JN70-2型介绍
7m焦炉简介

焦化部分可行性研究报告7m顶装焦炉基本介绍中冶焦耐工程技术有限公司二〇一一年九月目录1. 炼焦基本工艺参数 (1)2. 炼焦工艺流程 (1)2.1焦炭流程 (1)2.2荒煤气流程 (2)2.3焦炉加热系统流程 (2)3. 炼焦设施工艺布置 (2)4. 焦炉炉体 (3)4.1焦炉炉体的主要尺寸 (3)4.2焦炉炉体特点 (4)4.3焦炉用砖量 (5)5. 焦炉机械 (6)5.1焦炉机械的选型及数量 (6)5.2焦炉机械的主要性能及特点 (6)6. 工艺装备 (10)6.1集气系统 (10)6.2护炉铁件 (10)6.3加热交换与废气排出系统 (11)6.4熄焦 (12)6.5辅助装置 (12)7. 焦炉烟尘治理流程 (12)7.1装煤除尘 (12)7.2出焦除尘 (12)7.3机侧炉头烟尘除尘 (12)7.4熄焦除尘 (12)1.炼焦基本工艺参数表1-1 炼焦主要工艺参数序号项目指标1 焦炉炉型JNX3-70-22 炭化室孔数4 65孔3 炭化室有效容积63.67 m34 装炉煤堆比重(干)0.755 每孔炭化室装煤量(干基)47.775 t6 焦炉周转时间23.8 h7 焦炉检修时间每天3次,每次40min8 煤气产率433.3 m3/t(干焦)9 装炉煤水分10 %10 全焦率(含焦粉)75 %11 每孔炭化室干全焦产量(干基,含焦粉)35.83 t12 每小时干全焦量(进入干熄炉)391.4 t13 炉组计算年干全焦产量(干基,含焦粉)3428960 t14 焦炉年工作日数365 d15 焦炉紧张操作系数 1.0716 每孔炭化室操作时间(计算值)9.61 min17 焦炉加热用混合煤气低热值4389 kJ/m3其中:焦炉煤气18520 kJ/m3高炉煤气3260 kJ/m318 装炉煤水分7%时,炼焦耗热量焦炉煤气加热2083 kJ/kg煤混合煤气加热2353 kJ/kg煤2.炼焦工艺流程2.1焦炭流程装煤车按作业计划从煤塔取煤,计量后装入炭化室内。
sun插式阀中文版-2导压操作单向阀
技术数据
重量 插孔 容量 导压比例 最大操作压力 节流孔范围 六角头尺寸 安装力矩 标称重量 密封包 密封包
英制
公制
-
-
T-11A 阀型 1
15 gpm
60 L/min.
3:1
3:1
5000 psi
350 bar
0.015 - .062 in.
0,4 - 1,6 mm
7/8 in.
22,2 mm
30 - 35 lbf ft
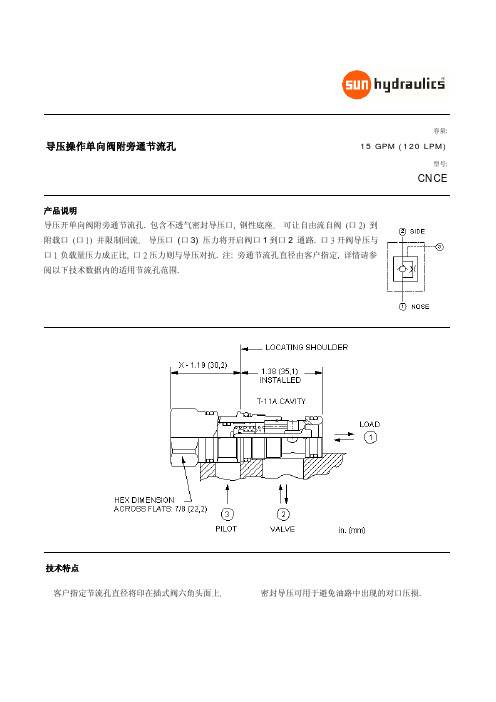
技术特点 客户指定节流孔直径将印在插式阀六角头面上.
密封导压可用于避免油路中出现的对口压损.
3 口导压开单向阀与 3 口抗衡阀可互相交换使用 (相同插孔, 油路,及阀面尺寸). 但插式阀延伸尺寸 却会因安装表面型式而不同.
包含 Sun 的独特浮动式设计可消除因多余的安 装力矩以及/或插孔/插式阀机械性的差异所产生 的内部黏合.
安装 扭矩 (Nm) 35/40 40/50 60/70 200/215 465/500
`hfG
XEN XCN
FULL PILOT
160 320 480 640
Q = L/min.
