基于DYNAFORM的汽车覆盖件成形分析
基于 Dynaform 的汽车覆盖件冲压成型数值模拟及优化

基于 Dynaform 的汽车覆盖件冲压成型数值模拟及优化∗熊保玉【摘要】It has gradually been paid more attention to study forming law for automobile panel by applying numerical simulation.Left and right inner plates on automobile rear wheels are investigated,the stamping process of auto rear wheel is simulated based on Dynaform software.Simulation of stamping forming by changing magnitude of blank holder force and setting drawbead,predicting wrinkle,fracture,thinning,rebound and other defects is done.Blank holding force and draw-bead of process and technical parameters of left and right inner plates on automobile rear wheels are determined by compa-ring the simulation results,and it provides a scientific basis for the practical products shaping.%应用数值模拟技术对汽车覆盖件成型规律进行研究逐渐受到重视。
以汽车左、右后轮罩内板为研究对象,介绍了应用 Dynaform 软件对轮罩冲压成型进行数值模拟的步骤。
通过模拟产品在设置不同压边力数值及有、无拉延筋情况下的成型性能,预测板料成型中可能出现的如起皱、拉裂、变薄和回弹等缺陷问题。
基于Dynaform的汽车覆盖件冲压成形仿真的研究[1]
![基于Dynaform的汽车覆盖件冲压成形仿真的研究[1]](https://img.taocdn.com/s3/m/274dedc34028915f804dc27c.png)
基于Dynafo rm的汽车覆盖件冲压成形仿真的研究刘世豪,王东方,苏小平,徐 练(南京工业大学,江苏南京210009)摘 要:介绍了汽车覆盖件冲压成形仿真的研究背景,详细论述了板料冲压成形数值模拟的理论和主要步骤。
在Dynaform中对汽车行李箱门板进行了冲压成形过程的仿真,证明了仿真设计方法具有实用性,通过反复模拟,找出了合理的工艺参数,有利于优化冲压成形的过程及其结果。
关键词:汽车覆盖件;冲压成形;仿真;Dynaform中图分类号:T G386;T G115 文献标志码:A 汽车车身外形是由许多轮廓尺寸较大且具有空间曲面形状的覆盖件焊接而成,汽车覆盖件冲压成形质量的好坏直接关系到各部件的装配,从而影响到整车的质量。
可以说,汽车车身冲压成形一定程度上代表了整车的制造水平。
对于比较复杂的汽车覆盖件,特别是对成形质量要求较高的轿车外覆盖件,根据前人总结的经验公式很难满足这些成形零件的工艺要求。
因此,对制造出来的模具往往需要进行反复的试模和修模,这样无形中大大增加了产品的生产成本,增加了产品的研制开发周期,进而造成大量人力、财力和物力的浪费。
目前,对于模具设计员来说,大型汽车覆盖件模具的设计仍然是个难题。
因此,如何解决以上问题成为模具工业的迫切需要。
为了解决上述问题,基于现有的理论和方法,笔者尝试着以某汽车行李箱门板为研究对象,采用板料成形仿真软件D YNA FORM,应用数值模拟的方法对板料成形过程进行计算机模拟,以替代实际试模,为覆盖件工艺设计、模具设计提供可靠的判据和合理的工艺参数,为实际的汽车覆盖件模具冲压成形的优化提供参考。
1 板料冲压成形的数值模拟板料冲压计算机仿真的核心是应用数值方法来分析和研究金属板料塑性成形的问题。
作为数值分析方法中应用最广并且最具有生命力的一种方法,有限元法成为目前板料成形数值分析最有效的方法。
随着数值分析技术、塑性成形理论、计算机能力的发展以及对冲压过程越来越深刻的认识和理解,从上世纪70年代后期开始,经过20多年的发展,板料成形数值模拟逐步完善。
基于Dynaform的汽车覆盖件拉深成形分析
基于Dynaform的汽车覆盖件拉深成形分析摘要:随着我国汽车产业的快速发展,车辆车身开发也越来越注重性能、装饰等细节,对于较为复杂的造型,零件拉延成形的难度也较大,在模具试冲压以及调试、验证过程中产生的各种问题也引起了设计人员的重视。
本文基于Dynaform软件,对汽车覆盖件拉深成形进行数字模拟仿真,并对相关工艺参数进行优化,以期提高模具制造的经济性和汽车覆盖件的质量。
