2010-ASME质量控制手册(中)-201105
最新版ASME质保手册
Yantai Moon Co., Ltd. □CONTROLLED NO.___烟台冰轮股份有限公司□UNCONTROLLED NO.____ 受控号:非受控号:Document No: Q/YBA00-08 文件号:Q/YBA00-08COVER SHEET 封面3 rd Edition,REV.0 Page 1 of 1 第3版第0次修改共1页第1页QUALITY CONTROL MANUAL质量控制手册FORTHE SHOP CONSTRUCTIONOFPRESSURE VESSELS AND PARTS压力容器和部件建造IN ACCORDANCE WITHASME BOILER AND PRESSURE VESSEL CODESECTION Ⅷ, DIVISION 1符合ASME锅炉及压力容器规范第Ⅷ卷第1册ISSUE DATE:JAN 17,2008 EFFECTIVE DATE:JAN 17,2008 2008年1月17日发布2008年1月17日实施Address: No.1 Binglun Road,Zhifu District,Yantai,Shandong 264002,P.R.China地址:中国山东省烟台市芝罘区冰轮路1号264002Telephone(+86-535) 6697062 6584990电话:Fax(+86-535) 6642776 6584991传真:E-mail**********************电子邮件:Document No: Q/YBA00-08 文件号:Q/YBA00-08CHAPTER A: TABLE OF CONTENTS第A章目录3 rd Edition,REV.0 Page 1 of 2 第3版第0次修改共2页第1页TABLE OF CONTENTS目录CHAPTER章TITLE标题REV. N0.修改标记DATE日期——COVER SHEET0 1/17/2008封面A TABLE OF CONTENTS0 1/17/2008目录B STATEMENT OF POLICY AUTHORIZATION0 1/17/2008政策授权声明C TERMS AND ABBREVIATIONS0 1/17/2008缩略词1 CONTROL OF MANUAL0 1/17/2008手册的管理2 ORGANIZATION0 1/17/2008组织机构3 DRAWINGS, DESIGN CALCULATIONS ANDSPECIFICATIONS CONTROL 0 1/17/2008图纸、设计计算和技术条件的管理4 MATERIAL CONTROL0 1/17/2008材料管理5 EXAMINATION AND INSPECTION PROGRAM0 1/17/2008检验和试验程序6 CORRECTION OF NONCONFORMITIES0 1/17/2008不一致品的处理7 WELDING CONTROL0 1/17/2008焊接管理8 NONDESTRUCTIVE EXAMINATION0 1/17/2008无损检验Document No: Q/YBA00-08 文件号:Q/YBA00-08CHAPTER A: TABLE OF CONTENTS第A章目录3 rd Edition,REV.0 Page 2 of 2 第3版第0次修改共2页第2页9 HEAT TREATMENT热处理0 1/17/200810 CALIBRATION OF EXAMINATIONMEASUREMENT AND TEST EQUIPMENT 0 1/17/2008检测和试验设备的校准11 RECORD RETENTION0 1/17/2008文件保管12 AUTHORIZED INSPECTOR0 1/17/2008授权检验师13 EXHIBIT FORM0 1/17/2008样表Prepared by Examination Section Chief Date 制订:质量检验科长日期:Approved by QA Manager Date 批准:质保经理日期:Accepted by Authorized Inspector Date 认可:授权检验师日期:Document No: Q/YBA00-08 文件号:Q/YBA00-08CHAPTER B: STATEMENT OF AUTHORIZATION第B章政策授权声明3 rd Edition,REV.0 Page 1 of 2 第3版第0次修改共2页第1页STATEMENT OF POLICY AUTHORIZATION 政策授权声明Yantai Moon Co.,Ltd. has established the QC system for U certificate of authorization under the rules of the ASME Boiler and Pressure Vessel Code Section VIII Division 1 to assure that the Code Items manufactured by YTMC are in compliance with the ASME Code and Custome r’s requirements and this QC Manual.为了确保我公司产品符合ASME规范、用户和该质量控制手册的要求,按照ASME锅炉压力容器规范第Ⅷ卷第1册的要求,建立了烟台冰轮股份有限公司获取U授权证书的质量控制体系。
asme标准目录
2010年中文版ASME规范最新目录中文版 ASME规范Ⅰ卷动力锅炉建造规范2007版(含2008版电子版增补) ¥350.00中文版 ASME规范Ⅱ卷A篇铁基材料2007版(含2008版电子版增补) ¥650.00 中文版 ASME规范Ⅱ卷B篇非铁基材料2007版(含2008版电子版增补) ¥420.00 中文版 ASME规范Ⅱ卷C篇焊条、焊丝及填充材料2007版(含2008版电子版增补) ¥550.00中文版 ASME规范Ⅱ卷D篇材料性能2007版(含2008版电子版增补) ¥650.00 中文版 ASME规范Ⅲ卷核动力装置设备制造准则第一册NB分卷一级设备1995版¥300.00中文版 ASME规范Ⅲ卷核动力装置设备制造准则第一册NC分卷二级设备1995版¥300.00中文版 ASME规范Ⅲ卷核动力装置设备制造准则第一册ND分卷三级设备1995版¥380.00中文版 ASME规范Ⅲ卷核动力装置设备制造准则第一册NF分卷设备支承结构1995版¥120.00中文版 ASME规范Ⅲ卷核动力设备建造规则 NCA卷第一册与第二册之总要求1989版¥120.00中文版 ASME规范Ⅳ卷采暖锅炉建造规范2007版(含2008版电子版增补) ¥350.00 中文版 ASME规范Ⅴ卷无损检测2007版(含2008版电子版增补) ¥500.00中文版 ASME规范Ⅵ卷采暖锅炉维护和运行推荐规则2004版¥150.00中文版 ASME规范Ⅶ卷动力锅炉维护推荐导则2004版¥200.00中文版 ASME规范Ⅷ卷1 压力容器建造规则2007版(含2008版电子版增补) ¥590.00中文版 ASME规范Ⅷ卷2 压力容器另一规则2007版(含2008版电子版增补) ¥590.00中文版 ASME规范Ⅷ卷3 高压容器建造另一规则2007版(含2008版电子版增补) ¥380.00中文版 ASME规范Ⅸ卷焊接及钎焊评定标准2007版(含2008版电子版增补) ¥400.00中文版 ASME规范Ⅻ卷运输罐的建造和连续使用规则2007版(含2008版电子版增补) ¥390.00中文版 