如何提高预分解窑高镁熟料质量技术对策
如何提高熟料煅烧质量

二 日常操作中的调整
烧成ቤተ መጻሕፍቲ ባይዱ温度:
窑前火焰发浑 熟料呈滑落状态 窑主电机持续降低 细粉料结粒较少 熟料外观发白,并疏 松多孔 立升重偏低 可以判断熟料温度偏 低,应立即调整
二 日常操作中的调整
熟料煅烧时间:
在三率值不变,喂料料不变的情况下 1、C3S形成不仅需要温度,还需要一定时间,提高熟料煅
2、熟料急冷效果较差,会造成C3S分解成C2S+f-CaO,造 成熟料游离钙升高,造成出篦冷机熟料温度过高
二 日常操作中的调整
熟料急冷效果:
熟料快速冷却,有助 于提高二次风温、三次 风温 在保持篦冷机料层 500mm-700mm的情 况下,加大一二室风量、 适度使用三四室风量、 尽量减少五六室的风量 尽量保证熟料既可以 吹透,但不可吹穿
吸收形成C3S的能力,提高熟料强度 2、窑内温度低,物料黏散,结粒困难,熟料不密实,烧成
不充分,造成熟料强度下降 操作中应多关注窑头摄像头,根据情况调整,可增加窑头
看火次数,确认熟料结粒情况
二 日常操作中的调整
烧成带温度:
窑前火焰白亮 熟料带起高度较高 窑主电机电流高 熟料结粒均齐,细粉 料结粒较少 熟料外观发黑并有光 泽,结构致密 立升重较高 可以判断熟料煅烧较 好
质量总结会 ——窑操作经验交流
主要内容
一 熟料煅烧中影响强度的因素 二 日常操作中的调整
一 熟料煅烧中影响强度的因素
因素:
1、分解炉温度 2、烧成带温度 3、熟料煅烧时间 4、熟料急冷效果 5、煤粉质量和
窑内通风的影响
影响熟料强度
二 日常操作中的调整
分解炉温度:
1、适当提高分解炉温度可提高窑尾温度,提高入窑分解率, 减少窑内温度的损耗
影响高镁熟料煅烧质量的原因分析及对策
度大 。 Mg O含 量 大 于 42 .%时 ,熟 料 出现 结 球 严 重 , 窑 电流 平 均 达 4 0 以 上 , 繁 出 现 结 大 球 , 却 5A 频 冷 破 碎 之后 的 熟 料 大 多数 为 黄 块 . 头 飞砂 严 重 生 窑
产 中 我 们 采 取 常 规 的 降 铁 措 施 . 现 象 不 但 没 有 扭
.
我 们综 合考 虑 了过渡 液相 过早 出现 易形 成 黏性
.
仅仅是 表面张力 降低 、 相黏度 降低 的问题 。 液 与此
相 反 , Mg 即 O含 量 大 于 42 时 , 料 液 相 黏 度 增 .% 熟 加 , 阿利 特 结 晶 困难 。 时 , 然 液 相 量 增 加 , 使 此 虽 表
量 降低 铝 率 , 以降 低 液相黏 度 , 解 熟 料结 粒 , 缓 避免
善 生料 的易 烧性 。 之 与煅 烧 能力 相适 应 . 免 造 成 使 避 窑 内结 圈 , 形成 还原 气 氛 . 且 针对 Mg 并 O含 量 于 32 . %而小 于 42 .%时 . 由于 Mg O 能 降低 液 相 黏度 , 一 定 程 度上 改 善 了易烧 性 . 在 则选 用 三 高配 料 方 案 .将 熟 料 K 提 高 到 09 _ .2 S H .2 00 .M + 提高 到 26 O1 I 提 高 到 1 ± ., 高 铝率 等 率值 。 .± ., M . O1 提 5 在此种情况下 随 着 Mg 的提 高 ,适 当 降 低 生 料 O F e0 指 标 , 2, 以增 加 液相 黏 度 , 解 烧 结 范 围变 窄 , 缓 改 善熟 料质 量 和操 作 的适 应性
3 采 取 的对 策
31 加 强石灰 石矿 点和 均化 质量 控 制 . 为 了 使 熟 料 中 Mg 含 量 达 到 公 司 内 控 指 标 O ( O= .- .% ) 必 须 控 制 石 灰 石 中 Mg 28 Mg 40 02 , O= .±
窑预分解系统的问题分析及改进措施

窑预分解系统的问题分析及改进措施摘要:我厂1号RSP窑经过6年多的运转,系统耐火材料呈现出不同程度的磨损、烧坏现象。
SB室下部掉砖,进而壳体烧损;SC室用风不良,导致边壁物料保护层不均衡,局部衬砖磨损严重;斜烟道及鹅颈管侧墙衬砖垮落,由于鹅颈管结构缺陷,经常结皮和堆料;MC室断面物料分布不均,物料稀相区炉壁烧损,直至筒体严重变形;因窑尾缩口处风速低,喷腾能力减弱而塌料;高温级旋风筒分离效率低,导致物料大量返回,内循环增加等。
本文依据热工标定结果,对该预分解系统出现的问题进行分析,并提出改进措施。
1 RSP窑系统工况分析热工标定主要参数对比见表1、表2,窑尾高温区工艺流程见图1。
