宽厚板MULPIC控制系统优化
莱钢宽厚板MULPIC冷却系统的工艺技术特点
S . — 2 0 1 4— N O . 2 4 c i enc e an d Tec hn ol ogy n no vat i o n Her al d
I
团圆盈圈 一 ■ ■ 瞄 ■ 皇 l ■ 誓 一 - 一
莱钢 宽厚 板 MU L PI C冷 却 系统 的 工 艺技 术 特点
1 MU L P I C 水冷工艺参数的确定
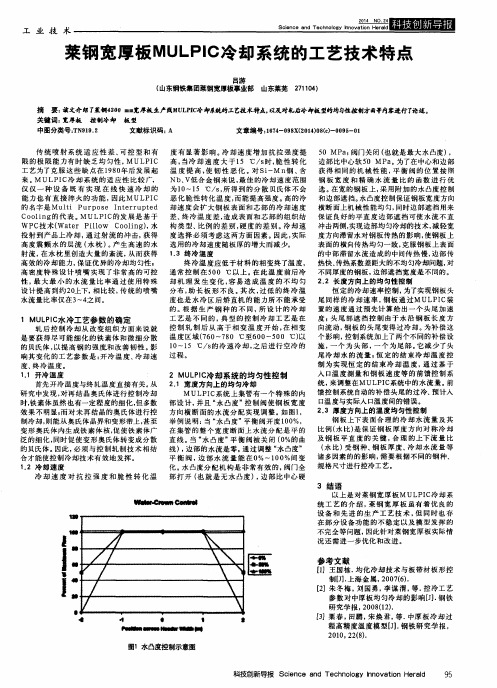
轧 后 控 制 冷 却从 改 变 组 织 方 面 来说 就 是 要 获 得尽 可 能 细 化 的 铁 素 体 和 微 细 分 散 的贝 氏 体 , 以提 高钢 的 强 度 和 改善 韧性 。 影 响 其变 化 的工 艺 参 数 是 : 开冷 温 度 、 冷 却 速 度、 终 冷温 度 。 1 . 1 开冷 温度 首先 开 冷 温度 与终 轧 温 度直 接 有关 。 从 研 究 中发 现 , 对再 结 晶奥 氏 体进 行 控 制 冷 却 时, 铁 素 体 虽然 也 有一 定 程 度 的细 化 , 但多 数 效 果 不 明显 ; 而 对 未 再 结 晶 的奥 氏体 进 行 控 制冷却, 则能 从 奥 氏体 晶界和 变 形带上 , 甚 至 变 形 奥 氏 体 内生 成 铁 素 体 核 , 促 使铁 素 体 广 泛的细化, 同 时促 使 变 形 奥 氏体 转 变 成 分 散 的 贝 氏体 。 因此 , 必 须 与 控 制 轧 制 技 术相 结 合 才能 使 控制 冷 却 技 术 有效 地 发 挥 。
吕游 ( 山东钢铁集 团莱钢宽厚板事业部
山东莱芜
2 7 1 1 0 4 )
摘 要 ; 试文介 绍了 莱钢4 3 0 0 m m 宽托 最 , 以及对轧后冷却板型的均匀 性控 制方面 等内 客进行了 论 述。 关键词 : 宽厚板 控制冷却 板型
宽厚板垛板机控制程序优化

为保证 宽 厚 板 产 品 钢板 表 面质 量 , 提 高生 产 效率 , 各钢 厂普 遍 使 用 垛 板 机 进 行 钢 板 的 吊装 上
相应 的配备 4套起 吊钢 板 长度 3 m~ 2 4 m 的 电磁 吸盘 。技 术参 数 如下 : ( 1 ) 吊运 钢板 温度 : 常温。
( 2 ) 吊运 钢 板 规 格 : 厚度 为 5 mm ~1 5 0 m m;
料生产。电磁垛板机 的使用 , 大大提高了钢板表
面质 量 和工 作效 率 。
1 垛板 机功 能及 存在 问题 我公 司 热处 理 车 间 1 # 、 2 # 、 3 # 垛 板 机 主要 功 能是 将钢 板 从 堆 垛 位 上 准 确 吸 起 单 张 或 多 张 钢
L i u J u n g a n g , L i C h a n g , we i J u n g u a n g , L u Ro n g j i e , L i u Q i n g , L i C h u a n p e n g
A bs t r ac t: S t r u c t u r a l f e a t ur e s a n d pr o c e s s t e c hn i q u e o f pi l e r ha v e b e e n de s c r i be d. S o l u t i o n s h a v e b e e n r a i s e d i n
时 间较长 后 , 存 在 较 大 的 累 积误 差 。垛 板 机无 法
进 行 准确 的平 移 和 下 降 定 位 , 存 在 较 大 的 安 # 、 3 # 垛 板机 下 场 地 利 用不 充 分 。上
宽厚板厚度控制模型的优化

n du s t r i a l Ap pl i c at i on s a n d Co mmu n i c a t i o n s
自 动 化 技 术与 应 用 》 2 0 l 4 年 第3 2 卷 第3 期
宽 厚 板 厚 度 控 制 模 型 的 优 化
邱 芳
( 山东钢铁集 团有限公 司莱芜分公 司 自动 化部 , 山东 莱 芜 2 7 l l 0 4 )
摘 要 : 宽 板厚发控制的Fra bibliotekH的是轧 删出饭 形 良好、板凸 小、同饭萱 干 【 l 异 扳
可能小的
。 铡宽厚板生产线 f l 投入生产 以
来, 饭 度、厚度的均 勺性 、同扳筐 和异 板差等宽厚饭厚度控制的瓶颈问题上那难以达剑要求 。为丁实现对轧圳 度的要 求, 我们在现有 的厚度控制模型的 础上 , 深入理解其控 制功能 、 补偿功能的作川 , 找到 引起厚度难以控 制的主要 索 , 采取轧 辊 刚度补偿 、轧辊 偏心补偿 支撑辊油腆厚度补偿 、: [ 作辊热膨胀补偿及冲击力补偿 等措 施来优 化厚度控制模型 。 l 优f  ̄ : s e t t 应厚度参数和增 加相 关补偿控制功能 以来 , 宽厚扳 度控制的精度得到很大的提高 , 具有很高 的推f 价值 。 关键词 : 宽厚板 ; 轧制力 ; 厚 度控 制 中图分类号 : T P 2 9 文献标识码 : B 文章 编号 : 1 0 0 3 — 7 2 4 1 ( 2 0 1 4 ) 0 3 0 0 7 3 — 0 3