CODE CASES 规范案例2007版(含2008版电子版增补) ¥590.00中文版 ASME规范III卷核动力装置制造准则和建造规则2004版中文版 ASME参考书籍无损检测基本知识纲要(ASME取证必读)¥80.00中文版 ASME规范压力管道及管件B31、B16系列标准(下册)含10个标准¥320.00中文版 ASME 2000版ASME取证和换证审查指南¥50.00中文版 ASME 2007版ASME规范第V卷《无损检测》射线照相检验、焊缝超声波检验、材料超声波检验、液体渗透检验、磁粉检验、目视检验方法简介(中英文对照)¥180.00 中文版 ASME ASME 规范产品驻厂检查技术简介(中英文对照) ¥20.00中文版 ASME B1.1-2003 统一英制螺纹¥150.00中文版 ASME B1.12-1987(R1998) 5级过盈配合螺纹¥70.00中文版 ASME B1.13M-2005 M形米制螺纹¥120.00中文版 ASME B1.20.1-1983(R2001) 通用管螺纹¥40.00中文版 ASME B1.20.3-1976(R1998) 干密封管螺纹(英制)¥40.00中文版 ASME B1.20.5-1991(R1998) 干密封管螺纹的检测(英制)¥100.00中文版 ASME B1.20.7-1991(R1998) 软管接头螺纹(英制)¥40.00中文版 ASME B1.30-2002(2007) 螺纹计算和圆整尺寸的标准规范¥50.00中文版 ASME B1.3M-1992(R2001)螺纹尺寸验收的检测体系-英寸和米制螺纹(UN、UNR、UNJ、M和MJ)¥80.00中文版 ASME B1.5-1997 爱克母(ACME)螺纹¥130.00中文版 ASME B1.7M-1984(R2001)螺纹的术语、定义和字母符号¥40.00中文版 ASME B1.8-1988(R1994) 矮牙爱克母螺纹¥50.00中文版 ASME B107.46-1998 螺柱、螺钉和管道提取器:安全要求¥30.00中文版 ASME B16.10-2000(r2007) 阀门的面至面和端至端尺寸中文版 ASME B16.10-2000(R2007)阀门的面对面和端至端的尺寸¥50.00中文版 ASME B16.104-1970(ANSI/FCI 70-2-1998)控制阀门阀座泄漏¥30.00 中文版 ASME B16.11-2005 承插焊式和螺纹式锻造管件中文版 ASME B16.11-2005 承插焊式和螺纹式锻造管件¥40.00中文版 ASME B16.1-1998 铸铁管法兰和法兰管件(25、125和250磅级)中文版 ASME B16.14-1991 钢铁管螺纹管堵、内外螺丝和锁紧螺母中文版 ASME B16.15-1985(R1994)铸青铜螺纹管配件(125和250磅级)¥45.00 中文版 ASME B16.15-2006 铸青铜螺纹管配件(125和250磅级)¥45.00中文版 ASME B16.18-1984(R1994) 铸铜合金钎焊接头受压管配件¥55.00中文版 ASME B16.20-1993 管法兰用环连接式.螺旋缠绕式及夹套式金属垫片¥50.00中文版 ASME B16.20a-2000 管道法兰用环垫式、螺旋缠绕式和夹层式金属垫片¥50.00中文版 ASME B16.21-1992 管法兰用非金属平垫片¥40.00中文版 ASME B16.21-2005 管法兰用非金属平垫片¥40.00中文版 ASME B16.22-2001 锻压铜和铜合金钎焊连接压力管配件¥50.00中文版 ASME B16.24-2001 铸铜合金管法兰和法兰连接管配件¥50.00中文版 ASME B16.25-2003 对焊端部¥50.00中文版 ASME B16.28-1994 锻轧钢制对接焊小弯头半径弯头和180度弯头中文版 ASME B16.3-1998 可锻铸铁螺纹管件(150和300磅级)中文版 ASME B16.33-2002 压力在125psi以下燃气系统用手动金属制燃气阀门(规格从NPS1/2至NPS2)¥35.00中文版 ASME B16.34a-2004 法兰、螺纹和焊接端连接的阀门¥130.00中文版 ASME B16.36-1996 孔板法兰¥30.00中文版 ASME B16.38-1985(R1994) 气体分配用大金属阀¥30.00中文版 ASME B16.39-1998 可锻铸铁螺纹端管套节150、250和300磅级¥40.00 中文版 ASME B16.40-1985(R1994) 气体分配系统中手动热塑切断器和阀门¥30.00 中文版 ASME B16.4-1998 灰铸铁螺纹管件(125和250磅级)中文版 ASME B16.42-1998 球墨铸铁管法兰和法兰连接管配件¥45.00中文版 ASME B16.44a-1997 室内管道系统用手动操作金属气阀¥30.00中文版 ASME B16.47a-1998 大直径管钢制法兰(NPS 26~NPS 60)¥70.00中文版 ASME B16.47a-2006 大直径管钢制法兰(NPS 26~NPS 60)¥70.00中文版 ASME B16.48-1997 钢制管线盲板¥45.00中文版 ASME B16.5-2003 管法兰和法兰管件¥210.00中文版 ASME B16.9-2003 工厂制造的锻轧制对焊管配件¥60.00中文版 ASME B16.9-2007 工厂制造的锻钢对焊管件中文版 ASME B16.9-2007 工厂制造的锻轧制对焊管配件¥60.00中文版 ASME B18.10-82(R2000) 轨道螺栓和螺母¥30.00中文版 ASME B18.13a-1998 螺钉和垫圈组件- ¥30.00中文版 ASME B18.15-1985(R2003)锻制吊环螺栓¥30.00中文版 ASME B18.16.1M-79(R2001) 有效力矩型钢质米制六角锁紧螺母和六角法兰面锁紧螺母的力学和性能要求中文版 ASME B18.16.2M-79(R2001) 有效力矩型钢质米制六角锁紧螺母和六角法兰面锁紧螺母的扭转拉伸试验要求中文版 ASME B18.2.1a-1999 方头及六角头螺栓和螺钉中文版 ASME B18.2.2-1987(R2005)方螺母和六角螺母(英制系列)¥50.00中文版 ASME B18.2.3.10M-1996 方头螺栓(米制系列)¥30.00中文版 ASME B18.2.3.1M-1999 米制六角头螺钉¥40.00中文版 ASME B18.2.3.2M-2005 米制成型加工六角头螺钉¥55.00中文版 ASME B18.2.3.2M-79(R1995) 米制成型加工六角头螺钉中文版 ASME B18.2.3.3M-79(R2001) 米制大六角头螺钉¥30.00中文版 ASME B18.2.3.4M-2001 米制六角头法兰面螺钉¥30.00中文版 ASME B18.2.3.5M-79(R2001) 米制六角头螺栓¥30.00中文版 ASME B18.2.3.6M-79(R2001) 米制厚六角头螺栓¥30.00中文版 ASME B18.2.3.7M-79(R2001) 米制大六角头结构螺栓¥40.00中文版 ASME B18.2.3.8M-81(R1999) 米制六角头尖端阻滞螺钉¥30.00中文版 ASME B18.2.3.9M-2001 米制大六角头法兰面螺钉¥30.00中文版 ASME B18.2.4.1M-2002 米制六角螺母-类型1 ¥25.00中文版 ASME B18.2.4.2M-2005 