基于vc++和mfc的上位机与plc通讯系统
编程软件来开发上位机和PLC之间的通信

绪论Visual Basic(VB)是一种由微软公司开发的包含协助开发环境的事件驱动编程语言。
从任何标准来说,VB都是丠界上使用人数最多的语言——不仅是盠赞VB的开发者还是抱怨VB的开发者的数颃。
其中微软的办公软件,比如WORD和EXCEL都是用VB来编写的。
它源自BASIC 编程语言。
VB拥有图形用户界面(GUI )和快速应用程序开发(RAD )系统,可以轻易的使用DAO 、RDO 、ADO 连接数据库,或者轻松的创建ActiveX 控件。
Visual Basic是可视化Basic编程语言,有4.0,5.0和6.0,发展到现在有.NET BASIC,其中Visual Basic 6.0是应用最广泛的初学者编程语言,它基本兼容大多数BASIC下的源代码或稍加改动就能应用于Visual Basic 的代码内,Visual Basic是编译型语言,所生成的EXE文件能在具有VB同版本运行库文件的WINDOWS环境下运行.下一个版本的Visual Basic将引入WebClasses,它是经过精心挑选后确定的网络开发的工具。
因为它更具有scalable、更强大、而且是真正的language-agnostic。
它在Visual Studio的所有的工具中起作用。
如果你注意多层开发的一些基本规则,你可以很容易地完成这个转变。
PLC即可编程控制器(Programmable logic Controller,是指以计算机技术为基础的新型工业控制装置。
“PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
”PLC具有1可靠性高,抗干扰能力强,2配套齐全,功能完善,适用性强,3易学易用,深受工程技术人员欢迎,4系统的设计、建造工作量小,维护方便,容易改造,5体积小,重量轻,能耗低。
如何实现VC应用程序与PLC的数据交换?

VC(Visual C++)是功能强大的一种WINOOWs应用程序可视化软件开发工具。
VC支持面向对象的设计方法,并可以使用功能强大的微软基础类库MFC (Micro - soft foundation class)。
并且由于Microsoft公司在操作市场上的垄断地位,用VC开发出来的软件稳定性好、可移植性强,而且软件与硬件相互独立,可以用来开发控制系统的上层管理系统。
RSView32是作为一种专门用于工业控制的组态软件,不仅包含了大量图形开发工具和现成图形库,使用户能够方便的进行系统开发,而且还可以对报警、活动记录、事件、历史趋势等进行组态,是一个功能强大的工业自动化产品,因此可以很方便地对下层设备进行组态。
在实际系统开发时,利用OPC技术把两种工具有效的结合起来,使上层的VC程序通过RSView32间接地与下层PLC进行数据通信,以获取令人满意的结果。
OPC介绍OPC(OLE for Process Control)是根据Microsoft的OLE(现在Active)、COM(部件对象模型)和DCOM(分布式部件对象模型)技术所要求的功能制定的一个开放和互用式的用户界面标准,它保证了自动化/控制应用程序和区域系统/设备之间的互用。
它以OLE/COM机制作为应用程序级的通讯标准,采用CLIENT/SERVER模式,OPC规范中提供了两套接口方案,即定制接口和自动化接口。
定制接口效率高,通过该接口能够发挥OPC服务器的最佳性能,采用C++语言的客户一般采用定制接口方案;自动化接口使解释性语言和宏语言访问OPC服务器成为可能,采用VB等语言的客户一般采用自动化接口。
OPC 数据存取服务器由三类对象组成:服务器(Server)、组(Group)、数据项(Item)。
服务器对象用于指出特定的OPC服务器应用程序名,并作为组对象的容器;组对象存储由若干Item组成的Group信息并逻辑组织数据项;数据项对象()存储具体的Item的定义、数据值、状态值等信息,一个Item就代表一个具体的过程变量。
利用VC++6.0实现上位机与PLC的串行通信(1)

利用VC++6.0实现上位机与PLC的串行通信作者:惠鸿忠, Hui Hongzhong作者单位:聊城大学刊名:微计算机信息英文刊名:CONTROL & AUTOMATION年,卷(期):2006,22(16)被引用次数:12次参考文献(4条)1.郭飒基于OPENGL的灯光控制系统的实现[期刊论文]-微计算机信息 2004(05)2.苗长新注浆泄漏监测程序的设计及其串行通信实现[期刊论文]-微计算机信息 2003(06)3.李现勇Visual C++串口通信技术与工程实践 20024.SIMATIC S7-200可变程序控制器系统手册引证文献(12条)1.吴镇平基于PLC的桥式组合大切机监控系统设计[期刊论文]-闽西职业技术学院学报 2010(1)2.徐洋.王宏华.周强.李俊星基于MSP430单片机的无刷直流电机实验测试平台设计[期刊论文]-机械制造与自动化2010(4)3.杨英琴.侯力.郑熙.王裕林.陈丹PLC控制系统在厚壁钢管超声波探伤中的应用[期刊论文]-机械设计与制造2010(12)4.吴镇平.林海涨.李捷辉利用VC++6.0实现PLC实时监控[期刊论文]-装备制造技术 2009(7)5.王少江.侯力.薄立朗.匡红PLC和变频器在超声波自动探伤系统的应用[期刊论文]-煤矿机械 2009(4)6.唐捷.蔡智圣.李争名.赵士滨基于PC机并口通信的多媒体设备控制系统的设计与实现[期刊论文]-光盘技术2009(2)7.李波.舒朝君.江彦.余磊.刘永喜.胡玉庆.皮智敏基于VC的PLC数据采集管理系统[期刊论文]-现代电子技术2009(6)8.董奎勇.钱炜.王明军.熊磊基于VC++的月球车的数据采集处理系统[期刊论文]-微计算机信息 2008(28)9.黄良希.LI Ding-zhu用于机动车路考系统的车载通讯系统研究[期刊论文]-微计算机信息 2008(23)10.汤光华.吴青自由口模式下S7200 PLC与上位机的通信[期刊论文]-微计算机信息 2008(13)11.李志伟基于AT指令的串行通信程序的设计[期刊论文]-微计算机信息 2007(9)12.安宪军.黄尔烈.贾少锐.张常全基于Delphi7.0的上位机与PLC的通信[期刊论文]-微计算机信息 2007(7)本文链接:/Periodical_wjsjxx200616021.aspx。
基于MFC的单片机上下位机通信控制系统设计
Visual C++是一种由微软公司开发的包含协助开发环境的事件驱动编程语言,VC 拥有图形用户界面 (GUI)和快速应用程序开发(RAD)系统,程序员可以轻松的使用 VC 提供的组件快速建立一个应用程