关键词:Dynaform;汽车覆盖件;拉深成形汽车车身开发的基础是覆盖件模具的设计和制造,这也是开发新型车面临的主要瓶颈之一,汽车覆盖件冲压成形取决于覆盖件设计要求及结构特点,这实际上是一个涵盖几何、边界和材料非线性的大变形、大挠度的弹塑性变形过程。
然而,在实际设计和生产过程中,因模具设计不合理而引发的成形缺陷问题时有发生。
如果借助常规试错法进行纠正,不仅对资源造成了严重的浪费,也难以适应产品快速更新的发展要求。
基于Dynaform软件,对汽车覆盖件拉深成形进行数字模拟仿真,有助于模具的开发,且能够为生产实践提供一定的指导。
1.Dynaform软件及在汽车覆盖件方面的应用1.1 Dynaform软件Dynaform是当前较为流行的一款板料成形分析软件,具备强大的分析和处理功能,这些功能实现主要基于动力显式积分算法、板壳有限元理论、网格细化自适应技术、多工步成形模拟技术以及有限元模型建立的若干技巧。
该软件可以对设计的数值进行模拟,将板料变形过程中的应变和应力分布显示出来,便于对各种成形缺陷进行准确的预测。
1.2基于有限元的汽车覆盖件冲压工艺数据模拟技术在国内模具工业的应用还相对不足,与发达国家相比还存在很大差距,从目前覆盖件冲压工艺的发展情况来看,模具设计制造中,新模式正在逐渐取代旧模式,数字化塑性成形已经成为一种发展趋势,就拉延方案而言,最先要解决的问题就是拉延方向的确定,即要适当改变凹形及反拉延的形状,然后再在后续工序中对改变的部分进行调整,以达到覆盖件设计要求。
基于Dynaform的汽车覆盖件拉延成形有限元模拟分析_刘细芬
the drawing process on an auto panel is achieved using Dynaform software. According to the simulation results,the size and lay-
out of drawbead,the parameters of master profile on addendum surface are modified and optimized with cracking and wrinkling
研究与分析
图 9 优化调整后的成形极限图
图 7 成形极限图
4 工艺参数优化
由图 7 可知,中间桥部及两端倾斜面处均出现起 皱现象及图中圆圈处存在拉裂缺陷。为减少或消除 以上出现的两个问题,对工艺参数进行调整优化:
( 1) 增加进料阻力,减少中间桥部以及两端倾斜 面处的材料流入程度。拉延筋的深度由 5 mm 改为 10 mm; 并且拉延筋由原来的布置一周改为部分布置 如图 8 所示。
中,以云图、等值线和动画等形式显示数值模拟结果。
3 后处理及模拟结果分析
经求解器计算得到的有限元结果通过后处理模 块对数据结果进行分析、校核和输出。选择性的抽取 结果中有意义的部分,将输出结果转化为几何信息或 图形,如等值线图、彩色云图、曲线图等,更直观形象 的描述板料成形过程中各个阶段的变形情况,获知板 料成形中各个阶段的应力、应变、厚度变化、变形位移 等。通过结果显示实时发现板料成形过程中可能存 在的各种缺陷( 破裂、起皱) ,对板料成形参数或模具 提出修改意见,指导实际的模具设计。
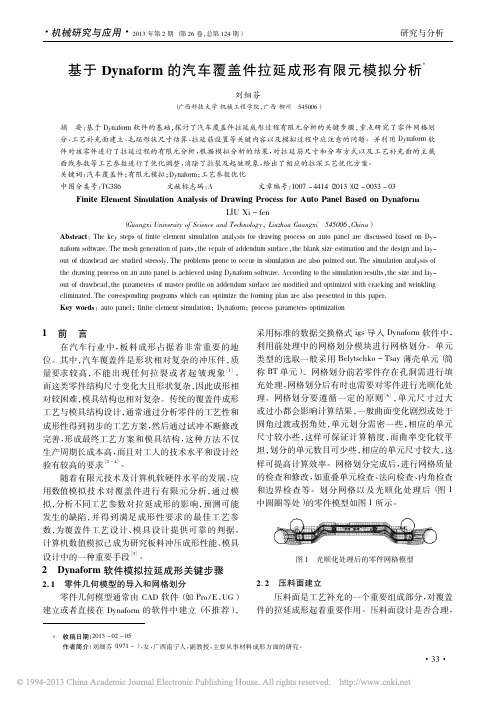
图 1 光顺化处理后的零件网格模型
2. 2 压料面建立 压料面是工艺补充的一个重要组成部分,对覆盖
基于Dynaform的车身覆盖件成形数值模拟

基于Dynaform 的车身覆盖件成形数值模拟陈桂华,张群威(漯河职业技术学院,河南漯河462002)作者简介:陈桂华(1982-),女,河南周口人,本科,讲师,主要研究方向:机械制造。
摘要:文章概括了动态仿真在冲压成型中的应用,介绍了动态仿真模拟软件Dynaform 在板料成形中的使用功能和在车身覆盖件成形中的应用。
分析了Dynaform 在应用研究中仍存在的问题和进一步的研究发展方向。
关键词:动态仿真;材料模型;单元模型;Dynaform随着车型更新换代的速度加快,依靠经验的车身覆盖件冲压模具设计方法已无法满足实际生产的需要。
塑性成形理论的飞速发展以及计算机技术的广泛应用使冲压仿真作为一个有力工具进入工业界。
冲压仿真使汽车模具生产由经验上升到理论,大大缩短了车身覆盖件的成型周期、提高了车身覆盖件设计质量,为加速车型更新换代创造了很好的条件。
1动态仿真系统的关键技术发展有限元法是一种高效的用于数值计算的方法,用近似函数插值表示未知场函数在各个节点的数值,进而把连续的无限自由度问题转换成了离散有限自由度问题。
1.1求解格式冲压成型时一个及其复杂的力学过程,为实现动态仿真通过以下两种途径建立有限元格式:完全的La-grangian 格式(即T.L.格式)和更新的Lagrangian 格式(即U.L.格式)。
针对冲压成型过程的特点采用U.L.格式来建立有限元列式比较合适。
不管用哪种格式,最后的坯料运动方程都一样:M u +C u +f i =f e (1)其中:M —质量矩阵;C —阻尼矩阵;u —节点位移矢量;f i —等效内力矢量;f e —等效节点力矢量。