米制六角螺母-类型2 ¥30.00中文版 ASME B18.2.4.3M-79(R2001) 米制六角开槽螺母¥30.00中文版 ASME B18.2.4.4M-82(R1999) 米制六角法兰面螺母¥30.00中文版 ASME B18.2.4.5M-79(R1998) 米制六角形压紧螺母¥30.00中文版 ASME B18.2.4.6M-79(R1998) 米制厚六角形螺母¥30.00中文版 ASME B18.29.1-1993(R2002)螺旋盘绕螺纹内插件-自由旋入和螺钉锁紧(英制系列)¥70.00中文版 ASME B18.5.2.1M-1996 (2001年勘误表) 米制圆头短方颈螺栓¥30.00中文版 ASME B18.5.2.2M-82(R2000) 米制圆头方颈螺栓¥30.00中文版 ASME B18.5.2.3M-90(R1998) 大圆头方颈螺栓¥30.00中文版 ASME B18.5-90(R1998) 圆头螺栓(英制系列)¥30.00中文版 ASME B18.9-1996 农用防松螺栓(英制系列)¥30.00中文版 ASME B18系列标准合订本含25个标准,也可以单个标准订购¥400.00中文版 ASME B30.5-2007 移动式起重机¥80.00中文版 ASME B31.11a-1989(R1998)浆液输送管道系统¥40.00中文版 ASME B31.11a-1989(R1998)浆液输送管道系统¥40.00中文版 ASME B31.1-2004 动力管道¥190.00中文版 ASME B31.1-2007 动力管道¥340.00中文版 ASME B31.3-2004 工艺管道¥230.00中文版 ASME B31.3-2006 工艺管道¥350.00中文版 ASME B31.4-2006 液态烃和其他液体管线输送系统¥140.00中文版 ASME B31.5-1992(含1994年增补) 制冷管道中文版 ASME B31.5-2006 制冷管道和热传导部件¥120.00中文版 ASME B31.8-1999 输气和配气管道系统中文版 ASME B31.8-2007 输气和配气管道系统¥300.00中文版 ASME B31.8S-2004 输气管道的管理系统完整性¥90.00中文版 ASME B31.9-1996 建筑管道规范中文版 ASME B31.9-2004 建筑管道规范¥110.00中文版 ASME B31G-1991(2004 确定已腐蚀管线剩余强度的手册(对ASME B31压力管道规范的补充文件)¥70.00中文版 ASME B31标准汇编 ASME 压力管道规范B31系列标准(含以下6个标准,可单独购买) ¥660.00中文版 ASME B31标准汇编 ASME规范压力管道及管件B31、B16系列标准(上册)¥330.00中文版 ASME B36.10M-2004 焊接和无缝轧制钢管¥55.00中文版 ASME B36.19M-2004 不锈钢钢管¥50.00中文版 ASME B4.3-1978(R1999) 米制尺寸产品通用公差¥20.00中文版 ASME B46.1-2002 表面结构特征(表面粗糙度、波浪度及形态)¥90.00中文版 ASME B73.1-2001 化学流程用卧式轴向吸入离心泵技术规范¥60.00中文版 ASME B73.2M-1991(R1999)化学过程用立式管道离心泵技术规范¥35.00 中文版 ASME PTC 25-1998a 压力泄放装置性能试验规范。
ASME质量控制机构图(中文)

质量控制手册 第2页共2页
第 2章 修改版次:0
标题:组织机构
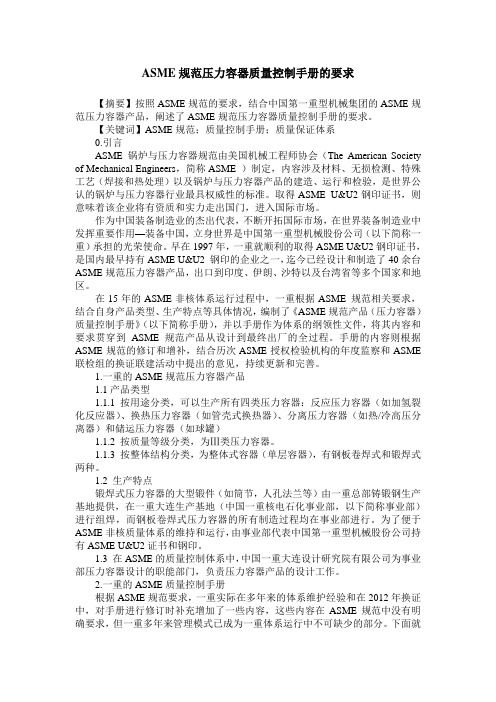
组 织 机 构 图
质控工程师 理 化 工 程 师 检验科长 检 验 工 程 师 材料检验工程师 计 量 员 NDE Ⅱ 级 NDE Ⅰ 级 试验员 检验员
NDE Ⅲ 级 总工程师 (质控部长 质控部长) 质控部长 设计科长
设计工程师 资 料 员
工 艺 工 程 师 工艺科长 总经理 档案主任 生产科长 总经理助理 容器车间主任 金工车间主任 焊 接 工 程 师 热处理工程师 焊接试验室主任 资 计 料 划 员 员 焊工 铆工 车 间 组 长 采 供应科长 购 员 操作工
焊 工 组 长
仓库保管员 焊材二级库保管员 (仓库保管员)
Байду номын сангаас
ASME质量管理手册-XX版
质量管理手册适用ASME规范第VIII卷第一册压力容器的车间建造和现场组装□受控本□非受控本仅供本公司使用手册编号:发放日期:XXXXXXXXXXXXXXXXXXX公司地址:XXXXXXXXXXXXXX电话:XXXXXXXX传真:XXXXXX邮编:XXXXX目录章标题修改标记日期───封面22011.3.5A 目录22011.3.5B 政策与授权声明12009.9.14C 缩略词和述语12009.9.141手册管理12009.9.142组织机构12009.9.143图纸、设计计算和技术条件的管理22011.3.54材料管理12009.9.145检查和检验程序12009.9.146不一致品的处理12009.9.147焊接管理12009.9.148无损检验12009.9.149热处理12009.9.1410检测和试验设备的校准12009.9.1411文件保管12009.9.1412授权检验师12009.9.1413现场组装管理12009.9.1414样表索引22011.3.5制定:日期:────────────────────质保办主任批准:日期:────────────────────质保部长XXXXXXXXXXXXXX XXXXXXXXXX质量控制手册文件编号XXXXXXXXX版本第一版修改标记2第A 章目录第1页共1页质量控制手册修改标记1第B章政策与授权声明第1页共1页政策与授权声明为了确保XXXXXXXXXX有限责任公司XXXXXX分公司产品符合ASME规范、用户和本质量控制手册的要求,按照《ASME锅炉压力容器规范》第Ⅷ卷第1册的要求,建立了我公司U授权证书的质量控制体系。
质量控制手册是该体系的文字叙述,全公司员工在制造规范产品时,必须严格遵照执行,不准违反。
授权XXXX分公司经理负责保证质量控制体系是符合ASME规范和本手册的规定,并得到全面贯彻。
授权XXXXXX分公司经理组织上的独立权,判定和解决所有的问题。
质量控制手册(NDE)

第8章无损检测的控制共3页第1页发布日期8 无损检验8.1 总则8.1.1 本章叙述无损检验人员的资格要求、检验责任、规范产品无损检验操作规程的编制与实施等控制程序。
8.1.2有关ASME规范仅有RT、UT、MT和PT无损检测方法被采用。
在承担压力管道制造前,由AI对需要压力管道检验的有关VT无损检验人员,将进行培训、考核和审查核实。
8.2 培训实施计划8.2.1 质检部主任负责编制无损检验人员培训实施大纲。
按照ASME规范和以SN-TC-IA(最新版的规范)为准,对无损检验人员培训、资格评定。
实施大纲要质保工程师由审核,由总经理批准,由AI认可。
8.3无损检验III级人员的资格证明8.3.1 质检部主任要按批准和认可的无损人员培训资格鉴定签发证书大纲,推荐合适III级水平的无损检验人员。
应试人员要考虑其经验,受教育情况,资历和实际能力表现。
指定一位有证的无损检验III级员对 III级水平的应试人员,以基础检验、方法检验和特殊检验进行测评。
III级人员的考试的管理和考评要由质检部主任执行。
8.3.2 III级无损检验人员的应试通过后,“无损检验人员资格评定记录”(样表NO.8-1)要由总经理签署后发出,以证明其达到无损检验III级水平。
