587帖子86综合能力85活力169金钱0 孤币阅读权限100注册2007-1-3来自南昌---深圳你看不見我流淚,因為我在水裡;我看得見你流淚,因為你在我心裡。
2007-4-30 15:15 #9kevin.sun正式会员屠龍小刀UID 90090精华2积分587帖子86综合能力85活力169金钱0 孤币阅读权限100注册2007-1-3来自南昌---深圳鑿子型導熔線—為壁厚不及1.524㎜之工件所採用(圖8)如果在此等薄壁厚之塑件上使用標准導熔線,熔接強度將會減弱.尖刀處可採0.381至0.508㎜之高度並且採用450角.由於熔接強度取決於導熔線之寬度,當採用此款導熔線設計時必須配合使用咬花面;图片附件: 8.gif (2007-4-30 15:16, 11.17 K)關於超聲波結構的設計要點看到論壇上有問到關於超聲波結構的設計問題,在這裡我把我的設計經驗拿出來和大家分享,不足之處,請大蝦們包涵。
超音波應用原理:利用超音波振動頻率,接觸摩擦產生熱能使塑膠熔融而結合,依目前較普遍的,即為每秒振動二萬次﹙20KHZ﹚與每秒振動1.5萬次﹙15KHZ﹚二種(另外尚有數種特殊振動頻率)。
一般來說,在設計超聲波結構之前,需考慮1.選擇什麼塑料?2.是否只需要結構性的熔接,如果需要的話,要求它能承受多少壓力?3.是否需要水氣密?4.是否有外觀上的要求?5.是否允許有任何溢膠/微粒的產生?6.是否還有其他特殊要求?等問題。
[本帖最后由kevin.sun 于2007-5-8 16:25 编辑]你看不見我流淚,因為我在水裡;我看得見你流淚,因為你在我心裡。
2007-4-30 14:01 #1kevin.sun正式会员屠龍小刀UID 90090精华2积分587帖子86综合能力85那超聲波結構設計中,最重要的就是熔接面的設計。
為了獲得可接受的、穩定性高的熔接效果,必需遵循下述三項基本設計準則:1.兩熔接面的最初接觸面積必須減小,以降低初期與最後的完全熔化所需要的總能量,使焊頭與工件的接觸時間降低至最少因而減低造成傷痕的機會,也因此減少溢膠;2.提供一種能使二熔接面相互對位的方式,在搭配塑件的設計中可採用插針與插孔,階梯或溝槽的方式,而不應採用固定在焊頭或底模內的方式,這樣可確保準確與穩定的對位並避免造成傷痕;3.整個熔接面必須均勻一致與緊密接觸,盡可能保持在同一平面,這樣的形狀能使能量均勻傳導,有利于取得一致的與可控制的熔接效果,並且能減低溢膠產生的可能性;活力169金钱0 孤币阅读权限10注册2007-1-3来自南昌---深圳熔接面有導熔線和剪切兩種主要設計類形[color][本帖最后由Raymond_Wang 于2007-5-8 20:42 编辑]你看不見我流淚,因為我在水裡;我看得見你流淚,因為你在我心裡。