表1 预热预分解系统温度变化℃表2 RSP炉的分解进程变化注:1997年数据为南京化工大学硅酸地方国营工程研究所的热工标定结果,SC 室出口指斜烟道出进口等同于鹅颈管出口。
图1 窑尾高温区工艺流程1.1 三次风温度及其对SC室工况的影响由表1可见,三次风温度和入炉生料温度分别只有600℃和671℃。
入炉生料温度低主要是由于C4锥体及下料管增开人孔门较多,外漏风量和散热损失增加引起的,通过加强管理,隔热堵漏后完全可以解决;三次风温度目前基本稳定在560~580℃,提高的余地很小。
其原因是:我厂采用单筒冷却机,经过多年的运转,内部装置所遭受的磨损和腐蚀不断加剧,而且增加了砌筑耐火砖的长度,熟料停留时间短(约为30min),出机熟料温度高(~290℃),使热效率本身就不高的单筒冷却机热回收率进一步降低(1997年热工标定结果为56.6%)。
三次风温度是影响分解率和燃尽率的重要因素。
较低的三次风温度导致炉内煤粉着火速度减慢,形成滞后燃烧,特别是SC室内煤粉是在纯助燃空气中燃烧,助燃空气的温度在很大程度上决定了煤粉燃尽率,三次风温度低,即使分解炉多加煤,SC室内温度也不会高,反而会加剧煤粉滞后燃烧。
从表1和表2可以看出,SC室生料出口温度和分解率分别是948℃和43.4%,结合入炉生料表观分解率已达22.6%的实际情况,说明SC室内的分解反应极低,煤粉燃烧状况不理想。
浅谈如何提高预分解窑熟料的质量
M O主要来 自砂岩和页岩 , g 我们控制进厂砂 岩和页
岩中 wM O< . ( g )2 %。 0 () O。 O 会使窑内熟料液相量增加 , 3 S S 煅烧温 度降低 ;另过剩的硫在窑中循环容易引起预热器结 皮堵塞和窑内结圈 .导致熟料质量下降及系统热工
质石英含量 ( 主要通过现场 目测 )并对原材料进行 , 合理有效的均化。 () g 。少量 的 M O存在能使生料易烧性和 2 MO g 熟料的色泽得到改善 ,超过一定范围后会使液相提 前出现并增加总的液相含量 , 使煅烧温度降低 , 导致 熟料质量下降。我公 司石灰石 品位较高 ,熟料 中
煅烧温 wf C O) (- a
度- / ℃
l350 140 0 150 0
3 抗 压强度 d
2 5 7. 2 6 9. 3 2 4. O 7. 6 2 4 4.
2 d抗压强度 8
54. 8 57. 2 64. 7 0 4. 4 1 0 8此 , 须对原 燃材 料加 强均 化措 施 。 必
质量下降。我们在 配料过程 中控制生料 中 (l c- )
≤ 0. 5 。 01 %
1 . 1原燃材料中微量组分对质量的影响及控制 原燃材料 中微量组分[ 主要包括 : 晶质 一 石英 、 M O S , ( N 2)氯 等] g 、O 、 K0,a 、 碱 0 对预分解 窑的熟料
注 意 这 些 组
分的影响。 ( ) 晶 1
质 一 石英 。
我 公 司 由 石
工薮磊根 据 X 荧光分析仪 岗位记录统计 , 中生料 的硫碱 比为 09 。 一 其 . 0
灰石和砂岩原料带人的晶质 O 石英结构致密 , 以 t 一 难 磨细 ,在煅烧 中不易与氧化钙化合 ,易导致熟料 fC O增加和熟料后期强度下降 。我们所采取的主 -a
提高早期预分解窑产量的措施
提高早期预分解窑产量的措施摘要:提高早期预分解窑产量的措施我国在上世纪80年代引进和自行设计开发的一些预分解窑生产线,限于当时的技术水平,存在一些缺点与不足。
其中有的已在生产实践中解决,如原来的预分解窑设计为烧油或优质煤,因此分解炉偏小,许多厂已将分解炉加高加大,以改善煤粉特别是劣质煤的燃烧条件;对分解炉内气流的流速、流场分布、燃料的悬浮和燃烧,生料的悬浮和分解的研究和认识也已深化,生料入窑的分解率也逐渐提高。
但有些生产线至今仍沿用老的喷煤管,回转窑仍维持着原来较低的转速。
据报道[1],广东地区上世纪80年代及90年代初建设的4家预分解窑的转速分别为2.87r/min、2.5r/min、3.0r/min 及2.5r/min,明显低于当今预分解窑3.0~3.5r/min的水平。
当时的喷煤管虽也是三风道的,但其一次风大多数在15%左右,而目前的三风道喷煤管的一次风量多在10%以下,一般为5%~6%。
由于一次风量减少可提高火焰温度,即提高熟料煅烧温度,而窑的转速提高可提高回转窑的产量。
因此,笔者认为通过改用一次风量小的大推力高风速喷煤管和提高回转窑转速可提高早期建设的预分解窑的产量。
1 提高预分解窑转速的技术可行性早期建设的预分解窑窑速可以提高,其关键是目前的许多技术使预分解窑的火焰温度提高,另一个因素是分解炉技术成熟,生料入窑分解率提高。
