COG邦定作业规范
COG作业指导书
文书编号: 版本编号: 名 称 热压着加工 技术标准书 01 生效日期: ACF(异方性导电膜) 页数:1/15
【 目的】:本标准是根据ACF[(异方性导电接着剂)/日立化成]的特性对热压着加
工的条件设定·品质判定·制品使用进行规定。 【适用范围】 适用于SII MT及各合作厂 【目录】
1.条件设定的标准
2.所需的机器及使用方法 2-1)温度记录计和它的接线 2-2)热电偶‧种类 3.ACF的种类和构造 3-1)种类‧仕样 3-2)构造‧接线原理 3-3)特征 4.标准仕样和接着条件 5.接着温度‧时间的管理 5-1)接着温度‧时间的管理基准 5-2)热电偶的安装方法 5-3)温度曲线 5-4)ACF膜温度测定 6.接着压力管理 6-1)压力设定和管理基准 6-2)压力设定值、计算方法 6-3)压力设定 7.压着部·平行度管理 7-1)平行度测定和管理基准
RCD 1 SET
ALM 180.0℃ CHT BAT
RCD
MENU
PRIN
ALARM
FEED
②打开「RECORD开关 」 记录计的操作顺序 ③关上「RECORD开关 」,测试终了
电源OFF
COPY NO.________
承认
检认
作成
6
(COG作业标准书)
文书编号: 版本编号: 名称 热压着加工 技术标准书
2
COPY NO.________
承认
检认
作成
8
(COG作业标准书)
文书编号: 名称 热压着加工 技术标准书
⑤ 胶条按作业图的设定加工 ⑥ 安装胶条时,『原则上在加热头部/安装』加工 ⑦ 使用时,胶条表面『不用洗净也可』*使用铁氟龙,并进行内外管理
COG产品点胶作业指导
一、目的
规范和指导MSGH11533和MSGH11534产品在LMSGH11534的生产作业。
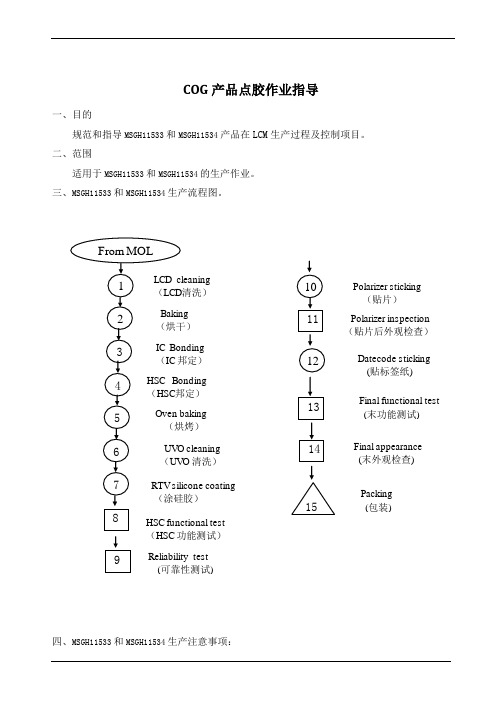
三、MSGH11533和MSGH11534生产流程图。
四、MSGH11533和MSGH11534生产注意事项:
1、根据生产仕样书的要求选好ACF。邦定机的参数见JU-WI-803 JU-WI-821和JU-WI-828。
2、邦定调机品(ACF和IC)做好标识,不允许返工,不能放人正单当中,单独放置。
并注意调机后正常生产的前5片做不良处理。
3、调机之后要确认以下内容:
A:IC bump和ITO的重合度,
B:IC bump偏移ITO的距离
确认之后方可大批量生产,在生产过程中IPQC会对以上内容进行抽检,抽检频率和要求见JU-WI-932,如经确认后有不良品则生产要把该段时间内生产的产品全数镜检。并在JU-WI-11533&11534-F01上做好相应的记录。
6.2在涂补强胶时,HSC要在BC下,以保证在涂布过程中硅胶不滴到HSC黄色区域。如滴到硅胶黄色区域,则判为不良品。见下图。
硅胶上HSC黄色部分NG
7、此产品需要进行可靠性筛选实验,筛选的比例按照品质部规定。如可靠性有发现一片不良,该张单需要100%做可靠性实验。
8贴黑色补强贴纸。
黑色补强胶纸要靠小玻璃边贴,和HSC黄色区域要有定距离,NG和OK图片见下:
NG图片OK图片
9末电检
MSGH11533&MSGH11534电测过程中要保证测试架上的背光保持亮的状态。
10末外观检查
10.1每一片的检查步骤参照JU-WI-871,在出货前由专人利用灯管的反光在不同角度检查光片的凹凸点。见下图。注意MSGH11533&11534为半透型产品,需要在每一片检查过程中要将台灯和底灯同时打开。
玻璃清洁作业注意事项
玻璃清洁作业注意事项玻璃清洁作业注意事项一.COG IC Bonding之ACF貼附前玻璃之清洁﹕1.清洁劑之使用只限用于IC Bonding用ACF貼附前﹐ACF貼附后一律禁用任何溶劑擦拭﹑清洁PIN區域。
(附圖1)2.先擦PIN區域再擦其背面之污染物。
3.棉簽之使用﹕(1). 平擦﹐用力适度﹐以能清除污染物為准。
(附圖2)(2). 只能順一個方向擦﹐不可來回往返擦。
(3). COG產品先擦拭IC Bonding區三次或以上﹐再整面擦二次或以上﹐至目視清洁為止﹔TAB產品擦三次以上。
(4). 一個棉簽頭只能擦一片玻璃﹐玻璃太臟時需用兩個或以上棉簽頭。
(5). 擦拭時要不斷轉動棉簽棒﹐即一邊擦一邊慢慢轉動。
(6). 沾溶劑過多時﹐向身后甩一甩﹐甩掉多余溶劑。
注意身后不能有其它物品及產品。
4.ACF不可触碰 (調机或异常處理時)﹐以防污染。
ACF重工時先用膠帶粘除﹐再依上述方式清洁﹐至完全干淨止。