Ab s t r a c t :Th e p u r p o s e o f pl a t e t h i c k n e s s c o n t r o l i s t o r o l l o u t t h e p r o d u c t s wi t h g o o d s h a pe .s ma l l c o n v e x i t y .a n d i n t l ’ a — p l a t e d e x , i a t i o n a n d i n d i v i d u a l p l a t e d e v i a t i o n a s s ma l l a s p o s s i b l e . I t i s d i f f i c u l t t o me e t t h e r e q u i r e me n t s i n t h e p l a t e e l ’ O Wn t h i c k n e s s u Mf o r mi t y a n d i n t r a — pl a t e d e v i a t i o n a n d i n d i v i d u a l p h i t e d e v i a t i o n s i n c e La i wu h e a v y p l a t e p r o d u c i n g l i n e Wa S p u t i n t o p r o d u c t i o n. I n o r d e r t o r e a l i z e t h e r e q u i r e me n t s o f t h e r o l l i n g t h i c k n e s s , b a s e d o n t h e e x i s t i n g t hi c k n e s s c o n t r o l l n o d e l ,i t f l l I ・ t h e r u n d e r s t a n d i n g o f " t h e c o n t r ol mo d e l ’ S c o n t ! ’ ol f u n c t i o n a n d c o mp e n s a t i o n f u n c t i o n i s ma k e d , t o f i n d t h e ma i n f a c t o  ̄ ・ S . i t ma k e s t h e t h i c k n e s s c o n t r o l h a r d . Th e i ’ e f O J ’ e , s o me me a s u r e s t o o p t i mi z e t h e t h i c k n e s s c o n t t ’ o 1 . s u c h a s t h e r o l l s t i f f n e s s c o mp e n s a t i o n . r o l l e c c e n t r i c i t y c omp e n s a t i o n , b a c k u p r o l 1 o i l t h i c k n e s s c o mp e n s a t i o n a n d WO I ’ k I ' 0 1 1 t h e l ’ ea r l e x p a n s i o n c o mp e n s a t i o n a n d t h e i mpa c t f o r c e c o mp e n s a t i o n , e t c . Th e h i g h p r e c i s i o n o f wi d e h e a v y p l a t e c o n t i ’ ol h a s
莱钢宽厚板冷却控制系统优化
O c k h i g h O 1 5 = 0;
.
: T h i c k l o w T h i c k h i g h ’ :O . 0 0 5 0 6 . 0 1 5 O: 中不会 在正常 的情况下 自动关闭计算 。保证 了模 型可 以持
t
3 优化效果
将M U L P I C 水冷 区水 阀进行 重新 校准及标定后 ,实际流
算 时所需要 的部分参 数 ,对模 型计算有 相 当大的影 响。现
有 的P R T 控制 表 的划 分是根 据钢 种 、厚度 、开冷 温度 、终 量 与二级模 型设定值 的偏差 明显降低 ,MU L P I C水冷单 元 冷 温度划分 出总共4 8 O 套 自学习系数 。在数据库P R T 表中厚 的控制功能得到更好地发挥 ,多项水冷指标 明显提高 。
参考文献
1 ] 王笑波 . 中厚板轧后控 制冷却技术 的发展及现状 [ J ] . 习 ,再 利用 修 正后 的冷却 模 型计 算 下一 支 钢板 的水 冷数 [
据 ,并将冷却结果再 次用 于M U L P I C 模 型的 自学习 ,以此不 习分短期 自学 习和长期 自 学 习两部 分 ,分别 用于修正 本批 习的数据来 源 ,长期 自学 习结果保存 进数据库 供 以后 计算
J
4 结语
0 . 0 5 o 0
h N ’
0 . 0 4 5 0 O . 嘞
:
0 . O 4 5 O: 0 . 0 5 1 0
: 0. O5 1 O
’
自优 化MU L P I C 系统后 ,MU L P I C 水冷 区水 阀流量控制 更 为精确 、扫描式 高温计测 量准确 、 自学习模型 的稳 定性 大大提高。MU L P I C 冷却命 中率 由过去的8 0 %提高到9 5 %。
MULPIC技术在中厚板生产中的应用和改造

( yn o n te C . t) Wu a g rn a dSe l o Ld I
Absr c W i e n fX70,X8 r d p hn nd o h rse lplt fs eca ta t t d ma d o h 0 ga e pie e a t e te ae o p i l印 p ai hc t on,h w o sa lz o t tbi e i a c lr td c o ig p o e s ee ta p o rae fn lc oi e p r t e a d manti o d lt h p h v e o c ee ae o ln rc s ,s lc p r p t a o l i i ng tm e aur n i an g o pae s a e a e b c me
包 括 A C冷却 ( 速冷却 ) N nCoig 却 、 C 快 、 o ol 冷 n 摆
动 冷却和 D Q冷 却 ( 直接 淬火 ) 四种冷却模 式 。根 据 不 同规格 、 种 、 能 以及要 求 的终 冷温 度 等 , 钢 性 选择不 同的冷 却模式 。