1.2材料模型冲压过程是通过冲压模具对板料施加压力实现变形过程的。
要分析冲压成型过程中的力学特性,就要建立对应材料的力学模型,这里称其为材料模型。
依据塑性流动理论,对于板料成形来说塑性特性是各向异性的。
板料成形通常采用以下几种材料模型。
(1)Hill 各向异性弹塑性模型依据Hill 的各向异性材料理论,如果体内有相互正交的各向异性主轴,而且坐标轴于各向异性主轴是互相平行的,则屈服准则为:F (σy-σz )2+G (σz-σx )2+H (σx-σy )2+2Lσ2yz +2Nσ2xy -1(2)式中,F 、G 、H 、L 、M 、N 为各向异性常数。
基于Dynaform的汽车覆盖件成形中拉延筋的设置与数值模拟_图文
基于Dynaform的汽车覆盖件成形中拉延筋的设置与数值模拟_图文模具技术2020 . No. 639文章编号:100124934(2020 0620039203基于Dynaform 的汽车覆盖件成形中拉延筋的设置与数值模拟郭敏杰, 曾珊琪(陕西科技大学机电工程学院, 陕西西安710021摘要:使用 ETA 公司的CA E 软件Dynaform , 通过求解器L S 2Dyna 计算, 利用E TA/Po st 2p rocessor 来模拟某轿车引擎盖内板的拉深成形。
通过模拟结果的比较, 最终确定拉延筋的最佳布置方案及拉延筋的优化形式等。
缩短了模具设计周期, 降低了设计成本, 提高车身质量。
关键词:Dynaform ; 拉延筋; 汽车覆盖件; 中图分类号:TP391. 9Abstract :By i si twa re ETA/Dynaf or m , t he f or mi ng p rocess of aca r e ngine i calculated by LS 2Dyna a nd si mulated by ETA/Post 2p rocessor. The op ti mal a nd s hap e of draw bea d were deter mi ned by comp a ri ng t he si mulation re 2sults. The i mp roved design could shorte n t he develop me nt cycle of die , reduce design cost a nd i mp rove t he quality of ca r body.K eyw ords :Dynaf or m ; drawbea d ; aut omobile cover ; numerical si mulation0引言拉深件的质量在很大程度上受材料流动的影响。
DYNAFORM数值模拟技术在汽车覆盖件成形中的应用
2帅9年6月
少要有3到5个网格单元过渡。划分好网格后还 要对网格进行检查,主要检查模面是否完整,是否 有重叠、漏洞,网格的法向是否一致,并修复有缺 陷的单元。图2所示为后车f-J;'b板件划分网格后 的有限元模型。
在通用CAD软件中建立覆盖件模型lCAD
i。。。;二二::二:二二=:二二::二二::】E二二二::二二:二二::二=.二二二::.:.::二;一…。j ;广.1划分网格.修改圆角.补洞、缝隙等l j
上半月出版
Casting·Forging·Welding]:§kg[铸锻焊技术
DYNAFORM数值模拟技术在汽车覆盖件 成形中的应用
陈小芳,扶名福,袁志军 (南昌大学机电工程学院,江西南昌330031)
摘要:简要介绍了利用板料成形软件DYNAFOIW进行汽车覆盖件冲压成形的有限元仿真的一般步骤,并
以某汽车覆盖件的拉深为例.对其成形过程进行了数值模拟,根据模拟结果进行成形性分析,找出模具设计中的
back automobile door
Tab.1
袭1 材料力学参数旧 Mechanical Parameters of blml
密度/ 扬氏模量 柏松 强度系数 强化 屈服函数 各向异性参数
体g·m。’ /GPa
比
,M口a 指数 指数m Ro R彤 R钟
7830
207
O.3
710 O.22
6
dum零件层) 添加到DIE零件层后就可以进行成形快速设置。 选择菜单Quicksetup(快速设置)中的DrawDie(拉 延模)进行快速设置。本文采用正装双动拉延 (ToggleDraw)成形方式,自上而下分别是凸模、 压边圈、毛坯、凹模,如图6所示。各模拟参数分别 为:接触方式Forming One_Way_Surface To Sur- face。板料单元公式Belytschko 元),摩擦系数0.125,凸模移动速度5000mm/s,压 边力400kN,并且在压边圈上布置一圈等效拉延 筋,拉延筋阻力大小为108N/mm,如图6所示。该 零件毛坯材料为08AL冷冲压钢板.料厚为1.0 1]lln,其材料力学参数见表l。完成这些设置后就 可以提交任务进行计算。并且采用自适应网格 (AdaotiveMesh、的网格划分方法.
