内板件精加工策略090716
机械手表机心零部件的精饰要求

2017年12月15日,国家标准计划《机械手表机心零部件的精饰要求》(-T-607)下达,项目周期24个月,由 中国轻工业联合会提出,由TC160(全国钟表标准化技术委员会)归口上报及执行,主管部门为中国轻工业联合 会。
该标准制定工作任务下达后,成立了由起草单位人员参加的标准起草小组。主编单位天津海鸥表业集团有限 公司在起草工作组讨论稿时,根据该公司上市销售的产品零部件的精饰实际情况,部分内容参考了日内瓦十二守 则,确定了该标准的主体内容。西安轻工业钟表研究所有限公司对标准技术内容框架和相关技术内容进行了调整、 完善和补充,于2018年1月底完成了《机械手表机心零部件的精饰要求》标准讨论稿的编写。
谢谢观看
国家标准《机械手表机心零部件的精饰要求》(GB/T -2019)依据中国国家标准《标准化工作导则—第1部 分:标准的结构和编写》(GB/T 1.1-2009)规则起草。
主要起草单位:天津海鸥表业集团有限公司、西安轻工业钟表研究所有限公司、依波精品(深圳)有限公司、 深圳市飞亚达科技发展有限公司、珠海罗西尼表业有限公司。
主要起草人:周文霞、张芳、金英淑、陈斌、黄铃、李鹏、张云、刘英才、郭新刚、陈世佳。
标准目次
参考资料:
内容范围
《机械手表机心零部件的精饰要求》(GB/T -2019)规定了机械手表机心零部件精饰外观的要求和检验方法。 该标准适用于经过精饰加工的机械手表机心零部件。
引用文件
参考资料:
实施建议
该标准发布实施后,全国钟表标准化技术委员会秘书处将及时通报标准发布信息,并积极协调、宣传标准内 容,鼓励企业积极采用。
意义价值
《机械手表机心零部件的精饰要求》(GB/T -2019)的制定和实施,将精饰机械手表机心的零部件要求做了 明确的规定,为中国国内企业精饰机械表机心提供有效的依据,也为市场和销售提供了统一规范的标记,可以有 效促进此类先进技术手表机心产品的质量水平提升。
加工检验标准(工艺单)加工检验标准
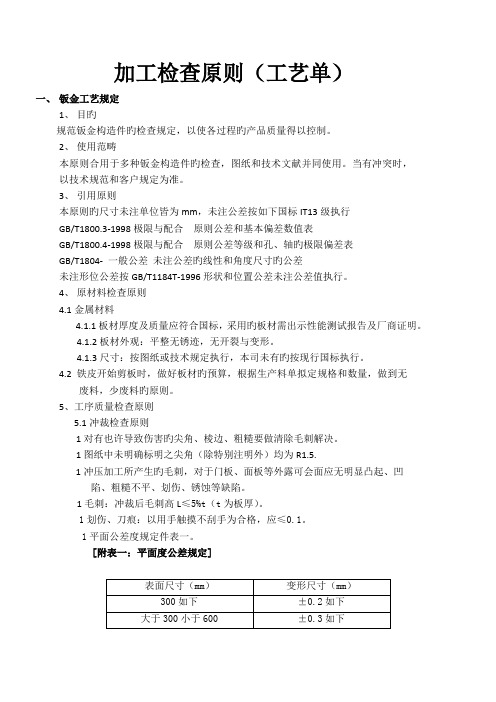
加工检查原则(工艺单)一、钣金工艺规定1、目旳规范钣金构造件旳检查规定,以使各过程旳产品质量得以控制。
2、使用范畴本原则合用于多种钣金构造件旳检查,图纸和技术文献并同使用。
当有冲突时,以技术规范和客户规定为准。
3、引用原则本原则旳尺寸未注单位皆为mm,未注公差按如下国标IT13级执行GB/T1800.3-1998极限与配合原则公差和基本偏差数值表GB/T1800.4-1998极限与配合原则公差等级和孔、轴旳极限偏差表GB/T1804- 一般公差未注公差旳线性和角度尺寸旳公差未注形位公差按GB/T1184T-1996形状和位置公差未注公差值执行。
4、原材料检查原则4.1金属材料4.1.1板材厚度及质量应符合国标,采用旳板材需出示性能测试报告及厂商证明。
4.1.2板材外观:平整无锈迹,无开裂与变形。
4.1.3尺寸:按图纸或技术规定执行,本司未有旳按现行国标执行。
4.2铁皮开始剪板时,做好板材旳预算,根据生产料单拟定规格和数量,做到无废料,少废料旳原则。
5、工序质量检查原则5.1冲裁检查原则1对有也许导致伤害旳尖角、棱边、粗糙要做清除毛刺解决。
1图纸中未明确标明之尖角(除特别注明外)均为R1.5.1冲压加工所产生旳毛刺,对于门板、面板等外露可会面应无明显凸起、凹陷、粗糙不平、划伤、锈蚀等缺陷。
1毛刺:冲裁后毛刺高L≤5%t(t为板厚)。
1划伤、刀痕:以用手触摸不刮手为合格,应≤0.1。
1平面公差度规定件表一。
[附表一:平面度公差规定]5.2折弯检查原则 5.2.1毛刺:折弯后挤出毛刺高L ≤10%t(t 为板厚)。
除特别注明外,折弯内圆角为R15.2.2压印:看旳到有折痕,但用手触摸感觉不到(可与限度样板相比较)。
5.2.3折弯变形原则按照《表一》及《表二》。
[附表二:对角线公差规定]5.2.4折弯方向、尺寸与图纸一致。
5.3钣金加工件检查原则5.3.1尺寸:尺寸按图纸规定检查,尺寸公差见表三。
[附表三:尺寸公差规定]5.3.2焊接5.3.2.1焊缝应牢 固、均匀,不得有虚焊、裂纹、未焊透、焊穿、豁口、咬边等缺陷。
产品内分工与加工贸易战略
产品内分工视角下的中国加工贸易战略初探佘雪锋上传时间:2007-10-18 8:46:00《商业时代》2007年第25期内容摘要:国际分工已深化到产品内分工阶段,中国加工贸易转型升级面临新的机遇。
本文分析产品内分工背景下中国加工贸易转型升级的有利条件与机制,探讨加工贸易发展面临的原产地规则、加工增值率增长缓慢和加工贸易主体结构失衡等问题产生的原因及其影响,指出加工贸易战略调整的方向在于立足中国静态比较优势,继续支持劳动密集型产品、劳动密集型环节的加工贸易;努力创造动态比较优势,引导外资投向技术密集型产业、高附加值加工环节;完善加工贸易政策,提高加工增值率,促进国内产业结构升级。