(必要時用顯微鏡确認)二.COG IC Bonding后清洁﹕1.封Silicone膠前(專指COG產品)用干棉簽清洁掉每片玻璃PIN 區域之污染物﹐每個棉簽頭最多可擦5片璃﹐如玻璃較臟﹐數目應減少﹐甚至可用第二個棉簽頭﹐一直到干淨為止。
2.原則上要求擦1片封1片﹐以防停留時間長﹐再次被污染。
3.目視無异物可不擦。
4.重工品之處理須由工程指導進行﹐原則上用干刮之方式﹐以防止溶劑污染﹐ACF去除后要用顯微鏡檢查是否已干淨。
三.其它事項﹕1.轉運盤清洁干淨。
2.溶劑瓶內外清洁﹐保持干淨。
3.十指戴手指套。
4.玻璃之取放(尤其在机器平台上時)均不可以碰到PIN區域。
5.清洁劑只限用去漬油﹐其它溶劑禁用。
6.ACF Bonding机器平台﹑壓頭應保持清洁。
Bonding作業時﹐矽膠布應常清洁﹐保持干淨。
8.測試机架應清洁。
產品中途等待作業停留時間越短﹐受污染机會越小﹐所以應盡可能避免長時間等待。
13:42:40)區域。
COG机台换线作业指导书

1.需与”F1”所查询之”WORK NO.”相同
好好学习社区
德信诚培训网
d.按”READ”(‘12’方形)读取 PLC 内之程序资料 1.约等待1分钟 e.按”MANU”(‘9’方形),再按”ORIGIN”(‘17’ 1.进行原点复归前,须确认机台内无异物 方形),进行原点复归动作 f.“F1”查询如无量产玻璃型号,重新设定参数 详见:COG 操作说明书 一.程序新设: 1.WORK NO: 按“SET”(‘10’方形),选择“F1”,WORK NO LIST----从00~15 2. 选择更换LCD TYPE与LSI TYPE,按“READ”(‘12’方形) 二.资料输入: 1.按“SET”(‘10’方形)选择“F2”,根据欲生产产品工程图已给出资料参数,输入LCD TYPE 与LSI TYPE相关数值 2.按“MENU”,选择“F2”,根据欲生产产品之COG M/C制程条件设定表, 输入压着时间相关数值 3.按“MENU”, 选择“F7”,将ACF SUPPLY UNIT与LSI SUPPLY UNIT与ACT SUPPLY UNIT关闭 三.ACF SUPPLY--LCD对位MACK设定 1~a将鼠标的插座INTO机台下方之“面像处理装置“ACF1”上, 按下鼠标左键,将光标移至 “ALIGNMENT MAR KTRAINING”,按下鼠标左键 1~b.选择“MARK SEL”,选择“ACF—R”,按下鼠标左键, 1~c.选择“TYREA * ”,对照“WORK NO 00—A”, “WORK NO 01—B”, “WORK NO 02—C”,依 次例推 1~d.选择“AREA SET”,选择对位MARK(“ACF—R”),按下鼠标左键 1~e.选择“TRAINING”,选择“YES”,按下鼠标左键 1~f.选择“DISPIAY”, 按下鼠标左键,确认先前选取的MARK 1~g. 选择“QUIT”,按下鼠标左键,退出 2~a.将鼠标光标移至“ALIGNMENT MAR MATCHING OPTION”,按下鼠标左键 2~b.选择“LCD--R”,选择相似度为“0.90~0.80”,辨视度为“4”,SUB PIXEL 为“ON” 3~a.将鼠标光标移至“PRODUCT DATA”,按下鼠标左键 3~b.选择“MARK SEL”, 选择“ACF—R”,按下鼠标左键, 3~c.选择“WINDOW SETTING”, 按下鼠标左键,设定 MARK 搜寻范围 3~d.选择“SEARCH”, 按下鼠标左键 3~e.选择“MARK CENT”,修改特殊辨识记号高 OR 低适当数值,按下鼠标左键 3~f.选择“SET POSITION”, ,设定 MARK 之中心点 3~g.再次选择“SEARCH”, 按下鼠标左键, 确认先前选取的 MARK 抓取效果(重复几次) 3~h.选择“QUIT”,按下鼠标左键,退出 3~i.选择“MENU”(‘9’方形)模式, 按 “ORIGN”(‘17’方形)原点回复 4~ a.选择“MARK SEL”,选择“ACF—L”,按下鼠标左键, 4~ b .重复 1~c 至 3~I 程序,完成设定“ACF—L”设定程序 四.LSI SUPPLY--LCD 对位 MACK 设定 1.将鼠标的插座 INTO 机台下方之“面像处理装置“LSI”上, 按下鼠标左键,将光标移至 “ALIGNMENT MAR KTRAINING”,鼠标左键 2.程序“LSI/LCD—R”,“LSI/LCD—L”,设定步骤同 ACF SUPPLY--LCD 对位 MACK 设定程序 五.LSI SUPPLY--LSI 对位 MACK 设定 1.程序“LSI/LSI—R”,“LSI/LSI—L”,设定步骤同 ACF SUPPLY--LCD 对位 MACK 设定程序.
