不良改善对策中英文
社会中的不良现象以及解决方法英语作文
社会中的不良现象以及解决方法英语作文全文共5篇示例,供读者参考社会中的不良现象以及解决方法英语作文1we can'not fail to notice that countless uncivilized behaviors exist in our daily lives, such as spitting, talking loudly, littering, saying nasty words in public places and so forth. all these are bad manners that we should not lose sight of. as an ancient land enjoying a splendid civilization spanning over 5, years, china is witnessing a surge in improper acts that every chinese citizen should feel ashamed of. uncivilized behaviors by a host of chinese both at home and abroad have seriously affectedc hina’s image, according to an editorial posted on people daily’s official website.as chinese, we should not get offended when others point out our weaknesses but should focus more attention on improving ourselves. we should strive to identify the causes of those improper behaviors and find ways to eliminate the there are a host of causes, i would argue, behind this trend. to name only one: the lack of moral education. the government should wage a massive moral campaign to fight against this trend and we ourselves should endeavor to behave decently in our dailylives. as college students of the new age, we should take the leading role.我们不能不注意到,无数的不文明行为存在于我们的日常生活中,如随地吐痰,大声说话,乱扔垃圾,在公共场所说脏话,等等。
8D 改善报告模版-中英文模版
责任人
DueDate
预计完成日期
D7.Preventive Measures to Eliminate Repetitive Defects/预防重复发生措施
Responsible
责任人
DueDate
预完成日期
D8.Congratulations /Management Commitment/祝贺团队,管理层审核
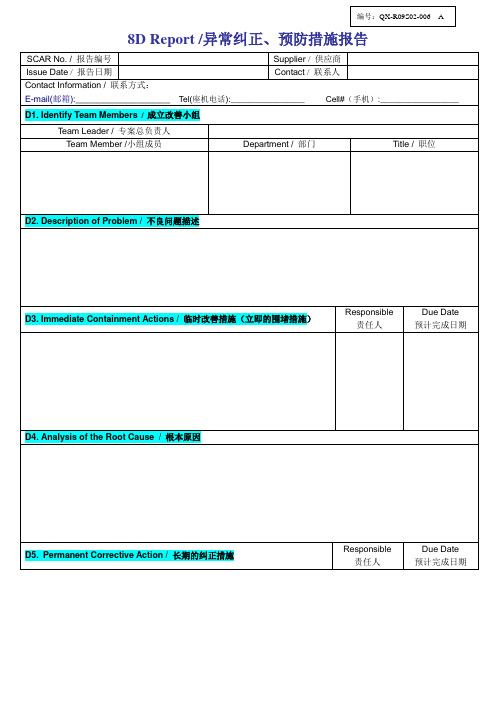
8D Report/异常纠正、预防措施报告
SCAR No. /报告编号
Supplier/供应商
Issue Date/报告日期
Contact/联系人
Contact Information /联系方式:
E-mail(邮箱):_________________Tel(座机电话):________________Cell#(手机):_________________
D1.Identify Team Members/成立改善小组
TeamLeader/专案总负责人
Team Member/小组成员
Department /部门
Title /职位
D2.Description of Problem/不良问题描述
D3.ImmediateContainmentActions/临时改善措施(立即的围堵措施)
品管部经理或公司总经理签名:日期:
Responsible
责任人
DueDate
预计完成日期
D4.Analysis ofthe RootCause/根本原因
D5.Permanent Corrective Action/长期的纠正措施
Responsible
责任人
DueDate
社会中的不良现象以及解决方法英语作文

社会中的不良现象以及解决方法英语作文Bad Things in Our World and How to Fix ThemHi there! My name is Sam and I am 10 years old. I go to Oakwood Elementary School and I'm in 5th grade. My teacher Mrs. Jones asked us to write about some of the bad things we see happening in the world and what we can do to make things better. So here are my thoughts!One huge problem I notice is bullying. Bullying happens a lot at school and online too. Kids call each other mean names, leave people out on purpose, make fun of how someone looks or acts, and even get physical by hitting, shoving, or taking someone's stuff. I've seen bullying happen and it makes me really sad. Nobody deserves to be treated that way.Bullying can really hurt people's feelings and make them feel scared, alone, and sad all the time. I know some kids who get bullied don't even want to come to school anymore because of it. That's awful because school should be a safe, happy place for kids to learn and make friends!Why do bullies act that way? I think some kids bully because they have problems at home or are bullied themselves. Maybe they are insecure and bullying makes them feel bigger or cooler.Or they just don't understand how much their mean words and actions can hurt someone. Either way, bullying is wrong and has to stop.What can we do to stop bullying? First, I think schools need better anti-bullying lessons, programs, and rules. Teachers should watch for bullying and stop it right away. Students who bully should get consequences to learn that it's unacceptable. Schools could have anti-bullying clubs or buddy systems too.It's also important for kids who witness bullying to be "upstanders" not bystanders. That means if you see bullying happening, you should try to stop it safely by telling a teacher, telling the bully to stop, and/or being kind to the person being bullied. It takes courage, but standing up for others is the right thing to do.Parents need to teach kids to be kind, respectful, and tolerant of differences too. At home, families should discuss why bullying is hurtful, how to treat others properly, and what to do if you or someone else is bullied.Another big problem I see is littering and not taking care of the environment. Wherever I go, I see trash on the ground, in parks, and in water areas like streams and ponds. That's so gross!Littering is terrible for nature, kills animals, causes pollution, and makes our world look messy.I don't understand why people