基于DYNAFORM汽车履盖件成形、优化设计

基于DYNAFORM汽车履盖件成形、优化设计本文基于DYNAFORM汽车履盖件成形和优化设计进行研究。
汽车履盖件是汽车的重要部件之一,具有保护车轮和车身,提高空气动力性能等功能。
本文选取一个典型的汽车履盖件为研究对象,采用DYNAFORM软件进行成形模拟和优化设计,探索如何提高汽车履盖件的成形质量和性能。
一、研究背景汽车履盖件在汽车运行过程中扮演着重要的角色,目的是保护车轮、车身和发动机舱等重要部件,同时提高汽车的空气动力性能,降低风阻系数和油耗,从而提高汽车的综合性能。
汽车履盖件分为前后两种类型,分别安装在汽车前后轮下,其结构和尺寸根据不同汽车的品牌和型号有所不同。
目前,汽车履盖件的成形和设计主要依靠CAD 和CAE软件,其中DYNAFORM是一款功能强大的汽车履盖件成形模拟和优化设计软件。
二、DYNAFORM软件介绍DYNAFORM软件是一种汽车履盖件的成形模拟和优化设计软件,能够精确地预测汽车履盖件在成形过程中的变形、应力、应变和厚度变化等数据,并能够对汽车履盖件进行优化设计,提高其成形质量和性能。
DYNAFORM软件具有以下特点:1.高精度成形模拟DYNAFORM软件使用有限元法进行汽车履盖件的成形模拟,能够准确地预测汽车履盖件的变形、应力、应变和厚度变化等数据,具有高精度和高效性。
2.优化设计功能DYNAFORM软件还具有优化设计功能,能够根据用户设定的目标函数和约束条件来自动优化汽车履盖件的设计参数,提高其成形质量和性能。
3.多种材料支持DYNAFORM软件支持多种汽车履盖件常用的材料,如铝合金、钢板、复合材料等,并能够考虑材料的本构关系和非线性特性,提高模拟精度。
三、汽车履盖件的成形模拟在进行汽车履盖件的成形模拟前,需要先对汽车履盖件进行建模和网格划分。
本文选取一款典型的汽车履盖件进行建模和网格划分,建模结果如图1所示。
图中红色线条为汽车履盖件的轮廓线,蓝色线条为成形模具的轮廓线。
基于DYNAFORM的汽车车身覆盖件冲压成形数值模拟
S C I E N C E & T E C H N O L 0 G Y
基于 D Y N A F O R M 的汽 车车 身覆盖 件冲 压成形 数值 沙
4 1 0 2 0 5 )
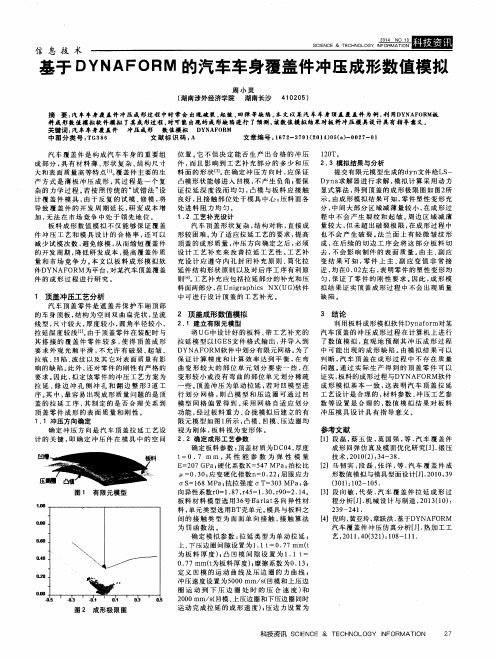
摘 要: 汽车车 身覆盖 件冲 压成 形过程 中时 常会 出现破 裂 , 起 皱 回弹 等缺 陷 。 本 文 以某汽 车 车身顶 盖晨 盖件 为例 , 利 用D Y N A F O R M ;  ̄ ; . . 料成 形数值模 拟软 件模 拟 了其成 形过 程 , 对可 能 出现 的成形缺 陷进行 了预 测, 该数值 模拟 结果对板 料 冲压模具设 计 具有指导 意义 。 关键词 : 汽车车 身覆 盖件 冲压成 形 数值模拟 D Y N A F O R M 中 图分 类 号 : T G 3 8 6 文 献标 识 码 : A 文 章编 号 : I 6 7 2 — 3 7 9 l ( 2 0 1 4 ) 0 5 ( a ) 一0 0 2 7 —0 1 汽 车 覆 盖 件 是 构 成 汽 车 车 身 的 重 要组 成部分 , 具有材料薄 、 形状复杂 、 结 构 尺 寸 大 和 表 面 质量 高等 特 点 … 。 覆盖 件 主 要 的生 产 方式是薄板 冲压成形 , 其 过 程 是 一 个 复 杂 的力学过程 。 若按 照传统的“ 试错法 ” 设 计 覆盖件模具 , 由于 反 复 的 试 模 、 修模 , 将 导致 覆盖件 的开发周期延 长 , 研 发 成 本 增 加, 无 法 在 市 场 竞 争 中处 于 领 先 地 位 。 板 料 成 形 数 值 模 拟 不 仅 能 够 保证 覆 盖 件 冲压工艺和 模具设计 的合格率 , 还 可 以 减少试模次数 , 避 免修 模 , 从 而 缩 短 覆 盖 件 的开 发 周 期 , 降 低研 发 成 本 , 提 高 覆 盖 件 质 量 和市场竞争 力。 本 文 以板 料 成 形 模 拟软 件D YNAF 0R M为 平台 , 对 某 汽车 顶 盖覆 盖 件 的成形过程进行研 究。 位置 。 它 不 但 决 定 能 否 生 产 出合 格 的 冲 压 件, 而 且 影 响 到 工 艺 补 充 部 分 的 多 少 和 压 料面的形状I 3 】 。 在确 定冲压方向时 , 应 保 证 凸模 形 状 能够 进 入 凹模 , 不产生负角; 要 保 证拉延深 度浅而均 匀, 凸模 与 板 料 应 接 触 良好 , 且接 触 部 位 处 于 模 具 中 心 ; 压 料 面 各 处进料 阻力均匀 。 1 . 2 工艺补 充设计 汽车 顶 盖 形状 复 杂 , 结构对称 , 直 接 成 形较困难。 为 了适 应 拉 延 工 艺 的要 求 , 提 高 顶 盖 的 成 形 质量 , 冲 压 方 向确 定 之 后 , 必 须 设计工 艺补充来 改善拉延工艺性 。 工 艺 补 充 设 计 应 遵 守 内孔 封 闭 补 充 原 则 、 简 化 拉 延 件 结 构 形 状 原 则 以及 对 后 序 工 序 有 利 原 则 …。 工 艺补 充 应 包括 拉 延 部 分 的补 充和 压 料面 两部 分 , 在 Un i g r a p h i c s NX( UG) 软 件 中可 进 行 设 计 顶 盖 的 工 艺 补 充 。
