原料联锁说明
联锁块标准尺寸
联锁块标准尺寸联锁块是一种新型的建筑材料,它由多种材料组合而成,可以用于各种建筑用途。
联锁块的标准尺寸是指其常见的长、宽、高和重量等参数,本文将从这几个方面介绍联锁块标准尺寸。
一、长宽高联锁块的长宽高可以根据具体的使用要求进行定制,一般主要有以下几种尺寸:1. 300*150*100毫米:这是最常见的联锁块尺寸,其长度为300毫米,宽度为150毫米,高度为100毫米。
这款标准尺寸的联锁块重量一般在7-8公斤之间,适用于路面、人行道、广场、停车场等场所。
2. 400*200*200毫米:长度为400毫米,宽度为200毫米,高度为200毫米。
这款尺寸的联锁块更重,一块的重量大约在20公斤左右,适用于道路、机场、码头等需要强度较高的场所。
3. 200*100*60毫米:长度为200毫米,宽度为100毫米,高度为60毫米。
这款尺寸的联锁块一般用于室内地面铺装,比如展厅、商场等场所。
以上三种尺寸是目前比较常见的联锁块尺寸,当然也可以定制尺寸以满足不同的场所需求。
二、重量联锁块重量主要与其尺寸、材料和加工方式有关。
一般来说,标准尺寸的联锁块重量如下:1. 300*150*100毫米:7-8公斤2. 400*200*200毫米:20公斤左右3. 200*100*60毫米:1.5-2公斤左右具体的重量还要根据具体的材料和生产方法来确定。
三、材料联锁块的材料主要包括水泥、石粉、沙子、矿工渣等,其中水泥是最主要的原材料。
联锁块的材料还可以根据具体情况进行调整和改变,比如添加一些化学添加剂或者纤维等以提高强度和耐久性。
四、加工方式联锁块的制造方法一般分为两种,一种是压制,另一种是挤压。
压制方式是将原料混合后放入模具中进行压制,从而得到均匀的联锁块;挤压方式则是在模具中进行挤压,然后经过切割得到边缘整齐的联锁块。
两种方法各有优缺点,具体方法选择可以根据实际情况和材料来确定。
标准尺寸是联锁块生产的基础,它的标准化可以带来生产效率的提高、品质的保障和交货期的缩短等好处。
控制联锁值一览表

控制联锁值一览表序号联锁名称仪表位号联锁描述仪表名称报警设定值联锁动作设定值联锁动作结果联锁控制系统联锁投用情况备注1蒸发器釜液重组,分液位低低联锁LT03201ALT03201B保持T301处于液封状态,防止高压串低压蒸发器液位计30% 20%XV03201紧急切断阀切断正常投用2高压分离器液位低低紧急切断联锁LT03401ALT03401B保持高压分离器处于液封状态,防止高压串低压高压分离器液位计30% 20%XV03402紧急切断阀关闭正常投用3高压分离器压力高高紧急放空联锁PT03402APT03402B保持高压分离器一定的操作压力高压分离器远传压力表2.5MPA3.5MPAXV03401紧急切断阀打开正常投用4脱氢塔塔顶压力高高紧急放空联锁PT04102保持脱氢塔塔底一定的操作压力脱氢塔塔顶压力表0.43MPA 0.55MPAXV04101紧急切断阀打开正常投用5预精馏塔塔顶压力高高紧急放空联锁PT05102APT05102B保持预精馏塔塔内一定的操作压力预精馏塔塔顶压力表0.38MPA 0.55MPAXV05101紧急切断阀打开正常投用6粗苯罐A进料切断联锁LT06101A2保持粗苯罐一定的液位,防治溢流粗苯A罐液位计80% 85%XV06101A紧急切断阀关闭正常投用7粗苯罐B进料切断联锁LT06101B2保持粗苯罐一定的液位,防治溢流粗苯罐B液位计80% 85%XV06101B紧急切断阀关闭正常投用8纯苯罐A进料切断联锁LT06202A2保持纯苯罐的一定的液位,防治溢流纯苯罐A液位计80% 90%XV06201紧急切断阀关闭正常投用9产品氢气压力高高紧急放空联锁PT07203A保持产品氢气缓冲罐压力稳定,防治超产品氢气压力表1.2MPA 1.5MPAXV07201紧急切断阀打开正常投用PT07203B压10 电加热器急停联锁PDT03302-2TE03310A/BFT03403保持电加热加热量稳定和系统稳定电加热器进出口压差,主反出口温度,循环气流量压差:400KPA温度:300℃流量:5000nm/h压差:500KPA温度:370℃1000NM/H电加热器停车正常投用11原料泵氢气压缩机急停联锁TE03310A/BFT03403保持系统进料和压力稳定主反出口温度循环气流量300℃5000NM/H370℃1000NM/HP303停车C201停车正常投用。
基于无线以太网的原料和堆取料设备联锁系统
车 载远 端 电台 车 载远 端 电台 车 载远 端 电台 车 载远 端电 台 车载 远端 电 台 车 载远端 电台
●
车载 P C L
| 一 -
车载P C L
●
车载P C L
●
车载 P C L
●
率载 P C L
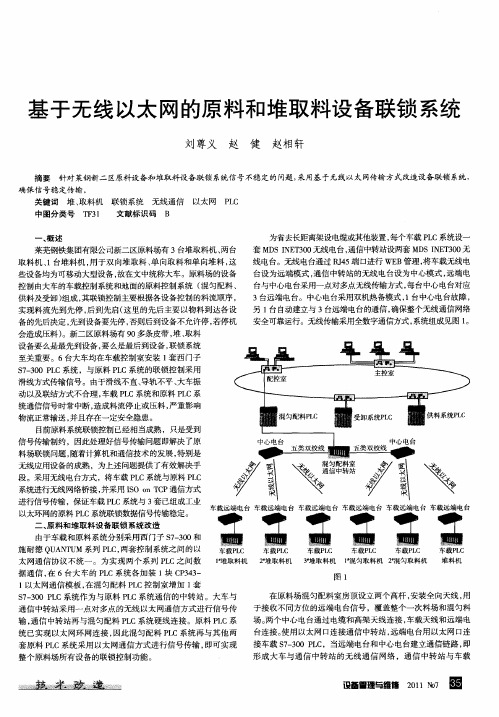
滑线方式传输信号。由于滑线不直、 导轨不平 、 大车振
动 以及联结方式不合理 , 车载 P C系统和原料 P C系 L L 统通信信号时常中断 , 造成料流停止或 压料 , 严重影响
物流正常输送 , 并且存在一定安全隐患 。
目前原料系统联锁控制已经相当成熟 ,只是受到 信号传输制 约,因此处理好信号传输 问题 即解决 了原 料场联锁问题 , 随着计算机和通信技术 的发展 , 特别是 无线应用设备 的成熟 ,为上述问题提供了有效解决手
基 于无线 以太 网的原 料和堆取料设备联锁 系统
刘 尊义 赵 健 赵相轩
摘 要 针对 莱钢新二 区原料设备和堆取 料设 备联 锁 系统信 号不稳定 的问题 , 采用基 于无线 以太网传输方式改造设备联锁 系统
确 保 信 号稳 定传 输 。
关键词
堆、 取料 机
T 3 F1
联锁 系统
无线通信
段 。采用无线电台方式 ,将车载 P C系统与原料 P C L L
系统进行无线网络桥接 , 并采用 IO o C S nT P通信方式 进行信号传输 ,保证车载 P C系统与 3 已组成工业 L 套
以太环网的原料 P C L 系统联锁数据信号传输稳定 。
二、 原料和堆取料设备联锁系统改造
10氯化工艺反应器控制方式及控制报警联锁一览表

2、联锁
3
氯化反应器原料进料流量
1、集中显示
2、恒定或比值调节
3、报警联锁
4
氯化反应器原料进料压力
1、集中显小
2、必要时自控
3、报警联锁
5
冷媒温度
1、集中显示
2、报警
6
冷媒压力
1、集中是示
2、报警或联锁
7
冷媒流量
1、集中显示
2、报警或联锁
8
氯气杂质含量
根据氯化工艺、反应器特点,按照分析化验手册规定进行分析
显示、联锁、报警
7
TI-112
氯化反应器内温度
显示
8
TICA-113
氯化反应器内温度
显示、控制、报警
9
TIC-117A
氯化反应器电加热器温度
显示、控制
10
TIC-117B
氯化反应器电加热器温度
显示、控制
11
TISA-139
氯化反应器气相出口管道温
度
显示、联锁、报警
12
TI-150
氯化反应器内温度
显示
5
氯化反应器原料进料压力
1、集中显示
2、必要时自控