松下全自动COG机操作规范

附件2QXX-W-EP-08 A A0 4/71)温控表 2)硅胶片3)气压阀 4)压力表5)LCD放置平台 6)电源开关 7)急停开关 8)按钮5.2 ACF的安装:如图(1)所示5.2.1 如图(1)所示;把解冻好的ACF打开取出ACF,把ACF盘固定在固定轮上后,抽出ACF的长度分离ACF上的离型膜,把分离后的离型膜放入废料回收口,拉住ACF顺着ACF导向轮安装ACF,当ACF 安装至压轮位置时,轻轻安装压轮将ACF压住放入废料回收口后,检查ACF有无在感应区内后,在操作界QXX-W-EP-08 A A0 5/7面点击ACF初始化.5.2.2 用无尘布粘酒精清洁ACF机构的平台、Backup,清洁后观察是否清洁干净.5.2.3 用棉签粘酒精清洁ACF压头,清洁后用牙医镜观察是否清洁干净.5.2.4 如图(1)所示:取出一定长度的硅胶皮,先从左固定片固定硅胶皮的一端后拉直硅胶皮将其固定在右固定片,使其硅胶皮能完全的包住ACF压头底部.5.3 TEFLON(铁氟龙)的安装:如图(2)所示5.3.1 如图(2)所示;用力拉开弹簧夹旋转扭转30度后,双手向外拉出TEFLON(铁氟龙)安装装置,放置在工作平台后,打开TEFLON(铁氟龙)包装,取出TEFLON(铁氟龙)固定圈套入TEFLON(铁氟龙)内圈后,抽出TEFLON(铁氟龙)的长度固定在弹簧夹内后,双手拿起TEFLON(铁氟龙)安装装置放入槽内再用手轻轻向里推到弹簧夹位置后,旋转弹簧夹固定后,在操作界面点击TEFLON(铁氟龙)初始化.5.3.2 用无尘布粘酒精清洁本压机构的平台、Backup,清洁后观察是否清洁干净.5.3.3 用棉签粘酒精清洁本压压头,清洁后用牙医镜观察是否清洁干净.5.4 IC的安装:。
COG制程管制标准书

COG制程管制标准书1.0标题:COG制程管制标准书2.0目的:确保COG bonding后符合性能及可靠性要求,明确COG bonding后的检查判定规格,使其各种不良判定有据可依。
3.0 适用范围: COG工序首件检查及正常品的检查4.0 相关文件:无5.0 定义:5.1 ACF(Anisotropic Conductive Film):异向性导电膜。
5.2 COG (Chip On Glass ):通过邦定工艺,芯片结合在玻璃上的一种液晶显示模块。
5.3 ITO (Indium Tin Oxide):铟锡氧化物.5.4 邦定 (Bonding): 在加热加压的条件下,通过ACF的导电性和胶固化,将芯片与LCD结合在一起.5.5 Bump 芯片上的引脚,表面是镀金的,通常也叫Gold Bump.6.0 职责权限:6.1品质部:IPQC负责首检和抽检操作.6.2工艺部:协助生产员工培训,纠正和预防措施,工艺标准文件的制定. 6.3设备部:设备维护、保养,设备调试并填写记录表。
6.4制造部:负责COG邦定操作,执行和预防措施7.0 工作程序:7.1检查标准检验项目标准检查周期检查频度验收水准ACF贴附1.左右不超过0.5MM2.ACF需露出IC/FPC边缘0.3MM(前面)3.ACF必须完全复盖IC区域4.ACF切割要求平整5.ACF下面不允许有规律性线性气泡(TFT内边缘除外)首检每隔30分钟抽检1PCS/次/压头0收1退压力1.IC四个角上的压力均匀.2.Bump上大部分粒子的开口数为1~3个开口.3.BUMP上的有效粒子数≧5PCS4.IC BUMP与LCD ITO上下左右重合度≥75% (短路不可),超出不可接收5.IC Bump区域白色气泡≦30%首检每隔30分钟抽检2PCS/次/压头0收1退对位X/Y方向的偏位比例≦20%首检每隔30分钟抽检2PCS/次/压头0收1退邦定异物不允许首检每隔30分钟抽检2PCS/次/压头0收1退LCD破损1.不允许有裂纹(具有扩展性)2.崩片按品质检查标准首检/抽检1PCS/次/压头0收1退7.1.1 当COG 设备存在稳定性问题但仍需要生产时,检查周期:首检后每隔15分钟抽检(必要时根据实际问题的严重性需要,须按照特别要求做首检/抽检);检查频度:2PCS /次/压头。
点银浆(Ag Dotting)作业指导
/////一、制定目的为规范点银浆工序作业手法及相关注意要点,保证银浆将CF ITO与TFT导通效果,特制订本指南。
二、作业准备1.工装要求作业人员的工装要求、对产品的防护重点,进行作业时必须佩戴指套(or手套),带好静电腕带并确认接地良好。
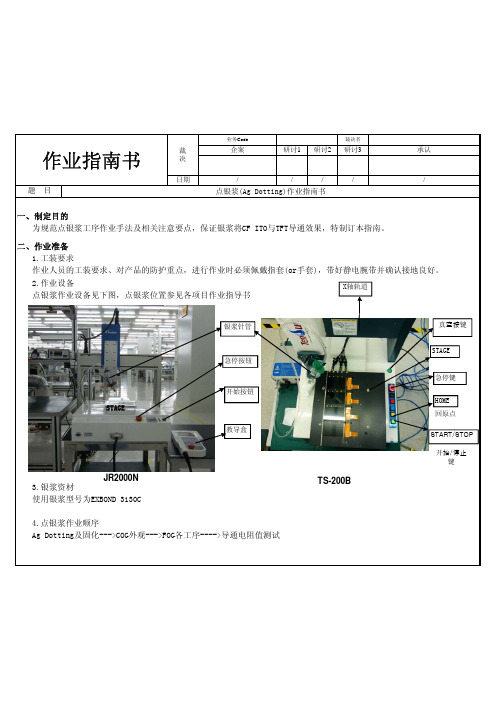
2.作业设备点银浆作业设备见下图,点银浆位置参见各项目作业指导书3.银浆资材使用银浆型号为EXBOND 3130C4.点银浆作业顺序Ag Dotting及固化--->COG外观--->FOG各工序---->导通电阻值测试业务Code 裁决者题 目点银浆(Ag Dotting)作业指南书企案研讨1研讨2研讨3承认日期裁决作业指南书教导盒急停按钮银浆针管开始按钮STAGEJR2000NTS-200B急停键HOME START/STOP STAGEX轴轨道回原点真空按键开始/停止键三、作业步骤1.JR2000N 操作步骤2.TS-200B 操作步骤基本作业流程同JR2000N,以下为TS-200B操作注意事项:从托盘中由近及远拿取FOG A,并将屏放在工作STAGE上对位。