8.3.3 无损检验III级水平证明,具有五年有效期,期满后,可以重新考试和重新发证,要由总经理批准。
8.4 无损检验I、II级证明8.4.1 无损检验III级人员要负责对无损检验I、II级人员的培训和考试。
质检部主任要按无损检验III级人员的汇报的培训和考试结果,指定无损检验的I、II级人员。
I、II级人员的资格证明要由质保工程师签署。
8.4.2 无损检验III级人员和I、II级人员资格证明、培训资格要求连同考试卷,要在质检部门存档,并由无损III级人员负责保管。
第8章无损检测的控制共3页第2页发布日期8.4.3 无损检验I、II级人员的资格有效期为三年。
期满后,可以再申请接受III级人员的培训和资格评定,由总经理批准。
ASME规范压力容器质量控制手册的要求
ASME规范压力容器质量控制手册的要求【摘要】按照ASME规范的要求,结合中国第一重型机械集团的ASME规范压力容器产品,阐述了ASME规范压力容器质量控制手册的要求。
【关键词】ASME规范;质量控制手册;质量保证体系0.引言ASME 锅炉与压力容器规范由美国机械工程师协会(The American Society of Mechanical Engineers,简称ASME )制定,内容涉及材料、无损检测、特殊工艺(焊接和热处理)以及锅炉与压力容器产品的建造、运行和检验,是世界公认的锅炉与压力容器行业最具权威性的标准。
取得ASME U&U2钢印证书,则意味着该企业将有资质和实力走出国门,进入国际市场。
作为中国装备制造业的杰出代表,不断开拓国际市场,在世界装备制造业中发挥重要作用—装备中国,立身世界是中国第一重型机械股份公司(以下简称一重)承担的光荣使命。
早在1997年,一重就顺利的取得ASME U&U2钢印证书,是国内最早持有ASME U&U2 钢印的企业之一,迄今已经设计和制造了40余台ASME规范压力容器产品,出口到印度、伊朗、沙特以及台湾省等多个国家和地区。
在15年的ASME非核体系运行过程中,一重根据ASME 规范相关要求,结合自身产品类型、生产特点等具体情况,编制了《ASME规范产品(压力容器)质量控制手册》(以下简称手册),并以手册作为体系的纲领性文件,将其内容和要求贯穿到ASME规范产品从设计到最终出厂的全过程。
手册的内容则根据ASME规范的修订和增补,结合历次ASME授权检验机构的年度监察和ASME 联检组的换证联建活动中提出的意见,持续更新和完善。
1.一重的ASME规范压力容器产品1.1产品类型1.1.1 按用途分类,可以生产所有四类压力容器:反应压力容器(如加氢裂化反应器)、换热压力容器(如管壳式换热器)、分离压力容器(如热/冷高压分离器)和储运压力容器(如球罐)1.1.2 按质量等级分类,为Ⅲ类压力容器。
ASME压力容器制造质量控制体系

记录保存
❖ 制造厂数据报告如果不到NB注册,应至少保 存5年。
HSB Engineering Service
授权检验师
❖ 公司的义务 ❖ AI的义务
HSB Engineering Service
样表
❖ 体系使用的主要表格
HSB Engineering Service
HSB Engineering Service
手册控制
❖ 手册的编制、审查、批准和AI认可。 ❖ 应审查ASME规范版本和增补,确定是否对
手册作相应更改。 ❖ 手册分“受控手册”和“非受控手册”。 ❖ 受控手册的发放控制。
HSB Engineering Service
组织、责任和权利
❖ 组织机构图
HSB Engineering Service
图纸、设计计算和文件控制
❖ 审查用户设计说明书,应符合ASME规范并 为设计提供充分的数据。
❖ 设计文件的编制和审批。 ❖ 设计图纸应提供的数据。 ❖ 设计文件的更改。 ❖ 文件发放控制。
HSB Engineering Service
材料控制
❖ 材料申请单和采购说明书由设计编制, 是材料的采购依据。
❖ 材料的发放管理。 ❖ 分割材料前应进行标记移植。(见UG-77)
检查员应核实标移。
HSB Engineering Service
制造、检查和检验控制
❖ PFC流程图的编制。 ❖ COL检验表的编制。 ❖ AI的检验点:停止点HP、见证点WP和
审查点RP。 ❖ 最终检验。 ❖ 压力试验。 ❖ 制造厂数据报告 ❖ NB注册。 ❖ 铭牌
HSB Engineering Service
质量控制手册构成(续)
ASME取证质量手册

ASME取证质量手册目录章标题修订号日期─封面02003.07.15 A目录0 2003.07.15 B缩略词02003.07.15 C授权声明02003.07.15 1手册的管理02003.07.15 2组织机构02003.07.15 3图纸、设计计算和技术条件的管理02003.07.15 4材料管理02003.07.15 5检查和检验程序02003.07.15 6不一致品的处理02003.07.15 7焊接管理02003.07.15 8无损检验02003.07.15 9热处理02003.07.15 10计量和试验设备的校准02003.07.15 11记录保存02003.07.15 12授权检验师02003.07.15 13样表0 2003.07.15制定:日期:(质控部长)批准:日期:(总经理)同意:日期:(授权检验师)缩略词AIA: 授权检验机构AI: 授权检验师AIS: 主任授权检验师ASME: 美国机械工程师学会Code : ASME锅炉及压力容器规范第Ⅷ卷第1册,包括参考规范卷Code Items: 按照ASME规范要求设计、制造、检查、试验和检验的压力容器或零部件COL: 验收单Customer: 购买符合ASME规范要求产品的公司Customer Specification: 用户提供的相应技术说明Corporation: xxxxx公司JIC: 焊缝识别卡MAWP: 最大许用工作压力MDMT: 最小设计金属温度MDR: 制造厂数据报告MT: 磁粉探伤MTR: 材料测试报告NB: 美国锅炉压力容器检验师总部NCR: 不一致品处理通知单NDE: 无损检验PFC: 工艺流程图PQR: 工艺评定报告PT: 液体渗透探伤PV: 压力容器QC: 质量控制RT: 射线探伤QC Manager: 质控部部长UT: 超声波探伤Welder: 一般项目的焊工和焊接操作工WPQ: 焊工技能评定WPS: 焊接工艺规程WPEC: xxxxx公司WOPQ: 焊接操作工技能评定授权声明为了建造优质的ASME规范产品,确保产品符合规范和用户的要求,按照ASME锅炉压力容器规范第Ⅷ卷第1册,无锡市石油化工设备有限公司(WPEC)建立了相应质量控制体系。
ASME压力容器制造质量控制体系.ppt
样表
封面
公司(工厂)地址 制造范围 手册编号 手册版号和实施日期 “受控”或“非受控”标识
目录
列出各章的名称 各章的更改状态和更改日期 手册的审批人签字 AI认可签字
方针和权力声明
总经理(厂长)的声明。
– 符合ASME规范的承诺; – 指定体系负责人、并授权; – 中英文版手册;
不一致品的纠正
不一致品的定义。 不一致品的确认,NCR。 不一致品的处理:报废(Reject)、回用
(Use-as-is)、返修(Repair)。 标识。扣留、报废、回用。 记录。
焊接控制
焊接工艺评定。 焊工技能评定及焊工技能的保持。 焊接材料的管理及发放。 焊接过程控制。
无损探伤控制
完
ASME锅炉压力容器 质量控制体系
讲座内容
质量控制手册的构成 质量控制手册各章要点介绍
建立质量控制体系的依据
ASME建造规范(如第I卷、第VIII卷、等) ASME规范第I卷附录A-300、第IV卷附录