3、报警联锁
6
冷媒温度
1、集中显示
2、报警
7
冷媒压力
1、集中显不
2、报警或联锁
8
冷媒流量
1、集中显示
2、报警或联锁
9
氯气杂质含量
根据氯化工艺、反应器特点,按照分析化验手册规定进行分析
10
氯化反应尾气组分
根据氯化工艺、反应器特点,按照分析化验手册规定进行分析
显示、联锁、报警
联锁块生产工艺

联锁块生产工艺一、引言联锁块作为道路、广场、停车场等场所的常见铺装材料,具有优良的防滑、防水、透水性能,因此在城市建设中得到了广泛应用。
本文将介绍联锁块的生产工艺,包括原材料准备、制作工艺、加工设备和质量控制等方面的内容。
二、原材料准备1. 骨料:联锁块的骨料主要采用石子、砂石等天然矿产资源,根据设计要求选择不同粒径的骨料进行筛分和洗净处理。
2. 水泥:常用的水泥有普通硅酸盐水泥、矿渣水泥等,选择合适的水泥种类,并按照一定比例与骨料混合使用。
3. 混合料:为了提高联锁块的强度和耐久性,在骨料和水泥的基础上,添加适量的矿粉、粉煤灰、化学添加剂等混合料,以提高材料的综合性能。
三、制作工艺1. 配料:按照设计配方,按照一定比例将骨料、水泥、混合料等原材料进行计量和称重,确保配料的准确性和稳定性。
2. 搅拌:将配料放入搅拌机中进行搅拌,使各种原材料充分混合,并控制搅拌时间和搅拌速度,以确保混合均匀。
3. 成型:将搅拌好的混合料放入压力机中进行成型,根据需要选择不同的模具,通过压制和振动的方式使混合料紧密结合,形成坚固的联锁块。
4. 养护:成型后的联锁块需要进行养护,通常是在水池中浸泡一段时间,以确保水泥的充分水化和硬化,提高产品的强度和耐久性。
四、加工设备1. 搅拌机:用于将原材料进行混合的设备,主要有强制式搅拌机和自动控制搅拌机两种类型。
2. 压力机:用于将混合料进行成型的设备,根据规模和产能的需求可以选择手动、半自动或全自动的压力机。
3. 养护设备:用于联锁块的养护,主要有水池、蒸汽养护室等设备,具体选择根据生产规模和工艺要求来确定。
五、质量控制1. 原材料检测:对采购的原材料进行化学成分、粒径分布、含水率等方面的检测,确保原材料的质量符合要求。
2. 生产过程控制:通过严格控制搅拌时间、搅拌速度、压力机压力等参数,确保联锁块的成型质量和外观质量。
3. 产品检测:对生产出的联锁块进行抗压强度、吸水率、防滑性能等方面的检测,确保产品的质量符合相关标准。
储罐需设置安全联锁小知识
储罐需设置安全联锁小知识
一、储罐需要设置什么样的联锁?
1、高高液位自动切断进料的联锁,最好联锁关闭罐根部阀,且该阀能远距离操作实现紧急切断功能。
目的是防止储罐液位过高导致油品外溢。
2、低低液位自动切断出料的联锁,主要停出料泵。
目的一是为了防止浮顶储罐浮盘落底,空气进入储罐内形成爆炸性气体环境;二是防止泵抽空损坏。
二、哪些储罐需要设置联锁?
(一)高高液位联锁:
1、压力储罐、储存I级和II级毒性液体的储罐应设置高高液位联锁(对罐容无要求);
2、容量大于或等于3000π?的甲B和乙A类可燃液体储罐、5000m3以上乙B类可燃液体储罐、容量大于或等于IOooom'的其他液体储罐设置高高液位联锁(对罐容和/或介质火灾危险性有要求)。
(二)低低液位联锁:装置原料储罐、容量大于或等于50000m3的外浮顶罐和内浮顶储罐以及石油储备库油罐设置液位低低联锁。
根据风险分析,建议甲B类可燃液体浮顶储罐设液位低低联锁停出料泵以防止浮盘落底O。
水泥生产线设备的电气联锁保护设计
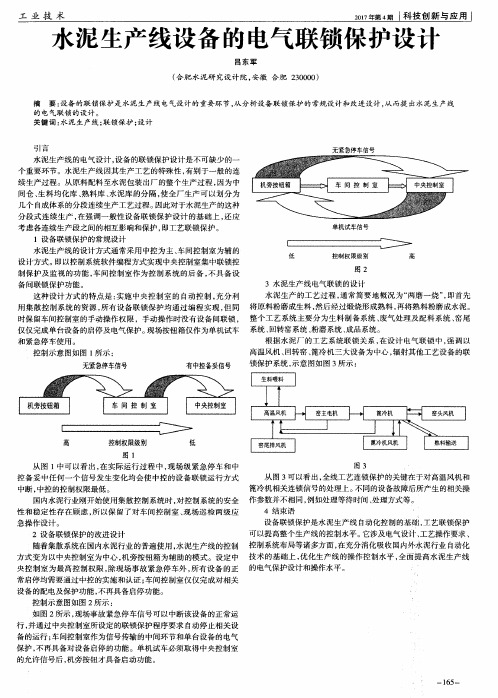
设 备 联 锁保 护 是水 泥 生 产 线 自动 化控 制 的基础 , 工艺 联 锁保 护
2设备联锁保护的改进设计 随着集散系统在国内水泥行业 的普遍使用 , 水 泥生产线的控制 控制系统布局等诸多方面 , 在充分消化吸收国内外水泥行业 自动化 优 化 生 产 线 的操 作 控 制水 平 , 全 面 提高 水 泥 生 产 线 方式变为 以中央控制室为中心 , 机旁按钮箱为辅助的模式 。设定 中 技 术 的基 础 上 ,
从图 3 可 以看 出 , 全 线 工艺 连 锁保 护 的关键 在 于 对 高温 风 机 和
篦冷机相关连锁信号的处理上。 不同的设备故障后所产生的相关操 中断 , 中控 的控 制 权 限最 低 。 例如 处 理等 待 时 间 、 处 理方 式 等 。 国 内水 泥 行业 刚开 始使 用 集 散控 制 系 统 时 , 对 控制 系统 的 安全 作 参 数并 不 相 同 , 4结 束 语 性和稳定性存在顾虑 , 所 以保 留了 对 车 间控 制 室 、 现 场巡 检 两 级应
可 以提高整个生产线的控制水平。 它涉及 电气设计 、 工艺操作要求 、
备的运行 ; 车间控制室作为信号传输 的中间环节和单台设备的电气 保护, 不再 具 备对 设 备 启停 的功 能 。单 机 试 车 必须 取 得 中 央控 制 室 的允许信号后 , 机旁按钮才具备启动功能。
一
1 6 5—
考虑各连续生产段之间的相互影响和保护 , 即工艺联锁保护。
1设 备 联锁 保 护 的 常规 设计
单机试车信号
水 泥生 产 线 的设 计 方式 通 常 采用 中控 为 主 、 车 间控 制 室 为辅 的 设计方式。 即 以控制 系 统 软件 编程 方 式 实现 中央控 制 室 集 中联 锁控 制保护及监视的功能 , 车 间 控 制 室作 为 控 制 系 统 的后 备 , 不具备设 备 间联锁 保 护 功 能 。
化工储罐联锁设置问题的参考标准
化工储罐联锁设置问题的参考标准《国家安全监管总局关于进一步加强化学品罐区安全管理的通知》(一)根据规范要求设置储罐高低液位报警,采用超高液位自动联锁关闭储罐进料阀门和超低液位自动联锁停止物料输送措施。
大型、液化气体及剧毒化学品等重点储罐要设置紧急切断阀。
《危险化学品重大危险源监督管理暂行规定》第十三条(三)对重大危险源中的毒性气体、剧毒液体和易燃气体等重点设施,设置紧急切断装置;毒性气体的设施,设置泄漏物紧急处置装置。
涉及毒性气体、液化气体、剧毒液体的一级或者二级重大危险源,配备独立的安全仪表系统(SIS)。
《化工和危险化学品生产经营单位重大生产安全事故隐患判定标准(试行)》五、构成一级、二级重大危险源的危险化学品罐区未实现紧急切断功能;涉及毒性气体、液化气体、剧毒液体的一级、二级重大危险源的危险化学品罐区未配备独立的安全仪表系统。
《石油天然气工程设计防火规范》6.6.13天然气凝液储罐及液化石油气储罐应设液位计、温度计、压力表、安全阀,以及高液位报警装置或高液位自动联锁切断进料装置。
《石油储备库设计规范》6.2.3油罐进油管道控制阀门应采取高高液位自动联锁关闭措施。
6.2.4油罐宜采取低低液位自动联锁停泵的措施。
11.1.2每座油罐应设置液位连续测量仪表和高高液位开关、低低液位开关,并应符合下列规定:2连续液位计应具备高液位报警、低液位报警和高高液位联锁关闭油罐进口阀门的功能,低液位报警设定高度(距罐底板)不宜小于2m。