关键词:产品内分工,加工贸易,原产地规则产品内分工概念“产品内分工”(intra-product specialization)是指特定产品生产过程中不同工序、不同区段、不同零部件在空间上分布到不同国家,每个国家专业化于产品生产价值链的特定环节进行生产的现象(田文,2005)。
从某种意义上说,产品内分工是国际分工进一步深化,是同一产品的不同生产阶段(生产环节)之间的国际分工,其实质是生产布局的区位选择,可以在跨国公司内部实现,也可以通过市场在不同国家间的非关联企业完成。
传统的比较优势理论通常被用来解释产业间分工现象,对于产品内分工该理论依然适用。
如果说传统国际分工的边界是产业的话,产品内分工的边界则在于价值链。
产品的价值链按要素密集度的不同分为劳动密集环节、资本密集环节和技术密集环节三种,各国依据自身的要素禀赋在不同环节的生产上具有比较优势,并相应占据产品价值链上其具有比较优势的环节(高越,2006)。
产品内分工既可以通过横向扩展方式来实现,表现为发达国家之间的中间产品贸易,又可以通过纵向延伸方式来建构,表现为处于不同发展阶段的国家之间的中间产品贸易。
可用通过一个简单的2×2模型说明产品内分工产生的原理。
假设有甲、乙两个国家,甲国资本较丰裕,乙国劳动力较丰裕。
004 精加工策略
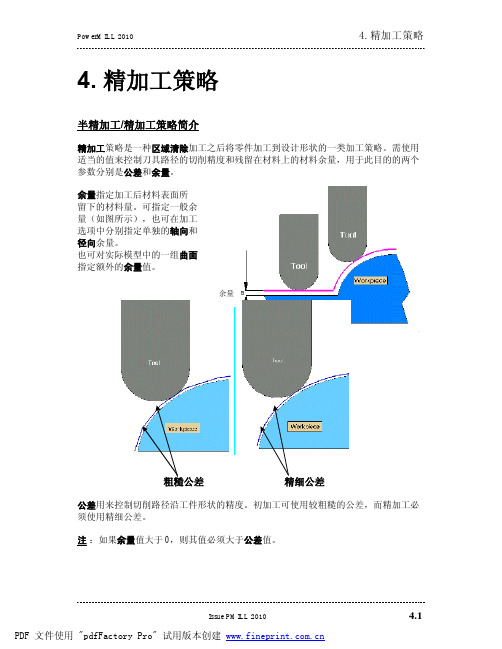
4. 精加工策略半精加工/精加工策略简介精加工策略是一种区域清除加工之后将零件加工到设计形状的一类加工策略。
需使用适当的值来控制刀具路径的切削精度和残留在材料上的材料余量,用于此目的的两个参数分别是公差和余量。
留下的材料量。
可指定一般余量(如图所示),也可在加工选项中分别指定单独的轴向和径向余量。
也可对实际模型中的一组曲面指定额外的余量值。
精细公差公差用来控制切削路径沿工件形状的精度。
初加工可使用较粗糙的公差,而精加工必须使用精细公差。
注:如果余量值大于0,则其值必须大于公差值。
平行、放射、螺旋和参考线精加工简介这一部分将介绍由向下投影参考线所产生的精加工策略。
共有四种这种类型的策略,它们分别是平行、放射、螺旋和参考线(用户定义)精加工策略。
PowerMILL通过沿Z轴向下投影一预定义线框形状到模型来产生刀具路径。
标准的平行、放射和螺旋几何形状直接通过在精加工表格中输入值产生。
点取计算按钮执行命令前,可点取表格中的预览按钮,在图形视窗中预览所产生的图案。
参考线选项则需要用户自行定义一几何形状(激活参考线),然后将该几何形状沿Z轴投影到模型而形成刀具路径。
下面是这四种图案策略的几何形状,图案的查看方向为沿Z轴向下。
平行放射螺旋参考线 (用户定义)下面我们就以更常用一些的平行精加工策略为例,来介绍这类刀具路径。
平行精加工策略•删除全部并重设表格。
•从文件菜单下选取打开项目,通过打开的表格选取项目:D:\users\train\PowerMILL_Data\Projects\Chamber_Start。
这次我们从一已有项目开始。
•于是屏幕上弹出一对话视窗,告诉我们原项目为只读文件。
点击接受。
屏幕上即显示出保存在输入项目中的模型和刀具。
•从文件菜单中选取保存项目为:D:\users\training\COURSEWORK\PowerMILL-Projects\chamber •按缺省的方框-模型设置定义毛坯。
精密零件的数控加工工艺及加工策略
精密零件的数控加工工艺及加工策略作者:王磊来源:《现代职业教育·高职高专》2017年第11期[摘要] 21世纪,我国经济迅猛发展,科学技术水平也在不断增强。
随着我国不断推进的现代化建设进程,数控高速加工工艺凭借着较高的自动化程度、高精度和高效率的优势,成为机械制造行业的关键技术和重要基础。
科技的进步对机械产品的生产率和质量要求越来越高。
为了提高制造企业的竞争力,就必须要将加工成本降低,缩短产品周期,促进产品质量的进一步提高。
对精密零件的数控加工工艺进行了分析,通过分析高速加工技术的特点,提出了精密零件的具体加工策略。
[关键词] 数控加工;精密零件;加工工艺;策略[中图分类号] TG659 [文献标志码] A [文章编号] 2096-0603(2017)31-0206-02在精密模具零件加工中,通过高速加工技术的运用,能避免电极制造,将磨削抛光工序和电火花所取代。
能够对具有较高系统刚性要求、复杂曲面和大型覆盖件的高淬硬模具钢件进行加工,并且能使抛光量和钳工打磨大幅度降低。
高速加工的数控机床刀具等装备,具有较大的投资、极高的技术含量。
在高速加工精密模具零件的过程中,需要对高速加工工艺和策略准确把握,对高速加工机床和切削刀具合理选择。
同时对加工路线和走刀方式合理选择,才能对精密模具工作零件进行准确可靠的制作。