litter when there are trash cans around. Is it really that hard to hold onto your trash until you find a garbage can? Nobody wants to go to a park or beach that's filled with cups, bottles, bags, and wrappers everywhere. It's selfish and disrespectful to pollute shared spaces that way.We've all got to do better at reducing waste and littering if we want to protect the planet. Three main things I think could help a lot are:Using less single-use plastics like straws, bags, and bottles. Bring reusable bags, bottles, and utensils instead!Always putting trash in garbage cans and picking up litter when you see it.Recycling things like paper, plastic, glass, and metal so they don't end up in landfills.Schools could have more lessons on the environment and do park/beach clean-ups. Towns and cities should put more trash and recycling bins in public spaces and have harsher fines for littering. Maybe we could even have a neighborhood orcity-wide "zero litter" contest with a prize! Imagine how clean and pretty our communities would look.I also want to mention the problem of homelessness. I see homeless people asking for food, money, or help on a lot of street corners in my city. It breaks my heart because I can't imagine not having a safe home, warm bed, and meals to eat every day.From what I've learned, people can become homeless for many reasons like job loss, disabilities, mental health struggles, addiction, or situations like house fires or domestic violence. No matter the cause, it's not fair or right for people to be forced to live on the streets in those harsh conditions. Homeless people deserve help, compassion, and access to shelters, food, and support services.Communities need to do more to provide affordable housing, shelters, food banks, job training, and other resources for the homeless. Regular free meal events, clothing drives, and opportunities to volunteer at shelters would help a lot too. Treating homeless individuals with kindness and respect instead of ignoring them could go a long way.Those are some major problems I notice, but I have a few more things to mention. I think social media is another issuebecause it opens the door for things like online bullying, sharing private information, and seeing content that isn't appropriate for kids. Adults and kids need to be smarter about internet safety.Social media use and excessive screen time can also contribute to mental health issues like anxiety, depression, and struggles with self-esteem. I've heard the constant comparisons to others' "perfect" online lives can make people feel really bad about themselves. Some of my friends spend way too much time staring at phones and devices when we could be out playing and bonding face-to-face.Finally, I want to bring up a lack of kindness, empathy, and tolerance in the world. There is too much prejudice, racism, hatred, and looking down on others who seem "different" whether it's their race, religion, abilities, income level, family situation, or any other factor. Discrimination and cruelty towards others are never okay no matter what. We need to celebrate diversity, not reject it!If we all took more time to walk in another person's shoes and see their perspective, I think there would be a lot more understanding and acceptance between different groups. Learning about various cultures, finding our similarities, and treating everyone equally with kindness is the way to go. Myparents taught me to be a friend to all and that's what I try my best to do.Okay, those are the main bad things I see around me along with some ideas on how to fix or improve those situations. I realize a lot of these are very grown-up, complicated problems without easy solutions. But I think if parents, teachers, community leaders, kids, and everyone made an effort to be kinder, more aware, and took action where they could - our world would be so much better. Small changes can make a big difference!Thanks for reading my essay. I hope it inspires people to reflect and work on making positive changes in their schools, neighborhoods, and lives. Let's make kindness, compassion, respect, and protecting our environment the "cool" things to focus on. Our future depends on it! Who's with me?。
8D报告——中英文版

部门(Dept) D1小组成员 (Panel members)
姓名(Name)
产品名称 CC: 发生地点 D2问题描述 Where: (Problem 总批数 Description) (How many) 提出人员 (Proposed staff)
产品图号 ID Code:
发生时间 When:
检验数 (How much) 提出日期 (Date)
杭州正立控制系统有限公司 Hangzhou Zhengli Autiomation Control System Co., Ltd.