注:为防止刻痕每只手只允许拿取一个屏确认产品对位OK后,按下真空吸气按钮到"︱"位置,使产品固定在工作STAGE上;按下"START"真空吸气按钮工作STAGE自动移到胶阀下并进行点银浆作业,设备自动运行期间请勿触摸设备,防止造成伤害按下真空吸气按钮到"o"位置,检查每一片产品银浆点胶情况,要求银浆连接上下两层玻璃基板且中间无断层,银浆直径大小大于2mm 检查出的银浆涂敷不良品,需要用无尘布将银浆擦除,并重新涂敷确认涂敷效果,下料到周转托盘中时注意不要将银浆蹭掉在烘箱中进行银浆固化作业,为使银浆完全固化,必须保证70℃(≥50min)的固化条件,90度交叉托盘,并填写时间记录表烘箱用无尘布清洁工作台面,如图将产品依次靠对位柱&卡槽对位按下机台右侧的开始/停止键"START/STOP",设备自行点浆作安全须知:严禁接触设备X 轨道(上图);设备自动运行时严禁身体任何部位进入设备工作区域(点浆STAGE范围内)依次取下产品检查银浆涂敷状态,后续流程见上述JR2000N操作步骤急停键HOME发现点胶异常(针头刮产品等)时,需及时拍下"急停键",并按下"HOME"键,通知设备技术员四、注意事项1.银浆涂敷后检查,需要保证银浆完全连接上下两层玻璃基板,要求:银浆涂敷在两层玻璃基板间饱满、无断层,且涂覆高度不高出偏光片;银浆固化后续填写《银浆固化时间确认表》2.导通电阻必须100%测试,要求大于150K欧姆为不良品,具体测试手法及测试位置如下,与项目作业指导书有差别时以指导书为准;3.在特殊情况下,需要机器立即中止操作时,可拍急停键,并立即通知设备人员;4.银浆不用时在外界暴露时间不可超过4H,需装好密封针头、并放入冰箱内-40℃冷藏,并填写《(PT11-021-XX)银浆使用履历卡》贴于银浆胶管表面;5.银浆固化时间要求≥50min ,以实际固化效果为准,可对应延长固化时间。
FOG作业规范
本资料为中山市蓝特电子有限公司专有之财产本资料为中山市蓝特电子有限公司专有之财产,,非经书面许可非经书面许可,,不准透露或使用本数据不准透露或使用本数据,,不准一、目的:规范邦定区的贴附作业手法及作业步骤。
二、适用范围:蓝特电子有限公司绑定车间FOG 绑定岗位。
三、使用工具与物料:热压机、功能片、FPC 、无尘布、静电环、吸塑盘、手套、手指套。
四、权责:1、生产部负责管理及按要求作业。
2、品质部负责对本作业员工的执行3、工程部负责作业指导书修改员工培训。
五、作业程序本资料为中山市蓝特电子有限公司专有之财产本资料为中山市蓝特电子有限公司专有之财产,,非经书面许可非经书面许可,,不准透露或使用本数据不准透露或使用本数据,,不准六、机器调试参数⒈压力测试把压力计放在热压着机加热头的中间部位测试计的高度:和产品压着时同等的高度测定压力测定,重复(2次-3次)确认是否再现同一条件压头下降速度对产品是没有影响的原则上,压力计测试开始2-3秒后,到达压力高峰值为目标⒉平行度测试用感压纸确认压着头及受取台的平行度[目的:热压着使压力分布均匀]测试时安上加热头的胶片。
(注意)着测试时,装上硅胶皮(防止感压纸溶化)测试时,压着头的温度为『量产条件的温度』(参考)秒数设定:①短的话/有微妙的差异②长的话/全红平行度良·否的判定:参照下列的管理基准本资料为中山市蓝特电子有限公司专有之财产本资料为中山市蓝特电子有限公司专有之财产,,非经书面许可非经书面许可,,不准透露或使用本数据不准透露或使用本数据,,不准『这些项目对压着信赖性有较大的影响』故是重要管理项目『参考』感压纸:使用富士胶卷。
七、镜检导电粒子1.粒子破裂状况FOG 粒子破裂要求每条金手指与ITO 线路重合区最少有10颗有效粒子有效粒子:即1个缺口为最好,两个缺口很好,三个缺口为一般,四个缺口且中间相连能够接受,五个缺口及以上为NG;2.偏位及错位偏位的标准为ITO 线路与FPC 金手指之间的重合度偏移;所谓错位即ITO 线路与FPC 金手指偏移超过整条线路为FOG 错位。
COG检验作业指导
7
抽样方案:按 GB2828-87 正常检查一次抽样 II 级水平抽样,B 类 AQL 值 为 0.4,C 类 AQL 值为 1.5.
8
处理方法:按《进货检验标准总则》执行。
拟制
审核
批准
文 件 编 号 作 业 指 导 书 版 本 号 年 第 页 月 共 日 页
生 效 日 期 标 1 2 3 4 4.1 题 COG 玻璃检验作业指导 页 次
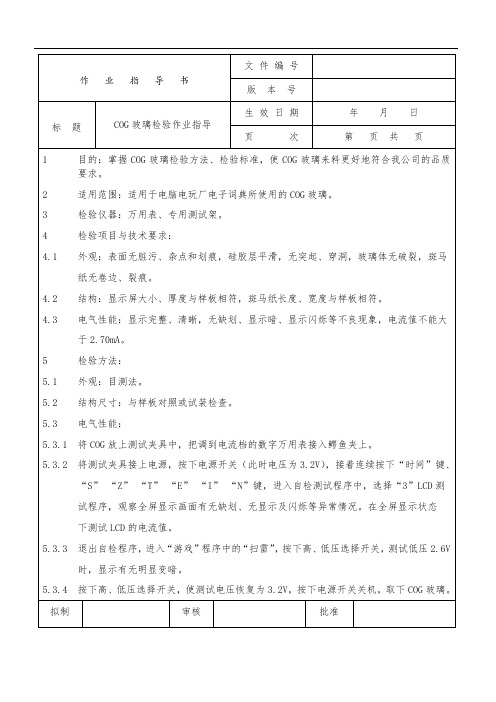
目的:掌握 COG 玻璃检验方法、检验标准,使 COG 玻璃来料更好地符合我公司的品质 要求。 适用范围:适用于电脑电玩厂电子词典所使用的 COG 玻璃。 检验仪器:万用表、专用测试架。 检验项目与技术要求: 外观:表面无脏污、杂点和划痕,硅胶层平滑,无突起、穿洞,玻璃体无破裂,斑马 纸无卷边、裂痕。
4.2 4.3
结构:显示屏大小、厚度与样板相符,斑马纸长度、宽度与样板相符。 电气性能:显示完整、清晰,无缺划、显示暗、显示闪烁等不良现象,电流值不能大 于 2.70mA。
5 5.1 5.2 5.3 5.3.1 5.3.2
检验方法: 外观:目测法。 结构尺寸:与样板对照或试装检查。 电气性能: 将 COG 放上测试夹具中,把调到电流档的数字万用表接入鳄鱼夹上。 将测试夹具接上电源,按下电源开关(此时电压为 3.2V) ,接着连续按下“时间”键、 “S” “Z” “T” “E” “I” “N”键,进入自检测试程序中,选择“3”LCD 测 试程序,观察全屏显示画面有无缺划、无显示及闪烁等异常情况。在全屏显示状态 下测试 LCD 的电流值。
5.3.3