选购规格
流量 _* 30 L/min. ` 60 L/min. b 120 L/min. d 240 L/min. f 480 L/min.
Terms and Conditions - Statement of Privacy
导压操作单向阀附旁通节流孔
容量:
30 GPM (120 LPM)
型号:
CNEE
产品说明 导压开单向阀附旁通节流孔. 包含不透气密封导压口, 钢性底座. 可让自由流自阀 (口 2) 到附载口 (口 1) 并限制回流. 导压口 (口 3) 压力将开启阀口 1 到口 2 通路. 口 3 开阀导 压与口 1 负载量压力成正比, 口 2 压力则与导压对抗. 注: 旁通节流孔直径由客户指定, 详情 请参阅以下技术数据内的适用节流孔范围.
天铁新焦JNX70—2型下调式焦炉砌筑

天铁新焦JNX70—2型下调式焦炉砌筑一。
工程概况1.天铁150万吨/年焦化工程为天铁新建的一项工程,目前为国内比较大型的焦炉之一,此焦炉的炉型为JNX70----2型(2×60)孔下调式焦炉。
本焦炉耐材砌筑工程量较大,一座焦炉本体耐材砌筑量达到2万多吨。
炉体所需的耐火材料砖型繁多,一座焦炉本体所需耐火砖砖型达649种,其中异型砖632种,通用型砖17种。
该焦炉砌筑质量要求较高,工艺性较强,也是目前为止我们二十冶所建的最大和最新型的焦炉。
2.焦炉本体主要结构和技术参数(1)。
本焦炉为单排集气管,炉顶设置四个装煤孔,燃烧室有34个立火道。
本焦炉为复热下调式结构,蓄热室有单墙,其中蓄热室主墙61道,单墙62道,124个蓄热室洞;蓄热室为分格式,每一蓄热室分为17个分格,分格间砌筑隔墙砖隔开,隔墙砖与单墙间放置11mm的苯乙烯板膨胀缝,每一分格码放6块格子砖。
小烟道底为死底,小烟道衬砖为七层,篦子砖上有下调节砖。
(2)。
炉体全长87900mm,炭化室长16960mm,立火道中心距480mm, 炭化室中心距1400mm, 炭化室高度6980mm, 炭化室有效容积48m3, 炭化室机侧宽度425mm,焦侧宽度475mm,平均宽度450mm;蓄热室高度4000mm,斜道高度900mm,炉顶有50mm的坡度,其中炉中高度1675mm,机焦两侧高度1625mm。
二。
施工准备(一)技术准备1.作好和土建单位的交接工作(1)标高基准点及基础顶板、机焦两侧肩台和预埋管顶标高的设计值。
(2)焦炉四线,即两端炭化室中心线、焦炉中心墙中心线和焦炉纵中心线。
(3)对土建交接的标高和中心线进行复测和验收。
a .根据土建提供的标高基准点,用水准仪测量基础顶板,机焦两侧肩台和预埋管顶标高,并做好记录。
规范规定:基础顶板标高允许误差为-10——+5毫米,机焦两侧肩台标高允许误差为±5毫米,预埋管顶标高允许误差为±5毫米。
(完整版)复合二次根式
知识要点1•重二次根式:如果二次根式的被开方数(式)中含有二次根式,这样的式子叫做重二次根式。
如J3 返,J8 卩2 .化简重二次根式对于重二次根式70—2&,设法找到两个正数x、y( x > y)使x y a , xy b , 则J a 27b J仮Q 斥迥典型例题例1化简J3 2运J3 272b JJ1992 ,a b JJ1992 V l991,那么ab 的值是例2 已知a多少?13例3化简(35 8丁7 伍化简M $8 J40 8^5 〈8J40 8^5。
化简J ii 21 75 1 77 。
求满足J—3/3 x J y的有序有理数对(X, y)V 4练习题1. J6 735 J6 735 的值为(A .万75 B.714 c. 14722 .代数式J8寸63 48 463的值是(A. 3^2 B . 2屈C. 542D. 2丿53. J3 2 血的值等于A. 43 42B. 43 1 c. 73 血D. 42 i4.如果x y J A/S—5迈,x y J772—5/3,那xy 的值是()。
A. 3j3 3恵B. 3屈3丘C. 7j3 5^2D. 7^2 5^35.化简J8 ^/15得A . 3 —75B .5—75C .75 -73D .73 —757 .计算J2 罷^2 73 J3 2/2 ^3 2^2 。
