theory_v_gb_050400CH(CPC纠偏原理)
epc纠偏工作原理

epc纠偏工作原理EPC纠偏工作原理。
EPC(Electronic Power Control)系统是现代汽车上的一项重要技术,它通过对发动机的电子控制,实现了对发动机动力输出的精确控制,从而提高了汽车的燃油经济性和驾驶性能。
而EPC纠偏工作原理则是EPC系统中的一个重要环节,下面我们将详细介绍EPC纠偏工作原理。
EPC纠偏是指通过对发动机的电子控制单元(ECU)进行实时监测和调整,使发动机的输出动力始终保持在最佳状态,从而提高汽车的燃油经济性和驾驶性能。
EPC系统通过多个传感器实时监测发动机的工作状态,包括气门位置、节气门开度、进气压力、进气温度等参数,然后将这些数据传输给ECU进行分析处理。
ECU根据这些数据,通过调整点火时机、喷油量、气门开度等参数,来实现对发动机输出动力的精确控制。
EPC纠偏工作原理的核心是对发动机工作参数的实时监测和调整。
当发动机工作参数发生偏差时,ECU能够迅速作出反应,通过调整相关参数来纠正偏差,使发动机输出动力保持在最佳状态。
这种实时监测和调整的工作原理,使得EPC系统能够在不同工况下对发动机进行精确控制,从而提高汽车的燃油经济性和驾驶性能。
另外,EPC系统还具有自适应学习功能,它能够根据车辆的使用情况和环境的变化,不断优化发动机的工作参数,以适应不同的驾驶需求和工况变化。
这种自适应学习功能使得EPC系统能够更加精准地对发动机进行控制,进一步提高了汽车的燃油经济性和驾驶性能。
总的来说,EPC纠偏工作原理是通过对发动机工作参数的实时监测和调整,实现对发动机输出动力的精确控制,从而提高汽车的燃油经济性和驾驶性能。
这种工作原理不仅能够适应不同的驾驶需求和工况变化,还具有自适应学习功能,能够不断优化发动机的工作参数,使得EPC系统能够更加精准地对发动机进行控制,为汽车的驾驶提供更加优越的动力输出和驾驶性能。
带材纠偏系统的工作原理
带材纠偏系统的工作原理带材纠偏系统是一种用于控制和调整带材运行轨迹的设备,广泛应用于印刷、卷材加工、纺织等行业。
它通过精确的传感器和控制系统,监测和调整带材的位置,使其保持在预定的轨道上运行,从而提高生产效率和产品质量。
本文将详细介绍带材纠偏系统的工作原理。
带材纠偏系统主要由传感器、控制器和执行机构组成。
传感器负责实时监测带材的位置,控制器根据传感器的反馈信号判断带材是否偏离轨道,并通过执行机构进行调整。
传感器通常采用非接触式的光电传感器或激光传感器,安装在带材运行轨道的两侧。
传感器能够实时感知带材的位置,将监测数据传输给控制器进行处理。
控制器是带材纠偏系统的核心部件,它根据传感器的信号进行计算和判断,确定带材的偏移程度和方向,并生成控制信号。
控制器通常采用微处理器或PLC(可编程逻辑控制器)等电子设备,具有高精度和快速响应的特点。
执行机构是带材纠偏系统的动力部分,负责根据控制信号对带材进行调整。
常见的执行机构有电动滚筒、气缸和液压缸等。
执行机构通过调整带材的张力或改变带材的轨道来实现纠偏效果。
带材纠偏系统的工作原理是:当带材偏离预定轨道时,传感器会检测到带材的位置偏差,并将这一信息传输给控制器。
控制器根据传感器的反馈信号进行计算,判断带材的偏移程度和方向。
然后,控制器生成相应的控制信号,通过执行机构对带材进行调整。
执行机构根据控制信号的指令,改变带材的张力或调整带材的轨道,使其恢复到预定的位置。
带材纠偏系统的工作过程是一个闭环控制系统。
传感器不断感知带材的位置,将这一信息反馈给控制器;控制器根据传感器的信号进行计算和判断,生成控制信号;执行机构根据控制信号对带材进行调整;带材的位置发生变化后,传感器再次感知并反馈给控制器,从而形成一个循环。
带材纠偏系统的优点在于能够实现高精度和快速的纠偏效果。
传感器能够实时监测带材的位置,控制器能够快速计算和判断带材的偏移情况,并通过执行机构进行调整。
这种闭环控制系统能够自动纠正带材的偏移,使其保持在预定的轨道上运行,从而提高生产效率和产品质量。
CiteSpace中文手册
如果你愿意引用本手册,格式如下: 李杰. CiteSpace 中文版指南. 网址[EB/OL][YYYY-MM-DD].2015 年
CiteSpace 中文版指南
李杰
首都经济贸易大学 安全与环境工程学院
个人主页:/u/jerrycueb E-mail:lijie_jerry@
2 中文 CNKI 数据的分析实践...................................................................................................... 15 2.1 CiteSpace 数据转换功能区 ................................................................................................ 15 2.2 CNKI 数据分析 .................................................................................................................... 16
haccp的七大原理——五纠偏措施(精)
产品:冻鳕鱼片 CCP:金属探测 HA:金属碎片 CL: 直径超过 2mm铁金属或 3mm非铁金属
— 9—
HACCP计划工作表
食品营养与检测专业教学资源库
名称:
地址:
品名:
销售与贮藏方法: 预期用途与消费者:
签名:
日期:
(1) (2) (3) (4) (5) ( 6) (7) (8) (9) (10) 监 控 关键控 显著 每一预 纠正 记 验证 危害 防措施 什么 如何 频率 措施 录 制点 谁 (CCP) 的关键 限制?
原 理 五
2、叙述偏离情况
3、所采取的纠正措施和受影响产品的最终处理 4、负责人签字 5、必要时写出评价结果
— 8—
食品营养与检测专业教学资源库
纠正措施报告 大华水产公司 (福州市,江滨路1号) 日期:2005年1月10日 批号: 034 问题描述: 下午4:30,发现金属探测器不工作。 采取的措施: 立即停工检查,发现电源插座故障,更换插座 并将从上次记录到现在的所有产品重新作金属探测。 由于电源插座故障导致金属探测器不工作,应 定期检查金属探测器连线状况,避免再次出现上述 问题。 解决问题日期:2005年01月10日 目前状态: 其余的货可以被接受 监控人: 李 广 日期: 2005年1月10日 审 核: 江 海 日期: 2005年1月10日
— 10 —
食品营养与检测专业教学资源库
• 原理5 纠偏行动 纠偏行动:当发生偏差或不符合关键限值时采取的步骤 纠偏行动可不预先制定,但发生偏差时,必须制订纠偏 行动并予以实施。
原 理 五
— 11 —
食品营养与检测专业教学资源库
