预控图解释
控制图类型

控制图的类型2011-5-12 16:54|发布者: 小编H|查看: 2293|评论: 5摘要: 4.2.1 均值极差图――对于计量型数据而言,这是最常用最基本的控制图。
它用于控制对象为长度、重量、强度、纯度、时间和生产量等计量值的场合...4.2.1 均值极差图――对于计量型数据而言,这是最常用最基本的控制图。
它用于控制对象为长度、重量、强度、纯度、时间和生产量等计量值的场合。
Xbar控制图用于观察分布均值的变化,R控制图用于观察分布的分散情况或变异度的变化,Xbar-R图将二者联合运用,用于观察分布的变化。
4.2.2 均值极差图――控制图是用标准差图(S图)代替极差图(R图)。
极差计算简便,故R图得到广泛应用,但当样本大小n>10或n>12,这时用极差估计总体标准差的效率降低,要用S图来代替R图。
4.2.3 中位数极差图――用中位数图(Xmed图)代替均值图(Xbar图)。
中位数指一组按大小顺序排列的数列中居中的数。
例如,在数列2、3、7、13、18,中位数为7,在数列2、3、7、9、13、18,有偶数个数据,中位数规定为中间两个数的均值,即=8。
中位数的计算比均值简单,多用于现场需要把测定数据直接记入控制图进行控制的场合,为了简便,规定用奇数个数据。
4.2.4 单值移动极差图――用于对每一个产品都进行检验,采用自动化检查和测量;取样费时、昂贵以及化工过程,样品均匀,多抽样也无太大意义的场合。
X-Rs不能获得较多的信息,判断过程变化的灵敏度要差一些。
4.2.5 指数权重移动均值图4.2.6 运行图――运行图不是控制图,它只直接反映产品质量特性数据的变化情况,而没有反应过程统计受控的稳定控制线。
仅仅供掌握测量值的变化曲线。
4.2.7 预控图――它根据用户给定的控制百分率来确定控制线的一种控制图,该控制图分别以红,黄,绿三种颜色区域表示过程失控,警戒和受控状态。
控制线计算简单方便,控制图清晰醒目。
预控制图
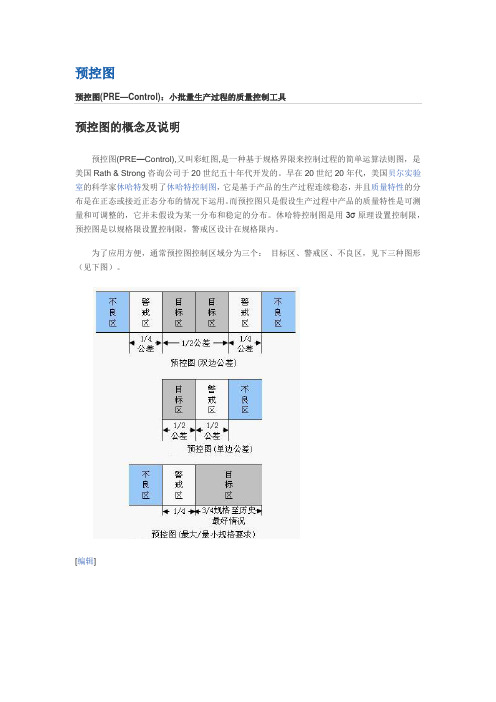
预控图预控图(PRE—Control):小批量生产过程的质量控制工具目录1 预控图的概念及说明2 预控图的理论[1]3 预控图的基本思想4 预控图的建立5 预控图的优点6 预控图的使用规则7 使用预控图的注意事项8 预控图的抽样频率[1]9 预控图案例分析9.1 案例一:预控图实例分析[1]9.2 案例二:预控图应用范例[2]10 参考文献预控图的概念及说明预控图(PRE—Control),又叫彩虹图,是一种基于规格界限来控制过程的简单运算法则图,是美国Rath & Strong 咨询公司于20世纪五十年代开发的。
早在20世纪20年代,美国贝尔实验室的科学家休哈特发明了休哈特控制图,它是基于产品的生产过程连续稳态,并且质量特性的分布是在正态或接近正态分布的情况下运用。
而预控图只是假设生产过程中产品的质量特性是可测量和可调整的,它并未假设为某一分布和稳定的分布。
休哈特控制图是用3σ原理设置控制限,预控图是以规格限设置控制限,警戒区设计在规格限内。
为了应用方便,通常预控图控制区域分为三个:目标区、警戒区、不良区,见下三种图形(见下图)。
(请见原文预控图的理论[1]设产品单元的参数X分布函数为F(x),X是任意分布。
在双边情况下,令X落入左侧目标区的概率为PgL,落入右侧目标区的概率为Pgr;落入左侧警戒区的概率为PyL,落入右侧警戒区的概率为;落入左侧不良区的概率为PrL,落入右侧不良区的概率为Pπ。
令X落入目标区的概率为Pg(在双边情况下,Pg = PgL + Pgr);令X落入警戒区的概率为Py(在双边Pr = PyL + Pyr)。
令X落入目标区的概率为(在双边情况下,Pg = PgL + Pgr);令X落入警戒区的概率为Py(在双边情况下,Py = PyL + Pyr);令x落入不良区的概率为Pr(在双边情况下,Pr = P rL + Pπ)。
可以启动预控图于工程控制的概率为PS,其条件为接连5个样品的参数值落在目标区内,故。