1 Mupc装置存 在 的缺 陷和 不足 li 1 1 流量控制 阀不稳 定 .
板表面各 点 的水 流量成 为提 高钢板 板型和成 材率
的关键 。
的一个 因素 , 如果 流量控制 阀不稳 定 , 么得 到的 那 流 量就不 稳定 , 这样 会造 成钢板表 面浇水 不均匀 , 从 而造成 表面温 度 不均 匀 而 出现 瓢 曲等 现 象 , 严
重影 响钢 板 的表 面质 量 。因此 , 量 控制 阀在冷 流 却过 程 中扮 演着非 常重要 的角色 。现实 中流量控
宽厚板厚度控制模型的优化

deviation and individual plate deviation as small as possible. It is difficult to meet the requirements in the plate crown, thickness uniformity and intra-plate deviation and individual plate deviation since Laiwu heavy plate producing line was put into production. In order to realize the requirements of the rolling thickness, based on the existing thickness control model, it further understanding of the control model’s control function and compensation function is maked, to find the main factors, it makes the thickness control hard. Therefore, some measures to optimize the thickness control, such as the roll stiffness compensation, roll eccentricity compensation, backup roll oil thickness compensation and work roll thermal expansion compensation and the impact force compensation, etc. The high precision of wide heavy plate control has wide spread value. Key words: wide heavy plate; rolling force; thickness contrwide heavy plate
宽厚板自动控制系统优化方案的相关研究

2019.02瀾试工具与解决方案宽厚板自动控制系统优化方案的相关研究刘虎成,韩学敏(山信软件股份有限公司莱芜自动化分公司,山东莱芜,271104 )摘要:宽厚板生产中的质量与大包称重系统、二次切割车定位、铸坯喷号机故障和子坯切后长度确认等问题比较多。
因此,必须要对宽厚板自动控制系统进行优化,尤其是其加热炉区、轧机区、MULPIC加速冷却区系统,这样才可以提高宽 厚板产品的质量,更好的控制宽厚板的加热炉温度控制系统、轧机动态板型控制系统和MULPIC加速冷却控制系统。
关键词:宽厚板;自动控制系统;优化方案Relevant Research on Optimizing Scheme of Automatic ControlSystem for Wide and Heavy PlateLiu Hucheng,Han Xuemin(Shanxin Software Co.,iwu Automation Branch,Laiwu Shandong,271104) Abstract:There are many problems in wide and heavy plate production,such as quality and ladle weighing system,positioning of secondary cutting truck,failure of billet marking machine and confirmation of billet length after cutting.Therefore,it is necessary to optimize the automatic control system of wide and heavy plate,especially the heating furnace area,rolling mill area and MULPIC accelerated cooling area system,so as to improve the quality of wide and heavy plate products, better control the temperature control system of heating furnace,rolling machine dynamic shape control system and MULPIC accelerated cooling control system.K e y w o rds:wide and thick plate;automatic control system;optimization scheme〇引言随着宽厚板生产线的建设,其中开始运用自动控制系 统,不仅大大提高了控制精度,也优化了控制系统工艺的自 动化。
宽厚板连铸机控制系统适应性改造

体 上的位置编码器实现 虽然编码器本身计数精确度 高. 但 当两个 切割 车分别 回到原 位时 . 需要 利用 限位 对 编码器计 数 进行清 零 . 由于惯 性 的原 因 . 切割 车在
回到起始 位 . 挡 板 触 发 原 位 限位 时 . 切 割 车 并 不 能 立
铸坯移走 , 使铸 坯跟踪信息 出错 , 造成所 喷号码错误 。
对于没有 喷印信息或喷 印信 息错误 的铸坯 . 进入后部
工序 前 . 必 须 要 由相 关 人 员 落 实 铸 坯 信 息 . 核 对 铸 坯
长度 、 重量 、 钢种 、 规格 等 多种数 据 , 从 而增加 了操作 人员 的劳动强度 . 降低 了生产效率 。
c o n t r o l s y s t e m o f c o n t i n u o u s c a s t i n g ma c h i n e .