车身覆盖件冲压成形仿真分析

间的竞争。
为了赢得这场竞争,各个汽车生产商不断的推出新车型来满足用户的不同 需求。为此,缩短新款车型的开发周期就成为在竞争中获胜的一个关键。在汽 车整车产品中,车身部分的市场生存周期最短,变化最频繁。汽车覆盖件是汽
can
sheet forming
not only
technique go
to a new
high,CAE
perform
the
prediction of various defects which may appear in the process of sheet
forming and
improve the
shortcomings such
as
tension fracture and crinkle always emerge in the process of for that such
as
molding.Traditional methods
seeking the optimum molding
or
SO on,
then
gives the method to cope with the problems
caused by
friction and contact.
2.Some key issues about simulation modeling of automotive panel press
Dynaform车门冲压成形过程仿真与坯料设计Dynaform

1 绪论1.1 研究背景车身覆盖件成型是一个复杂的变形过程,成型质量受许多的因素影响。
传统冲压过程主要是依靠技术人员的经验来设计加工工艺和模具,然后通过试模生产来检验覆盖件是否符合产品的设计要求。
这样不仅产品的设计周期长而且消耗大量的人力物力。
随着计算机软硬件技术、图形学技术、人工智能技术、板料塑性变形理论和数值计算方法等的发展.以及与传统的工艺/模具设计技术的交叉集成开创了利用CAD/CAM/CAPP技术和CAE数值模拟分析技术进行覆盖件成型工艺设计的新领域。
最近几年,随着计算科学的快速发展和有限元技术应用的日益成熟,CAE技术模拟分析金属在塑性变形过程中的流动规律在现实生产中得到愈来愈广泛的应用。
CAE 技术的成功运用,不仅大大缩短了模具和新产品的开发周期,降低了生产成本,提高企业的市场竞争能力,而且有利于将有限元分析法和传统的实验方法结合起来,从而推动模具现代制造业的快速发展,国内外已经有很多学者在这方面做了研究[1]。
传统的汽车覆盖件模具因其体积大、工作型面复杂、设计周期长,已成为开发新车型的瓶颈。
目前大多采用钢制模具来生产薄板类以及覆盖件类零件.因此带来冲压模具制造周期长、成本高和加工难度大等一系列问题,尤其是在零件的中小批量生产和新产品试制时,这些不足就更加凸显出来。
对于成熟零件,探讨研究基于Dynaform的CAE技术对汽车覆盖件及其冲压模具的设计过程进行仿真模拟分析[2]。
在板料成形生产中,使用传统工艺试制模具耗时较多不能适应竞争日趋激烈的现代市场,对成本、产品研发周期以及产品质量等方面提出了越来越迫切的要求。
在传统的模具设计制造过程中,过多时间浪费在“设计→试制→发现问题→再设计→再试制→再发现问题”的循环中,因而成本耗费大,面对现代市场对产品更新换代目益加快的需要,原始方法可是远远不能够解决问题的。
相比之下,在模具设计过程中使用CAD/CAM/CAE技术的优越性更为明显,国内虽有许多企业采用该技术并取得了一些经验和技巧,但能真正利用UG、Pro/E,Deform及Dynaform等大型软件进行模具的三维参数化设计与制造,并进行冲压仿真来指导设计的还不多。
基于DYNAFORM在汽车制动器底板成形缺陷的分析与改进

现象 , 凸缘边缘处也出现 明显的超皱现象。
图 3 原 试 制 工 艺 方 案 成 型 极 限 图
3 汽车制动器底板 冲压成形 工艺的改进
通 过对 汽 车 制 动器 底 板 的 试 制 工 艺 和 D Y —
N A F O R M 的分析情况 , 进行优劣研究 , 对底板冲压成
分高 4 4 . 5 m m, 相 邻 两个 凹包 的成 形方 向与 凸 台拉延 成 形 方 向相 反 , 与 凸 台高 度 差 4 7 m m, 靠 近 零 件 轮廓 外侧 , 是整 个 零件 拉延 成形 中最薄 弱 的部位 。试 制工 艺 方 案 分 为第 一 次 预成 形 和第 二 次 成形 共 两 次 拉延
摘 要i 应 用 DY NAORM 模拟 汽车制动 器底板 冲压成形过程 , 进行成 形仿真分析 , 对零件 冲压成形过程 出现的破裂缺 陷进行研 究, 制定合理的成形工艺 , 解决汽车制动 器底 的成形缺 陷。