SPC预控图学习笔记
品质学院
• 在生产过程中随机抽取1件产品,其落入绿区的概率为86.64%。
• 若连续抽取5件产品,它们全部落入绿区的概率为 0.86645=0.48819(即概率为48.819%) ,说明过程要达到这一要求 只有48.819%的可能性。
• 而实际上达到了,证明了过程质量特性值的分布中心(平均值) 与规格中心(目标值)是重合的,而且过程能力也满足要求,符 合预控制图的假设条件,可以正式开始应用预控制图了。
以规格限作为控制限 限
• 红绿灯信号方法的一个应用 • 目的是对不合格的控制而不是过程控制 • 控制基于规范而不是过程变差
预控制图的基本原理
品质学院
– 控制图在生产过程中是过程控制有效的工具,但往往受 到以下几方面的限制:
• 作任何类型的控制图都需要预先取得20~25组的预备数据。 取得预备数据往往需要一定的时间,这对于小批量生产过 程来说是无法实现的。
红
×黄
×××绿××
黄
红
预控图的应用
品质学院
预控图的使用方法
步骤三:预控图的抽样频率 确定抽样频率的建议方法: 把两次停机(即两对黄点)之间的平均时间间隔除以6; 先根据生产线历史情况试定一个抽样周期(例如一小时抽一次),每次 抽两个产品,测其参数,到出现不通过,停止为止,其间隔为T(可试验 几次,求平均的T)。把T/6作为抽样周期。 例如:以1小时为周期,10次后出现不通过,即T=10,则10/6=1.5小时为 周期。
1/2公差
1/2公差
1/2公差
1/4公差
预控图(单边公差)
不良区 警戒区 目标区
1/4公差
3/4规格至历史最好情
况
预控图(最大、最小规格要求)
预控制图的基本原理
预控图培训讲义
预控图的理论
可以启动预控图于工程控制的概率为PS,其条件为 可以启动预控图于工程控制的概率为 接连5个样品的参数值落在目标区内 个样品的参数值落在目标区内,故。 在启动预控图于工程控制后,每一次抽样抽两个样 在启动预控图于工程控制后 品A、B:两个数据全落在目标区的概率为 两个数据全落在目标区的概率为,;一个数 据落在目标区、另一个数据落在警戒区的概率为 另一个数据落在警戒区的概率为 2P_gP_y;两上数据都落在警戒区的概率为 两上数据都落在警戒区的概率为P^2_y;两 个数据中有一个落在不良区,另一个落在非不良区的 个数据中有一个落在不良区 概率为2P_r(1-P_r);两个数据都落在不良区的概率为 两个数据都落在不良区的概率为 。 注:它们的总和是。 因此每一次抽样通过概率为
戒区的概率为P^2_y;两个数据中有一个落在不良区,另一个落在非不良区的概率为 另一个落在非不良区的概率为2P_r(1-P_r);两个数据都落在不良区的概率为 。
预控图的理论
注:也可把判别通过与否的准则修改一下 也可把判别通过与否的准则修改一下,若第一数据 落在不良区,就判不通过(不必等第二数据酌结果 不必等第二数据酌结果),则 公式稍有变化。 在两次停止问的6次抽样都通过的概率为 ,此时批不合 次抽样都通过的概率为 格品率为Pr,因此通过抽样交付的批产品的平均交付不 因此通过抽样交付的批产品的平均交付不 合格品率为。 [例]如果X是正态分布N(µ,σ) µ,σ),设上下规格限距离正好 为6σ,则当X的µ正好在中心线上时 正好在中心线上时,有。 Cp = 1,Pg=85.73%,P_y=14.00%,P_r=0.27% =85.73%,P_y=14.00%,P_r=0.27% 于是每一次抽样通过的概率Pp算出为97.50% 于是每一次抽样通过的概率 =97.5%^6×0.27%=85.91% 0.27%=85.91%×0.27%=0.23%
SPC培训教材(标准)

在两个值之 间获得累计 概率值
95%
99.73%
0%
-4 -3 -2 -1 0 1 2 3 4
离开平均值的标准偏差数
例题:
如果成年男子的平均身高是170cm,标准差是4cm,那 么请问大约有多少概率的成年男子的身高在162至178cm之 区间?