Ke y wor d s : c o n t i n u o u s c a s t e r ; c o n t r o l s y s t e m; i mp r o v e me n t
( 4 ) 子 坯 切 后 长 度 确 认 困 难 当二 切 完 成 子 坯 切
统无法采集到正确的钢水重量 .导致钢包 炉次信息错 误, 造成 铸坯喷号 、 定 尺长度等 信息紊乱 , 使得整 条生
产 线 数 据链 出 现严 重 错 误 。 铸坯热送更是无法进行 。 ( 2 ) 二次 切割 车 回到原 位 时定位 不 准 。 出 现 较 大
Ab s t r a c t :I n o r d e r t o e n h a n c e t h e s t a b i l i t y a n d e ic f i e n t o f h e a v y s l a b c o n t i n u o u s c a s t e r i n La i wu S t e e l a n d f ur t h e r e n —
《2024年包钢4100mm宽厚板轧机自动辊缝控制系统优化》范文

《包钢4100mm宽厚板轧机自动辊缝控制系统优化》篇一一、引言在钢铁生产过程中,轧机作为关键设备之一,其性能和效率直接影响着钢铁企业的经济效益和市场竞争力。
其中,自动辊缝控制系统作为轧机的重要组成部分,其控制精度和稳定性对于保证轧制产品的质量和提高生产效率具有重要意义。
包钢作为国内重要的钢铁生产企业,其4100mm宽厚板轧机在生产过程中面临诸多挑战。
为了更好地满足市场需求和提高生产效率,本文将重点探讨包钢4100mm宽厚板轧机自动辊缝控制系统的优化策略。
二、包钢4100mm宽厚板轧机现状分析包钢4100mm宽厚板轧机作为企业生产的重要设备,其自动辊缝控制系统在运行过程中存在一些问题。
首先,由于轧制过程中材料的不均匀性和温度变化等因素的影响,导致辊缝控制精度不稳定,进而影响产品质量。
其次,传统的辊缝控制系统在应对突发情况时反应不够迅速,容易影响生产效率。
此外,系统能耗较高,不符合当前绿色、环保的生产理念。
因此,对自动辊缝控制系统进行优化显得尤为重要。
三、自动辊缝控制系统优化策略针对包钢4100mm宽厚板轧机自动辊缝控制系统的现状,本文提出以下优化策略:1. 引入先进的控制算法:采用先进的控制算法,如模糊控制、神经网络控制等,以提高辊缝控制的精度和稳定性。
这些算法能够根据实际生产过程中的变化,实时调整控制参数,以适应不同的轧制条件和材料特性。
2. 优化系统结构:对自动辊缝控制系统的硬件和软件进行优化,提高系统的响应速度和处理能力。
例如,采用高性能的传感器和执行器,以及优化控制系统的人机界面,以提高操作人员的操作效率和准确性。
3. 引入智能诊断和预警系统:通过引入智能诊断和预警系统,实现对辊缝控制系统的实时监测和故障诊断。
一旦发现异常情况,系统能够及时发出预警,以便操作人员迅速采取措施,避免生产事故的发生。
4. 节能降耗:通过优化控制策略和改进设备结构,降低自动辊缝控制系统的能耗。
例如,采用变频调速技术,根据实际需要调整电机转速,以实现节能降耗的目的。
宽厚板自动控制系统优化

宽厚板自动控制系统优化
吕霞
【期刊名称】《冶金丛刊》
【年(卷),期】2016(000)002
【摘要】通过对宽厚板生产线自动化系统优缺点进行分析,在适应当前生产模式的基础上,对影响生产效率和产品质量的控制逻辑进行优化。
通过采取热装热送时钢坯的温度实时上传功能、开发装炉钢坯防掉落程序、开发轧机TDC系统快停控制屏蔽功能、开发强制非冷控制功能、完善钢板返红温度提取策略等措施,使其适应当前生产的要求。
【总页数】4页(P23-26)
【作者】吕霞
【作者单位】山东钢铁股份有限公司莱芜分公司自动化部,山东莱芜271104【正文语种】中文
【中图分类】TF333.3
【相关文献】
1.宽厚板MULPIC控制系统优化 [J], 邱芳
2.宽厚板双边剪控制系统优化 [J], 吕霞
3.宽厚板加热炉出钢跟踪定位控制系统优化 [J], 刘疆
4.宽厚板自动控制系统优化方案的相关研究 [J], 刘虎成;韩学敏
5.宽厚板厂自动控制系统优化 [J], 刘松林
因版权原因,仅展示原文概要,查看原文内容请购买。
宽厚板厂2500区精整北线控制系统优化及新功能开发

宽厚板厂2500区精整北线控制系统优化及新功能开发针对检修公司提出“零设备影响时间”的方针政策,轧钢部根据宽厚板厂关键装备性能的深度挖潜改进分析和工艺流程的进一步匹配设计,提出了精整北线控制系统优化升级,配合产线开发新功能的技术方案。
标签:宽厚板厂;2500区;精整北线;控制系统;优化;新功能开发引言2500区精整北线自2006年5月投入使用以来,设备运行正常,各项参数达到了设计要求,经不断进行改造、挖潜,实现了一键式剪切系统自动运行。