________________________________ 作者简介:江维(1983-),男,讲师,博士,研究方向:智能控制与嵌入式系统. 基金项目:2018 年武汉纺织大学教学研究项目(2018JY019).
第 32 卷 第 2 期 2019 年 04 月
武汉纺织大学学报
JOURNAL OF WUHAN TEXTILE UNIVERSITY
Vol.32 No.2 Apr. 2019
江 维,吴雨川,李红军
TP273
基于VB6.0的上位机与PLC实时通信技术

基于VB6.0的上位机与PLC实时通信技术一、引言随着自动化技术的不断发展,PLC(可编程逻辑控制器)已经成为自动化领域中不可或缺的设备。
PLC通常用于控制工业生产线上的设备和机器,而上位机则是用来监控和管理PLC系统的设备。
众所周知,实时通信是保证PLC系统正常运行的重要因素之一。
在这篇文章中,我们将重点介绍基于VB6.0的上位机与PLC实时通信技术。
二、VB6.0简介VB6.0是微软公司于1998年发布的一款集成开发环境(IDE),它是一种编程语言,被广泛用于开发Windows平台下的应用程序。
VB6.0具有简单易学、功能丰富、开发效率高等特点,因此在工业领域得到了广泛应用。
考虑到VB6.0的这些优势,我们可以利用它来开发上位机程序,并实现与PLC的实时通信。
三、PLC实时通信技术1. 串口通信PLC通常通过串口与上位机进行通信。
在VB6.0中,我们可以利用MSCOMM控件来实现串口通信。
通过在VB6.0的界面中添加MSCOMM控件,并设置相应的串口参数(如波特率、数据位、校验位、停止位等),就可以实现与PLC的串口通信。
2. Modbus通信Modbus是一种通信协议,被广泛用于工业控制领域。
通过Modbus协议,我们可以实现上位机与PLC之间的实时通信。
在VB6.0中,我们可以使用第三方的Modbus通信库来实现Modbus通信,例如Modbus ActiveX控件等。
通过这些控件,我们可以轻松地实现Modbus通信,从而实现上位机与PLC的实时数据交换。
3. Socket通信1. 配置MSCOMM控件接下来,我们需要编写VB6.0代码,实现与PLC的串口通信。
您可以编写相应的串口通信代码,例如打开串口、发送数据、接收数据等。
示例代码如下:Private Sub Form_Load()mPort = 1 ' 串口号MSComm1.Settings = "9600,n,8,1" ' 波特率、校验位、数据位、停止位MSComm1.PortOpen = True ' 打开串口End SubPrivate Sub Command1_Click()MSComm1.Output = "010*********FF01" ' 发送数据End Sub3. 运行程序并测试您可以运行程序,并测试与PLC的串口通信是否正常。
基于MFC的单片机与PC通信系统设计
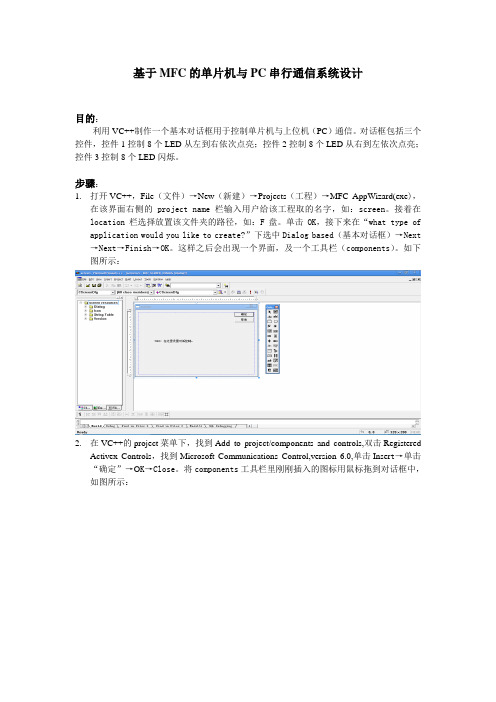
基于MFC的单片机与PC串行通信系统设计目的:利用VC++制作一个基本对话框用于控制单片机与上位机(PC)通信。
对话框包括三个控件,控件1控制8个LED从左到右依次点亮;控件2控制8个LED从右到左依次点亮;控件3控制8个LED闪烁。
步骤:1.打开VC++,File(文件)→New(新建)→Projects(工程)→MFC AppWizard(exe),在该界面右侧的project name栏输入用户给该工程取的名字,如:screen。
接着在location栏选择放置该文件夹的路径,如:F盘。
单击OK,接下来在“what type of application would you like to create?”下选中Dialog based(基本对话框)→Next →Next→Finish→OK。
这样之后会出现一个界面,及一个工具栏(components)。
如下图所示:2.在VC++的project菜单下,找到Add to project/components and controls,双击RegisteredActivex Controls,找到Microsoft Communications Control,version 6.0,单击Inser t→单击“确定”→O K→Close。
将components工具栏里刚刚插入的图标用鼠标拖到对话框中,如图所示:3. 使用快捷键Ctrl+W,即可弹出MFC ClassWizard对话框,单击member variables选项,在Control IDs下选择IDC_MS COMM1,单击Add variable,在member variable name栏下输入用户定义的变量名(由用户自定义),如输入:m_comm,单击OK,再单击OK关闭MFC ClassWizard对话框。
将文件保存一下,以防电脑出故障。
4. 在VC++界面左侧的文件管理器下选择Class View,打开screen classes前面的树形控件,找到CScreen Dig,打开它前面的树形控件,如下图:双击OnInitDialog(),出现如下图所示界面找到// TODO: Add extra initialization here这句提示语,在此处添加初始化程序,初始化程序如下:m_comm.SetCommPort(3); //选择串口3,因此时要用com3口if(!m_comm.GetPortOpen( ))m_comm.SetPortOpen(TRUE); //打开串口1m_comm.SetSettings("9600,n,8,1"); //串口参数设置,波特率设为9600m_comm.SetRThreshold(1);5.接着将工具栏中的button拖到界面中,如下图所示:选中刚刚放置的button1,使用快捷键Ctrl+W, 弹出MFC ClassWizard对话框,选择Message Maps,在Object IDs下选择IDC_BUTTON1,在Message栏中选择BN_CLICKED,再单击该对话框右侧的Add Function,单击O K→OK,关闭MFC ClassWizard对话框。