供应商改善对策报告书------8D报告
Supplier Corrective Action Report——8DReport 供应商/To: 客户/From: 杭州正立控制系统有限公司/Hangzhou Zhengli Automation Control System
不良数 (Nonconforming) 要求完成日期 (Date)
D3紧急处理 未发生: (Sorting)______________________________________________________ 发生中: (Holding)_____________________________________________________ 措施 (Urgent Deal) 已发生: (Tracing)____________________________________________________ 不良原因分析主导者及成员/Team Leader and member: (Including Name, Department)
D4现状分析 (Problem Analys析&不良品外流原因(Primary analysis)
质量缺陷、瑕疵补救方案和处理方式
质量缺陷、瑕疵补救方案和处理方式英文回答:Quality defects can occur in various aspects of a product or service, and it is crucial for businesses to have remedial measures and handling methods in place to address these issues. Here are some common quality defects and their corresponding solutions:1. Manufacturing Defects:Identify the root cause of the defect through thorough analysis and investigation.Implement corrective actions such as reworking the defective units or replacing them.Improve quality control processes to prevent similar defects in the future.Evaluate the design flaw and its impact on the product's functionality and safety.Modify the design to eliminate the defect and improve the overall product performance.Communicate the changes to the production team and ensure proper implementation.3. Packaging Defects:Inspect packaging materials for any defects or damages before use.Train employees on proper packaging techniques to minimize errors.Implement quality checks at different stages of packaging to detect and rectify defects.Establish a customer feedback mechanism to identify service-related defects.Train service personnel to handle customer complaints effectively and provide appropriate solutions.Continuously monitor and improve service processes to prevent recurring defects.5. Documentation Defects:Conduct regular audits to identify documentation errors or omissions.Implement a revision control system to ensure accurate and up-to-date documentation.Provide training to employees on proper documentation procedures.In summary, addressing quality defects requires a systematic approach that involves identifying the root cause, implementing corrective actions, and continuously improving processes. By doing so, businesses can enhance customer satisfaction, maintain a positive reputation, and drive long-term success.中文回答:质量缺陷可以出现在产品或服务的各个方面,企业有必要制定相应的补救措施和处理方式来解决这些问题。
CLCA中英文训练教材

CLCA相关重要概念 CLCA相关重要概念
纠正:指针对不合格所采取的措施。 纠正:指针对不合格所采取的措施。 不合格所采取的措施 目的是防止不良品蔓延,纠正本身并不改善问题。 1)目的是防止不良品蔓延,纠正本身并不改善问题。 CLCA中 纠正亦称为“围堵” plan); 2)在CLCA中,纠正亦称为“围堵”(containment plan); 3)典型的围堵措施如暂停出货等 根因( cause):导致不良发生的末端因素 根因(Root cause):导致不良发生的末端因素 所谓末端因素即是不良发生的最终因素,分析到末端因素时, 1)所谓末端因素即是不良发生的最终因素,分析到末端因素时,已经有了解决该 Case的明确方向 的明确方向; Case的明确方向; 根因分析可由“脑力风暴”——“问题收敛”——“5why”方式得出; 2)根因分析可由“脑力风暴”——“问题收敛”——“5why”方式得出; 退货不良根因分析往往需要解析人员、工程、生产人员共同分析才能得出。 3)退货不良根因分析往往需要解析人员、工程、生产人员共同分析才能得出。 纠正措施:针对不合格原因所采取的措施 纠正措施:针对不合格原因所采取的措施 不合格原因 纠正措施是针对根因( cause)所采取的措施 1)纠正措施是针对根因(Root cause)所采取的措施 纠正措施( Action)能改善不良品发生 能改善不良品发生。 2)纠正措施(Corrective Action)能改善不良品发生。 预防措施:对潜在或已发生的问题为了防止再发﹐而采取的一系列措施。 预防措施:对潜在或已发生的问题为了防止再发﹐而采取的一系列措施。 防止再发 1)预防措施包括对策的横向展开及对其它可能导致相同不良之其它潜在因素所采 取的措施; 取的措施; CLCA中 预防措施还包括对被证明的有效对策之标准化。 2)在CLCA中,预防措施还包括对被证明的有效对策之标准化。
问题改善报告8D(中英文)
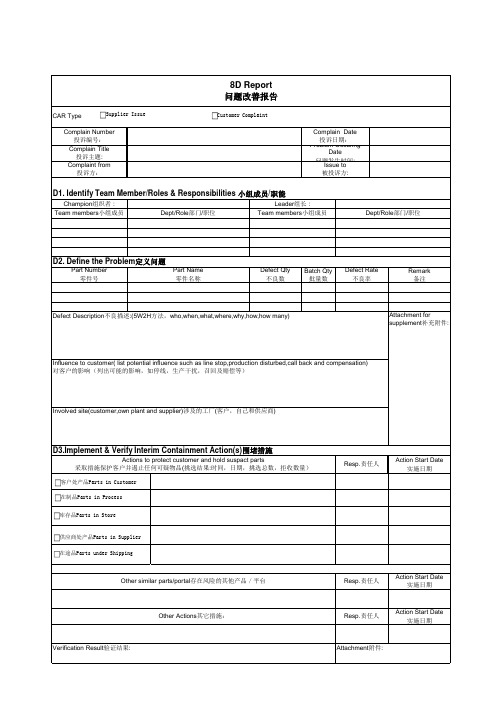
Batch Qty 批量数Remark 备注Action Start Date实施日期Action Start Date实施日期Action Start Date实施日期8D Report 问题改善报告Verification Result 验证结果:Attachment 附件:Involved site(customer,own plant and supplier)涉及的工厂(客户,自己和供应商)Attachment forsupplement 补充附件:Defect Description 不良描述:(5W2H 方法,who,when,what,where,why,how,how many)Influence to customer( list potential influence such as line stop,production disturbed,call back and compensation)对客户的影响(列出可能的影响,如停线,生产干扰,召回及赔偿等)Other Actions 其它措施:Resp.责任人Other similar parts/portal 存在风险的其他产品/平台Resp.责任人D3.Implement & Verify Interim Containment Action(s)围堵措施Actions to protect customer and hold suspact parts采取措施保护客户并遏止任何可疑物品(挑选结果:时间,日期,挑选总数,拒收数量)Resp.责任人D2. Define the Problem 定义问题Part Number 零件号Part Name 零件名称Defect Qty 不良数Defect Rate 不良率Team members 小组成员Dept/Role 部门/职位Team members 小组成员Dept/Role 部门/职位Complaint from 投诉方:Issue to 被投诉方:D1. Identify Team Member/Roles & Responsibilities 小组成员/职能Champion 组织者 :Leader 组长 :CAR TypeComplain Number投诉编号:Complain Date 投诉日期:Complain Title 投诉主题:Problem OccuringDate问题发生时间:在制品Parts in Process Supplier IssueCustomer Complaint客户处产品Parts in Customer 库存品Parts in Store供应商处产品Parts in Supplier 在途品Parts under Shipping。