退出自检程序, 进入 “游戏” 程序中的 “扫雷” , 按下高、 低压选择开关, 测试低压 2.6V 时,显示有无明显变暗。
5.3.4 拟制
COG本压机预压机绑定IC全套流程

深圳市中钜伟业自动化设备有限公司Shenzhen Enormous Automation Equipment Co.,Ltd2017年12月7日COG工艺流程液晶模组示意图:液晶模组是由LCD、驱动IC和显示触摸排线组成。
COG过程是把IC邦定在LCD上,流程是贴附ACF,绑定IC,然后本压。
FOG是的过程是ACF导电胶贴附排线上(FPC),线路对准,进行热压绑定。
很多人不知道液晶上的IC(驱动程序)有问题是可以更换的。
例如:花屏、白屏、黑屏、IC断裂、竖线、和显示不正常都是可以通过更换IC来解决这些问题。
第一步拆CI机将IC拆除拆除LCD上的IC,通过推力和高温将IC与液晶分离。
第二步清洁LCD线路上残留ACF胶液晶上面的ACF残留胶,清洗时用棉签和丙酮、酒精和ACF祛除液来清洗。
第三步检测晶线路是否完好通过金相显微镜来检测清洗过的液晶线路是否完好,完好就可正常使用。
第四步将ACF贴附到LCD通过热压将ACF导电胶贴至LCD上,再将ACF离型纸撕除,仅剩ACF贴附在LCD线路上,完成ACF贴附作业第五步COG预压绑定将IC完成ACF贴附作业后,使用COG预压机将IC线路与LCD线路精准对位,把IC绑定在液晶上,这是一个假压的过程。
第六步COG预压绑定将IC将已经定位的IC,通过温度和压头压力将IC真正固定LCD线路上。
第七步测试液晶屏幕是否显示正常使用COG测试架;测试液晶是否显示正常。
第八步最后将LCD与排线(FPC)绑定LCD与排线线路对位后,通过热压和压力将ACF导电胶将LCD 线路与柔性线路(排线)焊接。
完成所有作业。
COG介绍:COG把IC绑定LCD上,流程是贴附ACF,绑定IC,然后本压。
COG是一种模组技术,C指的是处理芯片,O是英文ON,G是玻璃GLASS 。
COG是chip on glass的缩写,即芯片被直接绑定在玻璃上。
这种安装方式可以大大减小LCD 模块的体积,且易于大批量生产,适用于消费类电子产品的LCD,如:手机,IPAD等便携式电子产品。
COG ,FOG PQC作业指引

文件编号:WI-15I416
版本 A 更改内容
初版发行
日期 12/15 制成
制作
审核
审批
FOG PQC 作业指引
作业内容
1. 准备作业 1.1 戴无尘手套, thimble, 防静电手环. 1.2 机器的工艺测试、点检情况的确认 1.3 生产前物料的确认并核对样板
版本 信息
检查内容
1. FOG首件检查方法 1.1 - 压力标准 : 受压状态要均匀.也可以参考文件ACF导电球受压效果判断指引 (DOC-47B002) (FOG ACF要15个以上有效的导电球) 1.2 -对位标准:对位情况要达到FPC引线与LCD走线重合宽度不少于 2/3有效连接 面积;气泡:按照玻璃ITO面积的1/3,对位标按照≥0.1mm控制,超过则按不良处理
注意事项
※ 异常发生时的措施
1. 追加检查上次抽查OK到本次抽查NG 之间生产的产品,记录数量 (如果没有异 常,进行作业) 2. 连续发生/规律性间隔发生不良时,反馈 给技术科检查并调试机器,重新进行确认 3. 发生连续不良的生产品要进行全检
4.FPC拉力/导电纸粘力不足时要及时反馈 给品质部处理并知会现场技术人员
文件编号:WI-15I416
版本 A 更改内容
初版发行
日期 091215 制成 / /
制作
审核
审批
COG PQC 作业指引
作业内容
1. 准备作业 1.1戴无尘手套, 手指套, 防静电手环. 1.2 机器的工艺测试、点检情况的确认 1.3 生产前物料的确
1. COG首件检查方法 1.1 - 压力标准 : 受压状态要均匀.也可以参考文件ACF导电球受压效果判断指引 (DOC-47B002) (Bump SONY ACF要5个以上有效的导电球;HITACHI ACF要3个以上有效的导电球) -对位、气泡标准:按照IC BUMP面积的1/3,超过则按不良处理/当IC BUMP pi cth >60um,ICbump尺寸偏差最大允许5um,ICbump≤60um时,ICbump尺寸<30u m 或bump间距<13um时NG。也可以参考文件COG工序检查标准(WI-18I062)
COG通用型作业指导书
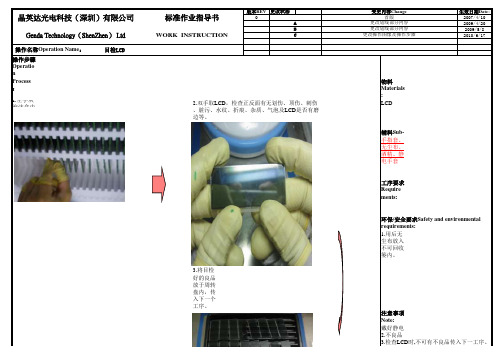
版本REV 更改状态Rejigger state:生效日期Date:02007-4-102009-4-202009-5-82010-6-17操作步骤Operation Process :物料Materials:1.左手从泡沫盒内取LCD 一片。
LCD辅料Sub-materials:手指套、无尘布、酒精、静电手套工序要求Requirements:1.用后无尘布放入不可回收篓内。
3.将目检好的良品放于周转盘内,传入下一个工序。
注意事项Note:1.操作时戴好静电手环、十指手指套。
2.不良品做好标识隔离。
4.周转盘必须先清洁干净后再使用。
6.图片仅供参考。
使用工具Tools:静电手环页码Page:文件编号Document NO:产品型号Model:2.双手取LCD ,检查正反面有无划伤、顶伤、刺伤、脏污、水纹、折痕、杂质、气泡及LCD 是否有磨边等。
5.进入COG 房的吸塑盘或其它物品必须先清洁干净。