三菱plc vc网口通讯
三菱plc vc网口通讯在现代工业自动化领域中,PLC(可编程逻辑控制器)是一种重要的控制设备,其功能强大且广泛应用于各个行业。
而在PLC的品牌中,三菱PLC是备受推崇的一种选择,其性能稳定可靠、易于编程和操作。
在三菱PLC系列中,VC网口通讯是一项非常重要的功能,本文将对这一主题进行探讨。
VC网口通讯是指PLC与外部设备之间通过虚拟串口进行通信的技术。
通过VC网口通讯,PLC可以与上位机、触摸屏、仪器仪表等设备进行数据的传输与交互。
相较于传统的串口通讯,VC网口通讯具有更高的通信速度、更稳定的连接和更大的通信距离。
这项技术的应用,使得PLC在自动化控制系统中的功能进一步拓展和增强。
在VC网口通讯的实现过程中,关键的一环是三菱PLC与外部设备之间的通信协议。
三菱PLC采用了自家独创的FX系列协议,通过这一协议可实现与上位机的数据交换。
FX系列协议是一种简洁、高效的通信方式,能够满足工业自动化系统对数据传输的各种需求。
同时,FX系列协议还具备良好的兼容性,可与三菱PLC系列中的不同型号进行通信,为用户提供了更大的灵活性与便利性。
在进行VC网口通讯时,我们需要编写相应的控制程序来实现数据的传输和处理。
三菱PLC提供了丰富的编程工具和开发环境,用户可以根据自身的需求进行选择。
其中,GX Developer是三菱PLC的主要编程软件之一,它具备直观的用户界面和强大的功能,为用户提供了方便快捷的控制程序编写和调试环境。
通过GX Developer,用户可以轻松地实现VC网口通讯,并且进行必要的参数设置和数据处理。
一旦VC网口通讯成功建立起来,PLC就可以与外部设备之间进行数据的传递和交互。
比如,在工业生产线上,PLC可以接收上位机发送的指令,根据指令控制相关设备的启停、运行和调节。
同时,PLC还可以将设备的运行状态和相关参数传递给上位机,实现实时监控和数据采集。
这种高效的数据交互,使得生产过程更加自动化、精确和可控。
用VC++开发微机与松下PLC间的通讯程序
用VC++开发微机与松下PLC间的通讯程序未知来源供稿2003-12-19 11:05:00【字体:大中小】1 引言可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用了可编程序的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数和算术操作等面向用户的指令,并通过数字式或模拟式输入输出控制各种类型的机械的生产过程。
可编程控制器及其有关外部设备,都按易于与工业控制系统联成一个整体、易于扩充其功能的原则设计。
早期的PLC以数字量的顺序控制为主,提供了简单的慢速的通信功能(只支持RS 232、RS485、多采用Modbus协议),现在的PLC不仅具有逻辑运算、顺序控制、定时、计数和算术操作,而且还具有A/D、D/A转换,数值计算和数据处理等功能。
它既可以对开关量进行控制,也可以对模拟量进行控制,随着PLC功能不断扩充,它还有通讯联网功能。
本文就是基于松下电工的专门通信协议(MEWTOCOL),用VC++开发的上位机与PLC间的通信。
2 松下电工的专用通信协议MEWTOCOL-COM目前,随着PLC的快速发展,越来越多的PLC生产厂商开发了它与计算机的通信功能(主要是利用计算机串口进行通信),本文是以松下FP系列PLC为例,作详细阐述。
在一台计算机于PLC之间的通信中,通信由计算机发动,把命令帧发向PLC,PLC将以响应帧作应答,并执行相应的动作。
(1) 命令帧格式其中: %:MEWTOCOL-COM的命令帧开始标志(ASCII码为25H)。
H,L:站地址的高位和低位。
#:站号特征码(ASCII码为23H)。
发送文本:由命令码和数据组成,其主要命令码如表1所示。
BCC:校验码,采用异或校验码,BCC为8位。
(2) 响应帧格式当主站发来命令帧之后,从站将以响应帧作应答。
响应帧分为2种,若主站命令帧正确无误,则用“正确响应帧”作应答;如果主站命令帧有错误则用“错误响应帧”作应答。
基于VC++和MFC的上位机与PLC的通讯系统
要:本文介绍了用VC++和MFC开发的上位机和PLC的通讯系统,给出了系统的通讯原理和系统的软件设计方法。
实践证明整个系统运行稳定,实用性和可扩展性强。
关键词:PLC;VC++;MFC;通讯模式1 概述PLC(Programmable Logic Controller)作为新一代工业控制器,以其高性能价格比在工业测控系统中获得了广泛应用。
随着微电子及控制技术的不断发展,PLC已逐渐成为一种智能型、综合型控制器,由PLC 构成的集散控制是现代工业控制的一个重要组成部分。
在众多的小型集散控制系统中,若使用专业工控组态软件,如INTOUCH、FIX等,制作上位机的监控界面,而以专用的PLC通信接口模块以及其厂家推荐的DDE Server作为联系上位机和PLC的桥梁,则成本较高、投资较大。
所以上位机直接与PLC的通讯是一种很好的技术方案。
在Windows环境下开发与工业PLC通讯,可以利用C并借助Windows SDK提供的应用程序接口函数来完成软件的设计,但这样开发的程序很复杂;也可以利用Visual Basic提供的通讯控件来开发串行通讯程序,程序的编制十分简单,但在现实中,许多大的应用系统都是基于VC++平台开发的,VC++是现今最复杂、但也是最强大的一种Windows应用程序开发工程软件。
它在图形处理和数据库管理等方面具有较强的优势,并且用它来实现底层的通讯控制有着更快的效率,使用MFC设计的界面与Visual Basic设计的界面一样简练。
因此我们利用VC++6.0提供的通讯控件MSComm,以MFC来设计界面编制程序,构造与PLC的通讯系统。
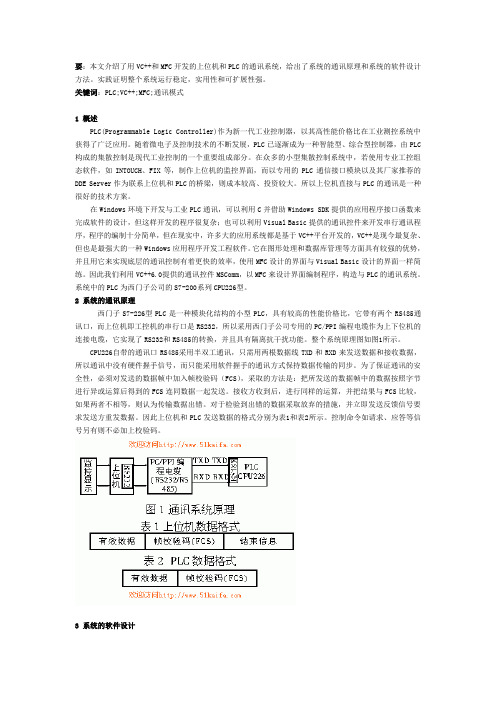
系统中的PLC为西门子公司的S7-200系列CPU226型。