但随着对产量和质量要求的不断提高,精整北线的剪切质量和顺畅与否已成为制约生产提高的“瓶颈”,主要表现在以下几个方面:a、双边剪控制系统出现“跑偏”现象,造成钢板定位不准。
b、定尺剪控制系统随着定尺机投用,操作人员发现许多不便,例如:误操作导致定尺机减速机构损坏事故;剪切钢板时必须转动辊道才能保证钢板不短尺;只能统计钢板的张数等问题。
c、传送辊道控制系统在线使用的变频器AB1336F现已停产,备件基本上已经用完,如果变频故障,则无法恢复,影响产线正常运行。
d、喷号机控制系统原采用先喷钢板头部,再侧喷的方式进行喷印,制约了生产的节奏,产线要求开发新功能。
因此,针对以上问题对精整北线控制系统优化升级,配合产线开发新功能对稳定运行具有重要的意义。
1概述随着用户对产品实物质量的要求与期望值越来越高,精整生产工艺越来越重要。
济钢宽厚板厂2500区拥有两条精整线,但是由于老线设备陈旧磨损严重,剪切精度达不到要求,现在85%的钢板都走精整北线。
精整北线于2006年5月投入使用以来,大部分主体设备和控制技术基本全部由国外引进。
具有全自动剪切控制功能,剪切能力高达5000吨,能剪切的钢板规格范围是:厚6---100mm、宽1500---2500mm、长5000---20000mm,宽厚板厂剪切控制系统是2500mm剪切自动控制系统的核心部位。
该系统是由西马克公司负责研制开发并施工的,该系统具有的主要功能有:剪切控制模型的计算、钢板传送定位、人机接口(HMI)、各种剪切数据信息实时跟踪等功能。
宽厚板自动控制策略优化

宽厚板自动控制策略优化摘要:宽厚板生产中的质量问题较多,因此,必须要对宽厚板自动控制系统进行优化,以此来提高宽厚板产品的质量。
本文重点阐述了宽厚板自动控制策略与优化效果。
关键词:宽厚板;自动控制;优化效果近年来,随着经济的发展,机械、电子、军工、造船等各轻重工业对宽厚板的需求日益增加。
随着用户对产品质量、品种、性能等方面要求的日益提高,其质量指标也已达到了较高的程度。
一、轧制基础理论传统轧制理论是以理想的轧制过程为理论基础的,而实际上理想的轧制过程不可能实现。
首先,轧辊不是一个理想的圆柱体,板形控制要求研究轧辊的凸度,既有辊型设计时采用的原始凸度,也有热凸度和磨损凸度,特别是近年来还为一些特定的轧辊设计了凸度曲线,如CVC轧辊就是连续可变凸度轧辊;其次轧辊远不是刚体,轧制力作用下,轧辊不但会产生弹性挠曲,而且还有弹性压扁;再次,轧件带来的热量会引起轧辊的热膨胀。
尽管有限元法等数值计算方法的出现,提供了一种对轧制过程进行三维分析的有力工具,但要想精确处理轧制过程中轧件弹塑性变形、轧机弹性变形与热变形、轧件与轧机的温度变化、轧件内部的组织性能变化、系统的动态时变特性等问题,绝不是一蹴而就的事情。
可见传统的轧制理论已远不能满足现代轧制技术发展的需要,实践呼换着新的、更为有力的方法出现。
另外,轧件密度、温度及各方向的塑性是不均匀的。
导致厚板厚度控制偏差过大的一个重要原因是轧件温度分布的不均匀性。
沿钢板长度方向轧件横断面的温度差异,不仅会导致钢板发生边部波浪,而且会对轧件内部的组织性能产生较大影响。
二、优化方案的实施1、加热炉温度控制。
宽厚板轧钢对出现较多的钢板存在麻点、非金属夹杂、裂纹、龟裂等表面质量问题。
经过考察分析,发现与加热炉加热不均匀、加热时间过长、加热速度控制不当,即加热炉温度控制缺陷关系密切,为此制定了温度控制方案。
采取的措施是使用模糊管理程序,该程序能较好地使调控装置按实际运行情况确定传统的PI(比例积分)参数。
莱钢宽厚板冷却控制系统优化

莱钢宽厚板冷却控制系统优化李克; 孟帅【期刊名称】《《电子测试》》【年(卷),期】2013(000)007【总页数】2页(P81-82)【关键词】MULPIC; 系统优化; 冷却控制【作者】李克; 孟帅【作者单位】山东莱芜集团钢铁公司自动化部 271104【正文语种】中文0 前言控制冷却是当今宽厚板生产提高产品质量、开发高附加值产品最关键的工艺技术,通过计算机控制,对轧后钢板在线进行加速冷却,以控制钢铁材料在冷却过程中的相变过程,使钢板获得高的强度和良好的韧性。
莱钢宽厚板生产线的加速冷却设备(简称MULPIC)位于精轧机之后、热矫直机之前。
从技术和设备上来说这是一套非常先进的设备,但是在生产中仍然有许多因素制约着产品冷却控制精度。
比如终轧温度不稳定、温度数据采集不准确、模型参数范围过大等均造成了产品冷却控制精度的降低。
围绕以提高莱钢4300mm宽厚板产品质量为目的,对影响宽厚板冷却控制精度的MULPIC加速冷却控制系统进行自动化技术的研发工作。
1 优化方案的确定影响终冷温度的因素多而复杂,如钢板的材质、厚度、速度,冷却水的水量、水压、水温及水流运动形态,终轧温度,热传导、对流辐射的条件,层流冷却装置的设备状况,控制模型的计算精度等等。
我们根据现场实际生产情况,对莱钢宽厚板冷却控制系统开展了以下几项优化工作:MULPIC水冷区水阀校准及标定、提高钢板温度数据采集准确性、重新划分钢板厚度范围并优化部分控制参数和修改自适应模型保持计算稳定性。