8D纠正措施中英文说明--YW
INSTRUCTIONS 8D纠正措施说明1. Team Members: Establish a small group of people with theprocess/product knowledge, allocated time, skill and authority in the required technical disciplines to solve the problem and implement corrective actions. Identify the Team Leader, who is responsible for directing the team and ensuring the 8D process.团队人员:成立一个小组,小组成员都具备工艺/产品知识能按照要求的技术规定,确定时间、技术和职权,解决问题并实施纠正措施。
指定小组组长,组长须负责管理团队并确保8D过程。
2. Problem Description: Specify the internal/external customer problem by identifying “what is wrong with what’, and describing the problem in quantifiable terms which will answer the questions: Who?, What?, When?, Where?, How?, and How Many?问题描述:通过发现“什么零件的什么位置错了什么”,以及以量化的形式回答“谁”,“干了什么”,“什么时间”“哪儿”“怎么干的”及“数量多少”这些问题来说明问题的方式,细化内部/外部客户问题。
3. Containment Action(s): Define and implement interim containment actions to isolate the effects of the problem from any internal/external customer until permanent corrective action is implemented. Verify effectiveness of containment action.抑制措施:在永久性纠正预防措施实施前,定义并实施临时抑制措施,隔离对内部/外部客户造成的影响。
8D改善报告模板(中英文)

8D 编号:客户Customer 发生率/件数Failure Rate 报告发出日期Close Date 客户提交人/日期Submitter/ Date 提交人联系电话:Submitter Tel部门Department 负责人Principal负责人Principal负责人Principal负责人Principal问题纠正措施 8D 报告 Corrective Actions 8D Report产品型号:Product Type 问题发生日期Open Date 问题处理时间:Close Term :2.小组成员 Team Member 发起人:Sponsor :负责人:Principal :1. 问题描述 Problem Description 市场反馈情况:工厂确认情况:3.临时措施 Containment Actions目标完成日期 Target Close Day4.根本原因分析 Root Cause Analysis5.长期措施 Corrective Actions 目标完成日期 Target Close Day6.预防措施 Preventive Actions 目标完成日期 Target Close Day7.有效性 Verification (如有必要需跟踪措施导入后的10K 产品Track 10K PCS after the actions have been introduced if it's necessary. )目标完成日期 Target Close Day8.祝贺团队 Congratulate YOUR TEAMXXX 精密机械有限公司内部(Internal )目标完成日期 Target Close Day实际完成日期 Actual Close Day实际完成日期 Actual Close Day实际完成日期 Actual Close Day实际完成日期 Actual Close Day实际完成日期 Actual Close Day报告 Report外部(External ) Ver:A电话号码 Phone No.成日期 Target Close Day成日期 Target Close Day成日期 Target Close Day成日期 Target Close Day关闭日期 Close Day成日期 Target Close Day。
不良描述中英文对照
不良描述中英文对照Goods Supplement补货1.Plastic parts 塑胶部件Abrasion/划痕、Bubbles/气泡、Burrs/毛刺、Bad Plating/电镀不良、Contamination/杂质、Crack/爆裂、Combine Lines/结合线、Deformation/变形、Flow Marks/流痕、GreasyDirt/油污、Haze/雾状、Jelly/泠胶、Mold Marks/模痕、Melange Color/混色、Oppilation Hole/盲孔、Pull White/拉白、Pour Hole uneven/浇口不平、Wrong Stamping/字麦不符、Short Shots/缺料、Shrinkage/缩水、Stripped Screw/螺丝滑牙、Top White/顶白、Weld Lines/夹水纹、Wrong Dimension/尺寸不符、Wrong Texture/纹理错误、Light/发亮,Gaps裂缝、Steps 披峰、表面有手指印Surface finger prints、丝印错误Wrong printing、丝印偏移Printing slanted、丝印重影Printing double image、丝印有污点,拖尾Printing smearing、丝印不平坦(多油或少油)Printing uneven ( thin / thick )、丝印对于中心偏位Printing off centre、压痕或凹痕Press mark 或dented mark、反光或毛刺Flashing 或 burr、镜片有针孔Pin hole on lens.光泽luster/白点white dot、黑点black dot、装配不合格assembled NG、缺口Nick裂split2.Metal Parts 五金部件Abrasion/划痕、Bad Weld/焊接不良、Burrs/毛刺、Bad Plating/电镀不良、Bend angle/折弯角度、Contamination/杂质、Crack/爆裂、Deformation/变形、Dents/凹痕、Greasy Dirt/油污、Mold Marks/模痕、Missing Stamp/漏冲压、Oppilation Hole/盲孔、Pressing Marks/压痕、Rust/生锈、Wrong Stamping/字麦错误、Short Shots/缺料、Stripped Screw/螺丝滑牙、Pits/疤痕、Specks/斑点、Wrong Texture/纹理错误、Wrong Dimension/尺寸不符3.Painting partsSilkScreen parts 喷油/丝印部件Inspection Points /检查要点 :Bleeding/渗色 ,Bad Painting/喷油不良 ,Contamination/杂质 ,deviate position/偏位 ,Flow Marks/流痕 ,Missing paint/漏喷,Over Paint/肥油 ,Pits/疤痕 ,Poor Adhesion/附着力差 ,Print Words Leans/印刷字体倾斜 ,Pooring Paint/薄油,Silkscreen Haze/丝印模糊 ,Silkscreen Stamping Inconsistency/丝印字样不一致 , Scratch/划伤 ,Speck/斑点 ,Uneven Surface Oil/表面油层不均匀 ,Words Break Off/字体断开 ,Wrong Color/错误颜色 ,Wrong Texture/纹理错误 ;4.PCB 印制线路板Open/开路;Short/短路;Weave Texture/板料席纹;Foreign Residue/外来杂物;Delamination/爆板,分层;Dent/凹陷;Dent on G/F/金手指凹陷;Scratch/擦花;Misregistration/对位不正;Board Damage/板子损坏;C/M Illegible/白字不清;C/M on pad/白字上垫;Copper expoure/露铜;Solder Mask on Pad/绿油上垫;Uneven Solder Mask/绿油不平均;Solder Mask peeling off/绿油脱落;Missing Hole/漏孔;Excess Hole/多孔;Wrong Hole Size/孔径错误;Hole Breakout/崩孔;Nick Trace/线路缺口;Void on Trace/线路铜穿;Diskdown/线路不良/狗牙;Solder Mask inside hole/绿油入孔; Discolouration under Solder Mask/绿油颜色不良; Foreign matter under Solder Mask/绿油下杂物; Solder Mask skipping/不过油;Solder on Gold Finger/金手指上锡;Poor Bevelling/斜边不良;Gold Finger burrs/金手指损坏;Ping Ring/粉红圈5.Electronic parts 电子元件No AVL/没AVL;not on AVL/不在AVL上;Mfg/Mfg P/N dis-match AVL/ 与AVL不符;D/C overdue/ D/C 过期;无D/C;wrong part/错料;no reel/无卷轴;bulk packing for chip/ 散装;No dry packing(HIC change color)/ 无真空包装(防潮卡变色); No ESD packing/无防静电包装;illegible marking/印字不清,wrong marking/印字错;deformation/变型 ;micro crack/裂料;damaged part/ 烂料 ;Lead bent(PTH/SMT)/脚弯;Solder balls damaged/锡球坏wrong lead form/脚型错;wrong pitch/脚距不符;coplanar problem/平整度不良;pad(lead) oxidization/锡垫(引脚)氧化;wrong direction in tape(tray)/带中(盘中)方向错;short pins/引脚短;failed in solderability/ 焊锡不良;size(dimensions) out of specification/ 尺寸超标;function fail/ 功能不良;no tolerance/无误差范围;contamination/杂质;wrong identification for pin1/ 第1脚标识错.Broker Buy/炒料;(巻装物料)巻带前无空余巻带No blank cover tape for feeder loading 巻带粘力不足Not enough adhesive for the cover tape. 料盘变形Reel Deforming/卷带变型.。