1.1 更换新的喷煤管,火焰温度可以提高早期建设的预分解窑所用的喷煤管一次风量占总风量的15%左右。
当今的喷煤管多为大推力、小风量、高风速的三风道或四风道喷煤管,其一次风用量最少的只占总风量的5%~6%,煤风的风速约为20m/s,而内、外风的风速达170m/s,国外有些喷煤管的外风风速更高,甚至高达350m/s,加上结构合理,黑火头短、火焰短粗、火焰温度高。
由于一次风温只有50℃左右,而二次风温一般都在1000℃以上甚至更高,一次风的减少将提高火焰温度。
加上火焰短粗,热力集中,物料煅烧温度提高,熟料形成反应速度加快。
1000t窑外分解窑熟料质量和台时能力的提高与稳定

1000t窑外分解窑熟料质量和台时能力的提高与稳定--------------------------------------------------------------------------------作者:-作者:黄跃臣赵立民单位:哈尔滨水泥厂新线分厂哈尔滨水泥厂5号窑系统是由合肥水泥研究设计院开发设计的1000t/d熟料,带有PH2型(类RSP型)分解炉和5级旋风预热器,并采用2-1-1-1-1布置的窑外分解窑;生料磨是沈阳重型机械厂引进德国技术制造的MPS2450立磨,台时能力75t/h;2个Φ12m×24m均化库,储量5000t;生料配料计量和窑尾喂料计量均为承德自动化计量仪器厂引进德国技术生产的电子皮带秤,计量精度±0.5%;篦冷机为沈阳水泥机械厂生产的2.3m×17.7m的水平推动篦式冷却机;控制系统为引进美国贝利公司的N-90集散控制系统。
该生产线于1992年10月份首次点火,试生产期间熟料质量差,台时能力低的问题一直是制约达标达产的难点之一,经过几年的实践和探索,终于使窑的熟料质量和台时能力得以提高与稳定,1995年7月份首次实现3d达标即连续72h生产合格熟料3028t;1998年5月份实现跨年度年达产,即1997年5月~1998年5月连续12个月生产合格熟料297019t;目前一直稳定运转在较高的产质量水平上(见表1)。
以下为我们稳定提高熟料产质量的具体做法。
表1 1995~1998年6月窑运转状况时间台时能力/(t/h)熟料标号/MPafCaO/%年产量/t运转率/%199534.0956.21.71182 10660.98199638.9759.81.70184 54953.92199742.7663.61.26253 30067.621998.1~644.261.09165 43386.51 改进三通道喷煤嘴结构及安放位置,建立维护制度1.1 三通道喷煤嘴结构的改进我厂窑头喂煤用三通道喷煤嘴,原设计内风角度为45°,使用中出现刷窑皮、烧蚀耐火砖的现象,开始烧成带用200mm厚的磷酸盐砖,使用一周时间火点处就只剩下2mm厚,造成红窑,后来使用不烧结镁铬砖和半直接结合镁铬砖也只能使用2~3个月。
提高2000t/d预分解窑熟料质量的措施

H o g me。 E i— a , H h n h iHeL n agPoic uD nJ n e aei eh o g oLd 50 1 ED n - iR N Ln y h Z U Z a - u ( i o g in rvn e a agN wM tr l cn l y . t 174 ) J M i aT o C ,
维普资讯
何冬梅 , : 高 2 0 d 等 提 0 0 d预分解窑熟料质 量的措施
r
“ 譬 0 0 _ _00
。
-
“
Hale Waihona Puke / 中图分类号: Q124 2 T 7 .6
文献标识码: B
文章编号:0 7 0 8 2 0 )0 — 0 2 0 10 — 3 9(0 6 10 3— 3
i rv dge t nc ne u n e sl aemiea l k r sice s db .3 2 o rsinsrn t s asdb .MP . mp o e ral i o sq e c :i c t n rl nci e ra e y17 % 8 c mp eso t ghwa ie y63 a y i i n wa n d e r Ke r s b r e; ac igslt n o eainp rmee; l k r u l y 20 0/ l k r ywo d : un rb thn oui ; p rt aa trci e ai ; 0 dci e o o n q t t n