2 优化方案的实施2.1 MULPIC水冷区水阀校准及标定MULPIC 水冷区域中最多的设备是气动水阀,这些水阀直接对冷却水流量的大小起作用。
所以保证阀门动作的准确性是对水冷控制最优因素研究的一项基本工作。
通过对现场反复测试,设计了上标定和下标定两种方式,即让水阀在正常空气压力和水流量压力条件下,按照固定的阀开口度依次递增或递减,从而得到一系列有规律的数据,并将这些数据上传保存在程序中。
包钢宽厚板MES系统优化

包钢宽厚板MES系统优化【摘要】文章介绍了包钢薄板厂宽厚板MES系统运行情况和出现的问题,并详细阐述了针对整个系统的优化方式和原理。
【关键词】MES;数据库;中间件;优化1.问题的提出包钢宽厚板MES于2007年年底与生产同步上线,系统的投入运行在生产质量控制方面起着举足轻重的作用,但随着系统的的使用,新需求的提出和改进再所难免,上下互联的系统间的交互业务非常频繁,用户多,访问量非常大。
作为业务支撑的软件系统也处于不断的改进和变化之中。
该系统数据库经过一段时间的运行以后,随着数据库表规模的不断扩大,数据量的不断积累和增加,应用程序访问的改进和变化,其性能随着使用时间的延长而逐步呈现下降的趋势,所以对该系统数据库的性能优化有着重要的意义。
2.MES系统构成宽厚板MES系统的主机平台采用两台IBM公司UNIX小型机P55A,组成集群(Cluster)结构的高可用硬件平台,一台作为数据库服务器,另一台作为应用服务器。
每台服务器配置4路1.65GHz CPU,内存为8GB,内置2块73GB 硬盘。
两台P55A服务器采用双机热备份的方式,当一台服务器故障时,由HACMP集群软件提供的自动切换功能使另一台服务器可自动接管故障服务器的功能,保证整个主机系统不间断地运行。
两台服务器之间用专用快速通道互连构成Cluster集群系统的高速心跳线,并共享一套磁盘阵列,以保证应用系统的高可用性。
数据库采用ORACLE公司的10g企业版数据库,极大地提高了系统的可靠性及处理能力,保证系统持续运行。
系统中间件软件采用BEA公司TUXEDO 8.1交易中间件。
与相关外部系统之间的通信采用基于TCP/IP SOCKET 协议的XCOM通讯中间件进行电文通讯,软件则是采用C/M/S三层架构方式,前台采用流行的.net开发,实现用户UI画面,操作简便易行,前台把用户的请求转化为与TUXEDO中间件的数据交互。
中间件TUXEDO,它具有高可靠性,负载平衡等优点,它屏蔽了底层操作系统的复杂性,使程序开发人员变得简单统一,大大减少程序设计的复杂性。
宽厚板双边剪控制系统优化
宽厚板双边剪控制系统优化吕霞【摘要】This paper analyzes the double side trim shear control system problem such as defects in shear sequence control, inaccuratetracking,network fault difficult to processing,and unstable signal. We adopt optimized shear sequence control, tracking control, applications based on bus Profibus-DP technology, detecting element redundant configuration optimization measures, such as make the system more complete, the equipment running more stable and improve the bilateral shear automation control level and cut rate. Product yield was increased by 5%, template damage rate was dropped to zero, and 108 000 kW·h power consumption can be saved a year.%分析了宽厚板双边剪控制系统存在的剪切顺控不合理、跟踪不准、网络故障排除困难、信号不稳等问题,采用优化剪切顺控、跟踪控制,应用基于总线的Profibus-DP技术,检测元件冗余配置等优化措施,使系统功能更加完善,设备运行更加稳定,提高了双边剪自动化控制水平和剪切速率,产品成材率提高5%,模板损坏率降至0,每年可节约电耗108000 kW·h。
MULPIC快速冷却装置在宽厚板生产中的应用
MULPIC快速冷却装置在宽厚板生产中的应用【摘要】本文介绍了鄂钢宽厚板厂MULPIC快速冷却装置的设备配置、工艺特点及目前运行状况,并就宽厚板实际生产冷却过程中冷后板形不良问题进行了分析并提出了相应解决措施,最终稳定控制了冷却后钢板板形,同时针对该系统提出了相应的生产、维护建议。