2 系统的通讯原理西门子S7-226型PLC是一种模块化结构的小型PLC,具有较高的性能价格比,它带有两个RS485通讯口,而上位机即工控机的串行口是RS232,所以采用西门子公司专用的PC/PPI编程电缆作为上下位机的连接电缆,它实现了RS232和RS485的转换,并且具有隔离抗干扰功能。
欧姆龙plc与上位机网口通讯

欧姆龙plc与上位机网口通讯欧姆龙PLC(可编程逻辑控制器)与上位机网口通讯是现代工业领域中常见的应用。
PLC是一种用于自动化系统和生产过程控制的电子装置,而上位机则是通过计算机对PLC进行监控和管理的工具。
本文将探讨欧姆龙PLC与上位机网口通讯的重要性,通讯原理以及相关的实际应用。
通讯是工业自动化中不可或缺的一环。
在过去,PLC通常以编程硬线连接。
然而,随着信息技术的快速发展,基于网口的通讯成为了更加便捷和灵活的选择。
利用网口通讯,PLC可以通过网络与上位机之间进行数据交换,实现实时监控、远程控制等功能。
欧姆龙PLC的网口通讯采用Modbus通讯协议。
Modbus是一种开放的通讯协议,广泛应用于工控领域。
它采用简单易懂的通讯格式,支持多种不同的通讯介质,如串行口、以太网等。
欧姆龙PLC通过网口与上位机建立连接后,可以通过Modbus协议进行数据交换,实现双方之间的通信。
网口通讯给工业控制系统带来了许多便利。
首先,基于网口的通讯更加稳定可靠。
相比于硬线连接,网口通讯可以避免连接线路容易受到干扰的问题,确保了数据的可靠传输。
其次,网口通讯提供了更大的灵活性。
通过网络,PLC可以远程连接到上位机,实现远程监控和控制。
这在分布式控制系统中尤为重要。
此外,网口通讯还节省了硬线布线的成本和工作量,减少了系统维护的难度。
关于欧姆龙PLC与上位机网口通讯的实际应用,有很多案例可供参考。
例如,在工厂自动化生产线中,PLC与上位机网口通讯可以实现对生产过程的监控和调度。
上位机可以根据PLC传输的数据,实时监测生产线各个环节的状态和效率,并进行相应的调整和优化。
此外,网口通讯还可以用于数据采集和分析。
PLC可以将采集到的数据通过网口传输给上位机,上位机再进行数据处理和分析,为管理层提供决策依据。
在物联网时代,欧姆龙PLC与上位机网口通讯的重要性更加凸显。
随着工业设备的互联互通,通过网口通讯,PLC可以实现与其他智能设备之间的数据交换与共享。
用VC 开发微机与松下PLC间的通讯程序

用VC++开发微机与松下PLC间的通讯程序1 引言可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用了可编程序的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数和算术操作等面向用户的指令,并通过数字式或模拟式输入输出控制各种类型的机械的生产过程。
可编程控制器及其有关外部设备,都按易于与工业控制系统联成一个整体、易于扩充其功能的原则设计。
早期的PLC以数字量的顺序控制为主,提供了简单的慢速的通信功能(只支持RS 232、RS485、多采用Modbus协议),现在的PLC不仅具有逻辑运算、顺序控制、定时、计数和算术操作,而且还具有A/D、D/A转换,数值计算和数据处理等功能。
它既可以对开关量进行控制,也可以对模拟量进行控制,随着PLC功能不断扩充,它还有通讯联网功能。
本文就是基于松下电工的专门通信协议(MEWTOCOL),用VC++开发的上位机与PLC间的通信。
2 松下电工的专用通信协议MEWTOCOL-COM目前,随着PLC的快速发展,越来越多的PLC生产厂商开发了它与计算机的通信功能(主要是利用计算机串口进行通信),本文是以松下FP系列PLC为例,作详细阐述。
在一台计算机于PLC之间的通信中,通信由计算机发动,把命令帧发向PLC,PLC将以响应帧作应答,并执行相应的动作。
(1) 命令帧格式其中: %:MEWTOCOL-COM的命令帧开始标志(ASCII码为25H)。
H,L:站地址的高位和低位。
#:站号特征码(ASCII码为23H)。
发送文本:由命令码和数据组成,其主要命令码如表1所示。
BCC:校验码,采用异或校验码,BCC为8位。
(2) 响应帧格式当主站发来命令帧之后,从站将以响应帧作应答。
响应帧分为2种,若主站命令帧正确无误,则用“正确响应帧”作应答;如果主站命令帧有错误则用“错误响应帧”作应答。
这两种应帧格式下。
正确响应帧的格式其中%,H,L,BCC,CR含义与命令帧相同。
基于VB6.0的上位机与PLC实时通信技术
基于VB6.0的上位机与PLC实时通信技术一、通信原理上位机与PLC之间的通信是通过通信协议来实现的。
通信协议是一种规定了通信双方之间通信方式和通信内容的标准化协议。
常见的通信协议有MODBUS、OPC、PROFIBUS等。
在实际应用中,根据不同的PLC型号和通信需求,选择适合的通信协议进行通信。
二、通信协议MODBUS协议是一种基于主从结构的通信协议,包括MODBUS RTU和MODBUS TCP两种通信方式。
MODBUS RTU是基于串行通信的通信方式,通信速度较快,适合于工业现场环境。
MODBUS TCP是基于以太网通信的通信方式,通信速度更快,可实现远程通信。
基于VB6.0的上位机与PLC通信通常采用MODBUS RTU协议。
在VB6.0中,可以通过串口通信控件MSComm控件实现MODBUS RTU通信。
通过设置通信端口、波特率、数据位、停止位等参数,编写相应的通信程序,实现与PLC的通信。
三、软件设计基于VB6.0的上位机软件设计需要考虑可视化界面和通信功能的实现。
在软件设计中,需要设计用户界面,包括监控界面、控制界面、报警界面等。
需要设计通信功能,包括与PLC的连接、数据读写、通信异常处理等。
在VB6.0中,可以通过控件的方式实现软件的界面设计。
通过使用标签、文本框、按钮等控件,设计出符合用户需求的可视化界面。
在通信功能的实现中,可以通过MSComm控件实现与PLC的连接和数据读写功能。