6 .化简J4 415415 2』3757 .计算J2 罷^2 73 J3 2/2 ^3 2^2 。
9. J4 2^3 J4 273 8.』27 10运。
10.』6 21 J5 1 2丟11. J7 J T5J I6 2715。
12. J8 J28 与』6 J20。
13. J3 J5 73 75 与。
14.415J6 435与J5 721 。
15.化简2 J75 2 JV5 116.化简: J4 21 血1 73。
17.化简:Q I5 2J5 12J3 2血18 .若有理数a、b满足J a 750 b ,试求a、b的值。
船用二冲程柴油主机机型漫谈_宋汝涛

800
210
3.0
1991 Ⅴ 17.0
815
210
1992 Ⅵ 18.4
880
210
1982 Ⅰ 15.0 1440
133
1984 Ⅱ 16.2 1550
133
L50MC
3.24
1986 Ⅲ 16.2 1650
141
1991 Ⅴ 17.0 1810
148
1982 Ⅰ 15.0 2080
111
1984 Ⅱ 16.2 2240
然而 1970 年代末, 德国 MAN 公司收购 B&W,改 名 MAN B&W, 停 止 生 产 原 MAN 各 型 号 , 专 门 生 产 MAN B&W,市场占有率超过 70%,且多数是缸径(mm) 500、600、700、800 的柴油机。 1.1 MAN B&W 前期开发的机型
机型分 L 型、S 型、K 型: 誗L 型是基本机型,冲程缸径比和转速居中,各类 船舶都可采用。 誗S 型专为散货船和油轮设计。 因为低转速时螺旋 桨效率高,而这两类船吃水深,可加大螺旋桨直径,所 以在 L 型基础上降低了转速,提高了冲程缸径比。 誗K 型专为速度较高的的集装箱船设计。 因为大 型集装箱船航速高,功率大,螺旋桨重量近百吨,尺度 受限, 所以在 L 型基础上提高转速, 缩小了冲程缸径 比,以求较高航速。 此外,MC 机型开发初期生产过 MCE 型机,后缀 E 表示经济型, 例如 6L70MCE 机,Pme 只有 13.6 bar,功 率 14 700 马力,最高转速 95 r/min。 表 1 列出 MAN B&W 前期开发的 MC 机型,表中: 誗同 一 缸 径 和 冲 程 ,MARK 数 字 越 大 , 有 效 压 力 Pme 越高即功率越大; 誗MC 后再加 C,表示转速有所提高。 1.2 开发新型机以满足不同船舶的需要 誗为满足不同类型船舶需要,改变缸径。 誗为 适 应 LNG 液 化 天 然 气 运 输 的 需 要 , 开 发 了
基质辅助激光解吸电离飞行时间质谱法检测2型糖尿病患者visfatin基因多态性
余的 dT N P将被去磷 酸消化掉 , 反应体系包括 15 L .3t z
12 临床 资料 的 收 集 和 生化 指 标 的 测 定 .
△通信 作 者 。 E— i: e e16 @ yh .o1e ma w i n9 7 a u en.l l r l
及 0 1I o t a . L H t a T q酶 ( i e ) 合在 一起 。P R L Sr Qa n 混 g C
R T软 件 系统 ( 本 号 3 0 04 实时 读 取 , 由 M s 版 .. . ) 并 a— s R A ye 软 件 系统 ( A R Y T pr 版本 号 3 4 完 成基 因分 型 .)
分析 。
1 35 等 位 基 因判 别 . .
P X 引 物 和 延 伸 产 物 的序 列 E
所 有 受 试
P X反应 引物为 5 E 一A C T' A A G T C A 一 G C IG C G G G G r 3 , 应 体 系 :.5 L 水 、. L 1 反 07 5 0 2I 0× iL X 缓 冲 x PE
广东医学
21 0 1年 1月 第 3 2卷第 2期
个 循环 ; 后 7  ̄ i 。在 终 止 反 应 物 中加 入 6 mg 最 2C 3r n a
阳 离子 交 换 树 脂 ( eu nm) 盐 , 合 后 加 入 2 I Sq eo 脱 混 5
水悬 浮。
13 4 样 本 分 析 ..