• 什么是偏差 1. 当达不到关键控制点的关键限值时,就会发生HACCP体 系偏差。 如,加热CCP的关键限值是该产品的内部温度必须达到 70℃且保持1分钟。当出现下列情况时,就会产生偏差:内 部温度达不到70℃; 内部温度在70℃或更高,但达不到1分钟,或加热没有问题, 但没有记录(没有保存记录) 2. 当确认活动显示监测操作不当时,也会出会偏差。例如: 经校准测试,温度计不准确; 监视CCP点员工监测方法不正确; 记录审查显示记录保存不当。
epc纠偏控制器原理
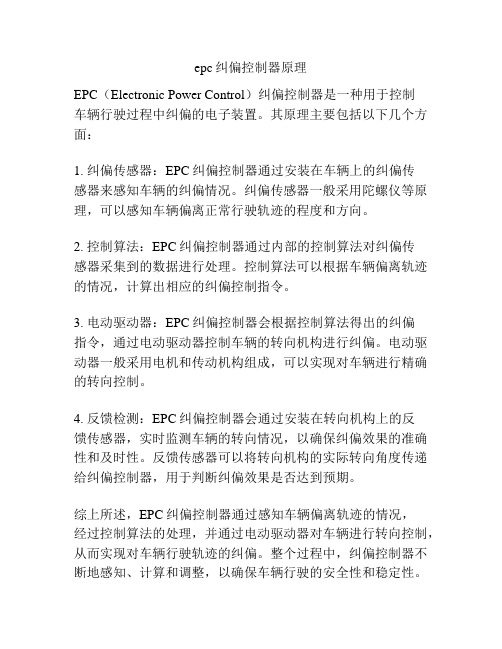
epc纠偏控制器原理
EPC(Electronic Power Control)纠偏控制器是一种用于控制
车辆行驶过程中纠偏的电子装置。
其原理主要包括以下几个方面:
1. 纠偏传感器:EPC纠偏控制器通过安装在车辆上的纠偏传
感器来感知车辆的纠偏情况。
纠偏传感器一般采用陀螺仪等原理,可以感知车辆偏离正常行驶轨迹的程度和方向。
2. 控制算法:EPC纠偏控制器通过内部的控制算法对纠偏传
感器采集到的数据进行处理。
控制算法可以根据车辆偏离轨迹的情况,计算出相应的纠偏控制指令。
3. 电动驱动器:EPC纠偏控制器会根据控制算法得出的纠偏
指令,通过电动驱动器控制车辆的转向机构进行纠偏。
电动驱动器一般采用电机和传动机构组成,可以实现对车辆进行精确的转向控制。
4. 反馈检测:EPC纠偏控制器会通过安装在转向机构上的反
馈传感器,实时监测车辆的转向情况,以确保纠偏效果的准确性和及时性。
反馈传感器可以将转向机构的实际转向角度传递给纠偏控制器,用于判断纠偏效果是否达到预期。
综上所述,EPC纠偏控制器通过感知车辆偏离轨迹的情况,
经过控制算法的处理,并通过电动驱动器对车辆进行转向控制,从而实现对车辆行驶轨迹的纠偏。
整个过程中,纠偏控制器不断地感知、计算和调整,以确保车辆行驶的安全性和稳定性。
RTG大车自动纠偏系统设计和纠偏策略
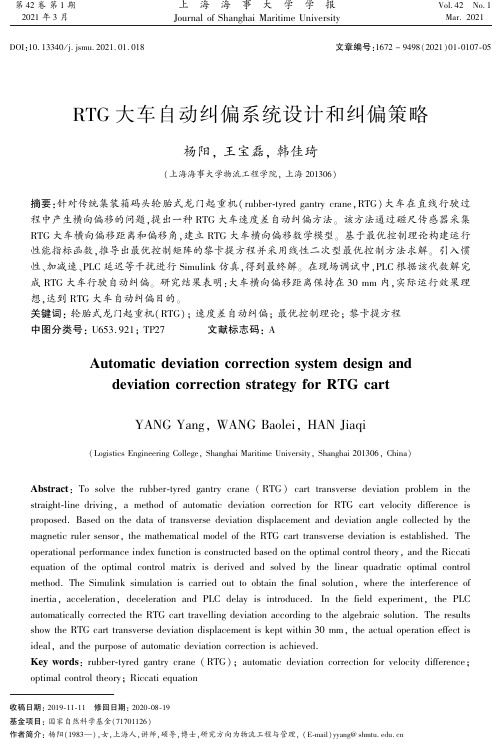
第42卷第1期2021年3月上㊀海㊀海㊀事㊀大㊀学㊀学㊀报JournalofShanghaiMaritimeUniversityVol.42㊀No.1Mar.2021DOI:10.13340/j.jsmu.2021.01.018文章编号:1672-9498(2021)01 ̄0107 ̄05RTG大车自动纠偏系统设计和纠偏策略杨阳ꎬ王宝磊ꎬ韩佳琦(上海海事大学物流工程学院ꎬ上海201306)摘要:针对传统集装箱码头轮胎式龙门起重机(rubber ̄tyredgantrycraneꎬRTG)大车在直线行驶过程中产生横向偏移的问题ꎬ提出一种RTG大车速度差自动纠偏方法ꎮ该方法通过磁尺传感器采集RTG大车横向偏移距离和偏移角ꎬ建立RTG大车横向偏移数学模型ꎮ基于最优控制理论构建运行性能指标函数ꎬ推导出最优控制矩阵的黎卡提方程并采用线性二次型最优控制方法求解ꎮ引入惯性㊁加减速㊁PLC延迟等干扰进行Simulink仿真ꎬ得到最终解ꎮ在现场调试中ꎬPLC根据该代数解完成RTG大车行驶自动纠偏ꎮ研究结果表明:大车横向偏移距离保持在30mm内ꎬ实际运行效果理想ꎬ达到RTG大车自动纠偏目的ꎮ关键词:轮胎式龙门起重机(RTG)ꎻ速度差自动纠偏ꎻ最优控制理论ꎻ黎卡提方程中图分类号:U653.921ꎻTP27㊀㊀㊀㊀文献标志码:A收稿日期:2019 ̄11 ̄11㊀修回日期:2020 ̄08 ̄19基金项目:国家自然科学基金(71701126)作者简介:杨阳(1983 )ꎬ女ꎬ上海人ꎬ讲师ꎬ硕导ꎬ博士ꎬ研究方向为物流工程与管理ꎬ(E ̄mail)yyang@shmtu.edu.cnAutomaticdeviationcorrectionsystemdesignanddeviationcorrectionstrategyforRTGcartYANGYangꎬWANGBaoleiꎬHANJiaqi(LogisticsEngineeringCollegeꎬShanghaiMaritimeUniversityꎬShanghai201306ꎬChina)Abstract:Tosolvetherubber ̄tyredgantrycrane(RTG)carttransversedeviationprobleminthestraight ̄linedrivingꎬamethodofautomaticdeviationcorrectionforRTGcartvelocitydifferenceisproposed.BasedonthedataoftransversedeviationdisplacementanddeviationanglecollectedbythemagneticrulersensorꎬthemathematicalmodeloftheRTGcarttransversedeviationisestablished.TheoperationalperformanceindexfunctionisconstructedbasedontheoptimalcontroltheoryꎬandtheRiccatiequationoftheoptimalcontrolmatrixisderivedandsolvedbythelinearquadraticoptimalcontrolmethod.TheSimulinksimulationiscarriedouttoobtainthefinalsolutionꎬwheretheinterferenceofinertiaꎬaccelerationꎬdecelerationandPLCdelayisintroduced.InthefieldexperimentꎬthePLCautomaticallycorrectedtheRTGcarttravellingdeviationaccordingtothealgebraicsolution.TheresultsshowtheRTGcarttransversedeviationdisplacementiskeptwithin30mmꎬtheactualoperationeffectisidealꎬandthepurposeofautomaticdeviationcorrectionisachieved.Keywords:rubber ̄tyredgantrycrane(RTG)ꎻautomaticdeviationcorrectionforvelocitydifferenceꎻoptimalcontroltheoryꎻRiccatiequation0㊀引㊀言㊀㊀轮胎式龙门起重机(rubber ̄tyredgantrycraneꎬRTG)是目前国内集装箱码头堆场搬运㊁装卸㊁堆垛等作业的专用机械ꎮ相比于轨道式龙门起重机(rail ̄mountedgantrycraneꎬRMG)ꎬRTG的机动性较好㊁通用性较强ꎬ可以进行跨箱区作业ꎮ由于RTG没有轨道约束ꎬ偏斜行驶会产生剐箱㊁撞箱等问题ꎬ甚至造成严重的损失ꎮ为实现码头自动化转型升级ꎬ对RTG的自动化改造的关键就是解决RTG大车自动纠偏问题ꎮ本文对RTG进行纠偏系统设计和纠偏策略研究ꎮ针对起重机大车行驶的自动纠偏改造ꎬ国内学者提出了不同的技术方案:闫德鑫等[1]利用GPS定位计算当前RTG大车的偏移距离ꎬ并根据偏移距离推算纠偏控制量ꎬ但是纠偏效果欠佳ꎮ图像识别法[2]通过在RTG大车直线行进方向上画参考线ꎬ利用图像识别器判定当前大车是否跑偏ꎬ但该方法未考虑纠偏系统的干扰㊁延迟等因素ꎬ而且图像处理易受天气影响ꎮ激光纠偏法[3]以堆场上的集装箱侧面之间的距离作为参考ꎬ判定大车是否跑偏ꎬ但是该方法未公开其纠偏控制系统的设计ꎬ无法判断纠偏效果ꎮ超声波法[4]利用超声波传感器测量RTG大车与参照物之间的距离ꎬ根据该测量距离与预设距离的比较结果发送不同的控制信号ꎬ但该方法同样未公开具体的纠偏控制系统ꎬ无法比较其纠偏误差范围ꎮ王科等[5]采用电控罗经与激光距离传感器相结合的纠偏方法ꎬ建立了基于航向角和激光偏差值的纠偏模型来规避RTG大车轮胎压力造成的影响ꎬ实现在RTG大车作业过程中对偏离方向的超前预测ꎬ并增加偏差补偿ꎬ将纠偏误差控制在200mm以内ꎮ洪辉等[6]基于RTG大车轮胎的速度差ꎬ单方面调整海侧或陆侧大车行驶速度ꎬ也可以同时对不同侧的大车进行不同的处理提高纠偏效率ꎮ其中ꎬGPS纠偏系统控制器负责纠偏方向和纠偏量的计算任务ꎬPLC和变频器仍然负责逻辑判断和数据传输ꎮ高强生等[7]认为PLC在RTG大车纠偏控制环节既能计算偏移量ꎬ又能对大车行驶状态进行动态实时调整ꎮ王吉明[8]考虑电气系统的安全性㊁稳定性和性价比ꎬ采用PLC实现了对造船龙门起重机的电气系统的具体控制ꎮ以上纠偏技术方案存在定位精度波动性大㊁纠偏反馈系统参数确定难度大㊁纠偏控制系统受外界环境干扰因素多等不足ꎬ导致纠偏误差较大ꎮ本文所提出的RTG大车自动纠偏方案ꎬ通过磁尺传感器采集横向偏移数据ꎬ重点是设计自动纠偏控制系统ꎬ建立RTG大车横向偏移数学模型和性能指标函数ꎻ采用最优控制理论以及Simulink求解横向偏移距离反馈和偏移角反馈ꎻ利用PLC实现RTG大车自动纠偏ꎬ且纠偏误差保持在30mm内ꎮ1㊀RTG大车横向偏移数学模型首先分析RTG大车的行驶状态ꎮ当RTG大车正常行驶时ꎬ其状态如图1a所示ꎬRTG大车两侧的轮胎速度v1(左轮前进速度)与v2(右轮前进速度)相同ꎬRTG大车沿着直线方向行驶ꎬ速度为vꎬ偏移角为0ꎮ当RTG大车偏斜行驶时ꎬ其状态如图1b所示ꎬ两侧轮胎速度v1与v2不相同ꎬRTG大车前后轮发生偏移ꎬ偏移角为θꎮ假设轮胎不会发生打滑ꎬ则左㊁右轮速度之间存在一个恒定的速度差Δvꎬ在这种情况下可认为RTG大车的内侧轮(图1b中右侧的两个轮)和外侧轮(图1b中左侧的两个轮)绕同一中心点做圆周运动ꎮ假设内侧轮圆周运动的半径是Rꎬ则外侧轮圆周运动的半径是R+b(其中b是RTG大车的跨距)ꎮRTG大车在做圆周运动的过程中ꎬ会产生一个横向分速度ꎬ本模型用vx表示该变量ꎮa)正常行驶㊀b)偏斜行驶图1㊀RTG大车行驶状态示意图㊀㊀RTG大车的偏移程度由两个量反映:偏移角θ和横向偏移距离xꎮ当左㊁右轮的速度差Δv发生变化时ꎬθ和x都会发生变化ꎬ因此本模型的目标之一是探讨Δv㊁θ和x之间的关系ꎮθ和x都是随时间t不断变化的ꎬ因此本文所建立的模型是动态微分状态方程ꎮ在模型中ꎬ用ω表示RTG大车做圆周运动的角速度ꎬ用vx表示RTG大车的横向偏移速度ꎮ因此ꎬ本文需研究θ与ω以及vx与x的关系ꎮ如图1所示ꎬ假设RTG大车当前左轮的速度为v1ꎬ右轮的速度为v2ꎬ且RTG大车向右侧偏移ꎮ经过一段时间Δt后ꎬRTG大车两侧轮胎行驶的路程分别为v1Δt和v2Δtꎮ根据线速度与角速度的关系ꎬRTG大车左㊁右轮转过的角度相同ꎬ路程之比等于半径之比:v1Δtv2Δt=R+bR⇒R=bv2v1-v2(1)801上㊀海㊀海㊀事㊀大㊀学㊀学㊀报㊀㊀第42卷㊀根据线速度与角速度的关系ꎬ推导出RTG大车角速度:dθdt=v2R=Δvb(2)当θʈ0ʎ时ꎬsinθʈθꎬ横向偏移速度vx=θvꎬ将角速度和线速度公式转化为空间状态方程:ωvxæèçöø÷=00v0æèçöø÷θxæèçöø÷+Δvb(3)式中:等号右侧第1项为观测量的线性形式ꎬ其中θ和x为模型的观测量ꎻ等号右侧第2项为控制量ꎮ由于系统是可观测的ꎬ且状态变量θ和x都可直接观测ꎬ可建立如下的观测方程:y1y2æèçöø÷=1001æèçöø÷θxæèçöø÷(4)式中:y1和y2分别为状态观测中偏移角θ和偏移距离x的输出ꎮ构建控制增益矩阵Kꎬ利用K与状态变量线性组合ꎬ得到控制向量u(t):ut=Kx1x2æèçöø÷=K1001æèçöø÷-1y1y2æèçöø÷(5)式中:x1和x2表示当前系统状态ꎮ本模型的最终控制目的如下:(1)使得RTG大车中心最终保持在车道中心上ꎬ即横向偏移距离为0ꎻ(2)使得RTG大车最终偏移角为0ꎻ(3)使得纠偏调整时间尽可能短ꎬ角度震荡和横向超调尽可能小ꎻ(4)使得纠偏调整过程中偏移角尽可能小ꎮ根据以上目标ꎬ建立性能指标函数:Ju=12xTtf P xtf+12ʏtft0(xTtQtxt+uTt Rt ut)dt(6)式中:Ju为性能指标ꎻt0为起始时刻ꎻtf为有限的终端时刻ꎻxt为t时刻观测值ꎻxtf为终端时刻观测值ꎻP为半正定矩阵ꎻQt为半正定矩阵ꎻRt为正定矩阵ꎮ12xTtfP xtf反映系统的最终误差ꎬ表示RTG大车最终的偏移角和横向偏离距离ꎮ12ʏtft0(xTtQtxt+uTtRt ut)dt表示在整个过程中让RTG大车偏移和功耗最少ꎬ其中:第一项表示运行过程中的偏移角和横向偏移距离ꎬ其积分表示整个运行过程中的偏移角和横向偏移距离最小ꎬ防止来回摆动ꎻ第二项表示运行过程中的速度改变量ꎬ其积分表示整个运行过程中的速度改变量最小(速度改变量越小ꎬ功耗越少)ꎮ在性能指标的基础上寻找ut的最优值^utꎬ使性能指标函数取得最小值ꎮ最优控制矩阵的状态方程为̇xt=A xt+B