一、精密模具零件的高速加工工艺(一)高速加工机床高速切削机床通常具有较高的技术性能,主轴转速高达20000~40000r/min,最大进给速度达120m/min。
采用运动机构和主轴系统等高性能的功能部件,相比于传统普通数控机床,国内外高速加工中心具有更加良好的加工速度、性能和临床机构。
高速机床要求的冷却系统和主轴单元具有极高的性能。
同时,需要优良的动力特性、监控系统和安全装置,其特点是机床具有较大的制造难度和极高的技术含量。
相比于国外,目前国内的高速机床在技术上还有一定差距存在。
为了使数控机床的试制周期和开发时间有效缩短,需要新型功能部件,具有极高的可靠性和性能。
生产月报范例

120700 90700 60700
67800 76000 90000 98000 98000 98000 101000 101000 10109050000 70000 69100
95000 目标 产量(对)
09年均 (万)
120 88.85
1月
70000 67800
2月
95000 95000
30700
700
目标 产量(对)
09年均 (万)
120 88.85
1月
70000 67800
2月
76000 69100
3月 90000
4月 98000
5月 98000
6月 98000
7月 101000
8月 101000
9月 101000
10月 95000
11月 95000
12月 95000
部门工作总结报告
报告部门:生产部 报 告 人:xxx 报告时间:
报告内容
一、上月重点工作完成结果 二、PQCDSM指标达成及问题点改善
1、P(产量、效率) 2、Q(品质) 3、C(消耗) 4、D(周期、交付) 5、S(安全管理) 6、M(员工士气管理) 三、上月重点改善事项、案例分享 四、本月重点工作计划 五、与会者交流 六、报告结束
95000 90000 98000 98000 98000 101000 101000101000
70000 69100
95000 95000
700
09年均 (万)
1月
2月
3月
4月
5月
6月
7月
8月
9月
10月
11月
12月
D
目标
高效组合加工工艺策略
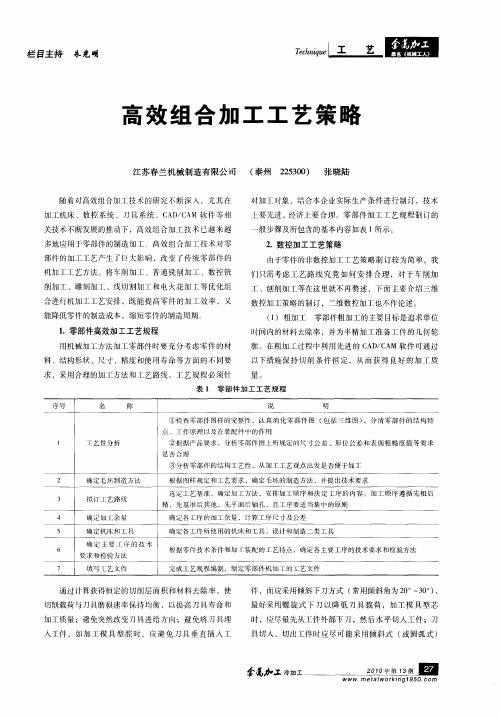
工 、刨削加工 等在这里 就不 再赘述 ,下面 主要介绍 三维 数控加工 策略的制订 ,二维数控加]_也不作论述。
(1)粗加工 零部件粗加工 的主要 目标是追求单 位 时间内的材料 去除率 ,并 为半精 加工准备 工件的几何 轮
用机械加工方法加工零部件时要充分 考虑零 件 的材 廓 。在粗加工过程 中利 用先进 的 CAD/CAM 软件可通过
由于零件 的非数控加工 工艺策略制 订较为 简单 ,我 们 只需考 虑 工艺 路线 究 竟 如何 安排 合 理 ,对 于车 削加
削加工 、雕刻加工 、线切割加工和 电火花加工 等优化组 合进行机加工工艺安排 ,既能提高零 件的加 工效率 ,又 能降低零件的制造成本 ,缩短零件的制造周期。
1.零部件高效加工工艺规程
W WW m etalw orking l950.式 切 削 (Climb cutting)可降低切 削热 ,减小刀具受力 和加 工硬 化程度 ,提高加工质量。
(2)半精加工 零件半精加工的主要 目标是使工 件 轮廓形状平整 ,表面精加工余 量均匀 ,这对于工具 钢零 件尤为重要 ,因为它将影响精 加工时刀具切削层 面积 的 变化及刀具 载荷 的变化 ,从而影响切削过程 的稳定性 及 精加 工 表 面 质 量 。粗 加 工 是 基 于 体 积 模 型 (Volume mode1),精加工则是基于面模型 (Surface mode1)。而以 前开发的 CAD/CAM 系统对 零 件 的几何 描 述是 不 连续 的 ,由于没有描述粗加工后 、精加工前加工模 型的 中间 信息 ,故粗加工表面的剩余加工余量分 布及最大剩余加 工余量 均 是未 知 的。因此 ,应对 半精 加 工策 略进 行优 化,以保证半精加工后工 件表 面具有均 匀的剩余 加工余 量。优化过程包括 :粗加工后轮廓 的计 算 、最大剩余加 工余量 的计算 、最大允许加工余量 的确定 、对 剩余加工 余量大于最大允许加工余量的形面分 区 (如 凹槽 、拐角 等过渡半径小于粗加工刀具半径的区域 )以及半精加工 时刀心轨迹的计算等 。
精加工策略的方法
精加工策略的方法
精加工策略是一种将中文内容进行内容增强和优化的方法。
下面是一个生成700字左右的中文内容并按照列表划分的示例:标题:精加工策略的方法与步骤正文:
精加工策略是一种有效提升中文内容质量的方法。
下面将介绍一种常用的精加工策略,并按照步骤进行详细解析。
步骤一:内容分析与理解
首先,对原始内容进行仔细分析与理解。