改正学生不良行为的英语作文
Correcting Undesirable Behaviors AmongStudentsIn the realm of education, it is imperative to address and correct undesirable behaviors exhibited by students. These behaviors, ranging from minor distractions to severe disciplinary issues, can have a profound impact on the learning environment and the overall development of students. Therefore, it is crucial for educators, parents, and society to collaborate in fostering a positive learning culture that encourages the correction of such behaviors. Firstly, it is essential to identify the root causes of undesirable behaviors among students. These reasons can vary widely, from personal issues such as emotional or psychological problems to external factors like peer pressure or environmental factors. By understanding the underlying reasons, educators and parents can develop targeted strategies to address these issues effectively.One effective approach to correcting undesirable behaviors is through positive reinforcement. This involves recognizing and rewarding students for exhibiting positive behaviors, such as good attendance, active participation inclass, and respectful interaction with peers. By focusing on positive reinforcement, students are more likely to internalize these behaviors and repeat them in the future. Moreover, it is important to establish clear boundaries and consequences for unacceptable behaviors. This ensures that students understand the seriousness of their actions and the potential repercussions. However, it is equally crucial to ensure that these consequences are fair, proportionate, and do not infringe on the student's rights or dignity.In addition to positive reinforcement and clear boundaries, it is also beneficial to promote open communication between students and their teachers or parents. Encouraging students to express their feelings, challenges, and needs can help educators and parents gain a deeper understanding of their challenges and provide appropriate support.Furthermore, it is crucial to involve parents and guardians in the process of correcting undesirable behaviors. Parents play a pivotal role in shaping their children's values and behaviors. Collaborating with parentscan help educators gain valuable insights into thestudent's home life and develop more comprehensive strategies for addressing behavioral issues.Lastly, it is important to recognize that every student is unique and may require different approaches to correct undesirable behaviors. Educators and parents should be flexible and willing to adapt their strategies based on the individual needs and characteristics of the student.In conclusion, correcting undesirable behaviors among students requires a multi-faceted approach that involves understanding the root causes, employing positive reinforcement, establishing clear boundaries, promoting open communication, involving parents, and recognizing the uniqueness of each student. By fostering a positive learning environment that encourages the correction of undesirable behaviors, we can help students develop into responsible and contributing members of society.**纠正学生不良行为**在教育领域,纠正学生不良行为至关重要。
改正不良行为 英语作文

[英语作文]改正不良行为Title: Correcting Undesirable Behaviors – A Pathway to Personal GrowthUndesirable behaviors can be compared to weeds in a beautiful garden; left unattended, they can choke out the beauty and harmony of one's character. Identifying and correcting these behaviors is essential for personal growth, building healthy relationships, and contributing positively to society. But how does one go about this process of self-improvement?The first step in addressing undesirable behaviors is awareness. One must be willing to engage in honest self-reflection to identify the behaviors that need to change. This requires a sense of vulnerability and a willingness to face