3高高液位开关应具备高高液位联锁关闭油罐进口阀门的功能。
4低低液位开关应具备低低液位联锁停输油泵并关闭泵出口阀门的功能,低低液位开关设定高度(距罐底板)可不小于1.85m。
《石油库设计规范》15.1.2下列储罐应设高高液位报警及联锁,高高液位报警应能同时联锁关闭储罐进口管道控制阀:--年周转次数大于6次,且容量大于或等于10000m3的甲B、乙类液体储罐;--年周转次数小于或等于6次,且容量大于20000m3的甲B、乙类液体储罐;--储存Ⅰ、Ⅱ级毒性液体的储罐。
化工装置自动控制与联锁应用案例
化工装置自动控制与联锁应用案例假设化工厂生产过程中需要控制一台反应釜的温度。
在开始反应之前,反应釜内温度必须达到一个特定的设定温度,并且在反应过程中需要对温度进行持续监测和调节,以保证反应过程的顺利进行。
首先,我们需要将温度传感器安装在反应釜内,通过与控制系统的连接,可以实时监测到反应釜内的温度。
控制系统会根据设定温度和当前温度之间的差异,控制加热装置的开关,实现温度的调节。
这样可以确保反应釜在开始反应之前的预热阶段能够达到设定温度。
如果温度未达到设定温度,系统会自动停止反应,以防止错误的反应发生,从而保证了安全性。
在反应过程中,控制系统会不断地监测温度的变化,并根据设定温度和当前温度之间的差异来调节加热装置的开关。
如果温度偏离设定温度过多,控制系统会自动调整加热装置的功率,以使温度恢复到设定温度。
这样可以保证反应釜内的温度始终保持在一个合理的范围内,以确保反应的质量和效率。
此外,化工装置自动控制还可以与其他联锁装置一起工作,实现更高级的安全保护功能。
例如,在开始反应之前,控制系统会检测反应釜内是否有足够的化学原料,并且检测周围环境的安全性,如是否有爆炸性气体泄漏等。
只有在这些条件满足的情况下,控制系统才会允许启动反应,否则会自动停止反应,以避免潜在的安全事故。
在反应过程中,控制系统还会监测反应釜内的压力,并和压力传感器进行连接,以确保压力不会超过安全范围。
如果压力超过设定值,控制系统会自动关闭加热装置,并通过排放装置将反应釜内的压力释放出来,以保证反应釜内压力的稳定和安全。
综上所述,化工装置自动控制与联锁技术在化工行业中的应用非常重要。
它可以提高生产效率,降低生产成本,保证生产的安全性。
通过一个化工装置的温度控制案例,我们可以看到,化工装置自动控制涉及到温度、压力等多个参数的监测与调节,以及与其他联锁装置的协同工作。
这些技术与装置的运用,不仅使化工生产过程更加高效和安全,也为化工行业的持续发展做出了贡献。
系统说明书技术说明
安德里茨公司技术资料BOOK A/a 系统说明5. 技术说明系统概述5.1供货范围及生产工艺概述安德里茨系统意为通过温度,压力和机械作用将木片热磨并运送到随后的干燥系统中。
与木片接触的所有部件均为不锈钢制造。
5.1.1 原料场不适用5.1.2 热磨系统为了有意义,我们不做更详细的陈述。
从原料流向来看, 热磨系统从安德里茨预蒸料仓开始。
预蒸料仓是一个预蒸木片的装置,通过引进温度约90℃的新鲜蒸汽来预蒸木片。
预蒸料仓温度通过一个热探测器测量。
一台控制器利用该温度信号控制引进的蒸汽量以及木片温度。
安德里茨振动出料器将木片从料仓卸出,送进位于料仓下面的木塞进料机。
这种进料是连续的。
安德里茨木塞进料机通过压缩木片,将其中所含水份以及在预蒸料仓中形成的冷凝水挤出。
挤出的水份在压缩区通过木塞进料机第 1 页壳体上的孔排出。
木塞进料机将木片送进安德里茨立式蒸煮罐并对常压形成一种连续的密封。
作为安全装置, 安德里茨防反喷阀保证在这种连续式密封一旦部分或全部失效时,在正对木塞进料机运输方向上不会产生蒸汽消失现象。
通常木片蒸煮的饱和蒸汽压力为7巴, 蒸煮时间为3-5分钟。
在这种情况下,要注意保证系统是带饱和蒸汽运行,否则会产生很大麻烦。
木片在立式蒸煮罐中的停留时间可通过料位/速度控制回路自动调节和控制,以使得木塞进料机喂进的木片量与立式蒸煮罐的出料量相同。
蒸煮时间取决于立式蒸煮罐中的压力,并可根据需要重新调整。
整个系统流量可通过立式蒸煮罐下面的安德里茨出料器的出料螺旋手动控制。
出料器装有一台安德里茨拨料器,防止木片搭桥并使出料顺利。
出料螺旋将蒸煮过的木片送进安德里茨带式进料机。
作为带式螺旋设计的进料机将木片以恒定的速度送进安德里茨热磨机,同时保证热磨机中产生的蒸汽能够经过安德里茨蒸汽平衡管道回流(与螺旋进料方向相反)到立式蒸煮罐中。
整个热磨过程在热磨机中装有磨片的动盘和定盘之间进行。
动盘在相对于定盘的水平方向上可调,可以改变磨片间隙。
四车间PLC联锁控制方案补充统计表
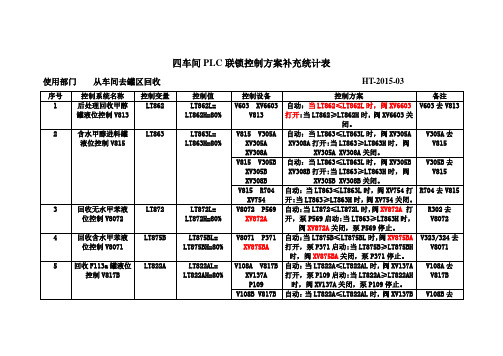
四车间PLC联锁控制方案补充统计表使用部门从车间去罐区回收HT-2015-03序号控制系统名称控制变量控制值控制设备控制方案备注1 后处理回收甲醇罐液位控制V813 LT862 LT862L=LT862H=80%V603 XV6603V813自动:当LT862≤LT862L时,阀XV6603打开;当LT862≥LT862H时,阀XV6603关闭。
V603去V8132 含水甲醇进料罐液位控制V815 LT863 LT863L=LT863H=80%V815 V305AXV305AXV308A自动:当LT863≤LT863L时,阀XV305AXV308A打开;当LT863≥LT863H时,阀XV305A XV308A关闭。
V305A去V815V815 V305BXV305BXV308B自动:当LT863≤LT863L时,阀XV305BXV308B打开;当LT863≥LT863H时,阀XV305B XV308B关闭。
V305B去V815V815 R704XV754自动:当LT863≤LT863L时,阀XV754打开;当LT863≥LT863H时,阀XV754关闭。
R704去V8153 回收无水甲苯液位控制V8072 LT872 LT872L=LT872H=80%V8072 P569XV872A自动:当LT872≤LT872L时,阀XV872A 打开,泵P569启动;当LT863≥LT863H时,阀XV872A关闭,泵P569停止。
R302去V80724 回收含水甲苯液位控制V8071 LT875B LT875BL=LT875BH=80%V8071 P371XV875BA自动:当LT875B≤LT875BL时,阀XV875BA打开,泵P371启动;当LT875B≥LT875BH时,阀XV875BA关闭,泵P371停止。
V323/324去V80715 回收F113a罐液位控制V817B LT822A LT822AL=LT822AH=80%V108A V817BXV137AP109自动:当LT822A≤LT822AL时,阀XV137A打开,泵P109启动;当LT822A≥LT822AH时,阀XV137A关闭,泵P109停止。
精细化工氧化工艺的基本控制和安全联锁

精细化工氧化工艺的基本控制和安全联锁摘要:我国既是能源消费大国,也是能源相对缺乏的国家,石油天然气等能源大量依赖进口。