utꎬxt0=x0(7)式中:̇xt为xt的导数ꎻA和B为常数矩阵ꎬ可以保证系统时变和系统最优反馈增益时变ꎬ采用代数方程组的迭代算法得到数值解ꎮ由于RTG大车纠偏的关键是调节停止时的横向偏移距离和偏移角ꎬ故可以设置tfң+¥ꎬ以保证最终状态变量(横向偏移距离和偏移角)趋于稳态值0ꎮ在此过程中(最终)状态变量的变化率逐步减小ꎬ因此最优增益矩阵Pt趋近于常值矩阵Pꎬ即̇Pң0ꎮ将黎卡提方程简化为代数方程:PtAt+ATtPt+Qt-PtBtR-1tBTtPt=0(8)㊀㊀由于模型状态方程中含有大车速度vꎬ即不同速度对应的矩阵At不同ꎬ因此还需要求解不同速度状态下的最优反馈增益ꎮ参数的取值规则如下:Bt取值为实际测量值ꎻRt和Qt为经验取值ꎬ主要目标为控制RTG大车运行稳定性ꎻAt值由RTG的运行速度决定ꎮ通过计算得出RTG大车横向偏移距离增益值Kx为常数ꎬ而偏移角的增益值Kθ为一条接近直线的曲线ꎮ为便于PLC处理ꎬ将偏移角的增益值通过函数表达出来ꎮ通过偏移角与横向偏移距离的线性组合ꎬ计算得到RTG大车两侧轮胎速度差ꎮ将给定速度和速度差发给RTG大车的PLCꎬ即可实现RTG大车行驶自动纠偏ꎮ2㊀Simulink仿真和结果分析为测试最优控制矩阵的性能ꎬ在MATLAB的Simulink仿真实验中增加了许多现实中的噪声干扰ꎬ这些干扰在数学模型中没有体现ꎬ因此最优控制矩阵在仿真模型中的运行效果不一定是最优的ꎮ通过调整最优控制矩阵的参数ꎬ反复运行仿真模型ꎬ寻找最优的控制矩阵参数ꎬ仿真模型见图2ꎮ图2㊀最优控制矩阵性能仿真模型㊀㊀图2中:在1处观测偏移角θ和横向偏移距离x两个状态变量(根据这两个状态变量㊁偏移角的增益值Kθ和横向偏移距离的增益值Kxꎬ可以计算出Δv=Kθθ+Kxx)ꎻ在2处用饱和积分模型模拟RTG901第1期杨阳ꎬ等:RTG大车自动纠偏系统设计和纠偏策略大车加速环节ꎻ在3处用延时模块和惯性模块模拟RTG大车延迟响应和行驶惯性ꎻ在4处加入高斯白噪声模拟现实干扰ꎻ在5处模拟磁条铺设误差对RTG大车行驶的影响ꎮ第一次RTG大车仿真实验设置:大车运行速度为2m/sꎬ初始偏移角为0.1radꎬ初始横向偏移距离为0ꎻ大车的横向偏移距离x的增益值Kx=6.4ꎬ偏移角θ的增益值Kθ为6.282v+19.87ꎮ实验目标是将RTG大车调整到距离中心0.1m处ꎮ选择0.1m处目的是观测RTG大车的行驶状况ꎮ由图3可知ꎬ即使RTG大车的初始角度有所偏移ꎬ也可以将RTG大车纠正到直线方向并稳定向前行驶ꎮ图3㊀第一次RTG大车仿真实验㊀㊀第二次RTG大车仿真实验设置:大车运行速度为2m/sꎬ初始偏移角为0ꎬ初始横向偏移距离为-0.1mꎻ大车的横向偏移距离x的增益值Kx=6.4ꎬ偏移角θ的增益值Kθ为6.282v+19.87ꎮ实验目标是将其调整到中心处ꎮ由图4可知ꎬ在15s左右时纠偏完成ꎬ此后RTG大车的横向偏移距离在-0.01m到0.01m之间振荡ꎬ这表明本模型可以对横向偏移进行纠正ꎮ㊀㊀第三次仿真实验将RTG大车横向偏移距离x的增益值Kx调整为3.2ꎬ其他参数与第二次仿真实验的相同ꎬ仿真运行结果见图5ꎮ图4㊀第二次RTG大车仿真实验图5㊀第三次RTG大车仿真实验㊀㊀对比第二次与第三次仿真实验:在第二次实验中RTG大车经过15s左右进入稳定状态ꎻ在第三次实验中RTG大车经过30s左右进入稳定状态ꎬ但第三次实验中RTG大车横向偏移距离的振荡幅度比第二次实验的略低ꎮ这说明第二次仿真实验采用计算出的最优增益矩阵并不能达到最优目的ꎮ这是因为最优增益矩阵是在理想的数学模型下求得的ꎬ而仿真模型中引入了大量的干扰ꎬ如惯性㊁加减速㊁PLC延迟等ꎮ通过调整最优增益矩阵的值ꎬ可以减小振荡幅度ꎬ但会引入延迟ꎬ因此在现场测试中可通过调整最优增益矩阵使延迟时间和振荡幅度都在可接受的范围内ꎮ3㊀现场实验及分析根据仿真结果ꎬ横向偏移距离x的增益值Kx=3.2ꎬ偏移角θ的增益值Kθ为6.282v+19.87ꎮ取该纠偏参数在厦门海通码头10号RTG大车上进行测试ꎬ结果发现ꎬ由于现场磁场路面等环境的影响ꎬ将Kx调整为2.4时RTG大车自动纠偏的效果最好ꎮRTG轨距为26mꎬ基距9.8mꎬ现场使用的数据采集工具是CNS ̄MRS磁尺传感器ꎮ该传感器安装在大车车架上ꎬ可以精确定位磁钉位置ꎬ量程为ʃ20cmꎬ精度为1mmꎬ其中被检测的磁条铺设在RTG大车轮胎中心线下方ꎬ见图6ꎮ图6㊀RTG大车自动纠偏现场实验㊀㊀根据式(8)ꎬRTG大车跨距为bꎬ即B=1/b0æèçöø÷ꎬR=(1.667)ꎬQ=500200200100æèçöø÷ꎮ由于模型状态方程中含有大车速度vꎬ即不同速度对应的矩阵A不同ꎬ故还需要求解不同速度时的最优反馈增益ꎮ速度从0.1m/s开始改变ꎬ0.1m/s为步长ꎬ到4m/s结束ꎬA取值为A=00v0æèçöø÷ꎮ在RTG大车加减速的过程中ꎬ不能实施即时纠偏ꎬ因此需要将加减速过程拆分成多个阶段来执行ꎮ图7~10分别给出了在不同的RTG大车速度(vm为大车允许的最大速度)条件下进行纠偏的效果ꎬ以证明纠偏策略的有效性和稳定性ꎮ根据第1节的模型ꎬ按照RTG大车的行驶方向ꎬRTG大车左轮速度为v1ꎬ右轮速度为v2ꎮ图7是RTG大车速度为0.05vm时的纠偏结果ꎮ可以看出ꎬRTG大车在行驶过程中受到瞬间干扰ꎬ但是该干扰对整体纠偏没有太大影响ꎬ大车能通过调节快速进入稳定状态ꎮ大车右侧变频器输出给定轮胎速度v2为0.05vmꎬ如图所示直接提速到0.05vmꎮ在RTG大车行驶过程中ꎬ磁尺传感器反馈横向偏移距离x和偏移角θꎬ控制器根据Δv=Kθθ+Kxx得出对应的速度差Δvꎬ左侧变频器输出轮胎速度v1=∣v2-Δv∣实现纠偏ꎮ图7a表示RTG大车从开始运行到停止前的偏移ꎮ速度不能为负ꎬ则对左侧纠偏速度限幅0.05vmꎬRTG大车摆正后停车ꎮ011上㊀海㊀海㊀事㊀大㊀学㊀学㊀报㊀㊀第42卷㊀a)大车中心偏移㊀b)大车纠偏速度图7㊀RTG大车速度为0.05vm时的纠偏结果㊀㊀图8是RTG大车速度为0.5vm时的纠偏结果ꎮ图8显示ꎬRTG大车能保证在位置偏移30mm以内稳定运行ꎬ而不再偏移过大ꎮ在RTG大车加减速过程中ꎬ将给定速度拆分为多阶段给定ꎬ实现该过程RTG大车的纠偏控制ꎮa)大车中心偏移㊀b)大车纠偏速度图8㊀RTG大车速度为0.5vm时的纠偏结果㊀㊀图9是RTG大车速度为0.7vm时的纠偏结果ꎮ图10是RTG大车速度为vm时的纠偏结果ꎮ图10为了测试大车急停的稳定性ꎬ采用直接停车ꎬ最后RTG大车位置偏差在10mm以内ꎮa)大车中心偏移㊀b)大车纠偏速度图9㊀RTG大车速度为0.7vm时的纠偏结果a)大车中心偏移㊀b)大车纠偏速度图10㊀RTG大车速度为vm时的纠偏结果㊀㊀分析上述几次实验可知ꎬ智能纠偏策略对RTG大车运行无速度要求ꎬ即只要速度在0.05vm~vm范围内都可实现稳定纠偏ꎮ本纠偏策略对RTG大车行驶进行全自动纠偏ꎬ大车行驶纠偏有效ꎬ纠偏效果显著ꎬ可以投入现场作业使用ꎮ进入稳态后ꎬ位置偏差在30mm内波动ꎬ大车中心位置在0位波动ꎮ纠偏策略的特点有:进入稳定状态后ꎬ不会再有大角度偏移ꎻ只要RTG大车速度在0.05vm~vm范围内均能实现稳定纠偏ꎻ抗干扰能力强ꎮ4㊀结㊀论针对轮胎式龙门起重机(RTG)在直线行驶过程中的偏移问题ꎬ采用磁尺传感器对环境进行检测ꎬ建立了RTG大车横向偏移数学模型ꎮ该模型是关于横向偏移距离和偏移角的线性微分空间状态方程ꎮ提出一种利用最优控制理论实现RTG大车自动纠偏的方法ꎬ使得RTG大车能够实现自动纠偏ꎮ实验结果表明:本文所设计的纠偏控制系统运行效果良好ꎬ可以将RTG大车控制到轨道中心线的位置ꎬ且位置偏移可以控制在30mm以内ꎬ抗干扰能力强ꎮ本文提出的智能纠偏策略可以应用于传统码头的自动化改造ꎬ既能减少码头改造成本ꎬ又能避免人工纠偏精度低的问题ꎬ提高RTG大车运行的安全性ꎮ参考文献:[1]闫德鑫ꎬ李俊ꎬ潘金贵.GPS在轮胎吊自动驾驶中的应用[J].计算机工程与应用ꎬ2005ꎬ41(33):206 ̄210.DOI:10.3321/j.issn:1002 ̄8331.2005.33.063.