济二机械压力机功能介绍
闭式机械压力机 介绍
压力机型号说明
济南二机床集团有限公司
• 型号代码:-显示该压机的特性参数。 LS4-XXXX---------四点单动多连杆压机 J39-XXXX--------- 四点单动偏心式压机 J36-XXXX -------- 双点单动偏心式压机 J31-XXXX -------- 单点单动偏心式压机 XXXX-------吨位
时,每分钟的最大允许行程次数。 • 最大装模高度H • 装模高度调节量HT • 滑块连接点之间距离:左右LH1,前后LH2 • 压力机总高H • 压力机总重W
4、主传动部分的功能部件
1)离合器制动器:
作用:
• 传递扭矩:联接与切断驱动扭矩以及在离
合器分离时制动和“停止压力机”运行。
• 湿式(液压湿式离合器-制动器联合装置是一个弹
一、机身部分简介 二、主传动部分 三、滑块部分 四、移动工作台部分 五、气垫(液压垫)部分 六、气路原理介绍 七、润滑原理介绍
一、 机身部分简介
1、机身的基本功能
• 把压力机的全部部件连接为一个 整体;
• 压力机工作时,承受变形力; • 满足滑块行程及装模高度调整量
的需要; • 保证滑块运行精度; • 提供移动工作台移动的条件并保
济南二机床集团有限公司
2)、机身导轨:
• 分为直角导轨和45°导轨 • 导轨有适当的长度,太短会影响导向性,太
长会增加机身高度 • 导轨调节要简单,可靠 • 要有润滑油槽 • 有酚醛树脂和铜导轨两种导轨板,根据用户要
求选用;
济南二机床集团有限公司
济南二机床集团有限公司
3)、底座:台面设计根据用户要求,需要满足刚度要求;
电动机通过皮带将运动传给飞 轮,通过中间齿轮将运动传给偏心 齿轮,偏心齿轮驱动连杆机构带动 滑块作上下往复运动。上模装在滑 块上,下模装在工作台上,当坯料 放在上下模之间时,即能进行冲裁 及其他变形工艺,制成工件。从上 述工作原理来看,机械压力机一般 由以下几部分组成: 1)工作机构,为曲柄连杆滑块机构 2)传动系统,包括传动齿轮及皮带 轮。 3)操纵机构,如离合器,制动器等 4)能源系统。如电动机,飞轮等。 5)支撑结构。
7m焦炉简介
焦化部分可行性研究报告7m顶装焦炉基本介绍中冶焦耐工程技术有限公司二〇一一年九月目录1. 炼焦基本工艺参数 (1)2. 炼焦工艺流程 (1)2.1焦炭流程 (1)2.2荒煤气流程 (2)2.3焦炉加热系统流程 (2)3. 炼焦设施工艺布置 (2)4. 焦炉炉体 (3)4.1焦炉炉体的主要尺寸 (3)4.2焦炉炉体特点 (4)4.3焦炉用砖量 (5)5. 焦炉机械 (6)5.1焦炉机械的选型及数量 (6)5.2焦炉机械的主要性能及特点 (6)6. 工艺装备 (10)6.1集气系统 (10)6.2护炉铁件 (10)6.3加热交换与废气排出系统 (11)6.4熄焦 (12)6.5辅助装置 (12)7. 焦炉烟尘治理流程 (12)7.1装煤除尘 (12)7.2出焦除尘 (12)7.3机侧炉头烟尘除尘 (12)7.4熄焦除尘 (12)1.炼焦基本工艺参数表1-1 炼焦主要工艺参数序号项目指标1 焦炉炉型JNX3-70-22 炭化室孔数4 65孔3 炭化室有效容积63.67 m34 装炉煤堆比重(干)0.755 每孔炭化室装煤量(干基)47.775 t6 焦炉周转时间23.8 h7 焦炉检修时间每天3次,每次40min8 煤气产率433.3 m3/t(干焦)9 装炉煤水分10 %10 全焦率(含焦粉)75 %11 每孔炭化室干全焦产量(干基,含焦粉)35.83 t12 每小时干全焦量(进入干熄炉)391.4 t13 炉组计算年干全焦产量(干基,含焦粉)3428960 t14 焦炉年工作日数365 d15 焦炉紧张操作系数 1.0716 每孔炭化室操作时间(计算值)9.61 min17 焦炉加热用混合煤气低热值4389 kJ/m3其中:焦炉煤气18520 kJ/m3高炉煤气3260 kJ/m318 装炉煤水分7%时,炼焦耗热量焦炉煤气加热2083 kJ/kg煤混合煤气加热2353 kJ/kg煤2.炼焦工艺流程2.1焦炭流程装煤车按作业计划从煤塔取煤,计量后装入炭化室内。
模拟生理胰岛素分泌模式治疗2型糖尿病疗效观察