通过编写相应的通信程序,实现与PLC之间的实时通信。
四、实现方法基于VB6.0的上位机与PLC通信的实现方法主要包括以下几个步骤:1. 确定通信协议:根据PLC型号和通信需求,选择适合的通信协议,如MODBUS协议。
2. 设计界面:设计符合用户需求的可视化界面,包括监控界面、控制界面、报警界面等。
3. 编写通信程序:通过VB6.0编写通信程序,实现与PLC的连接、数据读写等功能。
在编写通信程序时,需要考虑通信协议的格式要求,保证通信数据的准确传输。
基于VC++的PC与PLC自由口通讯

he t l a t t e r me ho t d i s mo r e e ic f i e n t a n d le f x i b l e . I n t h i s p a p e r , t h e c o mmu n i c a t i o n b e t we e n P C a n d P LC t h r o u g h t h e f r e e
他 子程 序 。 主 程序 与子 程序 部分 示例代 码 如下 :
N E T WO R K 1 / / 主程 序
现控制的分散和管理 的集 中。但上位机的专用组态 软件 ,往往价格昂贵,并且控制不够灵活。 如 果可 以 自己编程实 现 P L C与上 位机 之 间的通 讯 ,必可起到节约成本提高效率的效果 。可是若要 完全 由自己来编写一段用于通信的程序 ,必须对相 关的网络协议及其他的一些较底层的技术有很深入 的了解 ,这不是一件容易的事。本文将介绍一种简 单的方法 , 借助于 V i s u a l S t u d i o 2 0 1 0中的 V c + + 开发 工具 , 用户 只需 通过 设 置 s e r i a l P o r t 组件 的属 性并 调
L I NS h e n g ,C H I Xi n — l i ,QVY a n — h u a ,G AO Qi n g - z h o n g
( S b e n y a n gI n s t i t u t e o f E n g i n e e i r n g , L i a o n i n g S h e n y a n g 1 1 0 1 3 6 ,C h i n a )
Ab s t r a c t : Th e mo n i t o r i n g o f P LC d u r i n g t h e i n d u s t r i a l c o n t r o l p r o c e s s i s n e c e s s a r y . Us i n g t h e p r o f e s s i o n a l mo n i t o r i n g s o t f wa r e o r t h e a p p l i c a t i o n s o f t wa r e d e v e l o p i n g t o o l s o f Mi c r o s o f t i s f e a s i b l e . F o r s ma l l a n d me d i a - s i z e d e n t e r p is r e s ,
用VC实现微机与PLC在以太网中的通讯

用VC实现微机与PLC在以太网中的通讯*(扬州大学信息工程学院电气工程系,扬州225009)摘要:介绍了一个使用Visual C++的Socket与OMRON PLC之间的通讯程序,并成功地应用在自动控制系统中,主要实现上位机与OMRON PLC之间的以太网通讯,并对它们之间的通讯协议作了描述,文中所介绍的通讯程序的设计方法具有一定参考价值。
关键词:可编程逻辑控制器,以太网,FINS,控制系统。
A Kind of Communication Program Between Host and OMRON PLC With VC in EthernetCao Wei SHI Wang-wang CHEN Hong(Information Engineering College of Yangzhou University, Yangzhou 225009,China)Abstract: A kind of communication program developed with VC is introduced, which is successfully applied in the automatic control system, and mainly carry out the communication between host and OMRON PLC. The communication protocol between them is dealt with in detail. The design method of communication program has some reference value.Keywords: PLC Ethernet FINS control system1、引言在分布式计算机监控系统中,PLC是常用的现场控制设备,PLC和微机之间的通讯常采用RS-232/RS-485串行通讯方式,这种方法对于数据量较大、通讯距离较远、实时性要求高的控制系统很难满足通讯需要。
基于MFC的计算机与PLC以太网通讯软件开发
基于MFC的计算机与PLC以太网通讯软件开发
燕科帆;朱厚耀;林贺邦;李嘉龙
【期刊名称】《机电工程技术》
【年(卷),期】2018(049)010
【摘要】近几年随着网络软件开发技术越来越成熟,网络软件的开发与设计变得非常重要.传统工业控制领域,上位机基本上都使用控制器配套的组态软件,这种方式往往价格昂贵,并且通信协议不公开而受到限制,不适合许多低需求和高灵活度的企业,因此自主开发上位机软件变得非常有必要.在VS2013 IDE编程环境下,利用MFC 封装的CSocket类,开发了基于ModbusT?CP协议的上位机基础通讯软件,用来和ABB AC500系列PLC进行以太网通讯.