【关键词】MULPIC 冷却冷却后板形维护1.前言随着我国经济高速发展及对宽厚板产品质量要求的提高,采取轧后控制冷却技术已成为提高宽厚板产品质量的重要技术措施。
鄂钢宽厚板厂MULPIC快速冷却装置由西门子奥钢联(SVAI)设计供货,外方在调试MULPIC快速冷却装置后,钢板的DQ和ACC最大冷却速率及终冷温度得到了保证,但厚度≤40mm钢板虽然经ACC处理后板形一直不稳定,达不到相关产品技术条件对板形不平度的要求。
同时,对于如何加强MULPIC快速冷却装置的设备、功能维护保证设备功能正常运行,也会极大程度上影响宽厚板厂顺利达产和提高产品竞争力。
2.MULPIC快速冷却装置介绍鄂钢4,300mm宽厚板厂引进西门子奥钢联MULIPIC快速冷却装置采用带有边部遮蔽和水凸度控制的可变流量水枕式冷却集管,上下各布置24根集管,分为4个区,每区6m,全长24m。
冷却钢板宽度范围为1300~4250mm,最大钢板冷却厚度为150mm,最大钢板冷却长度为52m,钢板冷却时通过速度0~±2.5m/s 可调。
MULPIC快速冷却装置可作为ACC (加速冷却)和DQ(在线淬火)设备使用。
DQ段为装置的第一区(BANK A),另外三个区(BANK B,C,D)为ACC冷却区。
其中第一区也可以作为ACC冷却使用。
具体参数如表1示。
表1 MULPIC快速冷却装置基本参数ACC区参数DQ区参数ΔT=300℃低碳锰钢ΔT=600℃低碳锰钢20mm厚最大冷速约30℃/秒20mm厚最大冷速约45℃/秒50mm厚最大冷速约10℃/秒50mm厚最大冷速约11℃/秒平均流量约7745立方米/小时,1.5bar压力集管在A区顶、底部集管上增大水压峰值流量约13496立方米/小时,1.5 bar压力高峰流量约7070立方米/小时,5bar压力区间喷射900立方米/小时,在10bar压力MULPIC快速冷却装置中,所有上集管都可按区域进行高度调整。
《包钢4100mm宽厚板轧机自动辊缝控制系统优化》范文
《包钢4100mm宽厚板轧机自动辊缝控制系统优化》篇一一、引言在钢铁生产过程中,轧机作为关键设备之一,其性能的优劣直接影响到产品的质量和生产效率。
包钢作为国内重要的钢铁企业,其4100mm宽厚板轧机在生产过程中扮演着举足轻重的角色。
然而,随着生产需求的不断提高和市场竞争的加剧,原有的自动辊缝控制系统已无法满足高精度、高效率的生产要求。
因此,对包钢4100mm宽厚板轧机自动辊缝控制系统进行优化,提高其控制精度和稳定性,成为当前亟待解决的问题。
二、包钢4100mm宽厚板轧机自动辊缝控制系统的现状及问题包钢4100mm宽厚板轧机自动辊缝控制系统在运行过程中,存在以下问题:1. 控制精度不高:由于系统对参数的调节不够精确,导致轧制产品的厚度和宽度波动较大,影响产品质量。
2. 稳定性差:系统在运行过程中易受外界干扰,导致控制失效或波动,影响生产效率。
3. 自动化程度低:系统缺乏智能化的控制策略,无法实现自动化、智能化的生产管理。
三、自动辊缝控制系统的优化方案题,提出以下优化方案:1. 引入先进的控制算法:通过引入先进的控制算法,提高系统的控制精度和稳定性。
例如,采用模糊控制、神经网络控制等智能控制算法,实现对系统参数的精确调节。
2. 优化系统结构:对系统结构进行优化,提高系统的抗干扰能力。
例如,增加滤波器、优化传感器布局等措施,减少外界干扰对系统的影响。
3. 引入自动化、智能化的控制策略:通过引入自动化、智能化的控制策略,实现系统的自动化、智能化生产管理。
例如,采用数据挖掘技术、机器学习等技术,对生产数据进行分析和预测,实现智能调度和优化。
四、实施效果经过对包钢4100mm宽厚板轧机自动辊缝控制系统的优化,实现了以下效果:1. 提高控制精度:优化后的系统能够实现对参数的精确调节,使轧制产品的厚度和宽度更加稳定,提高了产品质量。
2. 提高稳定性:通过优化系统结构和引入抗干扰措施,提高了系统的稳定性,减少了运行过程中的波动和故障。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 前
言
时, “ F L O W O N ” 信号 置 1 , 延时t 时间后 , A区开始 建
立流量 , 如图 1 所示 。
近 年来 , 随着 宽厚 板 生产 线技 术研 究 的深入 发
展, 要 求 自动 控 制 系统 的控制 精 度 不 断提 高 , 控 制 系统 工 艺 自动 化 也需 要 不 断升 级 优化 , 应用 MU L — P I C 控 制 系统对 钢板进 行冷 却控 制 已经是 现代 轧钢 的一个 基本 的控制 手段 , 因此 , 研究 MU L P I C 控 制系
优 化前 MU L P I C系统 的 控制 逻 辑 中 , 区域 分离 喷射 的开启 逻 辑 只在冷 却段 的头 尾进 行 喷射 , 不 能