emp oi Ro ed S a kod S R,ta. hed ltr u i [ Pit a l JA , g r F B, h c fr e 1 T eee o s 4]
维普资讯
・
2 40 ・ 9
实 用 医技 杂 志 20 0 7年 7月 第 1 第 2 期 ( 刊 ) J MT u .2 0 , 0_4, 02 (sudE eyT nD 4卷 1 旬 P ,J1 0 7 V l1 N . 1 I e vr e a y s
[ ] JiN, rs M r a e a.nr r i y et s nad 2 a Mo iG F, as lSB, 11t ca a hpr ni n l r hl t a nl e o p r s nPesr.n rnao e rl ia drr rt nad ot ef i rsue ifec nn uoo c eei ao n u一 uo l gl o i
救 医学 ,04,4 6 :3 -9 . 20 2 ( )9 13 3
svr ha jr—omut l i yidPt nsd o e J . r ee edi uyd lpy n r ai t ow r [ ] Ci e n i j e e s t
c r d, 0 , 9: 1 6. a e Me 2 01 2 1 1
[ 摘 要 ] 目的 : 观察那格列奈联合格列 关脲模拟 生理胰 岛素释放 模式 治疗 2型糖尿病 ( 2 M) T D 的临床疗 效, 探
讨 治疗 T D 的 优 化 方 案 。 方 法 : 照 随 机 、 照 、 行 原 则 , 2M 按 对 平 对严 格 筛 选 的 7 8例 T D 患者 分 为 治 疗 组 4 2M 0例 和 对 照
12种焦炉节能方法汇总

12种焦炉节能方法汇总炼焦车间的能耗占焦化工序能耗的70~80%,而炼焦车间能耗中加热能耗占80~90%,用电能耗约占8%,水、蒸汽、压缩空气约占2~4%。
因此降低炼焦车间的能耗,主要是降低炼焦耗热量。
1、控制合理的焦饼中心温度从炭化室推出的赤热焦炭所带走的热量是焦炉热量支出中的最大部分。
它的大小主要决定于焦饼中心温度的高低和均匀程度。
目前多数焦化厂焦饼中心温度控制在1070℃,如果能降至1000℃,则耗热量可降约105KJ/kg。
要降低焦饼中心温度,就要选择合适的标准火道温度并使炉温均匀稳定、焦饼均匀成熟和正点推焦等。
2、控制炉顶空间温度在生产条件相同的条件下,炉顶空间的温度主要决定于炉体加热水平的高低和焦饼高向加热的均匀程度。
在生产中,改变炭化室煤的装满程度和炼焦煤的收缩度,也可使炉顶空间温度产生一定的变化。
所以在保证焦饼高向加热均匀和化学产品要求的前提下,应降低焦饼上部温度,减少荒煤气在炉顶空间的停留时间,降低炉顶空间温度,从而减少荒煤气从炭化室带走的热量。
3、合理的配煤比和配煤水分在相同结焦时间和加热制度下,当配合煤中气煤从10%增至30%炼焦耗热量将增加54KJ/kg,生产实践证明当配合煤的可燃基挥发分为22~24%时耗热量为最少。
入炉煤的堆比重从0.6g/cm3增加到0.9g/cm3时耗热量减少2.4%。
减少配合煤的水分,能降低炼焦耗热量。
配合煤水分每变化1%,每公斤煤的炼焦耗热量相应增减60~80KJ。
另外,配合煤水分的变化,不仅对炼焦耗热量影响较大,而且还影响焦炉加热制度的稳定和入炉煤堆比重的改变。
当配合煤水分波动频繁时,为保证正常生产,势必要采用较高的标准温度,这就会进一步增加炼焦耗热量。
要降低配合煤水分可采取加强煤场管理,搞好贮煤场的排水设施,对于多雨的南方,采用室内贮煤槽,以及增设煤干燥设备和煤调湿装置均能较好地达到降低和稳定配合煤的水分能大大节约能源增加产品产量和稳定焦炉操作。
嘉陵70参数
嘉陵JH70型摩托车
(一)技术规格
1.尺寸及重量
全长 1800mm 全宽 750mm
全高 1010mm 轴距 1175mm
最小离地间隙 135mm 自重 79kg
2.发动机
型式风冷四冲程顶置式汽油机
气缸排列型式单缸倾斜80°
缸径×行程47mm×41.4mm 总排量 71.8mL 压缩比8.8:1 润滑油容量 0.8L
3.传动装置
离合器湿式多片式变速器 4档变速
初级减速比 3.722
传动比一档 3.272 二档 1.937