关键词 : DYNA F OR N I ; 制动器底板 ; 冲压成形 ; 改进 中图分类号 : 0 4 6 3 . 5 文献标识码 : B 文章编号 : 1 6 7 2 — 5 4 5 X ( 2 0 1 3) 0 3 - 0 0 9 7 — 0 3
Eq u i p me n t Ma n u f a c t u in r g T e c h n o l o g y No . 3, 2 0 1 3
3 . 1 工艺 改进
( 2 ) 凸台拉深时拉深次数的确定计算 :
汽车制动器形状复杂 , 各部分变形不 同, 板料流
人 模 腔 的速 度 各异 ,凸 台 凹包 处 由于板 料得 不到 及 时 有效 的补 充 而 出现开 裂现象 。因此 , 防止 凸 台凹包 处 被 拉 裂是 保 证 成形 品质 的关 键 。采 取 图 2的 预成 形 工 序 方案 之 所 以容 易 开裂 ,是 因为 凸 台部 分是 由
基于Dynaform的汽车覆盖件成形中拉延筋的设置与数值模拟.
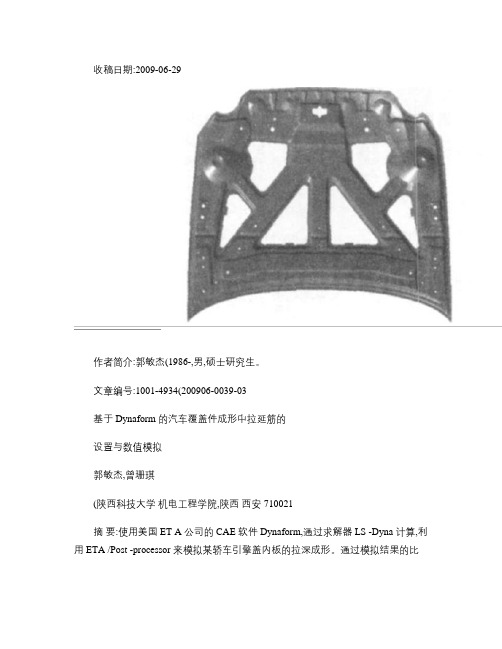
收稿日期:2009-06-29作者简介:郭敏杰(1986-,男,硕士研究生。
文章编号:1001-4934(200906-0039-03基于Dynaform 的汽车覆盖件成形中拉延筋的设置与数值模拟郭敏杰,曾珊琪(陕西科技大学机电工程学院,陕西西安 710021摘要:使用美国ET A 公司的CAE 软件Dynaform,通过求解器LS -Dyna 计算,利用ETA /Post -processor 来模拟某轿车引擎盖内板的拉深成形。
通过模拟结果的比较,最终确定拉延筋的最佳布置方案及拉延筋的优化形式等。
缩短了模具设计周期,降低了设计成本,提高车身质量。
关键词:Dynaform;拉延筋;汽车覆盖件;数值模拟中图分类号:T P391.9 文献标识码:BAbstract:By using increment simulation sof tware ETA/Dynafor m,the forming process of a car engine inner panal w as calculated by LS -Dyn a and simulated byETA/Post -pr ocessor.The optimal setting and sh ape of draw bead w ere deter mined by comparing the simulation r e -sults.T he impr oved design could shorten the development cycle of die,reduce design cost and improve the quality of car body.Keywords:Dynafor m;dr awbead;automobile cover;numerical simulation0 引言拉深件的质量在很大程度上受材料流动的影响。
基于DYNAFORM汽车复杂覆盖件仿真模拟研究及应用

作 为 一 款 专 用 的 板 料 成 型 仿 真 软 件 , D N F R 可 以 预 Y A O M 测 成 形 过 程 中板 料 的裂 纹 、起 皱 、减 薄 、划 痕 、回 弹 ,可 以评 估 板 料 的 成 形 性 能 ,从 而 为 板 料 成 形 工 艺 及 模 具 设 计 提 供 帮 助 ,帮 助 汽 车覆 盖 件模 具设 计 人 员 减 少 模 具 开 发 设 计 时 间 及 试 模周期 。 目前 ,D N F R 已在 世 界 各 大 汽 车 、航 空 、钢 铁 公 司 Y A O M
维普资讯
基于 D N F R 汽车 Y A O M 复杂覆盖件仿真模拟研究及应用
乔晓 勇
( 汽通 用五 菱技 术中心冲压工程及材料科 ,广西 柳州 5 50 ) 上 4 0 7
I 铺 翼】 文章 简要 介 绍 了利 用板 料 冲压 成 形 有 限 元 模 拟 软 件 D YNA ORM 进 行 汽 车覆 盖 件 冲压 成 彤 有 限元 仿 真 的 F
短 生 产 周期 ,降低 成 本 ,提 高 车 身质 量 。
【 ■ ■ 】 车覆 益 件 ;有 限元 模 拟 ;DY F 荚 汽 NA ORM ;模 具 设 计 【 ■ 分 羹 鼍 ] 6 【 酞标 识 码 l 【 章 编 号 ]64 08 (0 7 1 — 0 5 0 中 U4 文I A 文 17 — 6 8 2 0 )6 07 — 4
业 作 为 国 家 的 支柱 产 业 。
C S) E S 、求 解 器 ( s D N 及 后 处 理 ( O T R C S ) 大 部 I — Y A) P SP O E S三
分 。该 软 件 能 提 供 丰 富 高 效 的单 元类 型 ,接 触 和 交 界 面 的 处 理
基于Dynaform的汽车覆盖件冲压成形及回弹仿真的研究