bth akth r adpo t fh o ay w s o vr odbcueotel u lyocikr (69 a u tem re sa n r e mpn a n t e go ea s wq a t f l e 5 . e i f ot c y fh o i n MP )ma l A e m kn iy f r ai n .t g
我厂窑外分解窑配料方案的改进
24C E ME N T2000.No.3水泥2000年3期我厂1000t/d窑外分解工艺生产线,是由天津水泥工业设计研究院设计的第一条日产千吨窑外分解窑生产线,全部采用国产设备,自1992年6月建成投产以来,经过不断地适应、改进和提高,已具备正常生产的能力。
但由于多方面的原因,该生产线尚未达产。
本文就我厂窑外分解窑生产线1994年8月至1996年5月间配料方案的几次调整进行介绍,为从事窑外分解窑工作的同事们提供参考。
1工艺线状况我厂窑系统主要设备见表1。
表1窑系统主要设备目前我厂使用渑池烟煤,由于煤的水分大、热值低,窑产量在850~900t/d。
2配料方案的改进与效果我厂窑外分解窑采用石灰石、粘土、铁粉三组分配料,在生产控制中采用以控制生料中的CaO、Fe2O3含量调整原料配比的方法控制熟料中的三率值。
在生产过程中,我们根据设计要求采用了熟料中K H= 0 88 0 02,SM=2 5 0 1,IM=1 4 0 1的配料方案,各种原燃材料见表2、表3。
表2原料化学分析%表3烟煤工业分析在生产前期,采用平顶山烟煤煅烧。
经常发生C5结皮和堵塞事故。
经观察和分析认为,C5堵塞主要是由于窑系统温度过高引起的。
烟室温度1100~1 150 ,分解炉出口温度920~950 ,入窑物料表观分解率在95%以上,且生料成分及分解炉出口温度波动大,在C5锥体及烟室内引起结皮、堵塞。
经过近1)煤磨进口热风温度提高100 ,台时产量提高27%,细度降低2%。
改进前后参数变化如表1。
表12、3号煤磨改进前后参数变化对比2)系统阻力降低。
煤磨排风机风门开度减小16%,降低了煤粉细度,减小了一次风量,增加了二次风用量,改善了煤粉燃烧条件。
3)基本避免了堵管道现象。
改进后风温稳定,解决了风温随运转时间增长逐渐降低的现象。
煤磨在操作上下料稳定,闷磨、满磨现象减少。
4注意的问题1)由于吸风口处于窑头罩上方,所以煤磨的开停和入窑的二次风量密切相关,给回转窑二次风温、风量的稳定带来影响,因此在操作中煤磨工和看火工要加强联系,及时通过篦冷机系统调节风量来解决这个问题。
影响熟料质量的原因及改进措施

影响熟料质量的原因及改进措施影响熟料质量的原因及改进措施作者:公司我公司5000t/d生产线投产1年多以来,日产熟料达到5300~5500t,但熟料外观颜色发暗、疏松,并且夹有大量黄心料,严重时出现大块黄心料;升重偏低,一般在1100~1150g/L之间;fCaO偏低,只有0.3%~0.6%,甚至升重低于1100g/L时,fCaO也不超过1.0%;熟料抗压强度3d为28.0~30.0MPa,28d为55.0~56.0MPa,最低时只有52.0MPa,达不到质量要求,严重影响水泥的质量和公司的经济效益。
1原因分析1.1熟料岩相分析配料方案为:KH=0.88~0.92,n=2.50~2.70,P=1.50~1.70,三个率值的控制基本合理。
生料成分比较稳定,入窑生料三个率值合格率达到85%以上。
从化学分析计算看,熟料矿物组成比较理想,C3S:55%左右,C2S:20%左右,C3S+C2S达到76%~77%。
但是熟料实际矿物组成与理论计算差距较大,为此选正常煅烧的熟料做岩相分析。
分析结果表明:夹心料中A、B矿发育均不充分,有些部位几乎没有发育完整的矿物,内部存在大量B矿矿巢和气孔;一般料中A、B矿结晶较清晰,但大小不均齐,分布不均匀,B矿矿巢略多,中间相尚好。
产生这种熟料可能是因为生料中存在粗粒石英、长石(来自砂岩或石灰石);煤粉含水量较大或有粗粒,造成不完全燃烧,产生还原气氛。
1.2砂岩岩相分析所用的石灰石品位较低(CaO含量在46.0%~48.0%,Al2O3含量偏高),为了保证配料方案的实施,使用2.0%~3.0%的砂岩作为硅质校正材料进行配料。
对砂岩进行的岩相分析表明:大量晶粒尺寸100~500μm的石英颗粒被少量(约20%)次生石英胶结,并含有少量微晶石英;所用的砂岩是以石英为主体矿物的石英质砂岩,杂质少,化学反应活性差。
1.3生料中的碱含量、硫碱比煅烧过程中,熟料结粒不好、飞砂较多,在KH、n偏高时尤为明显,窑对料的适应性较差,物料的轻微波动就造成窑和熟料的波动。
2500td预分解窑熟料产质量的提高与稳定