答案:
概率值=95%
标准偏差的经验规则
前面的累计概率的规则即使数据不是完美的正态分布也适用
S2=[(166-167)2+(164-167)2+„(167-167)2]/(8-1)=4
大 纲
SPC系统背景介绍 SPC的定义 统计学基础讲解 正态分布与控制图理论 控制图的应用
其他过程分析工具
SPC的应用步骤
------
例:用表格分析数据
举例:一老工人用车床车制螺丝,要求其直径为10mm,为了了 解老工人的加工质量,随机抽查他加工好的螺丝100个,分别 测得其直径数据如下:
SPC的特点
SPC是全系统的,全过程的,要求全员参加, 人人有责。这点与TQM的精神完全一致。 SPC強调用科学方法(主要是统计技术,尤其是 控制图理论)来保证全过程的预防。 SPC不仅用于生产过程,而且可用于服务过程 和一切管理过程。
―对人类而言疏于用管理图分析数据是已知的增加费用,耗费努力和降低 士气的最好方式。” ---Donald J. Wheeler博士 (GE总裁)
方法
1σ
2σ
3σ
4σ
5σ
试验计划与 试验计划与 制程结合 设计结合
6σ
品管7手法 产品检查 (5S、QCC、ISO9001:2000)
管制
产品管制
制程管制
5 过程控制与过程能力

如果仅存在变差的普通原因, 如果仅存在变差的普通原因, 随着时间的推移, 随着时间的推移,过程的输 出形成一个稳定的分布并可 预测。 预测。
目标值线
预测
时间 范围 目标值线 预测
如果存在变差的特殊 原因, 原因,随着时间的推 移,过程的输出不 稳定。 稳定。 时间
范围
• • • • •
以样本统计量均值为控制中心线 以中心线±3σ为控制图的上下控制限 以抽样的时间顺序为控制图横轴坐标 以质量特性值单位为控制图纵轴坐标 一般成对出现:
• 假定为了控制螺丝的质量,每隔一个小时随机抽取1个车 假定为了控制螺丝的质量,每隔一个小时随机抽取1 好的螺丝,测量其直径,将结果描点画图如下(共取了4 好的螺丝,测量其直径,将结果描点画图如下(共取了4个 螺丝): 螺丝):
直 径
3σ 均值 3σ
为什么会出现 超出的现象呢? 超出的现象呢? 可能的原因: 可能的原因: 过程正常, A:过程正常,点出限 的概率为1‰左右; 1‰左右 的概率为1‰左右; B:车刀磨损,点出限 车刀磨损, 的概率是1‰的几十倍 的概率是1‰的几十倍 1‰ 甚至是几百倍。 甚至是几百倍。 您更相信那种原因? 您更相信那种原因?