[2]南通通镭软件有限公司ꎬ上海冠东国际集装箱码头有限公司.集装箱龙门吊位置图像识别与定位纠偏系统:201020106135.3[P].2011 ̄06 ̄29[2019 ̄11 ̄11].[3]上海海镭激光科技有限公司.轮胎吊行走定位纠偏及防撞的系统:201420312741.9[P].2014 ̄12 ̄10[2019 ̄11 ̄11].[4]青岛港(集团)有限公司.一种轮胎式集装箱龙门起重机的纠偏方法:200710015431.5[P].2007 ̄09 ̄19[2019 ̄11 ̄11].[5]王科ꎬ张福雷ꎬ严彩忠ꎬ等.基于电控罗经的轮胎式龙门起重机全自动纠偏方法[J].工业控制计算机ꎬ2019ꎬ32(1):17 ̄22.[6]洪辉ꎬ蒋旻.GPS技术在轮胎式龙门吊自动纠偏中的应用[J].集装箱化ꎬ2013ꎬ24(2):22 ̄26.[7]高强生ꎬ王曼.浅析PLC控制器在起重机自动纠偏系统中的作用[J].数控技术ꎬ2016(10):13 ̄13.DOI:10.19695/j.cnki.cn12 ̄1369.2016.10.008.[8]王吉明.造船龙门起重机电气控制系统的设计与应用[D].上海:华东理工大学ꎬ2011.(编辑㊀贾裙平)111第1期杨阳ꎬ等:RTG大车自动纠偏系统设计和纠偏策略。
纠偏原理及其应用

纠偏院里的分析与应用1带钢连续处理过程的跑偏分析工程设计和应用中,无论带钢形状的板形缺陷、塔形卷曲、处理线设备安装偏差及调整不当、处理工艺对带钢的影响等都会导致运动的带钢在生产线上发生偏移[2]。
各种形式的板形缺陷主要有:带钢断面形状、平坦度、带头焊接没对齐或偏斜。
当带钢在运动过程中,它的形状并不能得到纠正。
依照拱形的大小,会产生相应大小的跑偏。
设备精度包括转向辊、张力辊及活套车等安装精度、夹送辊压力不均、各种辊子辊面不均匀磨损等因素均会造成带钢横向跑偏。
根据带钢的运行行为,辊子上的带钢总是趋向于以90 o 的夹角垂直辊子轴线方向运行。
事实上,辊子轴线不平行,甚至带钢拱形都会导致带钢进人辊子的角度偏离90 o 。
偏离的大小,记为跑偏角。
那么,跑偏理论计算公式为:F = K·L·tanα( l ) 式中F——跑偏量,mm ;K——跑偏系数;L——自由带钢长度,mm ;α——跑偏角,度。
带钢的跑偏速度与带钢跑偏角、辊子的输送速度有关。
Vα=v k·V c·tanα(2)式中Vα——带钢跑偏速度,mm/s ;v k——跑偏速度系数,其大小与辊子表面状态、带钢与辊子包角等有关,理想状况下可取1.0 ;V c——辊子圆周线速度,mm/s;α——跑偏角,度。
实际上,各种辊子在长期运行过程中,由于单边磨损大而成锥形。
由于锥形辊使带钢张力分布不均匀,使带钢总是向粗的一端跑偏,而锥度的大小影响了跑偏的速度。
张力控制带钢张力波动,特别是由于带钢张力不足或张力控制调整不当,会引起带钢张力的强烈波动,从而造成带钢运行过程中横向跑偏。
高的单位面积张力可以消除部分带钢弯曲及本身缺陷,从而每个转向辊上带钢的横向偏差都会得到消减。
可是,由于带钢的材料属性以及用于控制带钢张力的张力辊的驱动运行的限制,带钢张力增加是受限制的。
2带钢对中纠偏原理研究连续处理生产线上,带钢对中控制系统的基本构成主要包括:带钢位置测量传感器、控制器、执行装置、纠偏机架[3]。
纠偏系统的原理和应用

纠偏系统的原理和应用1. 纠偏系统的概述纠偏系统是一种用于将文字或图形中的偏离纠正到正确位置的技术。
它可以广泛应用于文字识别、图像处理、地理信息系统等领域。
纠偏系统的基本原理是通过分析文字或图形的特征,识别并纠正偏移。
2. 纠偏系统的工作原理纠偏系统的工作原理可以分为以下几个步骤:2.1 特征提取纠偏系统首先需要对输入的文字或图形进行特征提取。
这些特征可以包括文字的形状、位置、角度等信息,或者图形的边缘、颜色、纹理等信息。
2.2 特征匹配特征提取之后,纠偏系统会将提取到的特征与事先存储的正确特征进行匹配。
这些正确特征可以是训练样本中的特征,也可以是人工标注的正确特征。
2.3 偏移计算通过特征匹配,纠偏系统可以计算出文字或图形的偏移值。
这个偏移值可以是位置上的偏移、角度上的偏移等。
2.4 纠正输出最后,纠偏系统将根据计算得到的偏移值对输入的文字或图形进行纠正。
纠正方法可以包括平移、旋转、缩放等操作,以使得偏移被纠正到正确位置。
3. 纠偏系统的应用场景纠偏系统可以应用于多个领域,以下列举了其中几个主要应用场景:3.1 文字识别在文字识别领域,纠偏系统可以用于将倾斜的文字纠正为水平或垂直方向的文字。
这有助于提高文字识别的准确性和可靠性。
3.2 图像处理在图像处理领域,纠偏系统可以用于纠正图像中的旋转、扭曲等变形。
这对于提高图像质量、减少图像畸变非常有用。
3.3 地理信息系统在地理信息系统(GIS)领域,纠偏系统可以用于将地理数据中的偏差纠正到正确的位置。
这有助于提高地图显示的准确性和可视化效果。
3.4 其他应用纠偏系统还可以应用于其他领域,比如机器人导航中的地图纠偏、航空航天中的姿态控制等。
它在许多领域中都有广泛的应用前景。
4. 纠偏系统的发展趋势随着人工智能和深度学习等技术的发展,纠偏系统的准确性和可靠性将进一步提高。
同时,纠偏系统的应用场景也将进一步扩展,涵盖更多的领域和行业。
5. 总结纠偏系统是一种通过特征提取、特征匹配、偏移计算和纠正输出等步骤来实现文字或图形位置纠正的技术。
纠偏系统工作原理

纠偏系统工作原理纠偏系统工作原理一、引言纠偏系统是一种常见的自动控制系统,广泛应用于机器人、航空航天、导航等领域。
其主要作用是将输入信号中的误差或偏差进行补偿,从而使输出信号达到预期的目标值。
本文将详细介绍纠偏系统的工作原理。
二、纠偏系统的组成部分纠偏系统通常由传感器、执行器、控制器和反馈环路四个部分组成。
1. 传感器:传感器是纠偏系统中最基本的组成部分,其主要作用是采集输入信号并将其转换为电信号。
常见的传感器包括光电传感器、接近开关、压力传感器等。
2. 执行器:执行器是指根据控制信号产生相应动作的装置,其主要作用是实现对被控对象(如电机或阀门)进行控制。
常见的执行器包括电机、液压缸等。
3. 控制器:控制器是纠偏系统中最核心的组成部分,其主要作用是根据输入信号和反馈信号计算出控制误差,并输出相应的控制信号给执行器。
常见的控制器包括PID控制器、模糊控制器等。
4. 反馈环路:反馈环路是指将执行器的输出信号通过传感器采集后再次输入到控制器中进行比较和修正的过程。
其主要作用是实现对输出信号的精确控制。
常见的反馈环路包括位置反馈、速度反馈等。
三、纠偏系统的工作原理纠偏系统的工作原理可以分为两个阶段:计算误差和输出控制信号。
1. 计算误差计算误差是指将输入信号与目标值之间的差异进行计算,并将其转换为控制误差。
通常情况下,控制误差可以表示为目标值与实际值之间的偏差,即:e(t) = r(t) - y(t)其中,e(t)表示控制误差,r(t)表示目标值,y(t)表示实际值。