满 足 分 段冷 却 的要 求 , 其逻辑为: 第1 组( 在 A区之 前) , 只要该 钢板 是水 冷钢板 , 进入 MU L P I C区域后 , 第1 组 阀 门就 打 开 , 直到 钢 板 离 开水 冷 区域 。第 2
3 _ 2 区域 隔离 阀控 制逻辑 优化
3 优 化实施
3 . 1 优化 MU L P I C冷却水 开 闭时序 使用 “ 位置+ 速度” 耦 合 技术 延时 触发 集管 预 填
充 的控 制 功能 。 当钢 板 头部 跟 踪位 置 到达 2 4 0 n l
收 稿 日期 : 2 01 4 — 1 1 — 1 O
型计 算得 出的n ] , 而 由于多种 原 因 , 该 设定 值并 不能
完 全满 足现 场需 求 , 而且 没有 操作 人 员 的手动 修正 功能 , 影 响了头尾冷却 效果 和产 品质量 。
在 原有 的西 门子 s 7 — 4 0 0 P L C 控 制 系 统 中编写 程序口 , 并 通过 模 拟 轧制 技术 对 新功 能进 行 在 线测 试 后投入使 用 。
1 ) MU L P I C系统 A \ B \ C \ D 4 个 区的集管预 填充 的
度 来计算 从 A区到 B区 、 C区 、 D区所需要 的 时间 , 分
别 延时触 发 B区、 C区 、 D区集管 预填充 时机 , 针对不 同规 格 、 不 同速 度设 定 的 钢板 进 行 数 据分 析 , 总结
第3 7 卷 第1 期 2 0 1 5 年2 月
山 东 冶 金
S h a n d o n g Me t a l l u r g y
Vo 1 . 3 7 No . 1 Fe b r u a r y 2 01 5
宽厚板 MU L P I C控 制 系统优化
邱 芳
( 山钢股份莱芜分公司 自动化部 , 山东 莱芜 2 7 1 l O 4 ) 摘 要: 结合莱钢 宽厚板 生产线实 际情况 , 利用“ 位置 + 速度 ” 耦 合技术优化 MU L P I C 冷却 水开闭时序 和区域隔离 阀控制 逻
辑, 实现 了钢坯 的终 冷温度和冷却速度 的精确控 制 , 有效抑制钢 坯长度方 向的温 度波动 , 各个钢种终 冷温度在 目标温度 ±
3 0℃命 中率提 高到了9 4 . 2 5 %, 且提高了钢板的性能。
关键词 : 耦合技 术 ; 控制 系统; M U L P I C ; 跟踪
中图分类号 : T G 3 3 4 . 9 文献标识码 : B 文章编号 : 1 0 0 4 — 4 6 2 0 ( 2 0 1 5 ) 0 1 — 0 0 5 0 - 0 2
t = t l + ( 2 7 3 ~ 2 5 2 ) / v 一 1 3 ,
触发 时机 是单 纯位 置触 发方 式 , 需冷 却钢 板 头部位
置 到达 2 4 0 I T I 处时 , 触 发 所有 集 管进 行 预填 充 并 达
到设 定 流量 。但 不 同规 格 的钢板 , 辊 道速 度设 定不
由于 A / B / C / D 4 个 区相 邻 两 区之 间 的距 离 为 6 i n , 可推导 出/ B / C / D区集管 预填充 的延 时时间公式 , B区预 填充延 时为 : t = t + ( 2 7 3 — 2 5 2 + 6 ) / v 一 1 3 ;
C区预填充 延时 为 : t = t + ( 2 7 3 — 2 5 2 + 1 2 ) / v 一 1 3 ; D区预填 充延 时为 : t = t 。 + ( 2 7 3 — 2 5 2 + 1 8 ) / v 一 1 3 。
一
出延时 t 的计算公 式 :
图1 MUL P I C区 域 示 意 图
统, 提高 冷却命 中率显得格 外重要 。
4 个 区集 管喷 射 的时 间计 算 : A \ B \ C k D 4 个 区集
管 独立 控制 , 根 据各 区域 之 间的距 离 和钢 板设定 速
2 存 在 的主要 问题
理 的负 荷 。而 且 A \ B \ C \ D 4 个 区 的集 管预 填充 的触 发 时机 是 不 分先 后 , 同样 造 成 了 大量 冷 却 水 浪费 ,
增加 了系统 能耗 。
2 ) 区域 隔离 阀控制 逻辑 不合 理 , 只在冷 却段 的 头尾 开启喷射 , 影 响冷 却控制 精度和 产 品质量 。 3 ) 在原 控 制 系 统 中 , 头 部 遮挡 的长 度 、 尾 部 遮 挡长度 、 遮挡量 、 斜 坡 长度 等 设 定值 都 是 由二级 模
同, 对 于 速 度较 小 的 钢板 , 以 目前 的控制 方 式 会 造
成 大量 冷 却 水 浪费 , 既增 加 了能耗 , 又增 加 了水处
其 中: t 为钢板 头 部跟踪 从 2 4 0 n l 到2 5 2 n l 所用 的时 间, s ; 为 钢 板 头部 跟踪 到 达 2 5 2 m时 的瞬 时速 度 , m/ s ; 1 3 为从 开 始 建 立 流量 到 流 量 达 到设 定 值 且 数 值 稳定所 需 的最 大 时间 , s 。