如果想在时间序列上对过程的变异进行识别和控制, 如果想在时间序列上对过程的变异进行识别和控制,需要 其他类型的统计工具,其中最常用的就是“统计过程控制” 其他类型的统计工具,其中最常用的就是“统计过程控制”
统计过程控制(SPC) 统计过程控制(SPC) 应用统计的方法,对生产/服务过程进行控制, 应用统计的方法,对生产/服务过程进行控制,它能够区分 产生变异的普通原因和特殊原因,在生产过程中, 产生变异的普通原因和特殊原因,在生产过程中,对过程进 普通原因 行监控,当出现会产生异常情况的趋势时进行预警, 行监控,当出现会产生异常情况的趋势时进行预警,对过程 进行适当的调整,把问题消灭在萌芽状态。 进行适当的调整,把问题消灭在萌芽状态。 进行统计过程控制的核心就是“控制图” 进行统计过程控制的核心就是“控制图”。
统计过程控制(SPC)之预控制图的使用及建立

统计过程控制(SPC)之预控制图的使用及建立 定义/说明/要求/目的:
预控制是指:利用每个样本中的两个数据点对产品(不符合)控制进行概率分析的一种应用。 损失函数是指:以图形表示顾客感受(损失)和偏离目标(设计意图)之间的相互关系。实施这种 分析时不考虑产品规范。 红绿灯信号方法的一个应用是做预控制图。 预控制是一个判定符合性为基础的工具,而不是一个过程控制工具。
预控图

目标:掌握预控图基本原理及使用方法
• 主要内容: • • 预控图的基本概念 • • 预控图的使用方法
一:预控图基本概念
又叫彩虹图,是一种基于规格界限来控制过程的简单运算法则图, 通 常预控图控制区域分为三个: 目标区、警戒区、不良区。
预控图的优点
• • • • • • • 1、所需的数据比控制图少,减少了工作量; • 2、控制规格与公差规格相同,简单易懂; • 3、可以及时发现趋势,起到预防作用; • 4、可适用于小批量生产,灵活有效; • 5、计量型和计数型都可适用; • 6、使用颜色表示工序状态,直观易懂。
• 每天的生产是从上午9点开始的,该质检员测得9点钟生产的头5个产 品和10点钟生产的5个产品的尺寸。
时间
9点 10点 5.013 5.019 5.011 5.017
产品样本
5 5.011 5.018 5 5.2 5.2
该质检员认为当时的生产是正常的,如果使用预控 图,您会得出什么结论?生产过程是否需要调整? 从什么时候就应该开始调整?
使用预控图的口诀: “ 有个红灯就得停; 两个黄灯也不行; 一绿一黄没关系; 两个绿灯肯定行!”
例如:
启动生产过程,进行首件检验几种情况
பைடு நூலகம்
X X X
X X
X XX
XXXXX
X
三、预控图实施案例
一个专业生产套管的工厂,其产品 5±0.02cm,该公司以前的质量控制方法是质 检员每隔1个小时到生产现场抽取连续生产 的5个产品,如果存在尺寸超差的情况,就 马上采取措施。不幸的是,尽管采取了这 么“严格”的质量控制手段,该公司依然 存在7%左右的不合格品率,看来尺寸超差 的现象还是没有被控制住!
二.预控图使用方法
预控图在卷烟制丝生产过程中的应用

图 2 松 散 回 潮 出 口水 分 点 子 落 在 红 区 前 落 在 黄 区 概 率 排 列 图
数 采 验 证 主 要 验 证 数 据 的 数 采 频 率 、 据 的 准 确 性 和 数 有 效 性 。 数 据 剔 除 规 则 是 头 料 、 料 和 断 料 后 造 成 的 尾 料 尾 以及 重 新 上 料 后 的 料 头 , 于 加 工 标 准 下 限 范 围 的 数 据 继 低 续 采 集 但 不 进 行 图 形 绘 制 。数 据 的 抽 样 方 案 主 要 是 通 过 对 原始 数据的合 理分组 使 得 分组 后 的数 据呈 现 正态 分 布 , 主 要 使 用 的 工 具 是 Mii b中 的正 态 性 验 证 工 具 。 nt a 预 报 警 规 则 的 制 定 我 们 并 没 有 直 接 使 用 预 控 图 的理 论 规 则 。对 于 报 警 规 则 , 用 统 计 的 方 法 统 计 出 了 某 牌 号 连 采 续 两 个 月 正 常 过 程 预 控 图点 子 在 红 区的 概 率 。