近年来国家加快建设能源节约型社会,推动全社会向清洁低碳加速转变。
而要实现绿色高质量发展,除在能源供应端要促进水、光、核、风电及储能技术发展外,在能源消费端还必须做到绿色替代,落实能量节流措施。
在精细化工行业,项目的设计必须打破传统的能源粗矿式消费理念,从源头及工业设计开始,建设节能型项目,在发展经济的同时为节能减碳做出贡献。
关键词:精细化工;氧化反应;基本过程控制(DCS);安全仪表系统(SIS)引言氧化工艺是氧化为有电子转移的化学反应中失电子的过程,即氧化数升高的过程。
多数有机化合物的氧化反应表现为反应原料得到氧或失去氢,涉及氧化反应的工艺过程都称之为氧化工艺。
常用的氧化剂有:空气、氧气、双氧水、氯酸钾、高锰酸钾、硝酸盐等。
1绿色化工环保技术特征以及使用价值目前的环境受污染情况对人们的日常生活已经有了很大的影响,这使得普通人对环境问题也有了很多关注,人们开始重视生活中的环保问题,加强环保意识,让很多传统化学生产企业也意识到了保护环境的重要性,开始着重研发绿色环保技术,以适应市场的变化发展。
绿色环保技术作为一个新兴技术,不但能提高企业工作人员环保意识,还能使化学生产企业尽量不使用会污染环境的生产材料。
同时,创新研发并推广绿色环保技术,在未来的发展中减少对环境的污染。
绿色环保技术还可进行低能耗,低污染的化学生产模式,从而代替了传统化工业。
通过使用绿色环保的化学原材料,减少了生产过程中的化学污染,并且绿色环保技术的生产效率高,能够为企业带来更多的经济效益。
传统化学物品生产过程中的原材料大多有毒有害,而绿色环保生产能够有效利用原材料,减少生产过程中产生的化学废料,提高了化学原材料的使用率,减少化学能源的浪费,间接提高了企业效益。
目前的可持续发展时代背景下人们普遍关注保护环境问题,倾向于购买环保产品,这对于化工企业在市场竞争中的未来发展十分重要2氧化反应的整体组成2.1氧化反应釜和管道氧化反应整个过程肯定是在反应釜内闭环进行的,所以必须要有一个封闭的容器供给反应的进行,而氧化反应又会伴随放热、吸热、新产物生成等现象,因此反应釜的尺寸、厚度、溶剂腐蚀性、设计压力、设计温度等相关参数必须符合国家相关标准和规范。
裂解炉的联锁触发原因及预防措施与处理
裂解炉的联锁触发原因及预防措施与处理摘要:裂解炉在运行及操作变动期间,一些关键参数会设置联锁保护系统。
目的是用来保护管线,设备防止因突发情况或操作不当造成管线设备超温超压可能导致的各种事故。
关键词:裂解炉;停车;联锁;流量裂解炉停车联锁一般包括原料流量低联锁、急冷件温度高联锁、COT温度高联锁、SS温度高联锁、汽包液位低联锁、辅操台触发裂解炉停车联锁。
1 原料流量低联锁触发的原因分析(1)原料流量低联锁触发的原因1)原料车间原料泵切泵时造成原料流量大幅波动,导致原料流量低触发联锁。
2)原料流量联锁指示表出现假指示。
当原料是重质原料(如HTO)时;一般在北方的冬天,当HTO流量表仪表箱内伴热,保温失效时,由于HTO组分重,粘度大,在低温环境中仪表引压管可能会出现“挂蜡”情况,导致引压管内没有流量,流量表指示不准引发裂解炉停车联锁。
3)当原料中杂质较多时,会引起流量表引压管不畅,造成假指示,引发原料流量低停车联锁。
(2)预防措施1)主操在原料泵动作前先将辅操台原料流量低联锁旁路,然后关注原料流量趋势,关注COT变化趋势,当原料流量波动幅度过大时,COT变化也会很大,这时及时将燃料气(FG)改成手动控制,调整FG的压力,防止COT出现大幅波动。
2)仪表车间应加强仪表防冻管理;仪表箱内除设置伴热外,在仪表箱门门口处设置整张的保温材料,防止冬天因仪表箱门未关严,导致仪表引压管局部冻堵。
3)在裂解炉正常投料之前,原料总阀前接胶带排一下原料中的杂质,杂质排净之后,再开始投料;在裂解炉正常运行期间主操加强原料趋势的监盘,当原料流量变出现大幅波动时,及时将辅操台联锁旁路,同时将原料调节阀改成手动控制,关注COT变化,当COT没有明显变化时,通常是仪表假指示;及时联系仪表人员到现场处理仪表,仪表处理正常后观察一段时间没有明显波动后,进料调节阀再投自动控制。
2 急冷件温度高联锁的原因分析急冷件温度高联锁的原因一般和急冷油泵有关;当急冷油泵出现故障时,急冷油(QO)流量降低,急冷件喷油量减少,急冷件出口温度会迅速上涨,这种情况发生时,所有裂解炉急冷件温度都会同时迅速上涨,这时应根据QO流量选择部分裂解炉停车,通常将热负荷较大,急冷件喷油量大,乙烯收率相对低的重质炉触发局部停车联锁,同时将停车炉的FG压力控制到热备时的压力,快速降低炉膛热负荷,急冷件出口温度也会较快降低,可以有效减少急冷件喷油量;轻质炉及时降负荷运行,尽量维持QO低循环量时,裂解炉的运转。
化工厂工艺联锁管理制度
化工厂工艺联锁管理制度一、目的为确保化工厂生产过程的安全、稳定和高效,通过建立工艺联锁管理制度,预防和控制潜在的安全风险,提高生产效率,保障员工健康和环境保护。
二、适用范围本制度适用于所有化工厂的生产区域,包括但不限于原料处理、化学反应、产品分离、储存和包装等环节。
三、管理原则1. 安全优先:所有工艺联锁的设计和运行必须以安全为首要考虑。
2. 预防为主:通过工艺联锁预防可能的工艺偏差和事故。
3. 技术先进:采用先进的技术和设备,确保工艺联锁系统的可靠性。
4. 定期检查:定期对工艺联锁系统进行检查和维护,确保其正常运行。
四、组织机构1. 安全生产委员会:负责制定工艺联锁管理制度,监督实施情况。
2. 生产部门:负责工艺联锁的日常运行和管理。
3. 技术部门:负责工艺联锁的设计、优化和技术升级。
4. 质量部门:负责监督工艺联锁对产品质量的影响。
五、工艺联锁的设置1. 工艺联锁的设置应基于风险评估,确保关键工艺参数在安全范围内。
2. 工艺联锁应包括但不限于温度、压力、流量、液位等关键参数的监控。
3. 工艺联锁系统应具备自动报警和紧急停车功能。
六、工艺联锁的操作1. 操作人员应熟悉工艺联锁的操作规程和应急措施。
2. 在工艺联锁触发时,操作人员应立即按照预案进行处理。
3. 任何对工艺联锁系统的修改都应经过严格的审批流程。
七、培训与教育1. 定期对员工进行工艺联锁系统的培训,提高其安全意识和操作技能。
2. 新员工在上岗前必须接受工艺联锁系统的培训。
八、检查与维护1. 定期对工艺联锁系统进行检查,确保其正常运行。
2. 发现工艺联锁系统异常时,应立即采取措施进行修复。
九、记录与文档1. 所有工艺联锁的设置、修改和检查都应有详细记录。
2. 建立工艺联锁管理档案,包括设计文件、操作手册和维护记录。
十、事故处理1. 工艺联锁触发导致的事故应按照应急预案进行处理。
2. 事故处理结束后,应进行事故调查,找出原因,防止类似事件再次发生。
《浅谈ESD和SIS、联锁和SIF》