2500t/d预分解窑熟料产质量的提高与稳定一、窑的喂料量同转速相匹配(1)喂料量同转速按以下关系式调整:N=0.0198G (1)式中:N一窑转速,r/minG一生料喂料量,t/h窑喂料量增加时必须同步增加窑转速,而窑转速达不到规定数值时,不能增加喂料量,这样就避免了窑内物料量时大时小,填充率不稳定而造成热工制度不稳定,为稳定熟料质量和提高台时能力创造条件。
满负荷运转时,窑转速为3.95r/min。
(2)稳定入窑物料分解率入窑物料表观分解率的高低是评价窑外分解窑预热分解能力和系统工况的重要参数,也是稳定熟料质量和窑台时能力的关键。
正常生产中均稳定在95%以上,分解炉出口温度的设定值是根据入窑物料表观分解率的高低来确定。
(3)建立窑的拉风投料制度当尾温达900~ 950℃,窑速转至2r/min时,拉风至1级旋风筒出口负压4000Pa左右,点分解炉,炉温达 850℃时,设定喂料量l20t/h,窑尾喂料提升机电流达 80A时(提升机空载时电流为 60A,额定投料量时电流为102A),拉风至l级旋风筒出口负压3500~4000Pa,不需挂窑皮情况下在2h内加至额定喂料量。
这样既可使点分解炉系统拉风和投料时间相匹配,不致于造成拉风过早,使系统处于超温状态,又可使窑尽快达到额定产量,因为预分解窑在额定产量下,各参数才能达到最佳值,工况也是最稳定的。
(4)确定合适挂窑皮制度挂好窑皮是优质高产低消耗的保证,尤其新换砖时必须注重挂好窑皮。
按升温制度升温至规定投料温度时,首次投料量为l20t/h,在8h内增加至l50t /h,在第2个8h内分两次加至l70t/h,再稳定运转2个班后加至正常投料量。
正常生产中注意监视筒体温度,注意窑皮的变化,并及时调整和补挂。
(5)熟料烧成系统主要控制参数分解炉出口温度:900± 10℃;入炉三次风温度:700~ 800℃;窑尾温度:1000± 50℃(最高≯ 1100℃);窑头负压:-(20±5)Pa;1级预热器出口负压:-5200~-5500Pa;入窑物料分解率:>95%。
预分解窑使用高镁原料的危害及预防措施
在水泥生产中,MgO能够降低熟料煅烧温度,但过多的MgO,在熟料形成过程中生成方镁石晶体,会引起水泥的安定性不良。
对我国大多数预分解窑水泥厂来说,所用原料MgO含量都比较低,但也有一些预分解窑厂使用含镁量较高的原料,不能低估高镁原料给预分解窑煅烧操作带来的危害。
预分解窑采用高镁原料,通常会给煅烧操作带来如下的困难:①熟料液相量增大,液相粘度降低,操作中窑皮明显增长,如由正常煅烧时15-16m左右,增长到22m以上,有时甚至长达30m上。
②浮窑皮厚度增加,最厚时可达到600mm,会严重影响窑内风。
③熟料结粒明显增大,粗细不均,窑内常出现大料块和结大蛋象。
④窑内情况恶化,熟料的质量降低,常因大蛋和后圈而停窑,给窑的连续运转和稳定操作带来很大困难。
针对以上问题,采用高镁原料的预分解窑,在生产中应采取如下措施:①严格控制生料,稳定 MgO含量。
熟料中MgO含量应小于4.6%,生料中MgO 应小于2.6%。
原料进厂应严把质量关,分采点按镁高低分类储存。
在石灰石破碎阶段,合理搭配,使配料用石灰石MgO的含量波动低,变化小。
②调整配料方案。
预分解窑普遍采用“高硅酸率、高铝氧率、中饱和比”的配料方案。
率值的控制一般为KH=0.90±0.02,SM=2.7±0.1,M=1.7±0.1,这一方案,多数能保证熟料中硅酸盐矿物的总量,并有较大的烧结范围。
但由于MgO含量的增加,熟料在高温带的液相量相应增加,液相粘度降低,易结大块。
其作用可看作与Fe2O3相似。
针对这种现象,应适当调整配料方案。
即降低熟料中 Fe2O3含量,同时适当降低AI2O3,含量,提高SM和IM值。
③稳定入窑物料分解率。
稳定炉温,有效地控制入窑物料分解率,可减少因MgO高而造成的结皮堵塞现象,同时避免因入窑物料分解率过低引起的“慢窑”和“跑生”,抑制厚窑皮的生长。
④加强操作,严格检查。
使用高镁原料,C5下料管常会发生堵塞,可在C5的下料管上,增加吹堵装置,完善测压报警系统,可有效防范故障,提高至的运转率。
预分解窑调节与控制
点调 第
击
节 此
处
与 添
加
章
控 副
标
题制
预 分
解
窑
01 预分解窑具有四高(入窑分解率 高、硅酸率高、煅烧温度高和升 温速率高)、两快(窑速快、冷 却快),以及控制上的多变量、 自动化程度高和操作控制远离窑 头等特点。
02 计算机控制
03 人工干预(点火投料、停窑、发 生故障)
04 人工操作
13.1 调节控制的目的及原则