基于Dynaform的汽车覆盖件冲压成形及回弹仿真的研究刘世豪,王东方,苏小平,唐绍华(南京工业大学机械与动力工程学院,江苏南京210009)摘要:介绍了汽车覆盖件冲压成形及回弹的仿真研究背景,详细论述了板料冲压成形与回弹数值模拟的理论和流程。
在Dynaform中对汽车底座横梁外板进行了冲压成形和回弹过程的仿真,仿真结果与实验结果的比较,证明了仿真分析的实用性,从而总结出控制回弹的措施。
关键词:汽车覆盖件;冲压成形;回弹;仿真;Dynaform软件中图分类号:TG386,TG115The Research of S imulation of the Stamping Form Process and Spring backfor Automotive Body Panels Based on DynaformLiu Shihao,Wang Dongfang,Su Xiaoping,Tang Shaohua(Nanjing University of Technology,Nanjing210009,China)Abstract:T he research backg round of simulation of the stamping form process and spring back for complex automotive body panels is first described in this paper,then the theory and flow of numerical simulation for form ing and spring back of sheet ramming is expounded.T he simulation of stamping form and spring back for foundation crossbeam outside plank of automotive is carried out in Dynaform, the availability of simulation analysis is proved by comparing the simulation result w ith the experiment result.Finally the measure of controlling spring back is concluded.Key words:automotive body panels;stamping form;spring back;simulation;Dynaform software近年来由于高强度薄钢板和铝合金板材在汽车薄板壳类零件中的大量使用,冲压件成形回弹问题成了冲压成形领域关注的热点问题。
基于dynaform软件的冲压成形分析

基于dynaform软件的冲压成形分析作者:李盛来源:《科学与财富》2016年第10期摘要:本文利用dynaform软件,以某公司一汽车覆盖件的成形过程为研究对象,进行成形模拟与仿真分析。
关键词:Dynaform;冲压成形引言随着汽车工业的发展,覆盖件越来越要求“轻量化”、“强度化”,因此高强度板料的应用也随之发展,如何将数值仿真技术与工程实际有机结合就具有重要的意义。
一、板料成形数值模拟的理论与方法板料成形中会遇到几个问题:1、接触算法和设置:有罚函数法计算接触节点所受的法相外力,。
2、摩擦力计算:采用修正的库伦摩擦定律,摩擦力,3、等效拉延筋在CAE分析中,常用两种拉延筋,一种是几何模型,另一种是等效拉延筋。
二、零件成形分析过程2.1 CAD在板料成形过程中的分析流程本文模拟过程流程如图2.1所示。
2.2 CAE成形分析的应用图2.2是某公司的一个零件,我们通过该零件的冲压成形仿真过程及结果来分析。
2.2.1成形性分析1)、工艺分析零件特点:厚度:1.0mm,长300mm,宽300mm,高80mm;材料:08F。
该零件确定为拉延、成形类零件。
2)成形性分析(1)冲压方向的确定在此类对称件成形类工序中,选择冲压方向时,常要考虑它对拔模斜度、负角等问题;对于冲裁类的工序,应尽量简单。
(2)工具定义生成成形零件的工具:凸模、凹模、压边器的型面,完成料厚的偏置定位。
凸模、凹模、压料器的相对位置如图2.3。
(3)成形过程设置成形4个阶段:重力下垂阶段、压料阶段、凸模成形阶段、凹模成形阶段。
因修边线较远,故暂时不设置拉延筋。
2.3 成形结果分析图2.4为成形结果图。
根据分析成形极限图,可以知道本次冲压最主要的成形阶段是能够实现的。
至于之后的修边冲孔翻边等工序,由于相对简单,本次不再赘述。
三、结束语对某车型一零件的成形过程展开模拟仿真,成形结果有助于未来更进一步分析。
参考文献[1]成虹。