uncomfortable truths about oneself. For instance, if impulsiveness leads to hurtful comments or aggressive actions, recognizing this pattern is critical.Next, one must understand the underlying causes of these behaviors. Sometimes, they may stem from deep-seated emotions like anger, fear, or insecurity. Other times, they might be learned responses from childhood or a result of environmental influences. For example, a person who constantly interrupts others may have grown up in a household where being heard was a struggle, thus learning that dominating conversations was a means of survival.After identifying the behaviors and their origins, the next phase involves developing an action plan to change them. This could involve setting specific, measurable goals such as practicing active listening or seeking professional help to manage emotions better. Positive reinforcement from friends and family can also provide the necessary support during this stage.An essential aspect of changing behaviors is consistency. Just as a habit is formed through repetition, new, more desirable behaviors must be practiced and reinforced until they become second nature. For instance, if one aims to curb procrastination, establishing a routine that includes setting deadlines and organizing tasks can gradually replace the old habit of delay.Another crucial element in this process is forgiveness. Self-blame and guilt can hinder progress, making it important to recognize that making mistakes is part of being human. By offering oneself grace and understanding, the journey towards correction becomes less daunting.Lastly, it's vital to maintain a growth mindset, viewing each day as an opportunity to learn and improve. Slipping up occasionally doesn't signifyfailure but rather offers lessons on how to refine new behaviors further. An individual working on controlling their temper, for example, might still experience moments of frustration but can use these incidents to reflect on what worked and what didn't within their coping strategies.In conclusion, correcting undesirable behaviors is a continuous, non-linear process that demands bravery, perseverance, and patience. It is a journey towards becoming the best version of oneself, marked by small victories, setbacks, and constant learning. By embracing this process with a positive attitude and an open mind, one can cultivate a more fulfilling life, enriched with meaningful relationships and personal integrity.。
改善错误的措施英语怎么说

改善错误的措施英语怎么说Title: Measures to Improve Mistakes。
Mistakes are an inevitable part of life. Whether it's in our personal or professional lives, we all make mistakes from time to time. However, what sets successful individuals and organizations apart is their ability to recognize and learn from their mistakes, and take measures to improve upon them. In this article, we will explore some effective measures to improve mistakes and turn them into opportunities for growth and development.1. Acknowledge the Mistake。
The first step in improving a mistake is to acknowledge it. It's important to take responsibility for the mistake and not try to shift the blame onto others. By acknowledging the mistake, you are demonstrating accountability and a willingness to learn from the experience.2. Analyze the Root Cause。
关于改善的建议英语作文

关于改善的建议英语作文题目,Improvement Suggestions。
---。
Improvement Suggestions。
In our fast-paced world, constant improvement is not just desirable but necessary for progress. Whether it’s personal development, technological advancement, or societal change, improvement is the driving force behind growth and success. Here are some key suggestions for improvement in various aspects of life.Personal Development:1. Set Clear Goals: One of the most effective ways to improve oneself is by setting clear, achievable goals. By knowing what you want to accomplish, you can focus your efforts and stay motivated.2. Continuous Learning: Never stop learning. Whether it’s through formal education, online courses, or self-study, make a commitment to continually expand your knowledge and skills.3. Healthy Habits: Take care of your physical and mental well-being by adopting healthy habits such as regular exercise, proper nutrition, adequate sleep, and stress management techniques.4. Seek Feedback: Solicit feedback from others to gain valuable insights into your strengths and areas for improvement. Constructive criticism can help you grow and develop.Technological