F、第VIII-1卷附录10、第VIII-2卷附录18 其它有关规范卷册
ASME质量控制体系的特点
术语和缩略语
AI:Authorized Inspector授权检验师 AIS:Authorized Inspector Supervisor授权主任
检验师 AIA:Authorized Inspection Agency授权检验机
构 NCR:不一致品报告 WPS:焊接工艺规程 PQR:焊接工艺评定记录 WPQ:焊工技能评定记录
责任明确。 针对性强。
质量控制手册构成
封面 目录 方针和权力声明 术语和缩略语 手册控制 组织、责任和权力 图纸、设计计算和技术条件控制 材料控制 制造、检查和检验控制
ASME质量手册2010-10-12
质量控制手册根据ASME压力容器最新规范第VIII卷第1分册最新版和增补的规定制订(仅供公司制造使用)QUALITY CONTROL MANUALFORPRESSURE VESSELS CONSTRUCTED INACCORDANCE WITH ASME CODE SECTION VIII, DIVISION 1(Only Used for Shop Construction)EFFECTIVE DATE: October 12, 2010生效日期: 2010年10月12日中英文本江苏瑞吉格泰油气工程有限公司江苏省江阴市夏港镇长达路28号,邮编:214442Jiangsu Ruiji-Greatec Oil & Gas Projects Co., Ltd.No.28, Changda Road, Xiagang County, Jiangyin, Jiangsu Province, P.R. ChinaPostal Code: 2144421 范围1.组织机构1对客户技术要求的审查1.材料请购单7库存材料的使用1总则3.最终压力试验1.不一致品是指任何与规范适用条款,6.4由检验员通知车间班长按不一致品处理通知单4.1焊接工程师须准备试件和焊接材料,1.总则1.总则4.检验和试验表Table 10-1计量周期表CALIBRATION PERIOD LIST*National authorized calibration organization or equipment manufacturer with license. 国家授权的计量机构或获得授权的设备制造商。
**NIST: 美国国家标准技术研究院National Institute of Standard and Technology1.记录的识别1.权限FORM1-1(Ed./Rev.: 1/0)规范增补阅读核对表CODE EDITION/ADDENDA REVIEW CHECK LISTASME规范章节版本增补ASME CODE SECTION: EDITION ADDENDA经审阅以上规范增补后发现,下列规范条款影响质控体系,因而质控手册或规程/文件需要修改以符合规范要求。
ASME质量手册(附表格)

质量控制手册(ASME 规范产品)试行本XXXXXX机械集团公司封面文件号:YZRZ(06)版次:4修改号:0XXXXXX机械集团公司质量控制手册本手册适用于按ASME锅炉和压力容器规范第Ⅷ卷第一册和第二册在下述地点及受该地点控制的现场进行的压力容器和压力容器部件的制造■在控本□非在控本手册号:001生效日期:XXXXXXXX地址:XXXXX邮编:116113A授权声明质量控制手册B目录质量控制手册XXXXXX机械集团公司C缩略语1.0 手册的控制2.0 组织机构质量控制手册CHART 2-1工艺研究所所长 冷工艺责任工程师 冷 工 艺 工 程 师 焊接考试委员会主任 焊考委责任工程师 焊考委工程师 设计研究院院长 设计责任工程师 设 计 工 程 师 文 件 保 管 员档案管理部部长 档案责任工程师 档 案 保 管 员焊接研究所所长 焊接工艺责任工程师 焊接工艺工程师 热处理工程师 质量保证部部长 Q A 工 程 师 容 总 器 经 项 理 目 质量部部长 经理 文件管理保管员 检查责任工程师现场责任工程师 检 查 工 程 师材料检查工程师现 场 检 查 员 检 查 员材料检查员 NDE Ⅲ 级责任工程师 NDE III 级检验员 NDE II 级检验员采 购 部 部 长 材料责任工程师 材 料 工 程 师 生产计划责任工程师 生产计划工程师 资料员 焊接责任工程师 焊 接 工 程 师生产技术部部长 冷加工责任工程师 冷加工工程师 材料责任工程师 材 料 保 管 员 焊接材料保管员 外协责任工程师 外协工程师大连加 氢 设备部长 公司总裁 容器制造分厂厂长 计量责任工程师 容 器 工 段 长 机 械 员动 力 员 计 量 员 焊工和焊接操作工热 处 理 工 段 长 热 处 理 工 机械加工分厂厂长 机 加 工 段 长 机 加 工 现 场 工 程 师 现 场 负 责 人现 场 施 工 人 员 控 题制手 册 目: 组织 机共2页构第2章第2页版本号:4修改号:3.0 设计控制质量控制手册4.0 材料控制5.0 检查和检验大纲6.0 不一致项的纠正7.0 焊接控制。
ASME质量管理手册-材料的控制【中英文】
1材料请购和采购技术条件1.1用于材料和部件采购的请购单(表4-1)应按本手册第3章的要求编制、审核和批准。
1.2如果有其他的附加要求不能在请购单中进行描述,例如所要求的材料证书、模拟热处理要求或冲击要求,应在采购技术条件中规定。
采购技术条件的文件号和修改版次应在请购单上注明。
采购技术条件中应包含足够详细的设计数据,作为规范产品制造商的依据。
采购技术条件应要求提供部件成型的供货商,或板材或管子处理的供货商提供材料标识的跟踪方法,以便能追踪到材料的原始标记,便于责任工程师的验证和AI的认可。
1.3用于承压部件的材料必须符合SA或SB的要求,并限制在ASME规范第VIII第1分卷所许用的材料。
焊接材料必须符合SFA技术条件的要求,或规范允许的其他技术条件,且能追踪到指定的WPS。
1.4当承压部件的预制造或预成型涉及到焊接,且是公司从外面采购的,采购部主管应选择具有ASME证书的供货商,采购技术条件中应规定提供部件数据报告给公司,但UG—11中规定的除外。
1.5当采购服务时,如成型、机加工、检查和试验,可以用委托书及图纸或程序来代替采购技术条件。
1.6对由分包商完成冷成型的承压部件,采购技术条件或委托书应要求提供证书,并注明是否进行了热处理。
1.7材料替代应得到设计责任工程师的批准和AI的认可。
当发生材料替代时,设计工程师有必要修改相关的设计文件。
2定货2.1采购部主管应负责根据材料请购单选择供货商。
提供打ASME钢印部件的供货商应持有ASME证书。
2.2应由采购工程师按材料请购单编制材料采购单(表4-2),且不能有更改。
材料采购单应由采购部主管批准。
2.3应将经批准的材料采购单,连同必要的材料请购单及采购技术条件发给供货商,并给材料责任工程师一份复印件。
2.4采购文件的修改,如果对材料的质量或材料的种类有影响,应按与原始文件相同的方法完成。
3检查3.1在供货商处的现场检查材料责任工程师或他指定的人可以到供货商处见证指定的操作,对材料或部件进行检查和试验,然后编制现场检查报告。
ASME中英文程序文件-质量手册
所有参与 ASME 压力容器质量活动的人员 必须熟知本手册中与本部门和本人有关的各项 规定,并认真执行。
授权质检经理鉴定质量管理中的问题,并授 权他着手处理,提出建议或提供解决问题的办法 以及核实实施情况,他将向我报告质控系统的状 况和效能。
文件号 DOCUMENT NO
修订号 REV. NO
日
期 DATE
类
别 TYPE
手册编号 MANUAL NO.