产 过 程 中 产 品 的 质 量 特 性 是 可 测 量 和 可 调 整 的 , 种 假 设 这 更 加 适 合 烟 草 制 丝 加 工 过 程 的 应 用 。通 常 预 控 图 控 制 区 域 分为三个 : 目标 区 、 戒 区 、 良区 。 警 不
2 应 用 我 们 在 应 用 过 程 中 借 鉴 了 休 哈 特 控 制 图 的 部 分 应 用 方 法 来 完 善 预 控 图 的 应 用 , 体 应 用 程 序 为 数 采 验 证 、 定 数 具 制 据 剔 除 规 则 、 定 数 据 抽 样 方 案 、 定 控 制 限 、 定 异 常 准 制 制 制
≮
预控制图
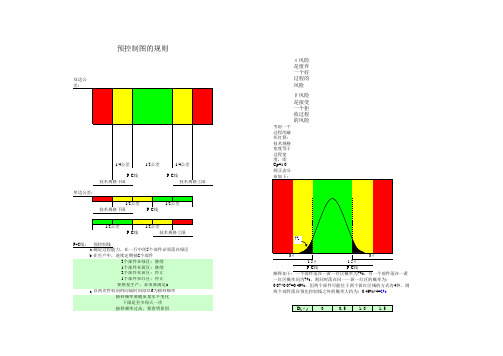
α风险是废弃一个好过程的风险
β风险是接受一个拒收过程的风险
考虑一个过程的最坏打算:技术规格宽度等于过程宽度,即Cp=1.0
P-C线:预控制线
a
b
c
P
P
P
β
P
P
P
β
q=1-
Pa=q6合格概率(即两次过程停止之间的时间间隔你没有得到两对黄点)
β=Pa*P红
因为模具、工具、装配、长时间停机后开始生产,要回到规则a
缺陷水平低于100ppm,2个部件改为两组,每组5-20个部件
确定过程能力,在一行中的5个部件必须落在绿区
在生产中,连续定期抽2个部件
以两次停机间的间隔时间除以6为抽样频率
2个部件在绿区:继续
1个部件在黄区:继续
2个部件在黄区:停止
1个部件在红区:停止
要恢复生产,必须要满足a
抽样频率要随质量水平变化
下限是至少每天一次
抽样频率过高,要查明原因
解释如下:一个部件落在一黄一红区概率为7%,另一个部件落在一黄一
红区概率同为7%,则同时落在同一一黄一红区的概率为:
0.07*0.07=0.49%。
但两个部件可能位于两个黄红区域的方式有4种,则两
个部件落在预先控制线之外的概率大约为:0.49%*4=2%
P-C线P-C线
技术规格上限
预控制图的规则
技术规格下限技术规格上限。
预控制图培训资料

采取纠正措施。即分析造成数据分散的原因,消除原因, 调整过程,再从第1条开始。 d) 2黄落在同一个区域。过程不正常。认为数据中心偏离过 大。要分析造成数据中心偏移的原因,采取纠正措施。然 后,从第1条开始。 e) 只要有1个落入红色区域,认为过程能力不满足要求,要 采取纠正措施,从第1条开始。
预控图的概念及说明
为了应用方 便,通常预 控图控制区 域分为三个: 目标区、警 戒区、不良 区,见下三 种图形(见 下图)。
预控图的概念及说明(双边公差)
①目标区(绿色区):两条预控线之间的区域,占规格范围 的一半。绿色代表安全,如果测量值落在这个区域,表示 工序受控。
②警戒区(黄色区):在目标区两侧,预控线与规格界限 (USL、LSL)之间各设两个警戒区,它们分别各占规格范 围的1/4。黄色代表警示,如果测量值落在这个区域,表示 工序有异常趋势,需要对制程进行判定和调整。
员要重新调整抽样时间间隔,一般情况下新设定的时间 间隔要较出现异常前的时间间隔要短。
5、当预控制图数据表收集完成后,工艺员跟据部分数据 进行过程能力分析,形成报告。
• 数据表见附表
预控制图的使用步骤
1、开班时,检验员连续抽取5个产品,测量该特性值并填写在 《预控制图数据表》中,(对于预控制图数据中填写了数据 的,在该产品的首件两检卡中不用再重复填写,只需将首件 产品放置在首件两检台上)。如果:
a) 全部落入目标(绿色)区域。则认为该过程特性的数据分 布中心和规格中心是重合的。过程能力是满足要求的。即认 为是正常生产,可以执行第2条。
设计质量控制系统控制程序图

设计质量控制系统控制程序图一、引言设计质量控制系统是为了确保设计过程中的质量和效率,提高产品设计的准确性和可靠性。
控制程序图是设计质量控制系统中的重要组成部分,它描述了设计过程中的控制流程和各个环节的质量控制要求。
本文将详细介绍设计质量控制系统控制程序图的标准格式。
二、控制程序图的标准格式控制程序图的标准格式包括图表编号、图表标题、图表内容和图表注释等几个部分。