2. 输出控制信号输出控制信号是指根据计算出来的误差进行修正,并输出相应的控制信号给执行器。
在此过程中,通常需要使用一种称为“闭环反馈”的技术来实现对输出信号的精确调节。
闭环反馈技术是指将执行器输出信号再次输入到控制器中进行比较和修正的过程,从而实现对输出信号的精确控制。
四、纠偏系统的应用举例纠偏系统在实际应用中具有广泛的用途。
以下是一些常见的应用举例:1. 机器人控制:纠偏系统可以被用来控制机器人的位置和姿态,从而实现对其运动轨迹的精确控制。
波卡纠偏的例子
波卡纠偏的例子波卡纠偏是一种地理测量和定位技术,用于校正或调整地球表面上的地理数据,以解决地球坐标系与平面坐标系之间的差异。
这种技术在地图制作、航空测量、GPS定位等领域广泛应用。
本文将介绍波卡纠偏的原理、方法和一些应用例子。
一、波卡纠偏的原理波卡纠偏是根据地球是一个近似于椭球体的事实,使用一系列数学公式将地球表面上的地理数据从地球坐标系转换为平面坐标系。
这里的平面坐标系通常是笛卡尔坐标系,可以用直角坐标系或极坐标系表示。
在地球表面上,我们用经度(经度)和纬度(纬度)来表示一个位置。
然而,这种坐标系统是基于地球的球面和曲率的。
为了在地图上准确地表示地理位置,我们需要将地球上的坐标转换为平面坐标。
波卡纠偏的目的就是找到一种方法,将球面上的点映射到平面上的点,尽量减小误差。
二、波卡纠偏的方法波卡纠偏的方法主要有以下两种:1.正弦纠偏法正弦纠偏法是将地球的经纬度坐标映射到平面直角坐标系中。
该方法利用了球面三角学中的正弦定理,通过将经纬度转换为弧度,然后使用正弦函数来计算相应的坐标。
正弦纠偏法的优势在于计算简单、快速,适用于小范围的纠偏。
然而,由于地球的曲率,这种方法可能存在一定的误差。
因此,在大范围的纠偏时,需要使用更精确的方法。
2.麦卡托投影法麦卡托投影法是一种更精确的波卡纠偏方法,它利用了地球半径和纬度的变化率。
该方法将地球的球面映射为一个圆柱面,然后将圆柱面展开为平面。
由于圆柱面的展开会导致形状的拉伸,所以需要使用缩放因子来纠正这种变形。
麦卡托投影法的优势在于精度高、适用于大范围的纠偏。
但是由于地球是一个椭球体,并非完全规则的球面,因此该方法仍然存在一定误差。
三、波卡纠偏的应用例子1.地图制作在地图制作过程中,波卡纠偏是一个必不可少的步骤。
通过将地球上的经纬度位置转换为平面坐标,将地理特征和标注精确地绘制在地图上。
2.航空测量在航空测量中,波卡纠偏被广泛应用于飞行导航、地图更新和航空器位置的精确定位。
theory_v_gb_050400CH(CPC纠偏原理)PPT课件
CL
Pre-Entry Span ' Lp '
Entry Span ' L'
由于纠偏辊的倾斜 ( C ) , 受到来自入口方向的入口前托辊( B )的瞬时迁移的影响,将严重影响和降低纠偏辊( C )的纠偏能力. 板带在“L”和“Lp”取决与板带宽度和厚度及机组的张力。还有材料特性及垂直轴线上的瞬时转动惯量.
- 比例辊的移动转角(P-ROLL) ……………………………....β - P-Roll的倾角 …………………….............................................γ
90º+ γ
-在板带附近的积分角是 ………………………………….............α
sin α = sin β * sin γ α = sin-1 ( sin β * sin γ )
带附加积分效果的比例型纠偏辊
90º = 比例型纠偏
90º + γ = 比例加积分动作 纠偏角 γ一般为 3 ... 15º
必须确认检查有足够的入口,出口自由段
EMG - ST-V - THK - 14. May 2000 - R1.2
11 of 15
在倾斜的P型辊上的附加积分效果的计算
几何计算:
System Radius
纠偏能力 +/- C = L * K * sin α
where: K = 0,66 ... 0,75 and L max. effective is about 15 to 20 m
EMG - ST-V - THK - 14. May 2000 - R1.2
+/- C
α
10 of 15
纠偏系统原理

纠偏系统原理纠偏系统是指在导航系统中用于纠正误差的一种重要技术,它通过不断地对导航系统进行修正,从而提高导航系统的精度和准确性。
纠偏系统的原理主要包括误差检测、误差估计和误差补偿三个方面。
首先,误差检测是纠偏系统的基础。
在导航系统中,由于各种原因(如信号传播延迟、卫星轨道误差、大气层延迟等),导航系统会产生一定的误差。
因此,误差检测就是要对这些误差进行检测和分析,以便及时发现和识别误差的类型和大小。
其次,误差估计是纠偏系统的核心。
在误差检测的基础上,纠偏系统需要对误差进行估计,即通过一定的算法和模型来对误差进行预测和估计。
这样,导航系统就能够根据误差的估计情况来进行相应的修正和调整。
最后,误差补偿是纠偏系统的关键。
在进行误差估计之后,纠偏系统需要对误差进行补偿,即通过一定的控制策略和方法来对误差进行修正和补偿,从而提高导航系统的精度和准确性。
总的来说,纠偏系统的原理是通过误差检测、误差估计和误差补偿这三个步骤来对导航系统的误差进行修正和调整,从而提高导航系统的性能和准确性。
这一原理在实际的导航系统中得到了广泛的应用,为人们的出行和定位提供了重要的帮助和支持。
在实际应用中,纠偏系统需要考虑到各种误差的来源和特点,设计相应的算法和模型来进行误差的检测、估计和补偿,以实现对导航系统的精度和准确性的提高。
同时,纠偏系统还需要考虑到导航系统的实时性和稳定性,确保误差的修正和调整能够及时有效地进行。
综上所述,纠偏系统是导航系统中的重要技术,其原理是通过误差检测、误差估计和误差补偿这三个步骤来对导航系统的误差进行修正和调整,从而提高导航系统的性能和准确性。
在实际应用中,纠偏系统需要考虑到各种因素,设计相应的算法和模型,以实现对导航系统的精度和准确性的提高。
带钢纠偏控制系统(CPC)故障分析

带钢纠偏控制系统(CPC)故障分析【摘要】介绍了冷轧带钢连续酸洗机组中CPC纠偏系统的组成,分析了CPC系统故障产生的主要原因,提出了改进措施。
【关键词】酸洗;CPC;纠偏酸洗是冷轧带钢生产工艺流程中第一道工序,攀钢冷轧厂引进HITACHI公司八十年代初生产的连续酸洗机组,虽然在使用过程中经过了与DEMAG公司和ABB公司等进行了多次局部改进,但在投入生产以来,CPC系统还是暴露出了在机械和液压方面的先天缺陷,严重制约产量及质量的进一步提高。
1.CPC纠偏系统的组成CPC纠偏系统是一个完整的闭环控制系统,主要由平行光发射器、平行光接收器PLS(Parallel Light Sensor)、控制单元、液压伺服系统、纠偏机构等部分组成,如图1所示。
为确保纠偏的准确性,纠偏机构安装找正基准为机组中心线。
纠偏装置的中心位置或控制的原始位置由中心位置传感器检测。