三档 1.350 四档 1.043
末级减速比 2.928
4.车体
车架型式背脊式
前悬挂装置可伸缩式前叉(可移动行程87.5mm) 后悬挂装置摇臂式(可移动行程66mm)
前轮胎规格/压力 2.25一17—4PR/180kPa
后轮胎规格/压力 2.50一17—6PR/220kPa
双人乘骑274kPa
前制动内胀式后制动内胀式
油箱容量 8.4L 备用油量 1.4L
5.电气系统
点火系统飞轮磁电机电子点火
蓄电池容量6V 4A·h 保险丝 7A
火花塞日本型号 NGK G7HSA
ND U22FS-U
中国型号 1136或1137。
武钢宝钢新日铁轧钢水平比较

产品分类
武钢
中国最先进
新日铁
管线钢 汽车用钢
最高级别 X80,最大壁厚 18.4mm
最高抗拉强度 700MPa
最高级别 X80,最大壁厚 18.4mm 最高级别 X70
最高抗拉强度 710MPa
最高抗拉强度 800MPa
工程机械用钢 最高抗拉强度 890MPa
最高抗拉强度 890MPa
最高抗拉强度 980MPa
6
无取向硅钢高牌号 产品
无取向硅钢低牌号 产品
除不能生产 50WW250(W05)牌 号外,所有牌号均能够生产。 与新日铁相比,磁性水平不低 于新日铁,但表面、板形等不 如新日铁。
除不能生产 50WW250(W05)牌号 能够生产包含 50WW250(W05)牌
外,所有牌号均能够生产。与新 号在内的所有牌号产品。实物质
碳厚壁桥梁钢(抗拉强度为 620Mpa)
① 高 强 度 钢 ①高强度钢 HG960—HG1180
HG690—HG785(武钢)
②耐磨钢 NM450、NM500、550
②耐磨钢 NM360、NM400(武
钢)、NM500(宝钢)
①P265、20HR(武钢)、 ①抗中子辐射核发应器材料
宝钢可生产
A533B.CL1、CL2、CL3
最高屈服强度 550MPa 船板最高抗拉强度 360MPa, 海洋平台钢最高抗拉强度 750MPa 最高屈服强度 700MPa
最高抗拉强度 650MPa
最高屈服强度 345MPa 最高抗拉强度 430MPa,,最 高使用温度 600℃ 最高抗拉强度 500MPa
3
3、冷轧汽车板品种水平与新日铁比较
规格生产寒冷、深海结构高强度钢板。 ①TMCP-HT60-HT80 齿条和上部结构冰海 ②HT60-HT80 大线能量焊接平台用钢
一例2型糖尿病的循证医学

一例2型糖尿病的循证医学临床八年杜敏0441711 病例患者,男性,53岁,2型糖尿病史4年余,常规服用磺脲类药物控制,饮食无特殊注意,血糖控制不稳定,多尿,多饮,多食,体重减轻明显,视物模糊,长时间站立后有双腿麻木胀痛,无头晕。
既往体健,无其他相关疾病史。
体检及实验室检查:双足无明显异常,空腹血糖7。
1mmol/L,血压150/90 mmHg,未进行眼底检查。
2 提出问题该患者可确诊为2型糖尿病。
根据WHO1999年提出的糖尿病分型,共分为四型:1型糖尿病、2型糖尿病、其他特异型和妊娠糖尿病。
关于糖尿病的治疗和控制目标是:1纠正代谢紊乱,消除糖尿病症状,维持良好的营养状况及正常的生活质量和工作能力 2 防止糖尿病急性代谢紊乱发生3预防和延缓慢性并发症的发生和发展UKPDS对2型糖尿病的的治疗目标是:在强调严格控制血糖的基础上,全面控制代谢紊乱和慢性并发症,保护B细胞功能,延缓疾病的进展.该患者病程中长,血糖控制不佳,未出现严重并发症,但有一些末梢神经及眼底的病变早期表现,对该患者的治疗应针对其现在的情况。
为提出适合的治疗方法及对其后续发展作出评估,应回答下面几个问题:1 该患者现行的药物治疗是否合理?是否需要使用胰岛素?2 如何延缓2型糖尿病并发症的出现?3 证据检索与评价经验的证据研究表明2型糖尿病人的发病与肥胖、高热量饮食、体力活动不足密切相关。
饮食治疗室糖尿病治疗的基础,应计算其理想体重:身高(cm)—105,根据体力劳动的轻重每千克体重每天摄入105~167kj热量不等。
并且控制碳水化合物的摄入,约占总量的50%-60%。
应进行有规律的运动,每次30-60分钟,限于有氧运动。
胰岛素适应症包括所有1型糖尿病患者和部分发生并发症及特殊状态下的2型糖尿病患者:该患者无明显胰岛素适应症,可以暂时不使用。