1. 图表编号图表编号是控制程序图的唯一标识符,用于方便查找和引用。
通常采用阿拉伯数字进行编号,如图表1、图表2等。
2. 图表标题图表标题是对控制程序图内容的简要描述,能够准确概括控制程序图的主要内容。
标题应简明扼要,具有代表性,便于读者快速理解。
3. 图表内容图表内容是控制程序图的核心部分,它描述了设计质量控制系统的控制流程和各个环节的质量控制要求。
图表内容应该清晰明了,逻辑严谨,具体细致。
以下是一个示例:控制程序图示例:步骤1:需求分析- 确定设计需求,并进行详细的需求分析。
- 制定需求分析报告,明确设计目标和要求。
步骤2:设计规划- 制定设计规划,确定设计的整体框架和流程。
- 制定设计计划,明确设计的时间节点和任务分配。
步骤3:概念设计- 进行概念设计,生成初步的设计方案。
- 进行评审和优化,确保设计方案满足需求。
步骤4:详细设计- 在概念设计的基础上,进行详细设计,包括设计参数的确定和设计计算的进行。
- 进行设计验证,确保详细设计符合设计规范和要求。
步骤5:制造和测试- 根据详细设计,进行产品的制造和测试。
- 进行产品的功能测试和性能测试,确保产品质量。
步骤6:质量控制- 制定质量控制计划,明确质量控制要求和流程。
- 进行质量控制检查,确保产品符合质量标准。
步骤7:文件管理- 进行设计文档的管理和归档,确保设计过程的可追溯性。
- 编制设计报告,总结设计过程和结果。
4. 图表注释图表注释是对控制程序图的补充说明,可以包括对某个环节的详细解释、相关标准和规范的引用等。
控制图概念及解释方法共29页文档
1、纪律是管理关系的形式。——阿法 纳西耶 夫,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教导儿童服从真理、服从集体,养 成儿童 自觉的 纪律性 ,这是 儿童道 德教育 最重要 的部分 。—— 陈鹤琴
谢谢!
36、自己的鞋子,自己知道紧在哪里。——西班牙
37、我们唯一不会改正的缺点是软弱。——拉罗什福科
xiexie! 38、我这个人走得很慢,但是我从不后退。——亚伯拉罕·林肯
39、勿问成功的秘诀为何,且尽全力做你应该做的事吧。——美华纳
40、学而不思则罔,思而不学则殆。——孔子
SPC-4

SPC 第二版新增实用控制图停止灯控制图(过程控制图)在停止灯控制图中,过程的位置和变差用一张图控制。
控制图监测样本中落入每一指定级别数据点的数量,决策的准则以这些级别期望的概率为基础典型的设定将过程变差分为三部分:低警告、目标值、高警告。
超出期望的过程变差(6 ˆ)的区域是停止区域。
采用两次抽样的半计量型(超过两个类别)技术的停止灯控制图是用于这种类型的一种简单但有效的控制程序。
在停止灯控制图中,目标值区域指定为绿色,警告区域指定为黄色,停止区域指定为红色。
这些颜色的使用就是“停止灯”名称的由来。
停止灯图根据这样的分级,可以通过识别控制图中样本数据点落在“警告”区域的点的百分比来控制过程。
分布比例(%警告)控制要求的样本容量和频率。
当然,仅当过程分布是已知的时候,允许使用这种方法进行过程控制,过程的量化和分析要求计量型数据。
这种方法关注的是探测过程的改变(变差的特殊原因)。
停止灯控制图在实施中不要求计算和画图,因此比一般控制图更易于实施。
因为停止灯控制图将总样本容量(例如5个)分为两次抽样(例如2个,3个),因此与相同总样本容量的控制图相比。
可以相同或更有效发出失控情况的信号。
虽然这种方法是完全根据统计学理论开发的,但是在不具备数学知识的操作人员中也能实施和传授。
LSLUSLLSLUSL停止灯控制图假设:过程处于统计控制状态。
过程性能(包括测量变差)是可接受的。
过程正对目标值。
一旦以上假设经利用计量型数据通过过程性能研究得以验证,那么过程分布可被分为:平均值的±1.5标准差内标识为绿色区域,过程分布内剩余的区域标识为黄色,任何过程分布(99.73%范围)以外标识为红色区域。
如果过程的分布服从正态分布,则大约0﹒3%分布在红色区域。
如果过程的分布确定为非正态分布可以形成类似的条件。