纠偏系统工作过程中,带钢穿行在平行光发射源和平行光接收器(PLS)之间(左右各一个PLS,沿机组中心线对称布置),带钢遮挡两侧光源的量由PLS检测出来,并转化为电信号传送给控制器。
控制器对两接收单元PLS传送来的电信号之绝对差值ΔI进行PD运算和功率放大,输出纠偏信号到伺服阀,控制伺服阀液压缸的动作方向和动作量。
伺服液压缸驱动浮动机架摆动和平动,使带钢两侧受到的张力和摩擦力发生变化导致带钢位置的变化,同时也改变带钢遮挡光源的量和ΔI的变化。
2.CPC系统液压故障分析及改进措施本套酸洗机组共有七套独立的CPC液压系统,每套系统独立控制一个带钢纠偏装置,其功能是:不管引起带钢跑偏的各种扰动因素如何变化,纠偏装置都能自动调节,防止带钢跑偏。
此CPC液压控制系统全部使用EMG公司的HR100V25液压控制装置,系统原理图如图2所示。
CPC液压控制系统现场环境恶劣,原设计中考虑的纠偏能力略小,未考虑来料板形差而导致纠偏增大的状况,致使目前CPC液压系统温度高,同时伴随着故障的突发性,具体缺陷如下:①系统采用风冷冷却器,由于生产现场铁粉、灰尘多,容易堆积在冷却器散热片上,大大降低了冷却效果,致使油温较高;②泵安装在油箱内,造成液压泵有些日检查项目无法开展,而且当泵、联轴器出现故障更换时,会造成人为的油液污染,缩短伺服阀的使用寿命,同时增加故障停机时间;③此七套CPC系统均没有备用泵,任何一台泵站故障均会造成机组停机,已不能满足连续机组的生产要求。
纠偏技术附常用纠偏方法介绍

纠偏技术及常用纠偏方法的介绍一、纠偏技术的进展建(构)筑物的纠偏(有的文献中也称作纠倾)技术、托底技术、平移技术及增层加载时的地基基础加固技术,被统称为基础工程的“后继技术”,这四项技术在20世纪前半叶仅在少数几个国家受到重视,在我国也是从20世纪后半叶才逐渐兴起的。
建(构)筑物的纠偏技术、托底技术、平移技术及增层加载时的地基基础加固技术经常联合使用,以满足各种工程需要,它们与常规的地基及基础处理即有联系,又有区别。
这四项技术的出现和兴起,一方面是由于土力学理论的发展、地基处理技术及相应施工机械与监测技术的进步而使这些技术的实现成为可能,另一方面是受与日俱增的客观需求分不开的。
一些古建筑的倾斜和相继倒塌,迫使人们采取各种措施来保护现存的古迹和文物;新建建(构)筑物因地基处理不当或其它原因而发生倾斜,迫使人们开始重视建筑物的纠偏和基础托底加固技术,以减少大量经济损失。
特别是在城市建筑群密集的地方,新建建(构)筑物常常会促使既有建筑物发生不均匀沉降;城市功能的改变,干道的重新规划,常要求将一些重要建筑物及文化遗址完整地平移。
世界上许多著名的大型建(构)筑物都是由于地基基础的问题而发生倾斜,因当时挽救乏术,不得不任其倒塌和倾斜,典型的例子如建于中世纪著名的英国Ely大教堂和法国的Bauyais大教堂的倒塌。
举世闻名的意大利比萨斜塔,始建于1173年,竣工于1372年,施工历时整整200年,主要就是因为施工中塔身曾两次出现倾斜,虽然从结构上采取了一些措施,仍无法纠正,而一再被迫停工,最终不得不带着倾斜而结顶。
美国著名岩土工程学家C. Spencer曾于1953年预测,比萨斜塔如不进行纠偏,势必在50~100年后倒塌。
至1990年,塔顶中心点已向南偏离中心线4.5m,塔身倾角5º33′17″。
在我国,苏州虎丘塔是继杭州雷锋塔倒坍后现存的唯一具有千年以上历史的古砖塔。
虎丘塔呈七级八角形,塔底直径13.66m,高47.5m。
纠偏

纠偏系统纠偏(美塞斯Fife MC18/400/830/1898)纠偏是指制造商所生产的卷材在喷涂、印刷、冲切、层合、分切或者其它卷材卷绕纠偏过程中,始终要保持卷材侧面整齐一致而采取的技术操作,可以通过更改卷材在进口和出口跨度来实现卷材侧边修正。
目录工业纠偏(Guiding)——应用于钢铁、瓦楞纸、纺织、印刷、标签、贴标、造纸、塑料薄膜、建筑材料、线缆、橡胶、轮胎等行业的卷材生产制造技术。
卷材纠偏是指制造商所生产的卷材在喷涂、印刷、冲切、层合、分切或者其它卷材卷绕过程中,始终要保持卷材侧面整齐一致而采取的技术操作。
导致材料浪费或停工调整。
所以,在处理加工卷材的时候,需要对偏移的卷材进行及时的纠偏操作,这个过程称之为纠偏。
现代意义的纠偏涉及极广,在包装,印刷,标签,建筑材料,纸浆,生活用纸,塑料,成衣,线缆,金属加工,无纺布,瓦楞纸加工等行业都是必不可少的。
一个典型的纠偏系统包括纠偏控制器,纠偏感应器,纠偏框架及驱动器。
目前国内纠偏行业状况:高端市场主要为国外所垄断,但国内也不乏制造者,此行业的行程标示中国工业包装的进步和突破,达到节能环保的理念。
据不完全统计,使用纠偏系统可节约材料百分之十到百分之二十左右。
节能减排,工业纠偏功不可没。
如图所示。
纠偏原理图工作原理 :由光电检测开关检测单边的位置?以拾取位置偏差信号?再将位置偏差信号进行逻辑运算?产生控制信号?输出DC24V电压信号用来驱动外部执行机构?修正物料运行时的蛇型偏差?控制物料直线运动。
工作条件:工作电压AC 220±10% 50Hz 环境温度50摄氏度以下纠偏特点:①主要应用于印刷包装、造纸、薄膜、纺织等行业需要控制卷边齐整的场合。
②内量智能单片机控制③纠偏响应速度可调节④带可提供单电眼或双电眼纠偏跟踪⑤跟线和跟边自定纠偏定义:纠偏控制是指制造商所生产的卷材在喷涂、印刷、冲切、层合、分切或者其它卷材卷绕过程中,始终要保持卷材侧面整齐一致而采取的技术操作。
Re纠偏资料
800-2000 800-2000 800-1900 L-335 L-360 L-410 84.5 134.5 75/100/120/150
类型
H 800-1500 H 1600-2000 Tmax
800-2000 265 315 2000N-3800N
WR ¶ËÖ§µã·½Ê½ÏµÁÐ
90
L A
350 400 500 600 700
350 400 500 600 700
160 160 160 160 160-源自-- 190 190
265 265 265 370 370
50/75/100
265 265 265 370 370
30
30 30
45 45
156 156 156 156 156 辊直径 50-75
驱动符 传感器符 控制器符
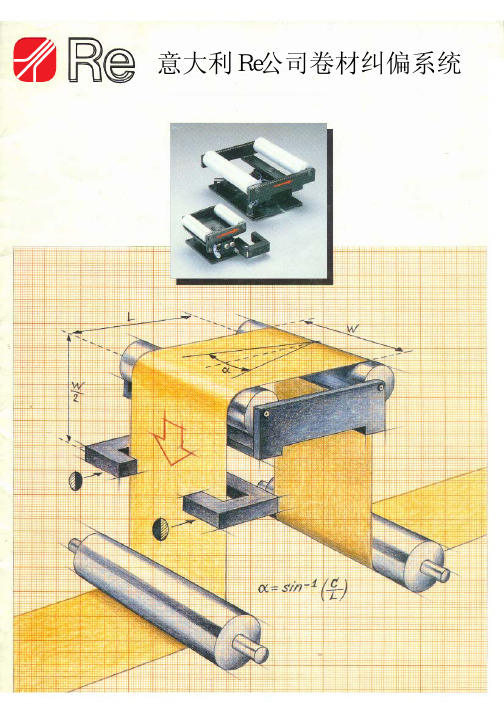
意大利Re公司卷材纠偏系统适用于各种不同场合和不同卷材种类纠偏使用 以下是一些卷材纠偏时检边、对中或追线的实例。
卷纸
纸板
塑料片基
印刷图案
纺织品
带有规距线 的织物
编织物
玻璃纤维纸
全息印刷品
其它卷材
AT100-A和AT200-A技术参数和外形尺寸示意图
AT100-A
295+S
要想获取最佳的卷材纠偏效果。对不同的应用场 合,选择合适的线性电驱动器非常重要.如下图所示:对于
开卷纠偏,在浮动框架之前必须安装一横切导向棍,以保证 卷材有必要的张力.探头则安装在导向棍之后.