浅谈ESD和SIS、联锁和SIF1. ESD是紧急切断功能,还是独立于DCS的一套保护系统?2. 合成氨、LNG等装置原有独立于DCS的ESD系统是SIS吗?3. DCS可以完成部分紧急切断功能吗?4. SIS系统除完成SIF功能联锁外,是否也可以完成非SIF的关联停车功能?5. 联锁与SIF有何异同?安监总局40号令1. 危险化学品重大危险源监督管理暂行规定(总局令第40号)第十三条 危险化学品单位应当根据构成重大危险源的危险化学品种类、数量、生产、使用工艺(方式)或者相关设备、设施等实际情况,按照下列要求建立健全安全监测监控体系,完善控制措施:(一)重大危险源配备温度、压力、液位、流量、组份等信息的不间断采集和监测系统以及可燃气体和有毒有害气体泄漏检测报警装置,并具备信息远传、连续记录、事故预警、信息存储等功能;一级或者二级重大危险源,具备紧急停车功能。
记录的电子数据的保存时间不少于30天;(二)重大危险源的化工生产装置装备满足安全生产要求的自动化控制系统;一级或者二级重大危险源,装备紧急停车系统;(三)对重大危险源中的毒性气体、剧毒液体和易燃气体等重点设施,设置紧急切断装置;毒性气体的设施,设置泄漏物紧急处置装置。
涉及毒性气体、液化气体、剧毒液体的一级或者二级重大危险源,配备独立的安全仪表系统(SIS);(四)重大危险源中储存剧毒物质的场所或者设施,设置视频监控系统;(五)安全监测监控系统符合国家标准或者行业标准的规定。
安监总管三〔2009〕116号 首批重点监管的危险化工工艺目录反应类型吸热反应重点监控单元电解槽、氯气储运单元工艺简介电流通过电解质溶液或熔融电解质时,在两个极上所引起的化学变化称为电解反应。
涉及电解反应的工艺过程为电解工艺。
许多基本化学工业产品(氢、氧、氯、烧碱、过氧化氢等)的制备,都是通过电解来实现的。
工艺危险特点(1)电解食盐水过程中产生的氢气是极易燃烧的气体,氯气是氧化性很强的剧毒气体,两种气体混合极易发生爆炸,当氯气中含氢量达到5%以上,则随时可能在光照或受热情况下发生爆炸;(2)如果盐水中存在的铵盐超标,在适宜的条件(pH<4.5)下,铵盐和氯作用可生成氯化铵,浓氯化铵溶液与氯还可生成黄色油状的三氯化氮。
生产工艺联锁
生产工艺联锁生产工艺联锁是指在生产过程中的各个环节之间通过某种方式实现互相联接和互相制约,以确保生产工艺的连续性、合理性和安全性的一种管理方法。
其主要目的是为了保证生产的质量和效率,并最大程度地减少人为失误和事故的发生。
生产工艺联锁的实现方式有多种,包括物理联锁、机械联锁、电子联锁和管理联锁等。
下面以一种生产工艺为例,介绍一下常见的生产工艺联锁方法。
假设某个工厂生产产品的工艺流程如下:原材料入库→原材料配料→搅拌混合→加热→过滤→冷却→包装。
在这个工艺流程中,每个环节都要依次进行,而且每个环节的操作都必须符合一定的条件才能继续下一步操作。
首先,原材料入库环节的联锁措施可以是仓库内部设立自动化仓储系统,通过条码或RFID等识别技术来实现对原材料的管理和控制,确保只有符合要求的原材料才能被取出使用。
接着是原材料配料环节,可以通过在配料仓位上设置称量传感器,配合自动化控制系统来实现自动配料,避免配料过量或不足的情况发生。
搅拌混合环节可以设置安全门和急停按钮,以在意外情况下能够及时停机,保证操作人员的安全。
加热环节可以通过温度传感器和温度控制器来控制加热设备的工作状态,确保加热温度在合适的范围内,避免过热或过低的情况发生。
过滤环节可以设置压力传感器,当滤芯的压力超过设定值时,自动报警并停机,以便及时更换滤芯。
冷却环节可以设置定时器和温度传感器,确保产品冷却的时间和温度符合要求。
最后是包装环节,可以设置光电传感器和称重传感器,以确定包装袋的位置和正确的重量。
除了以上的物理联锁方式,还可以通过电子控制系统实现工艺流程的联锁,通过编写程序来控制设备的工作时间、温度、压力等参数,确保每个环节按照正确的顺序进行。
此外,还需要制定一套严格的操作规程和相应的培训计划,确保所有操作人员都能够正确操作设备,并遵循联锁措施,从而保证生产的正常进行。
总之,生产工艺联锁是一种确保生产过程中各个环节之间相互制约和互相联接的管理方法,通过物理联锁、机械联锁、电子联锁和管理联锁等方式来实现,旨在保证生产的质量和效率,并最大程度地减少事故的发生。
dcs操作指南
FSC(催化联锁)操作说明2.1 装置自保及联锁2.1.1切断进料联锁2.1.1.1 手动切断进料须紧急切断进料时,将软手动切断进料开关(HSN1121)置为ON“切断”或硬手动切断进料开关(DI11101)扳到“切断”位置,执行联锁动作。
2.1.1.2 异常联锁2.1.1.2.1 联锁条件切断两器联锁动作、切断主风联锁动作2.1.1.2.2 联锁动作2.1.1.2.2.1 原料油进料切断阀(XCV1101)关闭2.1.1.2.2.2 原料油进料返回阀(XOV1102)打开2.1.1.2.2.3 回炼油浆进料调节阀(FSV1102)关闭2.1.1.2.2.4 回炼油进料切断阀(XCV1106)关闭2.1.1.2.2.5 粗汽油进料调节阀(FSV1103)关闭2.1.1.2.2.6 预提升干气切断阀(XCV1110)关闭2.1.1.2.2.7 预提升蒸汽调节阀(FSV1116)全开2.1.1.2.2.8 粗汽油回炼调节阀FSV1113/1全关2.1.1.2.2.9辅台“切断进料联锁动作报警”红灯亮(DO11107)2.1.1.3联锁置位2.1.1.3.1置位操作无异常联锁条件发生,软手动切断进料开关(HSN1112)与硬手动切断进料开关(DI11101)均处于“正常”位置时,将切断进料联锁置位开关(HSN1125) 置为ON “置位”位置时,联锁置位2.1.1.3.2 置位动作2.1.1.3.2.1 辅台“切断进料联锁动作报警”红灯灭(DO11107)2.1.1.3.2.2 预提升蒸汽调节阀(FSV1116)解锁2.1.1.3.2.3 预提升干气切断阀(XCV1110)打开2.1.1.3.2.4 粗汽油进料调节阀(FSV1103)解锁2.1.1.3.2.5 回炼油进料切断阀(XCV1106)打开2.1.1.3.2.6 回炼油浆进料调节阀(FSV1102)解锁2.1.1.3.2.7 原料油进料返回阀(XOV1102)关闭2.1.1.3.2.8 原料油进料切断阀(XCV1101)打开2.1.1.2.2.9 粗汽油回炼调节阀FSV1113/1解锁2.1.2 切断两器联锁2.1.2.1 手动切断两器须紧急切断两器时,将软手动切断两器开关(HSN1122) 置为ON“切断”或硬手动切断两器开关(DI11102)扳到“切断”位置,执行联锁动作2.1.2.2 异常联锁2.1.2.2.1 联锁条件切断主风联锁动作2.1.2.2.2 联锁动作2.1.2.2.2.1 待生塞阀(WSV1107)关闭2.1.2.2.2.2 再生滑阀(TSV1101)关闭2.1.2.2.2.3辅台“切断两器联锁动作报警”红灯亮(DO11108)2.1.2.3 联锁置位2.1.2.3.1 置位操作无异常联锁条件发生,软手动切断两器联锁开关(HSN1122)与硬手动切断两器联锁开关均处于“正常”位置时,将切断两器联锁置位开关(HSN1127) 置向ON“置位”时,联锁置位2.1.2.3.2 