了解内容的主旨、重点和逻辑结构,以便在后续的加工过程中更好地进行调整和优化。
步骤二:信息提炼与补充
根据内容的特点和目标受众,提炼出关键信息,并进行补充。
可以通过增加实例、引用相关数据或案例等方式,使内容更加具体、有说服力和可读性。
步骤三:结构调整与优化
根据内容的逻辑结构和读者的阅读习惯,进行结构调整和优化。
可以采用段落重组、标题调整、添加过渡句等手段,使内容更加连贯、清晰和易于理解。
步骤四:语言修饰与提升
对内容进行语言修饰和提升。
可以通过增加形象化的词语、修饰性的形容词或副词、变换句式等方式,使内容更加生动、有趣和富有表现力。
步骤五:校对与修改
最后,对加工后的内容进行仔细校对和修改。
检查语法错误、标点符号使用是否合理、逻辑是否通顺等,确保内容的准确性和流畅性。
通过以上步骤,可以有效地进行精加工策略,提升中文内容的质量和吸引力。
希望对你有所帮助!。
进料质量管理(IQC)作业办法
PagePage 1 of 10名称:进料质量管理(IQC)作业办法Name: In-coming Quqlity Control (IQC) Process 版别VersionA1版别变更记录:版次日期变更内容摘要A02010/01/03InitialA12010/07/09修改4.3.1检验完后张贴标签的定义修改4.8 ROHS检验确认,列入实际抽检测试核准Approve审核Review制订Prepare发行IssuedByPagePage 2 of 10名称:进料质量管理(IQC)作业办法Name: In-coming Quqlity Control (IQC) Process 版别VersionA1备注:参见分发/回收记录表Remarks: please refer to delivery/ callback recordPagePage 3 of 10名称:进料质量管理(IQC)作业办法Name: In-coming Quqlity Control (IQC) Process 版别VersionA1一、目的:Purpose便于IQC检验人员判断及作业时有依可循,特制定此流程。
To make this procedure that ensures IQC inspector can follow and know how to work.二、范围:Scope所有采购之料件均适用Applicable for all components purchases.三、定义及权责:Definition and responsibilitiesIQC人员为确保作业顺畅,将材料异常及时的反馈给SQE、物管及采购处理,便于厂商后续的改善。
To smooth the procedure, IQC engineer shall feedback material abnormalities to SQE, MaterialControl engineer (MC) and Purchase dept., and to get vendor’s improvement continuously.四、作业内容及步骤:Operation content and steps4.1 收料员核对交货内容与所需采购内容相符时,开立RC单.且把RC单放于对应的货物上摆放于待验区,急料部分,放于急料区。
精加工策略

精加工策略(实用版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的实用资料,如职业道德、时事政治、政治理论、专业基础、说课稿集、教资面试、综合素质、教案模板、考试题库、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor.I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, this shop provides you with various types of practical materials, such as professional ethics, current affairs and politics, political theory, professional foundation, lecture collections, teaching interviews, comprehensive qualities, lesson plan templates, exam question banks, other materials, etc. Learn about different data formats and writing methods, so stay tuned!精加工策略简述学习策略之精细加工策略精加工策略:是一种将新学习材料与头脑中已有知识联系起来从而增加新信息意义的深层加工策略。