【总页数】4页(P126-129)
【作者】燕科帆;朱厚耀;林贺邦;李嘉龙
【作者单位】广州大学机械与电气工程学院,广东广州 510006;广州大学机械与电气工程学院,广东广州 510006;广州大学机械与电气工程学院,广东广州 510006;广州大学机械与电气工程学院,广东广州 510006
【正文语种】中文
【中图分类】TP273.5
【相关文献】
1.基于MX Component的PC与PLC以太网通讯方法研究 [J], 刘瑞通
2.基于C#的OMRON PLC以太网通讯接口实现 [J], 陈雪娇;韦莉莉
3.基于MFC的PLC梯形图编程软件开发研究 [J], 王鹏;王庭有;杨安园
4.基于C#的西门子PLC以太网通讯接口的实现 [J], 陈雪娇;缪文南
5.基于C++的欧姆龙PLC以太网通讯实现 [J], 陈熙;张成;黄维东;李晨安;王晓光因版权原因,仅展示原文概要,查看原文内容请购买。
基于VC++的PC与PLC自由口通讯

基于VC++的PC与PLC自由口通讯林盛;迟新利;曲延华;高庆忠【期刊名称】《当代化工》【年(卷),期】2013(42)7【摘要】在工业控制中,需要对PLC进行监控,实现的方式可以是专门的组态软件,也可以是利用微软的应用程序开发工具。
对中小型企业而言,后一种方式更显高效和灵活。
本文介绍了如何通过 VC++编程,实现计算机与西门子S7-200 PLC 之间的自由口通讯。
%The monitoring of PLC during the industrial control process is necessary. Using the professional monitoring software or the application software developing tools of Microsoft is feasible. For small and media-sized enterprises, the latter method is more efficient and flexible. In this paper, the communication between PC and PLC through the free port of PLC by using the tool of VC++was introduced.【总页数】3页(P1015-1016,1039)【作者】林盛;迟新利;曲延华;高庆忠【作者单位】沈阳工程学院,辽宁沈阳 110136;沈阳工程学院,辽宁沈阳110136;沈阳工程学院,辽宁沈阳 110136;沈阳工程学院,辽宁沈阳 110136【正文语种】中文【中图分类】TP313【相关文献】1.S7-200系列PLC与PC间自由口通讯的实现 [J], 刘东升;周华;梁慧杰;李星星2.基于VC++的PC机与PLC串口通讯的实现 [J], 张瑞卿;胡爱军;张超3.S7-200系列PLC与PC间基于自由口通讯的实现 [J], 王三秀;蒋胜韬4.S7-200PLC与PC在自由口通讯模式下的多种通讯实现方法 [J], 无5.基于VC++的S7-200和工控机的自由口通讯 [J], 郭伟;金施群因版权原因,仅展示原文概要,查看原文内容请购买。
plc与上位机网口通讯连ip报错如何解决

plc与上位机网口通讯连ip报错如何解决PLC(可编程逻辑控制器)与上位机的通讯在现代工业自动化中起着重要的作用。
然而,在实际应用过程中,有时会遇到一些问题,比如IP地址报错。
本文将探讨PLC与上位机网口通讯连IP 报错的原因以及解决方法。
首先,我们需要了解PLC与上位机通讯连IP的基本原理。
PLC通常用于自动化控制,通过与传感器、执行器等设备的连接,实现生产线的控制和监控。
而上位机通常是负责监视和控制PLC的设备。
网口通讯是PLC与上位机之间进行数据传输的一种方式,通常使用TCP/IP协议。
当我们尝试在PLC与上位机之间建立网络连接时,可能会遇到IP地址报错的问题。
这可能是由于以下原因导致的:1. IP地址设置错误:首先,我们需要确保PLC与上位机在同一网络子网中。
另外,PLC和上位机的IP地址和子网掩码设置需要正确。
如果IP地址设置错误,可能会导致无法进行有效的网络通信。
在调试时,请确保IP地址设置正确,并且没有与其他设备冲突。
2. 网络连接故障:网络连接故障也可能导致IP地址报错。
可能是由于网络线路故障、交换机配置错误或网络防火墙的设置导致的。
在排除其他可能原因之后,可以尝试更换网络线路或检查网络设备的配置。
那么,如何解决PLC与上位机网口通讯连IP报错呢?下面是一些可能的解决方法:1. 检查网络连接:首先,我们需要检查网络连接是否正常。
可以使用ping命令来检查PLC和上位机之间的网络连接是否畅通。
如果ping命令无法成功,可能是由于网络连接故障或IP地址设置错误。
在这种情况下,需要检查并解决网络连接问题或检查IP地址设置。
2. 重新设置IP地址:如果IP地址设置错误,可以尝试重新设置IP地址。
首先,需要确保PLC和上位机在同一网络子网中,然后根据网络环境设置正确的IP地址和子网掩码。
在重新设置IP地址之后,需要重新启动PLC和上位机,并尝试重新建立网络连接。
3. 检查网络设备配置:如果网络连接正常,但仍然无法进行正常通信,可能是由于交换机配置错误或网络防火墙的设置。
VC++应用程序与PLC的数据通信