与样本容量为5的RX-控制图控制等同,停止灯控制的主要步骤如下:1、检验两个零件,如果都在绿色区域,继续运行。
预控图
预控图预控图(PRE—Control):小批量生产过程的质量控制工具预控图的概念及说明预控图(PRE—Control),又叫彩虹图,是一种基于规格界限来控制过程的简单运算法则图,是美国Rath & Strong咨询公司于20世纪五十年代开发的。
早在20世纪20年代,美国贝尔实验室的科学家休哈特发明了休哈特控制图,它是基于产品的生产过程连续稳态,并且质量特性的分布是在正态或接近正态分布的情况下运用。
而预控图只是假设生产过程中产品的质量特性是可测量和可调整的,它并未假设为某一分布和稳定的分布。
休哈特控制图是用3σ原理设置控制限,预控图是以规格限设置控制限,警戒区设计在规格限内。
为了应用方便,通常预控图控制区域分为三个:目标区、警戒区、不良区,见下三种图形(见下图)。
[编辑]预控图的理论[1]设产品单元的参数X分布函数为F(x),X是任意分布。
在双边情况下,令X落入左侧目标区的概率为P gL,落入右侧目标区的概率为P gr;落入左侧警戒区的概率为P yL,落入右侧警戒区的概率为;落入左侧不良区的概率为P rL,落入右侧不良区的概率为Pπ。
令X落入目标区的概率为P g(在双边情况下,P g = P gL + P gr);令X落入警戒区的概率为P y(在双边P r = P yL + P yr)。
令X落入目标区的概率为(在双边情况下,P g = P gL + P gr);令X落入警戒区的概率为P y(在双边情况下,P y = P yL + P yr);令x落入不良区的概率为P r(在双边情况下,P r = P rL + Pπ)。
可以启动预控图于工程控制的概率为P S,其条件为接连5个样品的参数值落在目标区内,故。
在启动预控图于工程控制后,每一次抽样抽两个样品A、B:两个数据全落在目标区的概率为,;一个数据落在目标区、另一个数据落在警戒区的概率为2P_gP_y;两上数据都落在警戒区的概率为P^2_y;两个数据中有一个落在不良区,另一个落在非不良区的概率为2P_r(1-P_r);两个数据都落在不良区的概率为。
Get清风格雅预先控制图与传统控制图的优点
【管理精品】预先控制图与传统控制图的优点预先控制图与传统控制图的优点特性传统控制图Control Chart预先控制图Pre-control1简单复杂——控制线的计算。
简单——控制在规格宽度的中间的一半。
2作业员之使用困难——只有画图,解读不清楚容易——绿色和黄色区,很实用。
3数学知识具备——必须要计算X,R控制线和工序界线根底——只要知道除以44小批试产无法使用在低于500个之试产,需较多样品/数据建立控制线适用于20个以上之试产,PC线已被规格定出了。
5控制界限之调整经常——工业上并无恒定不变的系统不必要——除非规格或目标调整。
6机器之调整消耗时间——每次调整需在80-150个产品之试作。
短时间——根据2个样品这结果。
7抽样之频率模糊,武断。
抽样规那么-在两次停线/调整间作6次抽样。
8区分力弱——当无不良时,α risk高,当有不良时,βrisk高,与规格关联性较小。
很强——以pre-control 作出的处理α risk低,最差的情况有<2%。
〔当CPK=1.66时〕βrisk〈1.36%9计数图P或C控制图不能够分出不同缺点的重要度计时值可以用加权比重来转化成pre-control10经济性昂贵——计算,纸上作业,较多样品,较高的频率的取样,较耗时的试产。
低廉——计算简单,最少的纸上作业,少量样品,较低的抽样频率,5个产品既可决定工序能力。
不合格品率(P)控制图绍兴怡东仪表宋汉冲2000版ISO9000族标准自2000年12月15日正式发布以来,各地掀起了新一轮的贯标热,原来贯彻实施94版ISO9000族标准的组织也陆续换版。
2000版标准虽然没有象94版标准那样将统计技术作为独立的条款予以规定,但这并不意味着弱化统计技术应用的要求。
ISO9001:200 0标准的8.1条明确规定,组织在筹划并实施所需的监视、测量、分析和改良过程时“应包括对统计技术在内的适用方法及其应用程度确实定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