对于收卷纠偏,探头应安装在浮动框架上,在探头与 收卷棍之间也须安装一导向棍,导向棍使的收卷时卷材水 平夹角不小与20-30度.
240+S
C
16
bst成型机纠偏工作原理

bst成型机纠偏工作原理
BST成型机纠偏工作原理:
BST(短板纠偏机)是一种用于纠偏各种印刷纸张的机器,它
的主要作用是在纸张传送过程中检测其是否偏斜,并及时进行修正,以确保纸张在印刷过程中的位置准确。
BST成型机纠偏的工作原理如下:
1. 传感器检测:在纸张传送过程中,BST成型机会通过装置
上的传感器来检测纸张的位置和偏斜程度。
传感器可以是光电传感器或其他类型的传感器,可根据具体的纸张类型进行调整。
2. 传感器信号反馈:检测到纸张偏斜后,传感器会发出相应的电信号,将这些信号发送到计算机系统。
3. 计算机系统分析:计算机系统会通过处理传感器发出的信号,分析纸张的偏斜情况,并确定需要进行的纠偏动作。
4. 纠偏操作:根据计算机系统的分析结果,BST成型机会调
整纸张传送系统中的纠偏装置,改变纸张的传送路径,使其回到正确的位置上。
5. 反馈信号调整:当纸张回到正确的位置后,计算机系统会再次检测纸张的位置信号,与实际目标值进行比较,如果还存在偏斜,则继续进行纠偏操作,直至满足要求。
6. 整个过程循环反馈:BST成型机会持续不断地进行纠偏操作,在纸张传送过程中持续检测和调整,以确保纸张保持正确
的位置。
通过以上的工作原理,BST成型机能够有效纠偏各种印刷纸张,提高印刷品的质量和效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
带附加积分效果的比例型纠偏辊
90º
= 比例型纠偏
90º + γ = 比例加积分动作 纠偏角 γ一般为 3 ... 15º 必须确认检查有足够的入口,出口自由段
11 of 15
EMG - ST-V - THK - 14. May 2000 - R1.2
在倾斜的P型辊上的附加积分效果的计算
几何计算:
靠倾斜辊子实现板带偏差 校正量 'C'
板带以垂直的角度(垂 直轴线90度稳定状态) 进入下一个辊
90
Centerline Strip 校正量 'C'
CL
90
校正量 'C' :
Entry Span ' L'
α
+/- C = L * K * sin α
where: K = 0,66 ... 0,75
α = sin-1 ( sin β * sin γ )
12 of 15
EMG - ST-V - THK - 14. May 2000 - R1.2
出口板带距离较短的带附加积分效果的比例型 纠 偏 辊P-Roll
短的出口自由带
90º 90º+ γ
出口板带距离较短的带附加积分效果的比例型 纠偏辊的样例。比例辊倾斜完成附加的积分效 果(入口自由带距离较长)
使用纠偏系统
3 of 15
EMG - ST-V - THK - 14. May 2000 - R1.2
板带以垂直的角度(垂 直轴线90度稳定状态) 进入下一个辊
Steady state ( running strip )
90
Initial Camber
板带偏移量 D 板型的镰刀弯造成
90
4 of 15
板带在“L”和“Lp”取决与板带宽度和厚度及机组的张力。还有材料特性及垂直轴线上的瞬时转动惯量.
尽量避免 PRE–ENTRY SPAN 问题 : 注意,使入口段自由距离 ‘L’ 尽可能的长,远比 ‘ Pre-Entry Span ’ Lp‘长,或使用带有积分效果的纠偏框架
7 of 15
EMG - ST-V - THK - 14. May 2000 - R1.2
Long Entry Span
13 of 15
EMG - ST-V - THK - 14. May 2000 - R1.2
稳定段(运行中板带)
稳定段
板带在鼓型辊上的动作
运行中
积分位置
14 of 15
EMG - ST-V - THK - 14. May 2000 - R1.2
Strip Guiding Theory
6 of 15ቤተ መጻሕፍቲ ባይዱ
EMG - ST-V - THK - 14. May 2000 - R1.2
Roll A
Roll B
Roll C
90
90
CL
Pre-Entry Span ' Lp '
Entry Span ' L'
由于纠偏辊的倾斜 ( C ) , 受到来自入口方向的入口前托辊( B )的瞬时迁移的影响,将严重影响和降低纠偏辊( C )的纠偏能力.
End of Presentation
15 of 15
EMG - ST-V - THK - 14. May 2000 - R1.2
比例型纠偏辊
β Ue
+/- C
纠偏能力
+/- C = Ue * sin β
8 of 15
EMG - ST-V - THK - 14. May 2000 - R1.2
比例积分型纠偏辊
+
=
+/- C
System Radius
9 of 15
EMG - ST-V - THK - 14. May 2000 - R1.2
Va
Vc 板带的瞬时偏移量 Va = Vc * tan
2 of 15
EMG - ST-V - THK - 14. May 2000 - R1.2
理想条件 理想的板带和理想的排列的辊均有完好的接 触 ( 没有几何变形 ) ... 在板带运行过程中没有横向移动
实际情况 各辊之间没有很好的排列,板带有一些变形 ... 造成板带横移并且需要纠正误差
- 比例辊的移动转角(P-ROLL) ……………………………....β - P-Roll的倾角 …………………….............................................γ -在板带附近的积分角是 ………………………………….............α
90º+ γ
sin α = sin β * sin γ
比例积分型纠偏辊
Long entry span
+/- C
System Radius
纠偏能力
+/- C = L * K * sin α
α
where: K = 0,66 ... 0,75 and L max. effective is about 15 to 20 m
10 of 15
EMG - ST-V - THK - 14. May 2000 - R1.2
EMG - ST-V - THK - 14. May 2000 - R1.2
板带以垂直的角度(垂 直轴线90度稳定状态) 进入下一个辊
90
CL
90
由于辊的偏差造成板带偏 差 'C' Entry Span ' L'
α
5 of 15
EMG - ST-V - THK - 14. May 2000 - R1.2
Strip Guiding Theory
Fundamental Behaviour of Strip on Rolls Some Sketches for Discussion
1 of 15
EMG - ST-V - THK - 14. May 2000 - R1.2
Vc
板带速度 Vs = 接触面速度 Vc