Advancement:1. Invest in Research and Development: Allocate resources towards research and development to foster technological innovation. Encourage collaboration between academia, industry, and government to drive progress in keyareas.2. Embrace Emerging Technologies: Keep abreast of emerging technologies such as artificial intelligence, blockchain, and renewable energy. Embrace these technologies to improve efficiency, reduce costs, and create new opportunities.3. Data Privacy and Security: Strengthen data privacy and security measures to protect against cyber threats and safeguard sensitive information. Invest in encryption, authentication, and cybersecurity training to mitigate risks.4. Promote Digital Inclusion: Bridge the digital divide by promoting digital inclusion initiatives that provide access to technology and digital literacy training for underserved communities. Ensure that everyone has the opportunity to benefit from technological advancements.Societal Change:1. Promote Diversity and Inclusion: Foster a culture of diversity and inclusion in all aspects of society,including the workplace, education, and governance. Embrace different perspectives and experiences to drive innovation and create a more equitable society.2. Address Climate Change: Take urgent action toaddress climate change by reducing greenhouse gas emissions, transitioning to renewable energy sources, and implementing sustainable practices. Protecting the environment is essential for the well-being of current and future generations.3. Combat Inequality: Address socioeconomic inequality by implementing policies that promote economic opportunity, access to education and healthcare, and social welfare programs. Create a more just and equitable society where everyone has the chance to succeed.4. Promote Civic Engagement: Encourage civic engagement and participation in democratic processes to ensure that everyone’s voice is heard. Empower individuals to advocatefor change and hold leaders accountable for their actions.In conclusion, improvement is essential for personal growth, technological advancement, and societal progress. By setting clear goals, embracing innovation, and promoting diversity and inclusion, we can create a brighter futurefor ourselves and future generations.--。
改正不良行为 英语作文

改正不良行为英语作文英文回答:Correcting Deviant Behavior.Deviant behavior, defined as actions that violatesocial norms and expectations, can stem from a complex interplay of biological, psychological, and environmental factors. Understanding the underlying causes of deviant behavior is crucial for developing effective interventionsto correct it.From a biological perspective, genetic predispositions and neurochemical imbalances may play a role in the development of certain deviant behaviors. For instance, individuals with low levels of serotonin may be more proneto impulsive and aggressive actions.Psychological factors, such as childhood trauma, neglect, and abuse, can also contribute to deviant behavior.Early experiences shape an individual's perception of the world and their place in it, and negative experiences can lead to a distorted view of reality and maladaptive coping mechanisms.Environmental factors, including social and economic conditions, can also influence deviant behavior. Poverty, lack of opportunity, and exposure to violence can increase the likelihood of engaging in antisocial activities.To effectively correct deviant behavior, interventions must address multiple domains.Biological Interventions:Medication to regulate neurochemical imbalances.Brain stimulation techniques, such as transcranial magnetic stimulation (TMS)。
英语作文整改措施

英语作文整改措施Measures for ImprovementIn order to improve a situation or solve a problem, it is crucial to identify the issues at hand and implement effective measures. In this essay, I will outline some potential measures that can be taken to address a particular problem.First and foremost, raising public awareness is essential. To achieve this, the government can organize campaigns or set up education programs. For example, if the problem is about environmental pollution, awareness campaigns can educate the public about the importance of reducing waste and conserving resources. By promoting a sense of responsibility among individuals, we can encourage them to take action to protect the environment.Secondly, implementing stricter regulations and laws can be effective in dealing with certain problems. This