预控图解释
预控图(PRE—Control),又叫彩虹图,是一种基于规格界限来控制过程的简单运算法则图,是美国Rath & Strong咨询公司于20世纪五十年代开发的。
早在20世纪20年代,美国贝尔实验室的科学家休哈特发明了休哈特控制图,它是基于产品的生产过程连续稳态,并且质量特性的分布是在正态或接近正态分布的情况下运用。
而预控图只是假设生产过程中产品的质量特性是可测量和可调整的,它并
未假设为某一分布和稳定的分布。
休哈特控制图是用3σ原理设置控制限,预控
图是以规格限设置控制限,警戒区设计在规格限内。
为了应用方便,通常预控图控
制区域分为三个: 目标区、警戒区、不良区。
基本思想: 预控图是一种非常简便的质量控制工具,其基本思想如下:
(1)过程开始前预先控制。
(2)预控图直接与规格(公差)界限相联系,易于理解。
(3)不需计算控制界限,直接用单个样品的实测值对过程做出判断。
预控图的建立
首先第一步要做的是应用预控图的资格确定,相当于制作休哈特控制图的“分析用控制图”。
一般取5个样品进行测量,如果5个样品的测量数据全部落在目标区域,说明过程均值基本没有大偏移,可以使用预控图。
但是,只要有1个样品的测量数据落在目标区域之外,则需要对过程进行整顿调整,直至5个样品数据全部落在目标区域以内。
在判定满足预控图的应用条件之后,即可进行预控图的操作。
每一次抽样抽两个产品单元A、B,周期性地连续测量A、B一对产品的数据,如果数据都落在一个警戒区,说明过程的均值有偏移,过程需要暂停生产,进行调整; 如果分别落在两边的警戒区,说明过程的变异变大,过程需要整顿,调整标准偏差; 如果任何一个落在不良区,过程都需要整顿,其它过程无需整顿调整。
预控图的优点
1、预控图具有抽样检测工作量少和简单易懂的程序,以及合理的统计原理,困此它为操作者的工序质量
控制提供了一种有效的方法。
2、对操作者素质的要求一般均可达到。
顼控图要求操作者满足以下三点要求: 操作者必须知道工序产品什么才是合格; 操作者具有判断产品是否合格的工具(量具、标准、仪器); 当工序发生偏差时,操作者必须能够进行修正。
以上这三点要求是对任何操作者自控的工序应必备的先决条件。
3、使用预控图可以较好地调动操作者在质量管理中担负起责任。
通过实施预控图,操作者要密切地观察操作过程,不断地确定产品是否合格,工序是否需要调整。
由于预控图很少发出错误信息,从而减少不必要的调整,这不仅使操作者对预控法建立了信心,而且对生产优质产品的能力也产生了更大的自信心。
4、常规控制图按其控制对象分为计量值控制图与计数值控制图。
但预控图不仅适用于计量值也适用于计数值(过或不过)的情况。
对于计量值数据,可在量具的,测量面上中心部位涂以绿色,在其外涂以黄色,规格界限外涂以红色。
利用这种量具就会使操作者很快知道应继续生产、停止生产还是应当提起往意再测量第二个产品,而不一定要读出具体的测量值。
对于过与不过的计数值情况下,除了有标示公差界限的一般量规以外,还可提供预控线或绿区界限的量规。
这样就使预控图具有更广泛的应用场合。
预控图的使用规则
2个数据点落在绿色区域,继续运行该过程;
1个数据落在黄色区域,1个数据落在绿色区域;
2个点落在黄色区域(同一区),调整过程;
2个点落在黄色区域(相反区),停止过程,并调查;
1个点落在红色区域,停止过程,并调查;
每当过程被调整,在开始取样前,过程生产的5个连续的零件必须落在绿色区域。
预控图使用的注意事项
1.绘制控制图时所抽取的管理用数据,不须以工序稳定状况下为前提,否则,所计算出的控制上下线有可能超过公差范围。
2.使用控制图时注意与标准化操作结合起来,例如对孔加工来说,可根据孔径的规格范围分别采用铰刀、
Ps.有关预控图最初描述的书籍是K.R.Bhote所写的转载请注明出自<<World Class Quality,Using Design of Experiments to Make It Happen>>(中文译名<<世界级质量的管理工具>>).。