精加工车间制程品质控制.docx
精加工车间制程品质管控方案目的:1.控制不合格品流入下道工序,减少不必要的人工浪费。
2.提高加工品质,激励员工自觉提高品质意识,实现科学管理。
3.提高品质控制及生产效能,给技术过硬的员工得到应有奖励,让技术暂时不好的员工得到激励的,提高员工的责任感,激发大家积极进取,不断创新的务实精神。
适用范围:国望品质部及精加工车间第一章总则1.认真负责敢于担当的员工应得到奖励2.马马虎虎、敷衍了事、工作不认真、做事不虚心、没有责任担当的员工应该得到惩戒3.积极上进的员工、有创新精神的员工要得到鼓励。
4.奖惩不是目的,最终的目的是要提高公司整体竞争力,让大家和国望一起发展。
第二章细则一.责任规定1.工序之间交接的时候,必须要交接清楚,上道工序决不给下道工序留尾巴,如有发现,下道工序可以向上级投诉,并拒绝交接,直至上道工序纠正并达到下道工序满意为至,双方交接以签字为据,产生的损失和责任由上道工序承担。
(需要统一制定出每道工序明确的要求,文字记录并确认签字生效)2.工序交接前,必须要对自己加工的相关项目进行自检,如需专业检验员检验的,必须交由检验员检验,并签字确认,然后方可向下道工序交接。
3.每道工序首件加工,必须认真加工,并进行严格检验,技术过硬的员工可以申请免检,但必须进行自检,并做好记录,没有申请免检的员工,必须交由专业检验员进行检验确认,(车间必须制出表格,记录每个工件每个工序(相关加工项目)的加工者,首件检验人、转序检验人,交接人)对于免检的,检验人则由加工者自己签名。
4.每个加工者,在拿到加工单时,必须对材料(包括上道工序转来的零件)进行查验,查看材料是否能够满足自己工序加工要求,上道工序是否有尾巴未处理,不能满足的,向上道工序加工者及检验人员提出,并向上级反映,得到确认后方可开始加工,如未及时提出的,则要视作上道工序不影响下道工序加工,那么在加工过程中因为原来的问题导致的不良,则与上道工序无关,本工序必段承担相关责任。
精加工策略的方法

精加工策略的方法精加工策略是一种提高产品质量和降低生产成本的重要手段。
在制造业中,精加工策略被广泛应用于各个环节,包括材料加工、零部件加工和成品加工等。
本文将从精加工策略的定义、方法和应用方面进行阐述。
精加工策略是指通过采用一系列精密的加工方法和工艺,使产品达到设计要求的精度和表面质量。
精加工策略可以分为两大类:一是采用先进的加工设备和工艺,如数控加工、激光切割和电火花加工等;二是采用精密的工装和夹具,如精密定位、自动对中和智能化控制等。
这些策略可以有效提高产品的精度和表面质量,并降低生产成本。
在具体的应用中,精加工策略可以通过以下几种方法实现。
首先是优化加工工艺。
通过对加工工艺的优化,可以减少加工工序和工艺参数的调整,提高加工效率和产品质量。
其次是改进加工设备。
采用先进的数控加工设备和精密的刀具,可以提高加工的精度和稳定性。
此外,还可以通过改进加工工装和夹具,实现零件的精准定位和自动对中,提高加工效率和产品质量。
精加工策略在各个行业中都有广泛的应用。
在汽车制造业中,精加工策略可以提高发动机零部件的加工精度和表面质量,提高整车的性能和可靠性。
在航空航天制造业中,精加工策略可以提高航空发动机和航空零部件的加工精度和表面质量,提高飞机的性能和安全性。
在电子制造业中,精加工策略可以提高电子元器件的加工精度和可靠性,提高产品的性能和使用寿命。
精加工策略还可以应用于其他领域。
在医疗器械制造业中,精加工策略可以提高医疗器械的加工精度和表面质量,提高医疗治疗的效果和安全性。
在光学制造业中,精加工策略可以提高光学元件的加工精度和表面质量,提高光学系统的成像质量和精度。
在军工制造业中,精加工策略可以提高军事装备的加工精度和可靠性,提高战斗力和作战效果。
精加工策略是一种提高产品质量和降低生产成本的重要手段。
通过优化加工工艺、改进加工设备和工装,可以实现产品的高精度加工和表面质量的提高。
精加工策略在各个行业中都有广泛的应用,对于提高产品的质量和竞争力具有重要的意义。
NB产品制程稽核要点
工站:自动裁线铆端&半剥
图示说明:
作业重点: 1. 线材/端子料号依BOM表. 2.不可有端子卡钩低,打包高/低,未剥皮铆端,未顶到位铆端,端子变形,夹片错开,色线破皮 等不良. 3.每次确认端子时必须拿配套的HSG进行实配确认,防止端子变形不方便插HSG作业或 卡钩压低造成卡不定位等不良现象.★ 4.必须用显微镜确认芯线剥皮后的状况及外被,不可有芯线剥伤或剥断或线径破皮,压伤的 现象.★ 5.端子铆压后之GAP值必须在规格范围内(用塞尺进行确认). 6.针对端子磅力确认,由操作员及品管错开每小时进行确认并记录于报表上. 7.将端子铆压OK的半成品每100PCS用橡皮筋扎成一把,两端用胶纸进行固定.