最上一级(C1)及最低一级(C5)旋风筒出口负压:预热器各部位负 压的测量,是为了监视各部分阻力,以判断生料喂料量是否正常、 风机闸门是否开启、防爆风门是否关闭以及各部分有无漏风或者 堵塞情况。当最上一级旋风筒负压升高时,首先要检查旋风筒是 否堵塞。如正常,则结合气体分析结果确定排风是否过大。当负 压降低时,则检查喂料是否正常、防爆风门是否关闭、各级旋风 筒是否漏风。如果正常,则结合气体分析结果确定排风是否足够。
1. 生料化学成分 2. 火焰与窑皮的温度 3. 耐火砖的成分
4正常操作管理
01
煤、风、料是影响分解窑系统热工制度的主要因素,因此,在生产操
02
作(调节控制)过程中,确定煤、风、料之间的关系并保持相对稳定,
避免大变动,从而稳定窑速,稳定热工制度,是确保优质高产的关键。
13.4正常操作管理
4.1 预分解窑系统调节控制参数
C4、C5级旋风筒锥体下部负压:它表征该两级旋风筒的工作状态,当该旋 风筒发生结皮堵塞时,锥体下部负压下降。
预热器主排风机(高温风机)出口管道负压:在窑系统与生料磨系统联合操 作时,该处负压主要指示系统风量平衡情况。当该处负压增大时,应关小收 尘器的主排风机闸门。反之,则开大闸门,以保持风量平衡。
提高烧成带温度是提高预分解窑效率的核心
中图分类号:TQ 72.62 文献标识码:B 文章编号: 008-0473(20 8)03-00 4-06 DOI编码: 0. 6008/ki. 008-0473.20 8.03.009提高烧成带温度是提高预分解窑效率的核心齐砚勇 柯胜强 高宇蕾西南科技大学,四川 绵阳 621000摘 要 熟料的烧成质量取决于烧成带温度及停留时间,烧成带温度高,可大大缩短烧成时间,表现为煅烧能力强。
如果燃烧不集中,要达到烧成温度,需要更多的燃料。
也就是截面热力强度相同,由于煤粉燃烧速度不同,回转窑煅烧能力也会相差很大,这也是预分解产量计算公式中,同规格的窑用各种公式计算窑的产量不断地低于实际产量的原因。
所以,提高预分解窑效率的核心是提高烧成带温度,这就需要有尽量高的二次风温度、较细的煤粉细度、工作良好的燃烧器,再辅以富氧燃烧。
关键词 预分解窑 效率 烧成带温度 二次风温度 煤粉细度 燃烧器 富氧燃烧0 引言近年来,国内预分解窑生产技术指标越来越先进。
烧成电耗(5级旋风预热器)已低于24 kWh,标煤耗接近102 kg/tcl。
国内绝大部分入窑生料分解率均在90%以上,很多生产线都可稳定达到95%。
从热力学角度看,降低煤耗主要是降低窑系统支出热量,从窑出口到一级筒出口,包括:(1)一级筒出口温度、烟气量;(2)表面散热损失;(3)熟料理论热耗;(4)出窑熟料温度。
5 000 t/d预分解窑,表面散热一般在250.8 kJ/kgcl左右,进一步降低的空间有限,难度较大。
烟气量与煤耗及漏风直接相关,烟气温度除与废气量相关,还与预热器换热相关。
现有生产线只要加强管理,漏风基本可以解决,生料粉预热、换热也有解决方案[1],目前很多厂水平均比较高。
理论热耗与熟料矿物组成直接相关,不作为降低因素。
出窑熟料温度,目前燃烧器端面均在窑口,二次风温度均在1 000 ℃以上。
窑内冷却带很短,出窑熟料温度变化幅度小,一般在1 350 ℃左右。
预分解窑熟料产质量的提高与稳定

预分解窑熟料产质量的提高与稳定穆乾;吴安龙【摘要】结合某公司3000 t/d熟料预分解窑生产线的生产实践,介绍提高预分解窑熟料产质量的技术措施。
该公司在加强原燃料均化、优化工艺参数和操作等措施后,熟料产量达到3200 t/d以上、游离钙合格、运转率达90%以上、熟料28 d 强度达54 MPa以上,且还存在提升空间。
%Based on the production practice of a 3000 t/d clinker pre-decomposition kiln production line, this paper introduces the technical measures for improving the quality and capacity of clinker in pre-decomposition kiln. With strengthening the original fuel ho⁃mogenization, optimization of process parameters and operation and other measures, the clinker output reaches more than 3 200 t/d, the free calcium rate is qualified, the operation rate is more than 90%and the 28 d strength of the clinker is up to 54 MPa and there still has room for improvement.