冲压工艺与模具设计[M]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( S c h o o l o /Me c h a n i c a 2 a n d E l e c t r i c a E n g i n e e r i n g ,N o n h C h i n a l mt  ̄ u t e o J S c i e n c e a n d T e c h n o l o g y ,Y a  ̄ j i a o , 0 6 5 2 0 1 , i n a )
o f s i mu l a t i o n a n a l y s i s,wh i c h c a n r e d uc e t h e p r o d u c t i o n c y c l e,p r o d u c t i o n c o s t a n d t h e c o mp l i c a t e d mu l t i p l e
t e s t a n d r e p a i r ,S O a s t o i mp r o v e t h e p r o d u c t i o n e f i f c i e n c y a n d ma r k e t c o mp e t i t i v e n e s s . Ke y wo r d s :a u t o mo b i l e p a n e l ;d r a w b e a d s ;f o r mi n g a n a l y s i s ;D YNAF ORM
Ab s t r a c t :F o r t h e d e s i g n a n d ma n u f a c t u r e o f t h e ma i n a u t o mo b i l e p a n e l d i e s i n a u t o mo b i l e b o d y d i e s ,DY - NAF O RM s o f t w a r e i s u s e d f o r t h e f o r mi n g a n a l y s i s o f t h e e n g i n e h o o d o u t e r p a n e 1 . T h e i n f l u e n c e o f s e t t i n g u p d i f f e r e n t d r a wb e a d s a n d n o n — 。 d r a wb e a d _ 。 s e t t i n g o n a u t o mo b i l e e n g i n e h o o d o u t e r p a n e l i s s i mu l a t e d a n d a n a — l y z e d,d e f e c t s a r e p r e d i c t e d . T h e d i e s d e s i g n a n d p r o d u c t i o n p r o c e s s c a n b e mo d i i f e d a c c o r d i n g t o t h e r e s u l t s
Vo 1 . 1
基 于 DY N A F O
的汽 车 覆 盖件 成 形分 析
0 6 5 2 0 1 )
王俊 红 , 宫新 勇, 赖登 亮, 冯 海 关
( 华北科技学院 机 电工程学 院, 北京 东燕郊
摘 要: 针对汽车车身模具中主要的汽车覆盖件模具的设计制造, 采用 D Y N A F O R M软件对典型的 汽 车覆盖 件发 动机 罩 外板进 行成 形 分析 , 模 拟 分析 设 置 不 同的拉 延 筋 和 不设 置 拉 延 筋对 汽 车发 动 机 罩 外板 成 形 的影响 , 预 测覆盖 件 冲压成 形过 程 中易产 生的缺 陷 , 根 据模 拟分析 的结果 可 以修 改模 具设 计 和 生产 工艺 , 不仅 可 以降低 生产 周期 和 生产成 本 , 而且减 少 了复 杂 多 次的 试模 与 修模 , 使 生 产 效 率提 高、 市场竞 争 力加 强。
0 引言
汽 车工 业 在 国 民经 济 中 占有 非 常 重 要 的 地 位, 是 国家 工业 水平 发展 的标 志 , 我 国的汽 车产 业 正处 高速 发 展 的 阶 段 ¨ 。 随 着 汽 车 制 造 企 业 的
关 键词 :汽 车覆 盖件 ; 拉延筋; 成 形模 拟 ; D Y N A F O R M
中图分 类号 : T H1 6
文献 标识 码 : A
文章 编号 : 1 6 7 2 - 7 1 6 9 ( 2 0 1 7 ) 0 5 - 0 0 6 4 - 0 6
Fo r mi ng Ana l y s i s o f Aut o mo b i l e Pa ne l Ba s e d o n DYNAFORM
第 l 4卷第 5 期
2 0 1 7年 l O月
华 北科 技学 院学 报
J o u r n a l o f No r t h Ch i n a I n s t i t u t e o f S c i e n c e a n d T e c h n o l o g y