磺脲类药物主要是刺激胰岛B细胞分泌胰岛素,对于2型糖尿病血糖可以起到控制作用,但其的副作用是可以引起低血糖,并且有可能发生继发性失效。
氧气雾化面罩产品技术要求吉纳高新

氧气雾化面罩适用范围:本产品是一种利用瓶氧压力或无油压缩空气作为动力,将药液进行喷射雾化的吸入装置,适用于临床对呼吸道进行各种药液的雾化吸入治疗。
1.1产品规格型号1)QW12-BK:表示口器型;2) QW12-BM:表示面罩型;3) QW12-BH:表示面罩和口器混合型;4)QW16-BM:表示面罩型;5)QW16-BH:表示面罩和口器混合型。
1.2划分说明1.3产品组成产品由气源管、雾化瓶、面罩、口含管组成,各型号基本形式如下图:a)QW16-BM(面罩型)氧气雾化面罩见图示11.气源管2.雾化瓶3.瓶盖 4 面罩图1b)QW16-BH(面罩和口器混合型)氧气雾化面罩见图示21.气源管2.雾化瓶3.瓶盖4.口含管 5.面罩图2c)QW12-BK(口器型)氧气雾化面罩见图示31. 气源管2.雾化瓶3.瓶盖4.口含管图3d)QW12-BM(面罩型)氧气雾化面罩见图示41.气源管2.雾化瓶3.瓶盖4.面罩图4e)QW12-BH(面罩和口器混合型)氧气雾化面罩见图示51.气源管2.雾化瓶3.瓶盖4.口含管 5.面罩图51.4 正常工作条件要求a)供气应无油;b)供气压力0.3MPa时,气流量≥4L/min。
2.1 材质面罩、气源管采用符合GB15593-1995标准的医用PVC树脂,雾化瓶、瓶盖和口含管采用符合YY/T 0242-2007标准的医用PP树脂。
2.2 外观2.2.1 塑料导管应柔软、光洁,无明显机械杂质、异物和扭结。
2.2.2 注塑件内外表面洁净、形态圆整、光滑,无明显机械杂质、异物和毛边。
2.3尺寸2.3.1气源管长度不低于1500mm,内径4mm(误差:±0.5mm)。
2.3.2面罩尺寸见表1表1 面罩尺寸单位:mm长度宽度高度备注70 75 40 幼儿用80 80 50 儿童用100 100 60 成人用注:表中所列尺寸误差为±5mm。
2.4 雾化颗粒分布气流量4L/min时,经雾化器输出口可见长度大于100mm雾束。
JNX3-70-2型焦炉生产实践及改进

JNX3-70-2型焦炉生产实践及改进
袁雪夜;张鲁斌;许军
【期刊名称】《包钢科技》
【年(卷),期】2015(041)006
【摘要】文章简述了包钢稀土钢板材公司焦炉作业区JNX3-70-2型大容积焦炉设计的优点、生产工艺和生产过程中存在的问题及改进措施.在保证焦炭质量的同时,降低资源消耗,提高焦炉热效率.
【总页数】2页(P4-5)
【作者】袁雪夜;张鲁斌;许军
【作者单位】内蒙古包钢稀土钢板材有限责任公司炼铁作业部,内蒙古包头014010;内蒙古包钢稀土钢板材有限责任公司炼铁作业部,内蒙古包头014010;内蒙古包钢稀土钢板材有限责任公司炼铁作业部,内蒙古包头014010
【正文语种】中文
【中图分类】TQ522.16
【相关文献】
1.JNX3-70-2型焦炉施工中孔道的保护 [J], 任雪山;曲岩良
2.JN60-6型焦炉冬季生产中存在的问题及改进方法 [J], 邱岳;迟法铭;刘君红;朱峰
3.JNX3-70-2型焦炉烟囱排放物治理实践 [J], 张鲁斌; 曹雪燕; 潘庆如
4.JN60-6型焦炉长时间低负荷生产实践 [J], 张鲁斌;曹雪燕;韩其伟;张鹏;迟法铭
5.6.25m捣固型焦炉设备结构计算及优化改进 [J], 王鹏
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
尺寸 6980 1400 450 475 425 50 16960 95 48 1050 480 1650 34 19
2×55孔JNX70-2型焦炉平面布置
JNX70-2型焦炉的焦炉机械配置图
余煤斗
余煤斗秤量传感器
e
燃烧室砌体结构
炭化室墙面和立火道分隔墙的连接处,砖型设计增加了此 处砖的抗剪断面 立火道分隔墙增加了纵向和横向两种沟舌,连通两火道间 的直缝一律改为工形缝保证了砌体的整体性和严密性
序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14