第20 页 共 N 页
工站:CONN贴双面带胶KAPTON胶纸
图示说明:
作业重点: 1.此处由先前的双面胶改成现在冲型的双面背胶的KAPTON,原因是K40产品在客 户OQC处发现1台整机开机后自动关机,原因是LCD端39PIN灰色线的绝缘皮后缩 与下面的铁壳接触产生短路现象.所以产线人工裁剪的双面胶改成冲型的规格统一 的KAPTON,将CONN以下的铁壳全部盖住,防止线材与铁壳接触的隐患. 2.必须齐CONN PAD以下的塑胶开始贴,上下左右必须贴齐,不可有胶纸歪斜或贴偏 造成铁壳外露的现象.
第14 页 共 N 页
工站:折拔编织
图示说明:
作业重点: 1.折拔编织时只可上下45度折拔一次. 2.编织在折弯时动作幅度要轻,避免编织在折弯时被折散.
第15 页 共 N 页
工站:折拔编织
常见品质隐患:1.单根编织过长. 2.编织过长或过短. 3.导体被拉断 4.单根内被短造成导体过长.
不良图片:
NB产品制程品质 稽核要点
应用六西格玛提高行星轮内孔精加工合格率
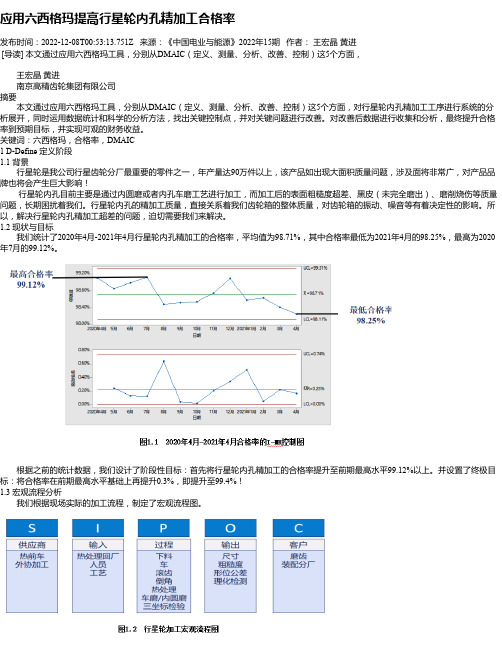
应用六西格玛提高行星轮内孔精加工合格率发布时间:2022-12-08T00:53:13.751Z 来源:《中国电业与能源》2022年15期作者:王宏晶黄进[导读] 本文通过应用六西格玛工具,分别从DMAIC(定义、测量、分析、改善、控制)这5个方面,王宏晶黄进南京高精齿轮集团有限公司摘要本文通过应用六西格玛工具,分别从DMAIC(定义、测量、分析、改善、控制)这5个方面,对行星轮内孔精加工工序进行系统的分析展开,同时运用数据统计和科学的分析方法,找出关键控制点,并对关键问题进行改善。
对改善后数据进行收集和分析,最终提升合格率到预期目标,并实现可观的财务收益。
关键词:六西格玛,合格率,DMAIC1 D-Define 定义阶段1.1 背景行星轮是我公司行星齿轮分厂最重要的零件之一,年产量达90万件以上,该产品如出现大面积质量问题,涉及面将非常广,对产品品牌也将会产生巨大影响!行星轮内孔目前主要是通过内圆磨或者内孔车磨工艺进行加工,而加工后的表面粗糙度超差、黑皮(未完全磨出)、磨削烧伤等质量问题,长期困扰着我们。
行星轮内孔的精加工质量,直接关系着我们齿轮箱的整体质量,对齿轮箱的振动、噪音等有着决定性的影响。
所以,解决行星轮内孔精加工超差的问题,迫切需要我们来解决。
1.2 现状与目标我们统计了2020年4月-2021年4月行星轮内孔精加工的合格率,平均值为98.71%,其中合格率最低为2021年4月的98.25%,最高为2020年7月的99.12%。
根据之前的统计数据,我们设计了阶段性目标:首先将行星轮内孔精加工的合格率提升至前期最高水平99.12%以上。
并设置了终极目标:将合格率在前期最高水平基础上再提升0.3%,即提升至99.4%!1.3 宏观流程分析我们根据现场实际的加工流程,制定了宏观流程图。
通过宏观流程图,可以看出,该项目过程包含了行星轮的全部加工流程。
1.4 风险评估针对该项目,我们进行了风险评估,主要可能会存在以下风险:1、进度风险:新工艺、新工装的试验,需要大量占用设备资源,同时需要收集大量数据,与现场生产相冲突,导致项目进展缓慢。
精加工策划书
精加工策划书尊敬的领导:随着时代的发展,制造业在国民经济中所占比重越来越大,进一步提高了精益制造之间的竞争优势,也促使我们不断寻求更高效、更精准、更安全的精加工方法。
本次精加工策划书的制作旨在提出一系列改进方案,以提高加工质量和安全性,并降低生产成本。
现将具体内容阐述如下。
一、问题概述公司生产过程中,由于零部件制造精度要求极高,一些加工过程带有较高危险性,常常出现以下问题:1. 生产车间环境欠佳,对加工质量造成影响。
2. 加工人员安全意识不高,易发生故障事故。
3. 加工设备不完善,难以满足高要求的加工需求。
二、解决方案为了改进以上问题,我们提出以下解决方案:1. 改善生产车间环境,提高加工质量。
建议改善生产车间的空气质量,降低车间温度、湿度等环境因素对精密加工的影响。
加强车间卫生管理,防止灰尘和残渣进入加工设备,使设备保持清洁并保持良好的运转状态。
2. 提高加工人员安全意识,避免故障事故发生。
为了提高加工人员安全意识,建议提供培训和教育,使员工更加了解安全标准和流程,并注重实践操作中的安全问题。
确保合格的证照和持证人员可以担任关键岗位。
3. 更新设备,满足高要求的加工需求。