环保/安全要求Safety and environmentalrequirements:3.检查LCD 时,不可有不良品传入下一工序。
批准Approved/Date:COG 通用型审核Checked/Date:制作Prepared/Date:GS-WI-PD-186-M 4/16晶英达光电科技(深圳)有限公司标准作业指导书C 更改操作图像及操作步骤更改划线部分内容更改划线部分内容A Genda Technology(ShenZhen) LtdWORK INSTRUCTION 变更内容Change 首版B 操作名称Operation Name :目检LCD。
COG设计规范

COG 模块设计规范一. 目的:指导模块开发人员在设计COG 模块规范化,减少规范不明确造成的错误。
二. 适用范围:模块开发部全体人员。
三. 内容:1.COG 模块的外形选择与设计。
设计时应充分考虑客户的需求,作出正确的外形选择,这包括:玻璃厚度,大片玻璃在上还是在下、LCD 封口位置、视角、IC 邦定边的宽度(关系到选用IC 的型号),FPC/Heat Seat/Pin/导电胶条等接口方式的选用,硅胶的厚度、颜色、黑纸的选择,背光选择、背光设计、背光的粘贴与固定。
1-1. 玻璃厚度选择:注意玻璃单层厚度有0.4mm,0.55mm,0.7mm,1.1mm;两层合起厚度为0.8mm,1.1mm,1.4mm,2.2mm 。
偏光片底片厚度:底片一般为0.3mm;面片一般为0.23mm ±0.02mm 。
1-2. 大片玻璃在上还是在下: 如图为大片在上,反之为大片在下。
1-3. LCD 封口位置视客户需求而定,主要是不能防碍客户的装配。
1-4. 视角:视角方向取决于客户的要求。
1-5. IC 邦定边的宽度如图W 为IC 邦定边的宽度,如客户要特别要求一定量,则应充分考虑我方的生产设计能力。
W=测试位宽(≥1.4mm )+IC 宽+出PIN 位(≥1.8mm )+其它(≥0.8mm )即W ≥6.0mm,压FPC 产品出PIN 位置≥1.8mm,最好≥2.0mm 。
1-6. 出PIN PITCH 设计值前面1-6-1.FPC即柔性线路板,柔软、易折叠,可节省空间。
FPC除连接至LCD一端为连接至客户PCB 板,分两类:一类为焊接式,pitch一般设计为大于0.6mm,尽量大于0.8mm。
另一类为接插件式,pitch一般设计为≥0.5mm。
两种各有优势,焊接式方便焊接,减少PCB上的连接头。
接插件式则方便对方装配与更换LCM。
FPC必须采用柔软的薄的,且要两端镀金,一般采用0.1mm,0.08mm的厚度。
WI-PE-A-001 COG(FPX-102)操作作业指导书

文件名称COG(FPX-102)操作作业指导书第1页;共10页文件编号WI-PE-A-001 制修日期2014/3/20 版本A0 制订刘斌华部门工程部厂别02修订记录版本制修日期修订内容/摘要页次修订人A0 2014/3/20 新制定ALL 刘斌华注:1.以上修订记录只保留最后5个版本的信息,其它版本信息请至系统申请单的“历史信息”中查看2.页眉中制修日期是指起草文件系统申请单的日期,文件生效日期以系统申请单中发行日期为准文件名称COG(FPX-102)操作作业指导书第2页;共10页文件编号WI-PE-A-001 制修日期2014/3/20 版本A0 制订刘斌华部门工程部厂别020. 目录1. 范围2. 目的3. 权责4. 名词定义5. 作业程序与内容5.1 准备事项5.2 机台操作5.3 异常处理5.4 长期连休程序5.5 安全与紧急事项6. 参考文件7. 使用表单文件名称COG(FPX-102)操作作业指导书第3页;共10页文件编号WI-PE-A-001 制修日期2014/3/20 版本A0 制订刘斌华部门工程部厂别02 1. 范围本作业指导书适用于Panasonic设备(COG FPX-102)操作作业2. 目的为机台生产及操作有依循准则,确保作业标准化,降低产品变异性,并保持生产作业顺畅及维持机台正常运作,防止因操作失误造成产能降低及机件损坏,针对机台生产、操作作业订定规范,以作为操作之依据。
3. 权责3.1制造部:机台日常点检,清洁作业,简易故障排除,异常信息记录,生产异常反应及生产作业。
3.2工程部:机台参数设定,机台定期保养,异常处理,作业员教育训练,作业指导书编制与修订。
3.3品保部:生产原料来料异常处理与追踪。
4. 名词定义COG:Chip on glass芯片压着在玻璃上的制程。
5. 作业程序与内容5.1准备事项5.1.1清洁5.1.1.1注意事项:(1).作业前清洁按照《OLB 点检作业指导书》中所列项目按顺序清洁,避免遗漏,如有异常,在未得到工程许可前不可开线,将结果记录在“OLB装置设备检查清洁记录表”中。
COGBonding作业指导(B2)
文件发放表编号: JU-QE-001-F02版本:A首版日期文件名称COG Bonding作业指导页序 2 of 5备注:设定压头温度只做调机参考,作业过程中以实测温度为主;设定压力只作调机参考,实际生产过程中,若出现压力超出以上设定范围,以BONDING效果鉴定为准。
五. 作业前准备1. 做好5S,确认物料以防混料、错料、来料异常。
2. 做好机台的清洁。
3. 戴上有效静电带和手指套。
4. 从冰箱取出ACF,确认有效期,密封的袋中解冻1小时,方可开封使用。
5. 用酒精清洁各STAGE和压头,用反射镜检查各压头是否干净。
6. 装有LCD的Tray盘同一方向放入进料口,出料口同一方向放入空Tray盘。