【期刊名称】《水泥工程》【年(卷),期】2016(000)003【总页数】5页(P22-26)【关键词】预分解窑;熟料;产量;质量【作者】穆乾;吴安龙【作者单位】天宇华鑫水泥开发有限公司,新疆昌吉831700;天宇华鑫水泥开发有限公司,新疆昌吉831700【正文语种】中文【中图分类】TQ172.6+2优质熟料的主要特征是硅酸盐矿物含量高、碱含量低、熟料颗粒细小密实。
提高日产1000吨预分解窑产质量的几项措施

提高日产1000吨预分解窑产质量的几项措施**公司设有f3.2×46m窑外分解窑,配有五级预热器和f4.1×14.2mN-KSV分解炉以及川琦型二段式篦冷机(第二代),用三通道喷煤管。
设计日产1000t,热耗875 Kcal/kg(3658 KJ/Kg)。
该厂原为台儿庄水泥厂,1996年投产,2001年一季度被香港上联集团租赁。
主要经营、生产管理人员由上海联合水泥有限公司派出。
主要设备性能如下:929吨,热耗高达到986 Kcal/kg.cl(4142 KJ/Kg.cl)。
熟料质量低,带有夹生料,熟料loss 有时高达0.6%,只能生产#425普通水泥(老标准)。
当时窑上存在以下主要问题:1、后结圈严重,2001年2月份中下旬10天内停窑打圈4次。
2、窑内结熟料大蛋多,2000年12月份特别多,以致于停窑处理。
3、喂料、喂煤不稳定,管道漏风大。
4、窑操作规章不全。
5、煤质较差,含S量较高,波动又大。
6、设备事故多,运转率低。
图纸资料不全,给维修带来困难。
经过半年多的调整改进工作,年内窑逐渐转入正常,到2001年底时年熟料日产量提高到1099t/d,上升18.30%,热耗下降到884 Kcal/kg.cl(3695 KJ/Kg.cl)降低10.34%,窑的运转率由65%上升到91.47%。
下表为2000年到2004年生产实绩。
到2004年底熟料日产达1183吨,较2000年提高27.43%,热耗降到858 Kcal/kg.cl,较2000年下降12.98%,熟料强度28天抗压由2001年一般在53MP上升到最高达60MP,熟料工段电耗由60.7度/t下降到41.43度/t下降31.75%,取得了预期效益。
表4我们针对存在问题采取了以下这六项主要措施:1、全面加强领导,在充分发挥厂原有技术力量的基础上从上海联合水泥有限公司抽调骨干力量对回转窑加强管理,加强对化验室质量和配料管理,和加强技改工作。
高镁熟料易磨性差应对措施探讨
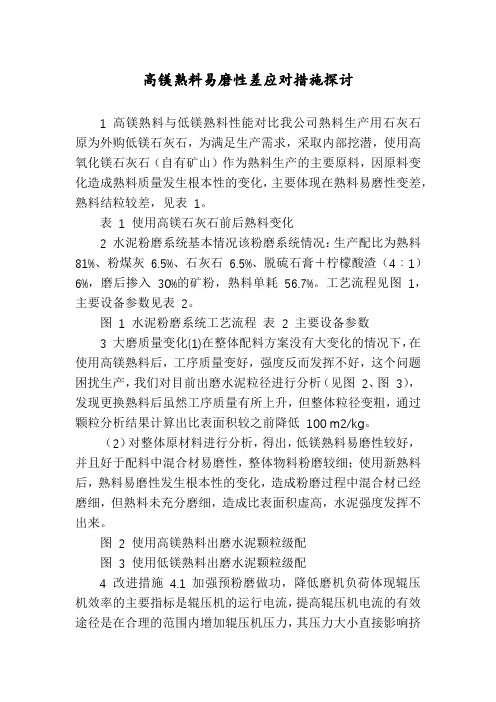
高镁熟料易磨性差应对措施探讨1 高镁熟料与低镁熟料性能对比我公司熟料生产用石灰石原为外购低镁石灰石,为满足生产需求,采取内部挖潜,使用高氧化镁石灰石(自有矿山)作为熟料生产的主要原料,因原料变化造成熟料质量发生根本性的变化,主要体现在熟料易磨性变差,熟料结粒较差,见表1。
表1 使用高镁石灰石前后熟料变化2 水泥粉磨系统基本情况该粉磨系统情况:生产配比为熟料81%、粉煤灰6.5%、石灰石6.5%、脱硫石膏+柠檬酸渣(4∶1)6%,磨后掺入30%的矿粉,熟料单耗56.7%。
工艺流程见图1,主要设备参数见表2。
图1 水泥粉磨系统工艺流程表2 主要设备参数3 大磨质量变化(1)在整体配料方案没有大变化的情况下,在使用高镁熟料后,工序质量变好,强度反而发挥不好,这个问题困扰生产,我们对目前出磨水泥粒径进行分析(见图2、图3),发现更换熟料后虽然工序质量有所上升,但整体粒径变粗,通过颗粒分析结果计算出比表面积较之前降低100 m2/kg。
(2)对整体原材料进行分析,得出,低镁熟料易磨性较好,并且好于配料中混合材易磨性,整体物料粉磨较细;使用新熟料后,熟料易磨性发生根本性的变化,造成粉磨过程中混合材已经磨细,但熟料未充分磨细,造成比表面积虚高,水泥强度发挥不出来。
图2 使用高镁熟料出磨水泥颗粒级配图3 使用低镁熟料出磨水泥颗粒级配4 改进措施 4.1 加强预粉磨做功,降低磨机负荷体现辊压机效率的主要指标是辊压机的运行电流,提高辊压机电流的有效途径是在合理的范围内增加辊压机压力,其压力大小直接影响挤压效果及质量,压力过小则颗粒度之间空隙较多,达不到物料挤压细碎所需要的压力,也形成不了致密料饼,影响料床细碎效果。