为了保证所制造的精密部件具有良好的质量稳定性,建议购买新型、高效、精度高的加工设备,能够更好的满足高精度、高质量的加工生产要求。
并确保设备的安全性和可靠性。
三、预期效果我们期望通过以上提出的解决方案,达到以下效果:1. 加工质量得到大幅度提升。
2. 人身财产安全得到保障。
3. 加工过程的高效性得到极大的提升,生产成本也得到了有效降低。
四、成果反馈为了更好地实现本次精加工策划书的目标,我们提议在实施过程中定期召开会议进行成果反馈,以确定是否有必要对策划书进行纠正和更新,并及时核实改进方案的有效性。
综上所述,本次精加工策划书的制作可以更好地解决我们生产中所遇到的问题,提高我们生产的效率和质量,促进企业的发展,同时也使我们更加深刻地认识到,制造业市场的竞争异常激烈,我们要不断提高自己的工作能力和素质,才能够在竞争中不断前进。
板金件和塑料件的工艺准则(1).doc

第四章 板金件和塑料件的制造工艺性在设计产品零件时,必须考虑到容易制造的问题。
尽量想一些方法既能使加工容易,又能使材料节约,还能使强度增加,又不出废品。
为此设计人员应该注意以下制造方面事项。
第一节 板金件的工艺性4.1 板金件的工艺性是指零件在冲切、弯曲、拉伸加工中的难易程度。
良好的工艺应保证材料消耗少,工序数目少,模具结构简单,使用寿命高,产品质量稳定。
在一般情况下,对板金件工艺性影响最大的是材料的性能、零件的几何形状、尺寸和精度要求。
4.1.1 冲切件的构型原则冲切件的形状应尽量简单,尽量避免冲切件上的过长的悬臂狭槽。
如4.1-1图:对一般钢 A ≥1.5t对合金钢 A ≥2t 对黄铜、铝 A ≥1.2t t —材料厚度。
4.1.2 冲切弃料最少以减少料的浪费如 4。
1—2b 图,稍稍更改设计,就会得到更多的零件,将大大节约材料。
4.1.3 冲孔件的构型原则4.1.3-1 最小冲孔直径或方孔的最小边长冲孔时,应受到冲头强度的限制,冲孔的尺寸不能太小,否则容易损坏冲头。
最小冲孔直径及最小边长见4.1—2表。
4.1—2表 t —材料厚度4.1.3-2 冲切缺口原则冲切缺口应尽量避免尖角,如4.1—3a 图所示。
尖角形式容易减短模具使用寿命,且尖角处容易产生裂纹。
应改为如4.1—3b 图所示。
R ≥0.5t(t ─材料厚度)4.1—3a 图 4.1—3b 图4.1.4 弯曲件的结构原则 4.1.4-1 板件最小弯曲半径板件弯曲时,若弯曲处的圆角过小,则外表面容易产生裂纹。
若弯曲圆角过4.1.4-2 弯曲的直边高度不宜过小,否则不易成形足够的弯矩,很难得到形状准确的零件。
其值h ≥R+2t 方可。
见4.1—5图。
4.1─5图 4.1─6图4.1.4-3 弯曲边冲孔时,孔边到弯曲半径R 中心的距离L 不得过小,以免弯曲成型后会使孔变形。
其值L ≥2t 方可。
见4.1—6图。
弧,必须使a≥R。
4.1—7图4.1.4-5 在U形弯曲件上,两弯曲边最好等长,以免弯曲时产生向一边移位。
如何提高加工质量详细讲解
如何保证和提高数控车床的加工质量探讨发布:2011-08-29 | 作者: | 来源: dengzhiyu | 查看:1088次 | 用户关注:摘要:零件的加工质量包括加工精度和表面质量。
本文结合相应实例阐述,应从工艺因素、编制加工程序和操作技能等方面着手,进行全过程控制,才能保证和提高数控车床的加工质量。
关键词:数控车床;加工质量;工艺因素;程序编制中图分类号:TG659文献标识码:B文章编号:1673-1417(2006)03-0034-041引言在市场竞争激烈的情况下,数控车床的应用越来越广泛。
为合理地发挥数控车床的加工特点,保证加工质量,如何保证和提高数控车床的加工质量摘要:零件的加工质量包括加工精度和表面质量。
本文结合相应实例阐述,应从工艺因素、编制加工程序和操作技能等方面着手,进行全过程控制,才能保证和提高数控车床的加工质量。
关键词:数控车床;加工质量;工艺因素;程序编制中图分类号:TG 659 文献标识码:B 文章编号:1673-1417(2006)03-0034-041 引言在市场竞争激烈的情况下,数控车床的应用越来越广泛。
为合理地发挥数控车床的加工特点,保证加工质量,如何保证和提高数控车床的加工质量是十分重要的。
2 必须考虑合理的工艺因素,以保证和提高数控车床的加工质量2.1 数控加工工艺性分析与处理工艺性分析与工艺处理是对工件进行数控加工的前期准备工作,它必须在数控程序编制前完成,因为工艺方案确定之后,编程才有依据。
如果工艺性分析不全面,工艺处理不当,将可能造成数控加工的错误,直接影响加工的顺利进行,甚至出现废品。