产品是邦定一种IC的,把放入盛有IC的IC盘放在warehouse盘区架上;产品是邦定两种IC的,把放入盛有IC的IC盘分别放在warehouse盘A、B区架上。
六.IC方向的确定和翻转1. IC方向的确定:IC长边BUMP PITCH微细密集处是SEG输出端,另一长边为输入端。
肉眼不能确认的情况下用显微镜确定IC BUMP PATTERN上有特异部分为基准确认SEG输出端。
2. IC盘翻转方向的确定:在IC的翻转时以空IC盘的大角边为基准,把同一型号IC的空IC盘空位朝下对应覆在有IC的IC 盘上,四边对齐捏紧,上下盘对调,翻转后IC SEG输出端边统一靠大角边的一边3. IC盘放置方向的确定:盛有IC的IC盘在warehouse盘架上,IC SEG输出端在邦定后该边靠LCD.七.作业步骤首版日期文件名称COG Bonding作业指导页序 4 of 510. Tefron同一位置压着不能超过三次。
11.调机人员在调机后带走所有治工具,如刀片,COG邦定现场不留任何调机治、工具以避免作业员误用。
刀片不良图片OK图片12.当机台遇到紧急情况时,作业人员必需按紧急按扭emergency 停止作业,针对机台里的产品处理方式:1)。
COG技术标准
修订履历1.目的控制COG 设备工序,确保生产产品的品质和可靠性。
2.适用范围2.1适用于在本公司Samsung 线用的COG 设备工序2.2适用部门:所有部门2.3受控文档接受文件使用部门:生产部四车间生产科3. 相关文件3.1《COG 设备操作标准》3.2《COG 作业标准》《ACF 作业标准》3.34. 定义4.1工程相关用语4.1.1COG (Chip On Glass ):将IC 邦定在ITO 玻璃上的一种生产工艺。
4.1.2ACF (Anisotronic Conductive Film ):液晶标准装置(LCD) 用来启动电路Chip 和Panel 的结合时必要的异方性导电胶。
4.1.3IC ( Integrate Circuit ):驱动LCD PANEL 的集成电路。
4.1.4LCD PANEL: GLASS基板上贴上薄膜TFT驱动元件,上面压贴COLOR FILTERTFT 元件能驱动元件上从外部附加的电性信号使人为可以识别色彩显示的介质。
4.1.5FPC(FLAT PRINTED CIRCUIT): 扁平印刷线路。
4.2设备相关用语4.2.1STAGE : 工程作业进行中将PANEL 或其他材料吸着,在运作时使用的装置。
4.2.2Teflon : IC BONDING 时TOOL & IC 的保护层。
4.2.3BONDING TOOL : 依靠汽缸运作,提供IC 和PANEL 连接时所需的温度和压力。
5.责任和权限5.1.生产部生产科:5.1.1依据作业标准进行作业,必要时可要求更改;5.1.2设备的日常启动,日常检验。
有异常时立即通知ME 相应负责工程师。
5.2.生产部ME 科:5.2.1.确保按本标准设定机器的各项参数。
5.2.2.负责对作业员进行培训。
5.2.3.新的工程条件,用设备的变更改变作业方法时工程适用前,先确认检讨及作业标准的适用可能性。
5.2.4在有工程变更后,对操作员工进行培训,保证生产正常进行。
COG技术系列
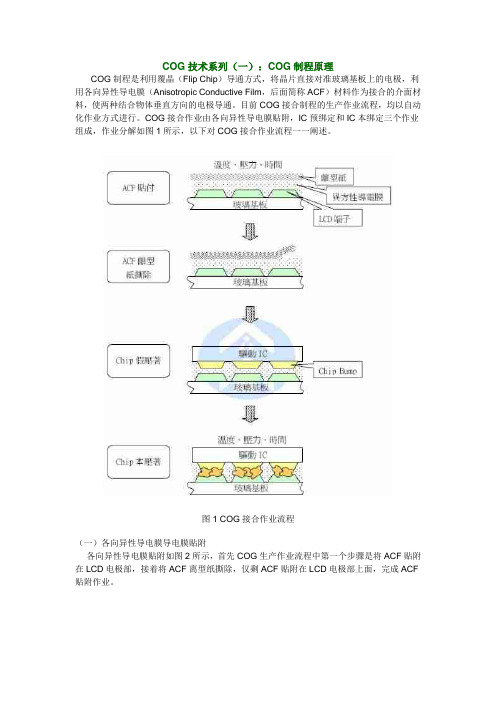
COG技术系列(一):COG制程原理COG制程是利用覆晶(Flip Chip)导通方式,将晶片直接对准玻璃基板上的电极,利用各向异性导电膜(Anisotropic Conductive Film,后面简称ACF)材料作为接合的介面材料,使两种结合物体垂直方向的电极导通。
目前COG接合制程的生产作业流程,均以自动化作业方式进行。
COG接合作业由各向异性导电膜贴附,IC预绑定和IC本绑定三个作业组成,作业分解如图1所示,以下对COG接合作业流程一一阐述。
图1 COG接合作业流程(一)各向异性导电膜导电膜贴附各向异性导电膜贴附如图2所示,首先COG生产作业流程中第一个步骤是将ACF贴附在LCD电极部,接着将ACF离型纸撕除,仅剩ACF贴附在LCD电极部上面,完成ACF 贴附作业。
图2 ACF贴附作业(二)IC预绑定IC预绑定如图3所示,将完成ACF贴附作业的LCD搬送到IC预绑定工程进行IC预绑定作业,此工程需将IC对位到LCD相对的电极上,因此需进行CCD影像读取识别,透过电脑影像处理系统,分别识别IC和LCD上预设识别位置,由电脑自动运算相对坐标后可以准确将IC贴在LCD电极上,完成IC预绑定作业。
图3 IC预绑定作业(三)IC本绑定作业IC本绑定作业如图4所示,最后将完成IC预绑定作业LCD搬运到IC本绑定工程进行IC本绑定作业,此工程是COG制程品质的关键,压着温度、压着压力、压着时间是ACF 固化三要素,以下对其个别说明:1、压着温度:ACF接合胶材料主要是高分子树脂,主要可分为热固性(Thermal-Setting)与热塑性(Thermal Plastic)树脂两种,一般ACF制造商会提供ACF特性的技术资料,对于黏附性影响最大,太低的温度会导致树脂无法溶解,太高的温度便会使导电粒子流失,因此压着温度必须控制在最佳范围以确保制品的可靠性。
2、压着压力:对于导通电阻影响最大,太小的压力会导致导电粒子与电极之间的接触面积不够,而发生导电不良的情形,而太大的压力会压破导电粒子降低导通电阻,因此压着压力必须控制在最佳范围以维持良好的导电性。
cogbonding作业指导书