名称 炭化室高度(mm) 炭化室中心距(mm) 炭化室宽度(平均)(mm) (焦侧)(mm) (机侧)(mm) 炭化室锥度(mm) 炭化室长度(mm) 炭化室墙厚(mm) 炭化室容积(m3) 加热水平高度(mm) 立火道中心距(mm) 炉顶厚度(mm) 立火道个数 结焦时间(h)
加热交换系统
焦炉加热设有富煤气加热和贫煤气加热两套系统: 用富煤气(焦炉煤气)加热时,采用下喷式煤气加热设施; 用贫煤气(混合煤气)加热时,采用侧入式煤气加热设施; 加热煤气从外部管道架空引入焦炉地下室 (每个炉组设置一个混 合站,每座焦炉设 置一个预热站,混合站及预热站布置在焦炉机侧的外部管廊下 ) ; 煤气管道低压事故时,自动切断加热煤气,并向煤气管道冲入氮气; 主要煤气设备直径 焦炉煤气交换旋塞 DN100 焦炉煤气调节旋塞 DN100 孔板盒 DN100 混合煤气调节旋塞 DN210 混合煤气孔板盒 DN210 混合煤气阀有效直径 φ210
焦炉加热用的煤气、空气和燃烧后的废气在加热系统内的流向由液
压交换机驱动交换传动装置来控制;
用富煤气加热时,由交换拉条拉动交换旋塞搬杆按顺序交换; 用贫煤气加热时,贫煤气换向阀设在交换开闭器内,由废气拉条拉 动相应的杠杆按顺序交换及转向链轮架实现自动集中润滑; 每座焦炉的分烟道设自动调节翻板,总烟道设手动调节翻板,以调 节加热系统的吸力;
集气系统技术特点
采用单U型集气管,布置在焦炉机侧。
选择合适的煤气流通通道断面,每20~25孔炭化室设一套集气管及“П形” 吸气弯管,自动调节集气管压力,确保焦炉各炭化室在整个结焦周期的压力均 衡。 桥管与水封阀的承插采用冷态预安装、热态固定的方法。桥管与水封阀的 承插采用氨水密封,改进承插口结构并局部加厚桥管以延长使用寿命。
桥管上设有高低压氨水喷嘴,通过三通球阀切换用于喷洒低压氨水以降低 荒煤气温度或喷射高压氨水配合装煤车实现无烟装煤。
与装煤车相配合,实现了机械开﹑闭上升管水封盖﹑水封阀及高低压氨水 切换机构。
每个集气管两端各设置一套自动放散点火装置。
集气系统包括上升管、上升管水封盖、桥管、水封阀、集气管、“П形” 吸气弯管、吸煤气管、自动放散点火装置、高低压氨水管道及相应的操作台等。
JN70型焦炉介绍
焦炉炉型:JNX70-2型 炭化室有效容积 :48 m3 每孔炭化室装煤量(干) :36t 每孔炭化室一次出干全焦量:27.36t 焦炉周转时间 : 19h 焦炉检修时间 :3h/d 炼焦耗热量(含水7%湿煤)
焦炉煤气加热时:2386kJ/kg
高炉煤气加热时:2529kJ/kg
焦炉加热采用自动加热系统进行控制 。
谢
谢!
炉框
采用方形结构 的厚炉框,刚 度大,变形小; 采用蠕墨铸铁 RuT340 , 强 度 高,耐急冷急 热性能好。
炉门
采用弹性刀边、弹簧门栓、悬挂式、空冷炉门。
炉柱 采用焊接“H”型钢 600×320×34/25, 抗弯矩大,刚性好, 挠度小; 沿炉柱高向对焦炉 砌体施加多线弹性 保护力以确保焦炉 砌体的稳定和严密; 在焦炉上部砌体施 加的保护力为每米 燃烧室高度30~ 40kN; 斜道及蓄热室区段 (主墙)设置小保 护板,蓄热室单墙 上设置小炉柱;
纵横拉条
沿炭化室长向在炉顶设置七根纵拉条,加强抵抗墙对炉体的保护。 纵拉条与抵抗墙的拉紧结构,采用端部角度尽可能小的结构形式, 以利于纵拉条端部弹簧负荷能随温度变化而同步变化。 上部横拉条设两根,每根拉条的机、焦侧端部均设弹簧,各自分开 调节;下部设一根横拉条,利用弹簧将炉柱压紧在焦炉基础边梁上。
JNX70-2型焦炉的特点
基于ACRE多年的焦炉设计经验,吸收国际上大容积 焦炉先进设计思想,技术成熟可靠;
适用于强粘结性煤缺乏的国家和地区,生产满足大 高炉要求的焦炭;
工艺装备先进、适用,保证生产运行稳定、可靠;
降低污染物排放,显著改善焦炉生产环保水平。
JNX70-2型焦炉炉体的主要尺寸
燃 烧 室 循 环 砖 段
蓄热室砌体结构
蓄热室主墙设三道沟舌,长向错缝合理,尤其是正对砖 煤气道处无通向蓄热室的直缝,避免了煤气的泄漏 蓄热室单墙设一道沟舌,长向错缝合理
蓄 热 室 循 环 砖 段
护炉铁件 保护板
采用“工”字型大保 护板 ,厚度较厚, 刚度大,变形小;采 用蠕墨铸铁 RuT340 , 强度高,耐急冷急热 性能好。