LANGSEN-A01
1
2015-12-29 Dec.29,2015 □受 控 本 CONTROLLED COPY □非受控本 UNCONTROLLED SME 第 VIII 卷第1分册 进行车间生产的压力容器和部件
The Chinese translation of this Quality Control Manual may be used for implementation of the Quality Control System. However, in event of a dispute regarding differences in interpretation between the English text and Chinese translation of Manual, the English text shall take precedence.
质检经理与其它部门的负责人之间发生任 何分歧,将由本人通过全面考虑 ASME 规范和设 计要求以及质控手册予以仲裁。
质量控制手册的中文版,同样是质量控制体 系的执行文本。但中文与英文如有差异,须以英 文本为准。
只允许手写的签名和日期用于证明,授权和 批准。
ASME锅炉压力容器标准规范(2010版,中文译本)

140.00
18 ASME B 31.5-2006 制冷管道
120.00
19 ASME B 31.8-2007 输气和配气管道系统
300.00
20 ASME B 31.8S-2004 输气管道的管理系统完整性
90.00
21
ASME B 31G-2009 确定已腐蚀管线剩余强度的手册(对 ASME B31 压力管 道规范的补充文件)(中英对照)
650.00
14 ASME B 31.1-2010 动力管道
300.00
15 ASME B 31.3-2010 工艺管道
380.00
16 ASME B 16.5-2009 管法兰和法兰管件(NPS1/2 至 NPS24 公制/英制标准) 200.00
17 ASME B 31.4-2006 液态烃和其他液体管线输送系统
50.00 60.00 50.00 50.00
96 ASTM A553/A553M-1990 压力容器用淬火和回火的 8%和 9%镍合金钢板
50.00
97 ASTM A612/A612M-1990 中温和低温压力容器用高强度碳素钢板 98 ASTM A645/A645M-1987 压力容器用特殊热处理 5%镍合金钢板
61 ASTM A276-2006 不锈钢棒材和型材标准规范
62
ASTM A278M-2001(2006) 温度达 345℃的压力容器部件用灰口铁铸件(米 制)
63 ASTM A285/A285M-2003 压力容器用中低抗拉强度碳素钢标准技术条件
64 ASTM A299/A299M-1990 压力容器用锰硅碳素钢板
88 ASTM A515-2003 中温及高温压力容器用碳素钢板的标准规范 89 ASTM A516-2004a 中温及低温压力容器用碳素钢板的标准规范 90 ASTM A517/A517M-1990 压力容器用淬火和回火的高强度合金钢板
ASME质量控制手册

文件号:WPEC/ASME-QCM 封面版本:2003 日期:2003-7-15 修订号:0 页码:1/1 质量控制手册遵照ASME锅炉和压力容器规范第Ⅷ卷第1册制造压力容器及其零部件生效日期: 2003年7月15日□受控本□非控本副本编号:xxxxxx公司地址:江苏邮编:xxxxx电话:xxx传真:xxxx目录章标题修订号日期─封面0 2003.07.15 A目录0 2003.07.15 B缩略词0 2003.07.15 C授权声明0 2003.07.15 1手册的管理0 2003.07.15 2组织机构0 2003.07.15 3图纸、设计计算和技术条件的管理0 2003.07.15 4材料管理0 2003.07.15 5检查和检验程序0 2003.07.15 6不一致品的处理0 2003.07.15 7焊接管理0 2003.07.15 8无损检验0 2003.07.15 9热处理0 2003.07.15 10计量和试验设备的校准0 2003.07.15 11记录保存0 2003.07.15 12授权检验师0 2003.07.15 13样表0 2003.07.15制定:日期:(质控部长)批准:日期:(总经理)同意:日期:(授权检验师)缩略词AIA: 授权检验机构AI: 授权检验师AIS: 主任授权检验师ASME: 美国机械工程师学会Code : ASME锅炉及压力容器规范第Ⅷ卷第1册,包括参考规范卷Code Items: 按照ASME规范要求设计、制造、检查、试验和检验的压力容器或零部件COL: 验收单Customer: 购买符合ASME规范要求产品的公司Customer Specification: 用户提供的相应技术说明Corporation: xxxxx公司JIC: 焊缝识别卡MAWP: 最大许用工作压力MDMT: 最小设计金属温度MDR: 制造厂数据报告MT: 磁粉探伤MTR: 材料测试报告NB: 美国锅炉压力容器检验师总部NCR: 不一致品处理通知单NDE: 无损检验PFC: 工艺流程图PQR: 工艺评定报告PT: 液体渗透探伤PV: 压力容器QC: 质量控制RT: 射线探伤QC Manager: 质控部部长UT: 超声波探伤Welder: 一般项目的焊工和焊接操作工WPQ: 焊工技能评定WPS: 焊接工艺规程WPEC: xxxxx公司WOPQ: 焊接操作工技能评定授权声明为了建造优质的ASME规范产品,确保产品符合规范和用户的要求,按照ASME锅炉压力容器规范第Ⅷ卷第1册,无锡市石油化工设备有限公司(WPEC)建立了相应质量控制体系。
2010版本质量手册
XXXX XXXX 食品有限公司质量手册QUALITY MANUAL文件编号版本实施日期审核人批准人持有者目录表质量管理手册目录表 (1)质量管理手册说明 (2)质量管理手册批准命 (3)质量方针和目标 (4)组织架构图 (5)任命令 (6)主要部门职责 (7)主要管理人员职责 (9)文件控制程序 (15)人力资源管理程序 (17)基础设备、设施管理程序 (19)采购质量控制程序 (22)生产过程控制程序 (24)检验仪器、计量设备控制程序 (26)不合格控制程序 (27)产品标识和可追溯程序 (29)纠正与预防措施程序 (31)产品防护程序 (33)产品的检验程序 (35)考核办法 (38)化验室制度 (40)卫生制度 (41)技术档案管理制度 (42)生产部岗位责任制 (43)产品质量档案制度 (43)化验室管理制度 (44)留样观察制度 (45)细菌检验室使用与管理规程 (46)仓库管理制度 (47)原料的采购与验收 (47)工艺流程图 (49)作业指导书 (50)关键工序质量控制管理及考核办法 (53)设备及工器具清洗消毒管理措施 (54)关于质量检查人员独立行使职权的通知 (55)质量管理手册说明1、根据《食品质量安全市场准入制度》的有关企业生产的必备条件审查内容的要求和参照ISO9001;2000的标准编制术语定义,根据公司实际情况而制定了本手册。