因熟料易磨性发生根本性变化,单纯的低压力大循环不能满足生产需求,反而造成整体系统不稳定,产质量出现大幅度下滑。
电器技术员对辊压机程序进行破译,压力参数调整引入中控室操作画面,中控人员根据比表面积及筛余、辊压机运行电流情况,合理调整压力,总体思路是高压小循环的方式,控制辊压机负荷不低于85%,甚至到90%以上,整体辊压机压力由原来的8~8.5 MPa,提高到9.5~10 MPa。
窑外分解窑熟料产量和质量的提高与稳定

2500/d窑外分解窑熟料产量和质量的提高与稳定某水泥有限公司2500t/h熟料生产线是由天津水泥工业设计研究院设计的。
分解炉为DD炉,预热器为双系列的;回转窑规格为Ф4×60m;生料磨为Ф4.6×10+3.5m中卸烘干磨;煤磨为Ф2.8×5+3m风扫磨;煤粉计量采用德国PFISTER公司生产的DRW4.10转子秤;篦冷机为天津院开发的带有充气篦板的冷却机;控制系统为天津院开发的集散型控制系统。
该生产线于2006年1月份点火,试生产期间熟料质量不稳定,日产熟料2500t左右。
经过1年多来的实践和探索,使窑的熟料质量和日产能力得以提高与稳定, 2006年连续12个月生产合格熟料729045t;2007年1月至4月共生产熟料259802t;从2006年10月份开始到目前一直稳定运转在较高的产质量水平上(见表1)。
以下为我们稳定提高熟料产质量的具体做法。
表1 2006年-2007年4月窑运转情况1 积极采取措施稳定生料质量1)严把原材料关。
我公司有自己的石灰石矿山,地质勘探结果表明,CaO含量平均为52.4%,含有夹石层,我们做法是,对矿山进行分片取样检验,根据检验结果,再进行高品位石灰石与低品位石灰石进行搭配开采(即使每片石灰石CaO含量都在控制范围内,也要多点搭配开采),要求矿山车间遵照执行,下山石灰石每两小时检验一次CaO含量,发现有低于49%时,及时通知矿山车间更改搭配比例,确保下山石灰石CaO含量在50%-53%之间,另外严格控制石灰石破碎粒度要<25mm。
我公司砂岩附近采购,化验室人员定期到砂岩矿取样检验,进行指导开采,要求进厂砂岩SiO2含量在72-73%之间,一旦检验结果超出此范围,及时通知砂岩矿调整搭配比例,确保砂岩成分被动严格控制在较小的范围内,砂岩粒度控制在<25mm。
我公司主要从两家采购,严格控制进厂水分和品位。
2)充分发挥均化设施作用。
我公司有Ф80m石灰石预均化库,公司要求堆料层数达到500层以上,并进行往复式布料,整个预均化库储存量不低于15000t;对砂岩的做法是,在矿点附近设不低于6000t储存量露天堆场,再输送到我公司砂岩堆棚,进行二次倒堆,在公司堆棚内储存量也低于6000t,再通过皮带输送砂岩预均化库再次均化;对铁粉的做法是,每批铁粉到公司露天堆场后,进行拢堆,再通过皮带输送铁粉预均化库。
水泥生产采用高MgO原料对策
水泥生产采用高MgO原料对策:1、对矿山MgO含量特别高的矿体予以剥离,搭配低MgO石灰石使用尽量将熟料中的MgO含量控制在3.5%以下,最好不超过4.0%。
2、加强原料的开采和进厂搭配,加强石灰石预均化和生料均化,以减小生料MgO的波动和峰值。
3、配料上要防止MgO与R2O、SO3等低熔点矿物同时高,避免几种有害成分的同时作用。
4、适量高MgO生产的关键措施是提高熟料SM,以降低熟料液相量,提高耐火度,平衡由于MgO提高增加的液相。
5、MgO的提高将使熟料中C3S降低,要适当提高熟料的KH,使强度得到一定的恢复。
6、适当提高IM以提高液相粘度,在一定程度上拓宽烧结范围,减少液相的提前出现。
7、配料计算上要重视MgO对液相量的贡献,适当降低Fe2O3含量,并在使用中结合自己的实际情况不断地修正。
8、改善煤质、提高煤粉细度,减少不完全燃烧、避免长焰后烧,减少液相的提前出现。
9、火嘴要适当离料远一些,避免短焰急烧,减少厚窑皮、结圈、结大块的可能。
10、入窑分解率不宜过高,否则在提高SM、IM后易造成飞砂。
11、要强调熟料的冷却速度,以减少方镁石析出,既可改善熟料的安定性,又可减少熟料强度的下降。
12、适当降低熟料f-CaO,可在一定程度上缓解MgO对安定性的影响。
13、提高水泥细度,增加混合材掺加量,可缓解MgO对水泥安定性的影响。
14、C4AF是提高MgO熟料的良好稳定剂,增加C4AF可有效改善高MgO熟料的安定性,但对熟料强度和窑煅烧是不利的,要掌握好平衡点。
15、适当提高窑速,采用薄料快烧,对煅烧、强度、安定性都有好处。
16、当熟料中MgO≥5%时,必须做安定性压蒸试验,严防水泥安定性不合格。
摘录于贾华平《水泥生产的中庸之道》。