因此数控加工的编程人员首先要把数控加工的工艺问题考虑周全,才进行程序编制。
合理进行数控车削的工艺处理,是提高零件的加工质量和生产效率的关键。
因此应根据零件图纸对零件进行工艺分析,明确加工内容和技术要求,确定加工方式和加工路线,选择合适刀具及切削用量等参数。
例如以下图1和图2是我们加工过的两个配合件:图1 配件1图2 配件2技术要求:①锐边倒角C0.5 ②锥面配合涂色检查不少于60%O③毛坯" 60X 120 、φ40X602.1.1零件图的加工工艺分析加工以上配合件难点在于保证图1φ26+0.023+0.003外圆柱相对于。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内板件精加工策略
之一
2009.7.16
目录
1、拉延模压边圈精加工策略----------------------------------------------- 3
2、备胎地板J26-5600041-1-5 ---------------------------------------------- 4
3、后地板前部本体M14-5100191-1-2 ------------------------------------ 6
4、后围本体J26-5600011-1-4 ------------------------------------------------ 8
5、前挡板J26-5300101-1-5 ------------------------------------------------- 10
6、前地板M14-5101011-1-2 ------------------------------------------------ 13
7、发盖内板J26-8402511-DR ---------------------------------------------- 15
8、前底板本体J26-5600031-32-DR --------------------------------------- 17
9、中央通道本体J26-5100033-DR ---------------------------------------- 19
10、左右前纵梁外板J26-5101711-DR ----------------------------------- 21
1、拉延模压边圈精加工策略
除特殊说明情况外,今后所有压边圈精加工策略按下面方法编程
压边圈精加工策略:
若凹筋:
1.将凹筋填平;
2.由内向外、螺旋、顺铣,如刀路1;
3.四角以及剩余区域,双向、三维偏置加工,如刀路2—5;
4.单独精加工凹筋。
若凸筋:
1.先计算刀路,由内向外、螺旋、顺铣,如刀路1;
若折痕多,则采取第二方案。
2.顺长方向平行顺长加工.若拉延筋位置有问题,则用45°平行加工
2、 备胎地板J26-5600041-1-5
特别注意:所有接刀部位程序里连接设定圆弧切入、切出,短连接增加圆弧切入、切出.避免接刀部位产生拉刀痕迹
.
2、凸模:
3、后地板前部本体M14-5100191-1-2
特别注意:所有接刀部位程序里连接设定圆弧切入、切出,短连接增加圆弧切入、切出.避免接刀部位产生拉刀痕迹.
4、后围本体J26-5600011-1-4
特别注意:所有接刀部位程序连接设定:圆弧切入、切出,短连接增加圆弧切入、切出.避免接刀部位产生拉刀痕迹.
5、前挡板J26-5300101-1-5
特别注意:所有接刀部位程序里连接设定圆弧切入、切出,短连接增加圆弧切入、切出.避免接刀部位产生拉刀痕迹.
6、前地板M14-5101011-1-2
特别注意:所有接刀部位程序里连接设定圆弧切入、切出,短连接增加圆弧切入、切出.
7、发盖内板J26-8402511-DR
特别注意:所有接刀部位程序里连接设定圆弧切入、切出,短连接增加圆弧切入、切出.避免接刀部位产生拉刀痕迹.
8、前底板本体J26-5100031-32-DR
特别注意:所有接刀部位程序里连接设定圆弧切入、切出,短连接增加圆弧切入、切出.避免接刀部位产生拉刀痕迹.
9、中央通道本体J26-5100033-DR
特别注意:所有接刀部位程序里连接设定圆弧切入、切出,短连接增加圆弧切入、切出.避免接刀部位产生拉刀痕迹.
10、左右前纵梁外板J26-5101711-DR
特别注意:所有接刀部位程序里连接设定圆弧切入、切出,短连接增加圆弧切入、切出.避免接刀部位产生拉刀痕迹.。