置位动作2.1.2.3.2.1辅台“切断两器联锁动作报警”红灯灭2.1.2.3.2.2 再生滑阀(TSV1101)打开2.1.2.3.2.3 待生塞阀(WSV1107)打开2.1.2.3.2.4 作为切断进料联锁置位的条件之一2.1.3 切断主风联锁2.1.3.1 手动切断主风将软手动切断主风开关(HSN1123) 置为ON“切断”或硬手动切断主风开关(DI11106)扳到“切断”位置时,执行联锁动作2.1.3.2异常联锁2.1.3.2.1 联锁条件2.1.3.2.1.1 主风流量低低(FT1401_1/旁通开关HSN1401_1)2.1.3.2.1.2 主风流量低低(FT1401_2/旁通开关HSN1401_2)2.1.3.2.1.3 主风机安全运行(/旁通开关HSN1103)2.1.3.2.1.4 主风机组紧急停机(/旁通开关HSN1104)2.1.3.2.1.5 备用主风机组紧急停机(/旁通开关HSN1105)2.1.3.2.1.6 备用主风机组安全运行(/旁通开关HSN1495)2.1.3.2.2 联锁动作2.1.3.2.2.1 再生器主风阻尼单向阀(XCV1107)关闭2.1.3.2.2.2 再生器主风事故蒸汽阀(XOV1105)打开2.1.3.2.2.3 触发主风机组保机运行联锁动作信号(DO11109)2.1.3.2.2.4 触发备用主风机组保机运行联锁动作信号(DO11110)2.1.3.2.2.5辅台“切断主风联锁动作报警”红灯亮(DO11111)2.1.3.3 联锁置位2.1.3.3.1 置位操作无异常联锁条件发生, 软手动切断主风开关(HSN1123) 与硬手动切断主风开关(DI11106)均处于“正常”位置,将切断主风联锁置位开关(HSN1129) 置为ON “置位”位置时,联锁置位2.1.3.3.2 置位动作2.1.3.3.2.1再生器主风阻尼单向阀开2.1.3.3.2.2 再生器主风事故蒸汽阀关闭2.1.3.3.2.3作为切断两器联锁置位的条件之一2.1.3.3.2.4作为切断进料联锁置位的条件之一2.1.3.3.2.5辅台“切断主风联锁动作报警”红灯灭2.1.4切断增压风联锁2.1.4.1 手动切断增压风将软手动切断增压风开关(HSN1124) 置为ON“切断”或硬手动切断增压风开关(DI11107)扳到“切断”位置时,执行联锁动作异常联锁联锁条件:增压机组A润滑油压低(PSLL1491A)/HSN1491A增压机组A润滑油压低(PSLL1492A)/HSN1492A增压机组A润滑油压低(PSLL1493A)/HSN1493A增压机组B润滑油压低(PSLL1491B)/HSN1491B增压机组B润滑油压低(PSLL1492B)/HSN1492B2.1.4.2.1.6 增压机组B润滑油压低(PSLL1493B)/HSN1493B2.1.4.2.2联锁动作2.1.4.2.2.1 待生立管套筒增压风阀(FSV1110)关闭2.1.4.2.2.2 外取热器流化增压风阀(FSV1109)关闭2.1.4.2.2.3 外取热器返回管提升增压风阀(FSV1108)关闭2.1.4.2.2.4 增压风阻尼单向阀(XCV1404)关闭2.1.4.2.2.5 待生立管套筒增压风事故蒸汽阀(XOV1109)全开2.1.4.2.2.6 放空阀(FSV1406)打开2.1.4.2.2.7 增压机组A停车联锁信号(DO11112)至电气2.1.4.2.2.8 增压机组A停车联锁信号(DO11113)至辅台2.1.4.2.2.9 增压机组B停车联锁信号(DO11114)至电气2.1.4.2.2.10 增压机组B停车联锁信号(DO11115)至辅台2.1.4.2.2.11辅台“切断增压风联锁动作报警”红灯亮(DO11116)2.1.4.3 联锁置位2.1.4.3.1 置位操作无异常联锁条件发生,软手动切断增压风开关(HSN1124) 与硬手动切断增压风开关(DI11107)均处于“正常”位置,将切断增压风联锁置位开关(HSN1131) 置为ON “置位”位置时,联锁置位2.1.4.3.2 置位动作2.1.4.3.2.1 待生立管套筒增压风阀FSV1110打开2.1.4.3.2.2 外取热器流化增压风阀FSV1109打开2.1.4.3.2.3 外取热器返回管提升增压风阀FSV1108打开2.1.4.3.2.4 增压风阻尼单向阀XCV1404打开2.1.4.3.2.5 待生立管套筒增压风事故蒸汽阀XOV1109关闭2.1.4.3.2.6 放空阀FSV1406关闭2.1.4.3.2.7辅台“切断增压风联锁动作报警”红灯灭2.2 增压机自保及联锁2.2.1 增压机A启动2.2.1.1 允许增压机A启动条件2.2.1.1.1 增压机出口单向阀(XCV1404)全开ZCA14042.2.1.1.2 增压机润滑油压正常(PSN1492A/HSP1492A)2.2.1.1.3 电机具备开车条件(DI11201)(自电气)2.2.1.1.4 增压机出口手动放空阀(HSN1110)全开(人工确认)2.2.1.2 启动增压机A电机步骤当允许启动条件都满足后,将确认开关(HSN1113)置为ON,允许增压机A电机启动,电机启动后,辅台增压机A启动(DO11202)黄灯亮2.2.2 增压机B启动2.2.2.1 允许增压机B启动条件2.2.2.1.1 增压机出口单向阀(XCV1404)全开ZCA14042.2.2.1.2 增压机润滑油压正常(PSN1492B/HSP1492B)2.2.2.1.3 电机具备开车条件(DI11202)(自电气)2.2.2.1.4 增压机出口手动放空阀(HSN1110)全开(人工确认)2.2.2.2 启动增压机B电机步骤当允许启动条件都满足后,将确认开关(HSN1114)置为ON,允许增压机B电机启动,电机启动后,辅台增压机B启动(DO11204)黄灯亮2.2.3 增压机组A润滑油备用泵自启动2.2.3.1 允许润滑油备用泵自启动条件2.2.3.1.1 增压机组A润滑油压低(PS1493A /HSN1493A)2.2.3.1.2 将软手动启动润滑油备用泵开关(HSN11205)置为ON “启动”位置2.2.3.2 启动润滑油备用泵当启动条件满足后,润滑油备用泵自启动(DO11205).2.2.4 增压机组B润滑油备用泵自启动2.2.4.1 允许润滑油备用泵自启动条件2.2.4.1.1 增压机组B润滑油压低(PSL1493B)/HSN1493B2.2.4.1.2 将软手动启动润滑油备用泵开关(HSN11206)置为ON “启动”位置2.2.4.2 启动润滑油备用泵当启动条件满足后,润滑油备用泵自启动(DO11206).2.3 气压机自保及联锁2.3.1 气压机允许启动2.3.1.1 允许启动条件2.3.1.1.1 汽轮机速关阀(ZOS1560)全开2.3.1.1.2 汽轮机速关阀(ZOS1561)全开2.3.1.1.3 润滑油压正常(PSN150)2.3.1.1.4 润滑油温正常(TSN104)2.3.1.1.5 放空阀全开人工确认(HSN1518)2.3.1.2 