requires the cooperation of the government, law enforcement agencies, and legal institutions. For instance, if the problem is related to traffic accidents, the government can increase penalties for traffic offenses such as drunk driving or speeding. By enforcing these new laws, potential offenders will be deterred from engaging in dangerous behaviors, thus reducing the number of accidents on the roads.Furthermore, investing in research and development can lead to innovative solutions. By providing funding and resources to scientists, engineers, and entrepreneurs, governments andorganizations can support the development of new technologies and products to tackle various issues. For example, if the problem is about energy shortage, investing in renewable energy research can lead to the discovery of new, sustainable energy sources that can mitigate the problem and reduce reliance on fossil fuels.In addition, promoting international cooperation can be crucial for addressing global challenges. Complex issues such as climate change or terrorism require collaborative efforts from different countries to find comprehensive solutions. By fostering dialogue, negotiation, and cooperation among nations, leaders can work together to develop strategies and initiatives to address these issues effectively.Another measure that can be considered is providing incentives for positive behaviors. By rewarding individuals who contribute to the solution of a problem, we can encourage more people to get involved. These incentives can be in the form of financial rewards, recognition, or other benefits. For example, if the problem is about increasing blood donations, governments or organizations can provide benefits such as tax deductions or priority medical services for those who donate blood regularly.Lastly, regular evaluation and monitoring are essential to ensure the effectiveness of implemented measures. By collecting data and analyzing the results, policymakers can identify areas that require improvement or adjustment. This feedback loop allows for continuous improvement and adaptation to changing circumstances. In conclusion, addressing a problem requires a multi-prongedapproach that includes raising awareness, implementing strict regulations, investing in research and development, promoting international cooperation, providing incentives, and conducting regular evaluations. By adopting these measures, we can effectively tackle various problems and work towards creating a better future.。
Corrective Action纠正和预防措施程序(中英文)
1.0 PURPOSE 目的1.1 The procedure defines the process for Corrective &Preventive Action and ContinuousImprovement and makes sure quality and environment management system is on continuingimprovement and continuously meets customer requirements.确定纠正预防和持续改进的流程,确保公司的质量管理体系和环境管理体系是处于持续改进的,不断满足客户需要。
2.0 SCOPE 范围2.1 Apply to the products and processes which are related with quality management system andenvironment management system, such as internal products or processes required correctiveaction or improvement, customer complaint, internal/external audit and environmentnonconformity, KPI over target, and etc.适用于公司内质量管理体系和环境管理体系所涉及的产品和过程。
比如要求纠正或改进的产品、过程,客户投诉,内/外部审核和环境不符合,目标未达成,数据分析等。
3.0 DEFINITIONS定义3.1 Correction: action to eliminate a detected nonconformity. A correction can be, for example,rework or re-grade.纠正:为消除已发现的不合格所采取的措施,如返工,降级等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Identification
Efficiency
8) Efficiency measurement Date 2013.1 1.14 Method used
Closed on
R1405700
相关生产很多 很多跟踪确认
2013.11.14
2013.11.14
2013.11.14
2013.1:刘新银,设计主管: 何军
1) References QCR Nb CF inspection Field Qty of defects Reference Designation Traceability
QCR Nb : HNSR1405700 Issue date : 2013. 11.14
8D-Report
Overview Date日期
Team :
Samples reception date 样品接收日 Start of analysis 开始分析 Immediate corrective action 临时对策 Root causes 根本原因 Definitive corrective action 根本改善措施 Prevention of re-occurance 预防再发生
1.模具压金深度不够,折弯间隙变大导致角度不良。
Contribution
5]根本对策
Intro-Date 2013.11.14
Identification
Efficiency
1.模具深度和间隙进行调整。要求为直角。 下次送样时改善 。2.全检员包装出货前将检测是否有折弯不良的现象。不让不 良流出。
6) Documentation reviewed D-FMEA on : P-FMEA on : Control plan updated on : Others : 如果项目需要改善。,检验标准,进一步提高。 Intro-Date 7) 预防再发生 2013.11.14 1.模具深度和间隙进行调整。要求为直角。记录在案, 下次 送样时改善。 2.全检员包装出货前将检测是否有折弯不良的现象。不让不良 流出。
HNSR1405700
不良图示 :
相关生产跟踪确认
2) 问题描述 *. 客户反应:折弯角度不良需改善。
3) 短期行动
样品,无库存,查明可能导致发生此不良的原因。预防此不良发生。
Intro-Date 2013.11.14
Identification
Efficiency
2013.11.14
4) 根本原因