目的是确定本公司的质量方针、质量目标。
阐述了本公司为实现质量目标、而制定各种相关管理制度和各部门的职责要求。
2、本手册经批准后生效,各部门都应确保遵守本手册规定。
3、本手册属我公司受控文件,由质检部负责编制和控制。
4、本手册适用于本公司生产的各种糕点食品产品。
质量管理手册批准令为确保产品的质量和安全卫生,为科学的管理是我们的必走之路。
按ISO9001;2000的有关要求和按《食品质量安全市场准入制度》、《膨化食品生产许可证实施细则》有关规定特编制出适合我公司质量管理的质量文件――《质量管理手册》。
ASME_质量检查质量控制交工表格_2014

(Exhibit No.3-4 Rev. 0)(Exhibit No.4-3 Rev. 0)材料证明书审核章Material Test Report Review Stamp(Exhibit No.4-7 Rev. 0)Material Acceptance Label材料合格标签(Green 绿色)(Exhibit No.4-8 Rev. 0)工艺流程图Process Flow Chart(Exhibit No.5-2 Rev. 0)(Exhibit No.5-3A Rev. 0)(Exhibit No.5-3B Rev.0)NB 号码记录本(Exhibit No.5-5 Rev. 0)Nameplate for Code Item1)Nameplate for Pressure Vessel in According to Section VIII Div.1第八卷第一分册压力容器铭牌U✧The characters on nameplate shall not less than 4mm high.铭牌上的字符应不小于4mm高✧The characters on nameplate shall be either indented or raised at least 0.1mmand shall be legible and readable.铭牌上的字符应缩凸进或凹起至少0.1mm并应清晰易读。
(Exhibit No. 5-6 Rev.0 )停止标签Hold Label(Yellow 黄色)(Exhibit No.6-2 Rev.0)返修/报废标签Repair/Reject Label(Red 红色)(Exhibit No.6-3 Rev.0)姓名Name:焊工号ID. No.:(Exhibit No.7-6 Rev. 0)(Exhibit No.8-1 Rev. 0)(Exhibit No.8-4 Rev. 0)(Exhibit No.8-5C Rev. 0)(Exhibit No.10-2A Rev. 0)(Exhibit No.10-2B Rev. 0)Calibration Acceptance Label检定合格证(绿色Green)(Exhibit No.10-3 Rev. 0)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ASME质量控制手册HSMEC/U001 EDITION 1, REV.0 按ASME规范第Ⅷ-1制造和现场安装的质 量 控 制 手 册2011年5月20日发布合肥通用特种材料设备有限公司 发布章节 标题 修改版本 发布日期2011-05-20 ------- 封面 Rev.02011-05-20A 目录及修订状况 Rev.02011-05-20B 政策与授权声明 Rev.02011-05-20C 术语和缩写 Rev.02011-05-201 组织机构 Rev.02011-05-202 质量控制手册的控制 Rev.02011-05-203 图纸、设计计算和技术条件的控制 Rev.02011-05-204 材料控制 Rev.02011-05-205 制造、检查和检验程序 Rev.02011-05-206 不一致品控制 Rev.02011-05-207 焊接控制 Rev.02011-05-208 无损检测控制 Rev.02011-05-209 热处理控制 Rev.02011-05-2010 检测和试验设备的校准 Rev.02011-05-2011 记录保管 Rev.02011-05-2012 授权检验师 Rev.02011-05-2013 现场组装控制 Rev.02011-05-2014 样表索引 Rev.0编制: 日期:质量保证工程师批准: 日期:总经理按照ASME锅炉压力容器规范第Ⅷ卷第1册的要求,建立了我厂U授权证书的质量控制体系,以保证我公司产品在材料、设计、制造、检验、检测、试验、以及证书等方面在符合ASME规范的前提下,同时也符合用户的要求。
我,下面的签字人,委任质量保证工程师(副总经理、质量经理)负责领导和协调质量控制体系的各项活动,以保证质量控制体系的各个方面完全符合ASME规范要求。
质量保证工程师负责建立质量控制体系,他具有监控执行本质量控制手册、判断质量问题、在进一步作业可能会造成不符合规范的不一致时有权终止作业、推荐和提供解决方案等方面拥有权威和组织上的独立性。
同时,他也是本公司同授权检验师联络的现任人。
质量控制体系涉及到的所有人员,如材料、设计、制造、检验、检测、试验等相关人员,应尊重质量保证工程师的意见,并根据ASME和本质量控制手册的规定履行职责。
任何有关规范产品的质量问题,当质量保证工程师与其他人员有争议时,根据规范,设计技术条件和本手册的要求作最后裁决。
对质量控制手册的任何改变,均应事先征得授权检验师(AI)认可。
本质量控制手册有两种文本(英文和中文)。
如在使用中,中、英两种文本发生予盾,则以英文本为准,并修改中文本以保持与英文本一致。
总经理:日 期:序号 术语和缩写 名称或解释1 ASME 美国机械工程师学会2 AI 授权检验师3 AIS 授权主任检验师4 CC 合格证5 COL 工艺检验流转卡6 H 停止点,AI在指定工序检验合格并在检验文件上签字后方可进入下道工序7 JIC 焊缝识别卡8 MAWP 最大许用工作压力9 MAEWP 最大许用外工作压力10 MDMT 最低设计金属温度11 MDR 制造厂数据报告12 MT 磁粉检测13 MTR 材料试验报告14 NB 美国国家锅炉及压力容器检验师总部15 NCR 不一致品处理通知单16 NDE 无损检测17 PQR 工艺评定记录18 PT 液体渗透检测19 PV 压力容器20 PWHT 焊后热处理21 PO 材料订购单22 PS 材料采购技术条件23 QA 质量保证24 QC 质量控制25 R 审阅点,AI不用到现场就可以进入下道工序,但所有检查记录应在AI签发数据报告前交其审查,并由AI在记录上签字26 RE 责任工程师(有时也称工程师)27 RT 射线检测28 UT 超声波探伤29 W 见证点,通常需AI到现场见证30 WPQ 焊工技能评定31 WOPQ 焊接操作工技能评定32 WPS 焊接工艺说明书33 Code 美国锅炉及压力容器规范第Ⅷ卷第1册包括引用的规范卷册和标准34 HSMEC 合肥通用特种材料设备有限公司,厂名缩写1.1 公司组织机构见图1-1,对应虚线框内的人员表示这些人员所在的工作部门,各责任工程师在工作上属质量保证工程师直接管理。