启动汽轮机当允许启动条件都满足后,信号(DO11505)送去启动汽轮机,信号(DO11506)送至辅台启动汽轮机黄灯亮2.3.2 备用泵自启动2.3.2.1 允许备用泵自启动条件2.3.2.1.1润滑油压低(PSL150/HSN150)2.3.2.1.2将软手动启动备用泵开关(HSN1517)置为ON “启动”位置2.3.3 停气压机联锁2.3.3.1 手动停气压机将软手动停气压机开关(HSN1515)置为“ON”停止或硬手动停气压机开关(DI11503)扳到“停止”位置时,执行联锁动作2.3.3.2 异常联锁2.3.3.2.1 联锁条件2.3.3.2.1.1 气压机轴位移高高(ZSHH554A /HSN554A)2.3.3.2.1.2 气压机轴位移高高(ZSHH554B /HSN554B)2.3.3.2.1.3 汽轮机轴位移高高(ZSHH551A /HSN551A)2.3.3.2.1.4 润滑油压力低低(PSLL149A /HSN149A)2.3.3.2.1.5 润滑油压力低低(PSLL149B /HSN149B)2.3.3.2.1.6 润滑油压力低低(PSLL149C /HSN149C)2.3.3.2.1.7 汽轮机排气压力低低(PSL043 /HSN043)2.3.3.2.1.8 自就地盘手动停机按钮(DI11502)2.3.3.2.1.9 密封氮气差压低( PSLL102/HSN102)2.3.3.2.1.10 转速高高(SSHH555/HSN555)辅台DO11503灯亮2.3.3.2.2 联锁动作2.3.3.2.2.1 汽轮机速关阀关闭(SV2222)2.3.3.2.2.2 放空阀打开(FSV901)2.3.3.2.2.3 辅台“停气压机联锁动作报警”红灯亮(DO11507)联锁置位置位操作无异常联锁发生,软手动停气压机开关(HSN1515)置为“OFF”与硬手动停气压机开关(DI11503)均处于“正常”位置时,将停气压机置位开关(HSN1519) 置为ON “置位”位置时,联锁置位置位状态汽轮机速关阀(SV2222)打开放空阀打开(FSV901)辅台“停气压机联锁动作报警”红灯灭2.5 主风机主机联锁逻辑2.5.1机组启动2.5.1.1允许启动条件机组必须满足下列条件,才允许机组启动2.5.1.1.1具备准备启动条件2.5.1.1.2前一次机组停机15分钟以上,YSN1461颜色变绿色2.5.1.1.3主电机未合闸2.5.1.1.4冷油器出口温度正常TSN1436/HSN14362.5.1.1.5润滑油压正常PSN1434/HSN14342.5.1.1.6风机出口止回阀关ZSC1401/HSC14012.5.1.1.7风机静叶关22 度FSC1401/HSN14012.5.1.1.8风机反喘阀1全开FZSO1405A /HSN1405A2.5.1.1.9风机反喘阀2全开FZSO1405B/HSN1405B2.5.1.1.10烟机入口蝶阀关闭ZSC1104 /HSC11042.5.1.1.11烟机入口闸阀关闭ZSC1403 /HSC14032.5.1.1.12将喘振标志置位软开关(HST1480)置为“SET”, 喘振触发器置位2.5.1.1.13联锁置位(准备启动时自动置位)2.5.1.2 满足以上条件时,将预启动检查按钮( HSN1461) 置为ON“准备启动”,“准备启动”(YSN1411)颜色变绿色,表示机组允许启动,YSN1412颜色变绿色, 表示电机允许启动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CPL合同号:CPM04-205-05USTEC工号:BA-0689文件标题:支持装置中仪表联锁的说明20万吨/年LLD-HD聚乙烯装置中国石油兰州石化公司东洋工程公司,日本,东京TEC工号:BA-0689合同号:CPM04-205-05US工程文件支持装置中仪表联锁的说明工号:BA068920万吨/年LLD-HD聚乙烯装置项目文件号:00T2085U工艺逻辑描述第1.10 –共聚单体的供给和净化10-1 共聚单体干燥器的再生在配管的设计中允许使用中的一个干燥器再生的同时,而另一个仍在使用,再生加热器床选择开头HS-2114-9旨在将再生逻辑应用于两个共聚单体干燥器(C-1004或C-1005)中的任何一个,以下的逻辑描述中假定干燥器C-1004已分离去再生,如果干燥器C-1005处于再生时,逻辑也是一样的。
干燥器再生用的氮气的流量在FIC-2114-2上设定,如果满足下列所有条件,再生就可以开始:1、共聚单体干燥器的床温低于TA3H-1004-1A-至-1F,TA3H-1004-6,TA3H-1005-1A至-1F,以及TA3H-1005-6的设定值。
2、共聚单体干燥器的液位低于LAL-1004-10的设定值;3、再生加热器床选择开关HS-2114-9位于C-1004的位置;4、共聚单体干燥器压力低于PAH-1004-9的高设定值。
如果上述条件得以满足,那么当手动开关HS-2114-5处于START位置时,将开始再生。
同样逻辑表21-8-1和21-8-2中的所有许可值必须得到满足。
如果再生加热器床选择器开关HS-2114-9位于C-1004的位置,且高液位和高压力的设定值超出,则控制室报警XA-1004-10将使“C-1004 PRESSURE/LEVEL HIGH”发出声音,表示干燥器的再生没有准备好。
如果第1步列出的任何一个床温超出高-高-高设定值,则控制室报警TA3H-1004-1或TA3H-1005-1将发出声音,再生允许值将会失去。
10-2-1 共聚单体干燥器的正常操作共聚单体干燥器正常操作的逻辑可适用于共聚单体干燥器C-1004或C-1005,以下的描述以干燥器C-1005的操作为例。
共聚单体干燥器C-1005正常操作期间,如果以下两个条件同时得以满足,逻辑10-2-1将会使控制室的TAH-1005-1发出声音,表示“C-1005 TEMPERATURE/PRESSURE HIGH”(C-1005 温度/压力高):1、共聚单体干燥器床温度超过TAH-1005-1A至-1F或TAH-1005-6的设定值;2、干燥器中的压力超过PHA-1005-9的预装和再生压力。
当共聚单体进料的压降低于PDA2L-1004-11时,控制室中的报警装置启动,去PP装置的共聚单体的供应将被隔离。
(HV-1004-11和FV-1004-11关闭)共聚原料供应的隔离出可以通过将HS-1004-11打到CLOSE位置来手动隔离,要再次打开共聚单体总管的隔断阀,允许隔离以后FIC-1004-11控制FV-1004-11,就必须将HS-1004-11瞬间打到RESET 位置对逻辑进行复位。
10-2-2 共聚单体干燥器预填装预填装逻辑适用于共聚单体干燥器C-1004或C-1005,以下的描述中假设干燥器C-1004从其它工艺中分离出来,预备填装。