文件发放表编号:JU-QE-001-F02 版本:A 文件名称COG BONDING(SK-COGSA) 编号JU-WI-803一.涉及相关文件或/和表格的修改:是否文件编号文件名称编制部门编制人二.修订履历:版本修订内容编制审核批准日期A 新制订万奇松王荣华叶福贵2004-02-17A1 1.增加“十二、记录表格”。
2.插入“参数”。
3.修改“要求及事项”第一,由原来“要求每小时清洁一次预邦、主邦和各STAGE,有异常随时清洁。
”改为“要求开始生产、调机后生产都要清洁预邦、主邦定头和各Stage,正常生产时每小时清洁一次预邦、主邦定头和各Stage,有异常随时清洁。
”罗寅万奇松罗贵兵2006-8-21A2 1. 删除“注意事项”第7。
2.更改JU-P-802表格为JU-P-875。
罗寅万奇松罗贵兵2007-1-30三.文件需求部门份数需求部门份数需求部门份数需求部门份数品质部QC组生产部前工序采购部LCD样品组生产部中工序行政部发放需求LCD生技组生产部后工序财务部LCD设计组PMC 厂务工程部LCM开发部市场部设备工程部LCM生产部工会人力资源部作业指导书文件编号JU-WI-803版本A2首版日期2004-02-17文件名称COG BONDING(SK-COGSA)页序 1 of 5一.目的规范和指导COG产品IC BONDING的操作和管理。
二.范围适用于SK-COGSA机进行COG BONDING。
三.设备、工具、物料无尘纸、丙酮、酒精、手指套、反射镜、内六角扳手、静电带、显微镜、真空吸笔、防静电镊子、IC、带ACF LCD四. 参数预邦定主邦定设定时间0.5~1S 7S设定平台温度——设定压头温度—245±5℃设定压力—0.10~0.3MPa 五.作业前准备1. 开机1.1打开机器后气(AIR),打开机器面板上电源(POWER)开关。
1.2确认机器的左右头温度设置(HEATER L、R)、1.3按压头左(HEATER L)、右(HEATER R)加热开关使压头被加热到设定温度。
COG产品作业规范
4.1.4手指套每2个小时更换一次如破损及时更换。
4.1.5翻带的乳胶手套表面有汗渍需用无尘布沾取酒精擦拭后再佩戴手指套。
4.2LCD作业
4.2.164路以上产品先BondingIC封胶后再贴片作业。
4.2.2LCD擦拭前承载托盘用无尘布沾酒精擦拭后再摆放擦拭好的玻璃。
4.3.2开封后ACF24小时内需使用完,回温超过4小时未作业的ACF包装好后存入冰箱保存。
4.3.3FOG贴附ACF后需在4小时内Bonding完FPC封胶。
4.4作业环境
4.4.1车间温度在20°±3°湿度控制在45%-65%之间。
修改状态A/0 3/3
SSP-T-031-2011
昆山顺景光电有限公司
COG产品作业规范
制订/日期:
审核/日期:
批准/日期:
修改状态A/0 1/3
文件更改记录
序号
文件编号
文件名称
版
次
Hale Waihona Puke 更改状态更改内容更改
页码
更改方式
更改日期
申请部门
及更改人
批准人/日期
修改状态A/02/3
COG产品作业规范
1.目的
对产线MONO、CSTN、TFT产品有效的控制腐蚀,保证产品品质。
2.适用范围
适用于昆山亚世光电COG MONO、CSTN、TFT产品。
3.职责
3.1技术部对产线文件及作业手法的规定。
3.2制造部需对技术部下发文件及作业规定严格执行。
3.3品质部对生产过程中产线对技术文件执行监督。
4.作业规范
4.1手套及指套佩戴
4.1.164路以下产品双手带6个指套作业。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生效日期
2009-10-15修订日期一、目的:规范作业手法,提高产品质量。
二、适用范围:深圳市三龙公司LCM车间COG邦定岗位。
三、使用工具/物料:邦定机、LCD、IC、ACF、手套、手指套
作业步骤详细说明
注意事项1.打开机台电源
2.双手戴好手套、手指套
3.准备好待邦LCD
1.由生产试压2PCS自检
1.在首件没有通知合格前不准作业
2.机台调试OK后,压6PCS做2.检查邦定内容主要有粒子爆破效果
首件,由品质IPQC及生产 IC对位情况,四角压力,核对各原
主管或组长确认邦定效果 材料是否与BOM表一致
制表:刘淑芳 审核:三级文件
图片展示 COG邦定作业规范1.左手拿取产品放至定好位
的平台上右手按开始键邦
定机自动完成整个邦定
2.在邦定过程中,眼看显示
屏上的max点对位状况
3.当IC快生产完时在只剩下
最后三颗时按暂停键,此
时邦定机邦定完后会自动
停。
4.压完一盘后,产品续流至
本压岗位
1.每隔20分钟清洁一次平台, 每天 更换一次传送台上的 IC垫纸
2.当机台报警时,说明无法识 别LCD或Icmax点,此时需重 对位或将产品清洁后在邦
3.每隔10分钟IPQC做一次中检1.如生产新型号,程序库中没 有IC 程序,则需工程重新 做程序。
2.设备邦定参数: 邦定温度:50° 邦定时间:0S 邦定压力:根据COG适应参
数进行相应调整。
核准:
1.从程序库中调出需生产型
号的程序
2.取1PCS产品调整平台高度
平衡度
3.打开拍照程序并在实体图
像程序下设定拍照和抓
max点的各项参数 1.开机时机台显示屏中会出现 复位,请用手点击复位即可2.开机后检查设备有无异常作业前的
准备调机首件量产深圳市三龙电子有限公司
SHENZHEN SANLONG ELECTRONICS CO;LTD。