利用OPC实现VC应用程序与PLC的数据交换关键词: OPC RSView32 VC应用程序可编程控制器1 引言VC(Visual C++)是功能强大的一种Windows应用程序可视化软件开发工具。
VC支持面向对象的设计方法,并可以使用功能强大的微软基础类库MFC(Micro-soft foundation class)。
并且由于Microsoft公司在操作市场上的垄断地位,用VC开发出来的软件稳定性好、可移植性强,而且软件与硬件相互独立,可以用来开发控制系统的上层管理系统。
RSView32是作为一种专门用于工业控制的组态软件,不仅包含了大量图形开发工具和现成图形库,使用户能够方便的进行系统开发,而且还可以对报警、活动记录、事件、历史趋势等进行组态,是一个功能强大的工业自动化产品,因此可以很方便地对下层设备进行组态。
在实际系统开发时,利用OPC技术把两种工具有效的结合起来,使上层的VC程序通过RSView32间接地与下层PLC进行数据通信,以获取令人满意的结果。
2 OPC介绍OPC(OLE for Process Control)是根据Microsoft的OLE(现在)下载这些文件:#include "opcda_i.c" OPC数据存取接口#include "opcda.h" OPC数据存取2.0头文件#include "opccomn_i.c" OPC公共接口定义#include "opccomn.h" OPC公共头文件4.2 初始化COM支持库由于OPC是基于COM技术制定,所以在使用接口类之前必须首先使用CoInitialize(NULL)函数初始化COM 库,如果成功,函数返回值等于S_ OK。
4.3 连接opc服务器OPC客户能够连接到OPC服务器上,并建立OPC组和OPC数据项,这是OPC数据访问的基础,如果没有这个机制,数据访问的其它机能不可能实现。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AfxMessageBox(”caIlnot open seri“port”、:
nl—clrlComm SetSettings(”9600.n 8 1”);,暾特率9600.无校
验.8个数据位.1个停『卜忙
m_ctdComm SetlnputMode(1);,,1:表示以二进制方式检取数
接收请求信号
/L P 《!吵
.:匕i
l蕉娄墼堡l
匿盎司
大
《拶
确认Y
l接收结柬信号,人n
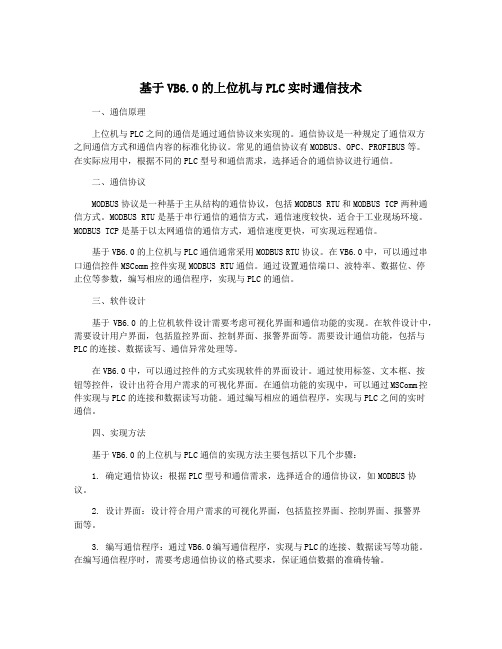
囤2上位机程序流程图图3 PI£程序流程圈
以F是PLc的部分程序:
MAIN(土程序)
NETWORK l
LD SM0.1
MOVB 15#09.SMB30//初始化自由端口.选择9600波
的转换.并且具有隔离抗干扰功能。整个系统原理圈如图1所
不。
cPU226自带的通讯口RS485聚用半舣工通讯,只需用两
根数据线TxD和RXD来发送数据和接收数据.所以通讯中没
有硬件握手信号.而只能采用软件握手的通讯方式保持数据传
输的同步。为了保证通讯的安全性,必须对发送的数据帧中加入
TP2 6 Yang册蠹德。,X翁新inhua华Yan杨汝g,Ruq清ing
基亏VC++和MFC的上位机与PLC的通讯系统
The Communication System Between Host Computer and PLC Based On VC++and MFC
摘要:本文介绍了用vc++和MFC开意的上位机和PLC的
通讯系统,培由了系统的通讯原理和系统的软件设计方法。
据
m_ctrlComm SstRThreshold(1 6);//参数15表示每当串口接收
缓冲区中有多于或等于15个字符时将引发一个接收数据的
OnComm事件
m_ctrlComm SetlnputLen(0】;//设置当前接收区数据长度为0
m_etrIComm舶tI“put()∥先预读缓冲医以清除残留数据
ENIt/允许全局中断
NETWORK 2
RCV VB300.0/『接收数据
NETWORK 3
LD SM0.0
MOVB 16.VB200//发送16个字符
MOVD 16#4521347E.vD20lⅣ以下是实验数据
MOVW +9860,VW205
MoVD 16#12345678.VD207
据缓冲区的第一个数据指明了接收的字节数。在西门子PLC编
程语言中,菇有33个中断事件,其中用于通讯口的中断事件就
有6个。在通讯过程中,我们利用中断来实现发送数据和接收数
据的切换,当数据发送完成+会产生发送字符中断事件.在中断
程序中切换到接收状态;当接收数据完成,会产生接收信息完成
中断事件,在中断程序中切换到发送状态.由于收发切换有一定
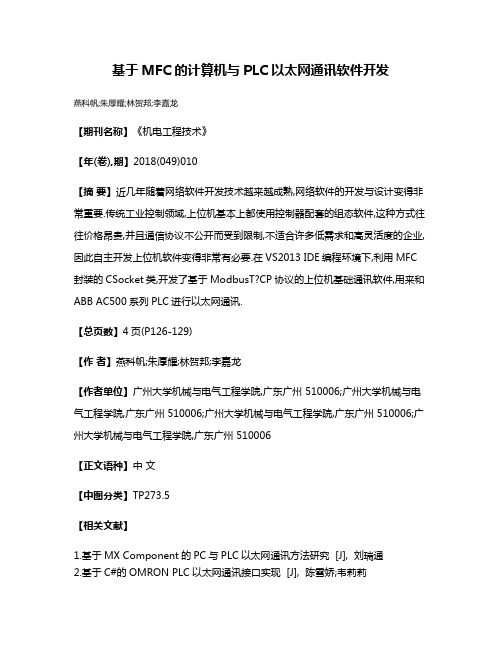
功能强大的处理问题的方法.对事件发生的跟踪和处理在通讯
控件中是用OnComm来实现的.它包括检测和处理通讯错误以
及数据的处理显示等。为了清楚了解现场的工作状态,可以在界
面上实时显示摄像机观察到的内容.为此,需要对图像采集卡采
集到的图像进行分析处理.这里就不再详述。图4为通讯界面。
程序设计方法如下:
对话框中双击Registered ActlveX Controls项.选择Microsoft
Communications Control version 6.0.单击Insert按钮将它插入到