质量管理部门和质量控制体系独立于生产之外,不受任何干扰,具有按照手册规定的内容独立判断和解决质量问题的自由和权利。
1.2 质量控制手册提及某一部门时,则意味着该部门的负责人和其指派的代理人。
1.3 每个部、室、班或人员的责任和权力见质量控制手册各章。
2.1 目的本章说明质量控制手册的编制、审查、批准、修订、发行、实施和管理要求。
2.2质量控制手册的编制、审核和批准2.2.1质量保证工程师应根据ASME规范要求负责编制质量控制手册。
2.2.2总经理负责批准本手册。
2.2.3在执行本手册之前,质检部长应将经批准的手册提交AI审查并取得其认可。
AI 应在本手册的第A章上签字。
只有经AI认可的手册才可以生效。
2.2.4质量保证工程师、总经理和AI应在目录和修订状况页签字,以表明本手册已得到他们的认可。
2.3手册的修订2.3.1必要时,在下列情况下应修订手册:(a)新的规范版本和增补发行时;(b)组织和职责有变更时;(c)质量控制系统有改进时。
2.3.2当收到新的规范版本和增补时,质保工程师负责核对,并将核对结果填写“规范补遗审核表” (HSMEC/UR2-1),必要时应修改质控手册和规程以符合最新版本的规范要求。
所要求的修改应在规范修订日起的6个月内实施。
2.3.3手册的修订应按章进行,而不是按页进行,但样表可以按页修订。
最新的修订号和修订日期应在目录和修订状况表或样表目录中注明。
同时,修订章的每一页或修订的样表应保持最新修订号和修订日期。
2.3.4质量控制手册的一章或多章被修改时,其目录章和封面的修改号应升级。
当一页样表修改时,第14章样表索引也要修改,表明所修改的每个样表的最新修改。
2.3.5对手册各章修改的词句用加黑的斜体字书写,对于样表则用云彩线置于修改部分的周围,这种加黑的斜体字和云彩线只在最新的修改上保持。
2.3.6修订后的审查和批准控制应按原程序进行。
2.3.7质量保证工程师可以决定,或者每3年随着ASME联检,制定新版质量控制手册,新版的批准和发放方式和新修改版相同,除掉修改的着重标记不要求之外,各章和样表的修改版次将回到零。
2.3.8 修订时,中文和英文版手册应同时修订。
2.3.9任何修改,在贯彻前应经AI审查批准。
2.4手册的发行和控制2.4.1本手册有两种版本,受控本和非受控本,本厂的质量控制活动只能用受控本,受控本的发放和保存都应是最新版本按本章的受控规定进行发放。
非受控本仅供厂外参考,非受控本只在发放时是最新版,而不保持最新版。
2.4.2“受控质量控制手册持有者名单” (HSMEC/UR2-2),由文件管理者编制,由质量保证工程师批准。
并由文件管理者负责将受控本分发到指定的持有人,同时在样表HSMEC/UR2-2上登记手册分发情况。
2.4.3质检部长负责提供一本受控本手册供AI专用。
2.4.4非受控的质量控制手册应按质量保证工程师的指令发放。
2.5中文版的翻译2.5.1应为不懂英语的人员提供中文版质控手册和规程, 质量保证工程师负责中文版翻译的准确性。
2.5.2中文版的编制、批准、管理和发放与英文版相同,只是不须AI签字。
中文版应在AI认可英文版之后同时翻译和发放。
3.1 目的本章规定了设计文件(包括图纸、设计计算、采购技术条件和技术条件)的控制以此来保证设计文件符合规范和客户技术条件的规定。
3.2规范产品的设计有以下两类:(a)工厂自行设计;或者(b)由用户或其代理人完成的设计。
3.3 用户技术条件的审查3.3.1 设计人员应审查客户的技术条件,以确信技术条件中包含的要求和数据对于制作规范产品所进行的材料选择、设计、建造、试验和检验是充分的。
3.3.2 如果客户的技术条件不能满足规范要求,设计人员应向设计责任工程师汇报,由其审查并负责同客户沟通解决,修订的结果应得到客户的批准。
3.3.3客户的技术条件,应得到设计责任工程师的认可。
3.4 用户提供的设计文件的审查客户提供的设计文件(如图纸、设计计算书、采购技术条件等)的审查、修改和批准按以下3.5.4条款所述。
本厂对这些文件负有总的规范责任。
3.5设计文件的编制3.5.1 客户的技术条件审查合格后,设计责任工程师应指定设计人员根据ASME规范第Ⅷ卷第1分册和其他适用的参考规范、以及客户的技术条件准备设计文件,包括设计计算书、图纸、材料请购单、采购技术条件(如果有的话)等。
3.5.2 设计图纸至少应包括下列内容:(a)适用的规范卷包括版本和规范案例(如有的话);(b)设计压力和温度;(c)工作压力和温度(如需要时);(d)最低设计金属温度;(e)焊接接头系数;(f)介质及其性质;(g)腐蚀裕量;(h)焊缝详图;(i)材料牌号;(j)无损检测;(k)热处理;(m)公差和尺寸要求;(n)最大许用工作压力(如需要时);(o)压力试验;(p)规范铭牌和/或钢印的数据;3.5.3英制单位、公制单位 或地方单位都可以使用,但是在设计的各个方面必须始终只用一个体系,除非规范另有规定。
所有数据报告以及规范要求的铭牌标记或钢印上的数据应与规范产品的图纸规定的单位保持一致。
英制单位或公制单位与地方单位之间的换算系数,或反之,应由设计责任工程师提供并经AI核准认可。
3.5.4所有设计文件,包括图纸(包括总装图和零件图)、设计计算书、材料请购单和采购技术条件,应符合规范和客户的要求。
这些文件由设计人员编制,设计责任工程师审核, 经技术部长批准。
3.5.5所有批准的设计文件应提交AI审阅。
3.6 设计文件的修改3.6.1 当设计文件需要修改时,设计人员应填写“文件修改通知单”(HSMEC/UR3-1),说明修改内容和原因。
“文件修改通知单”在文件修改前,应得到设计责任工程师的批准。
3.6.2设计人员根据“文件修改通知单”修改设计文件。
修改的设计文件的审核和批准按原程序进行,修改情况应在修改后的文件中注明。
3.6.3设计文件的修改采用下列二种方法:(a)对于诸如数字、文字和符号等小的修改,在原件上划去旧的, 用手写填上新的数据,签上字和日期;或者(b)根据“文件修改通知单”印制新修改的版本。
注:上述两种修改方法都应在修改部分附近用一个里面有修改号的三角形标记出来,并记录在图纸上的修改表里。
3.6.公司资料室应保留一份作废的版本直到规范产品发证为止,作废的版本应标注“作废”并不能用于生产。
3.6.5任何修改应提交AI审核。
3.7 文件的标识3.7.1接受订单之后,开始设计前, 销售部长应负责为每个规范产品编制一个唯一的一个工作令号。