尽管乙烯停车逻辑有一个允许值,但只要下列条件得以满足,将HS-1004-4打到PRELOSD(预填装)位置也会打开HV-1004-4:1、共聚单体干燥器床温度低于TA2H-1004-1A至-1F,TA2H-1004-6,TA2H-100501A至-1F,以及TA2H-1005-6的设定值;2、共聚单体干燥器床的温度低于TAH-1004-1A至-1F,TAH-1004-6,TAH-1005-1A至-1F以及TAH-1005-6的设定值;3、再生加热器没有运行(逻辑21-8中的允许值);4、氮气流量大于FA3L-2114-2的设定值(逻辑21-8中允许值);5、再生氮气加热器压力低于PAH-2114-8的设定值(逻辑21-8中的允许值)。
PRELOAD(预填装)命令启动控制室中PRELOAD IN PROGRESS (正在进行预填装)的灯,并且在上述条件得以满足的情况下PRELOAD命令挂上。
当打开HV-1004-4时,计时器启动,如果上述(1)、(3)、(4)和(5)的条件不能得到满足时,计时器将停止并自动复位。
当干燥器床温度高于高高设定值,且再生加热器关闭时,报警TA2H-1004-1将发出声音。
如果ZAC-1004-4表明预填装阀HV-1004-4是打开的,高高床温条件存在,控制室中的DRYER BED HIGH-HIGH TEMPERATURE(干燥器床高高温度),那么控制室中报警器XA-1004-4以及DRYER BED HIGH-HIGH TEMPERATURE(干燥器床高高温度)将发出声音,HV-1004-4将关闭,阀在再次通过手动打开之前将保持关闭。
当用手动开关推到OFF位置时,阀也有可能关闭,直到用手动开关再次将其手动打开时才能打开。
如果出现间断现象,必须再完全重复预填装步骤。
如果预填装步骤允许继续完成,那么XA-1004-5将使得控制室中的PRELOAD COMPLETE(预填装完成)报警发出声音,表示应检查温度分布情况,确保预填装是否适当。
10-3-1 共聚单体进料泵下面的逻辑可用于共聚单体进料泵G-1002或G-1003。
使用共聚单体缓冲罐选择器开关HS-1007-1是将泵的逻辑应用于缓冲缓C-1007或C-1020中的任意一个,以下的逻辑假设缓冲罐C-1020已被隔离。
如果缓冲罐C-1007被隔离,逻辑也是一样的。
要启动泵,就要将现场手动开关HS-1002-2A瞬间打到START位置,另外,泵的启动还需要满足下列条件:1、共聚单体缓冲罐的液位高于为C-1007所选的缓冲罐LA2L-1007-1的设定值;2、共聚单体缓冲罐选择器开关在C-1007的位置;3、控制室中手动开关HS-1002-2B处于AUTO位置;4、泵的密封压力低于PAH-1002-3(G-1002)的设定值。
如果上述条件得以满足,电机控制接触器将激活START信号,泵继续运行。
如果出现下列任何一种情况,逻辑10-3-1将自动停止泵,并启动控制室的灯XL-1002-2“COMONOMER PUMP SHUTDOWN”(共聚单体泵停止):1、共聚单体缓冲罐液位低于LA2L-1007-1的设定值;2、共聚单体的流量低于供应商为泵规定的最小流量,由FAL-1002-1设定;3、HS-1002-2A或HS-1002-2B中的任何一个处于STOP的位置。
10-4-1 共聚单体脱气塔的断流阀使用共聚单体缓冲罐选择器开关HS-1007-1,将脱气塔断流逻辑应用于缓冲罐C-1007或C-1020中的任意一个。
以下的逻辑假设缓冲罐C-1020已经被隔离。
如果缓冲罐C-1007被隔离,逻辑也是一样的。
如果共聚单体缓冲罐选择器开关HS-1007-1处于“C-1007”的位置,共聚单体缓冲罐C-1007的液位低于LA2H-1007-1的设定值,脱气塔C-1008的液位低于LA2H-1008-4的设定值,那么下面的阀将关闭,但阀的关闭还需满足下列每个的允许值:1、共聚单体进料阀HV-1008-2;2、再沸器蒸汽阀FV-1010-1;3、共聚单体进料控制阀LV-1007-1;4、缓冲罐进料控制阀LV-1008-4;5、共聚单体回流截流阀HV-1007-5。
要打开阀门HV-1008-2,FV-1010-1,LV-1008-4和LV-1007-1,共聚单体脱气塔C-1008的压力一定要低于PA2H-1008-8的设定值,满足了以上条件,且缓冲罐液位的允许值得以满足,那么在控制室中将手动开关HS-1008-2打到OPEN(瞬间)位置,阀就能够打开。
只要PA2H-1008-8的设定值不超过,OPEN的位置就一直不会变。
如果HV-1008-2没能打开(无论什么原因),控制室中的灯XL-1008-2“LOSS OF COMONOMER FEED”(没有共聚单体的进料)就将点亮。
如果共聚单体脱气塔的压力高于PA2H-1008-8的设定值,则除过HV-1007-5之外的所有阀将关闭,控制室中的高高压力报警PA2H-1008-8将发出报警声。
将HS-1008-2打到CLOSE位置,阀也会关闭。
只有当所选的共聚单体缓冲罐的液位高于为C-1007规定的LA2H-1007-1的高高设定值,或共聚单体脱气塔高于LA2H-1008-4的高高设定值,或HS-1007-5位于CLOSE的位置时,HV-1007-5才会关闭。
共聚单体缓冲罐的液位条件不仅为打开阀提供允许条件,同时产生一个对C-1007的缓冲罐控制器LIC-1007-1进行控制的LV-1007-1的允许值,也产生LIC-1008-4控制LV-1008,及FIC-1010-1控制FV-1010-1的允许值。
工艺逻辑描述第1.11部分–氮气供应和净化11-1-1/2 氮气脱氧床的再生根据要求对床进行再生还是进行钝化,甩头可以分别接到氮气供应上,或仪表空气供应上,但它们的逻辑功能是一样的。
配管的设计中允许一台脱氧床在线,另一台再生,逻辑同时适用于氮气脱氧床C-1009或氮气脱氧床C-1111。
床再生的第一步是由逻辑11-1确认脱氧床的温度要低于TA3H-1109-1A和-1B,或TA3H-1111-1A或-1B的设定值,这个条件为再生加热器逻辑21-8的运行产生一个允许值。
如果两个设定中的任何一个,或两个都超过了,则控制室中的TA3H-1109-1A或TA3H-1111-1将发出警报声,允许值将失去。
建立起热氮气的流量,让床的温度达到再生温度,这时将氮气引入热氮气流中开始再生。
逻辑11-1在允许空气/氮气阀HV-1109-3打开之前要检查并确认下列条件是否得到满足:1、床选择器开关HS-2114-9处于C-1109或C-1111的位置(从逻辑21-8中得到的允许值);2、氮气脱氧床的温度保持低于TA3H-1109-1A和-1B,TA3H-1111-1A和-1B的设定值;3、通过再生加热器E-2114的热氮气流量大于FA4L-2114-2(从逻辑21-8获得的允许值)的设定值。
以上条件得以满足以后,手动开关HS-1109-3就会打到(瞬间)OPEN 位置,同时逻辑检查床温,确保床温高于TA2H-1109-1A和-1B,或TA2H-1111-1A或-1B的设定值,如果检查正确,逻辑11-1将打开HV-1109-3,并将HS-1109-3定到OPEN的位置,ZLO-1109-3将点亮,指示目前的状况。