Project中来,接受缺省的选项。
(3)在对话框中添加控件:向主对话框中添加通讯控件、按
钮、文本框、编辑框和组合框.其中部分属性如表3所示。
则发送数据
LDB= VB302.’A’
OB= VB302.7 R’
OB= VB302,。C。
ATCH INTj,10//启动定时中断
NETWORK 3脚果接收到的字符为.Z,则停止延时发送
LDB= VB302.。Z’
DTCH 10
INT_l (中斯1子程序)
LD SM0.0
PLc的通讯系统。系统中的PLc为西门子公司的57-200系列
CPU226型。
2系统的通讯原理
西门子S7—226型PLC是一种模块化结构的小型PLC.具
有较高的性能价格比.它带有两个RS485通讯口.而上位机即
工控机的串行口是RS232.所以采用西门子公司专用的PC/PPI
编程电缆作为上下位机的连接电缆.它实现了RS232和RS485
Its communication principle and software design method are giv—
en in the paper.In practice the sygtem is reliable and easy to
extend and has good application vMue.
的间隔,所以必须延时一段时间再发送数据.我们用定时tp断来
产生延时。为了产生接收信息完成中断事件.必须要对RCV指
万方数据
夸设定结束信息作为判断接收完成的条件,通过向SMB89或
SMBl89中装入字符来设置,这个字符必须与上位机发送来的
结束信息相吻合。
l接收萎手信号l
/L N ◇
特宰.8位数据.无校验
MOVB 16#A o.SMB871/RCV允许.检测信息结束字符
MOVB ’@’.SMB89//设定信息结束字符为’妒
MOVB lO,SMB94//设定最大字符数为IO
MOVB 5。SMB34∥定时中断0为‘5rim
ATCH o,23//接收完成事件连接到中断0
XMT VB200,洲发送数据
DTCH 10//关定时中断
3.3上位机软件设计
系统中上位机的软件部分利用vc++提供的通讯控件
MSCmmm.以MFC为基础编制通讯程序。MSComm通讯控件提
供了使用RS232开发串行通讯软件的细则,它使用事件驱动或
查询方式来解决开发通讯软件中遇到的问题。事件驱动是一种
帧校验码(FCS)。采取的方法是:把所发送的数据帧中的数据按
照字节进行异或运算后得到的FCS连同数据一起发送。接收方
收到后,进行同样的运算.井把结果与FCS比较,如果两者不相
等.则认为传输数据出错。对于检验到出错的数据采取放弃的措
施.并立即发送反馈信号要求发送方重发数据。因此上fi7=机和
PLC发送数据的格式分别为表1和表2所示。控制命令如请求、
应答等信号另有则不必加上棱验码。
图1通讯系统原理
表1上住机敷据格式
表2 pLC教据格式臣塑互匝塑圃
3系统的软件设计
31系统的控制流程
整个通讯由上位机触发开始,首先由上位机发送握手信号.
PLC接收到握手信号后,发送回握信号;上侥机收到回握信号.
表3控件属性表
Caption ID Variable/Function
MSCo姗TDC_MSC删I ⅢCom 0nCom0
开始监控IDC BUTTON STARl OnButtonStoxt()
停止监控IDC BUTTON QUIT OnButtonQuit 0
IDC EDIT LONG m Long
与PLC的通讯是一种很好的技术方案。
在Windows环境下开发与工业PLC通讯.可以利用c井借
助Windows SDK提供的应用程序接口嚼数来完成软件的设计.
但这样开发的程序根复杂;也可以利用Visual Basic提供的通讯
控件来开发串行通讯程序.程序的编制十分简单,但在现实中。
许多大的应用系统都是基十Vc+十平台开发的.vc++是现今最
则开始发送请求指令,PLC收到指令后发送数据给上位机:上佩
机收到数据进行校验.出错则要求PLC重发,没有错误则处理
输出显示。下面图2和图3分别就是上位机和PLC的通讯程序
流程图。
3.2 PLC软件设计
s7—200系列PLC有两种通讯模式:一种是点对点(PH)通
讯模式.另一种是对用户完全开放的自由口通讯模式(free port
MO、唧+10562.VW21 1
MOVW +8568.VW213
MOVB 8.VB215
CALL SBR O
INT O (中断0子程序)
NETWORK 11/如果接收至n的字符为+K’.则继续接收
LDB= VB302.’K’
RCV VB300.0
N肼WORK 2//如果接收到的字符为。A’、’C’或者’R
lDc功IT HEIGl仃m_Height
I叱EDIT心GLE m_Angle
IDC—,EDIT—.HCLINE m 8cline
II)c_EOlLVCLINE Ⅲ托ij自日
万方数据
(4)初始化串口:在OnlnitDial0901西数中添加初始化申口参
数的代码
//TODO:Add extra initialization here
型控制器,由PLC构成的集散控制是现代工业控制的一个重要
组成部分。在众多的小型集{拉控制系统中.若使用专业工挖组态
软件.如1NTOUCH、FIX等.制作上位机的监控界面,而以专用
的PLC通信接口模块以及其厂家推荐的DDE Server作为联系
上位机和PLC的桥梁。则成本较高、投资较大。所以上位机赢接