FA201B-梳棉机(青岛宏大)
梳棉机

青岛宏大FA201B型梳棉机
三 项 专利的三 罗拉 剥 棉 、 主传动 、单 机 滤 尘箱; 变 频器 无级调速 ; 前三后三 固定盖板 ; 刺辊下装 有分梳板 ; 新型优质 的金属齿条 ; 数控显 示 仪 , 无触点 传感 器,显示出条速度、 班 产 量等及断 条 、 返 花 故障和多 处安 全 自 停装置 ; 机上 四 点 连续吸 , 系统 间歇吸。
只用一块分梳板
采用由活动阀门、除尘刀 和吸尘管组成的新排杂系 统,落杂经由除尘刀和阀 门形成的落杂口进入吸尘 管后由气流带走,含杂低 时,或加工化纤时阀门角 度调小,降低落棉率。
1-延伸板;2-除尘刀;3、5-托棉板; 4-分梳板;6-导棉板
固定盖板
装在锡林前后,与锡林配合分梳纤维; 齿片厚0.5~1.6mm;共同串在一根矩形芯 棒上,其两侧以夹头固联在铸铁骨架上; 齿工作角49º ,齿距4.47mm,齿尖分布均 匀且错开; 齿密为90、140、240、620齿/英寸; 后固定盖板齿较前固定盖板为稀,进行 预梳; 前固定盖板对锡林针布上纤维再次梳理, 增加平行伸直度。
Typical single cylinder short staple card
棉层
3-2 给棉和刺辊部分
• 组成:给棉罗拉、给棉板、刺辊、刺辊分梳 板、除尘刀; • 作用:向机内喂入棉卷或棉丛,对棉层进行 梳理,并排除杂质和短绒。
中低产梳棉机给棉和刺辊部分
中、低产梳棉机由给棉罗 拉、给棉板、刺辊、除尘 刀、小漏底组成; 握持分梳和除杂,为锡林 输送薄棉层。
第三章 梳棉机
Chapter 3 Card
3-1 概述
1. 梳棉机的任务
• 开松:使棉束单纤维(锡林、盖板)
• 除杂:清除杂疵、短绒(刺辊区除杂50~60%)
棉纺成套产品---青岛宏大清梳联
棉纺成套产品---青岛宏大清梳联青岛宏大清梳联产量已经超过并可替代进口设备,达到国际先进水平。
清梳联用户遍布世界各地,已有1800多条线清梳联在用户厂使用,装备了3500多万纱锭,在高端市场优势非常显著01 工艺先进独有的工艺设计思想:1.连续、均匀喂给2.薄喂、轻打合理3.分梳、梳理适度4气流参数保证5.结、杂、短绒兼顾。
清花流程博采众长,吸收了国外众多名牌产品的先进技术,经过消化吸收和改进更加实用、先进,可与国外名牌产品相媲美。
青岛清梳联与其他产品相比,全流程打击点少,梳理适度,在纤维保护方面具有独特优势。
如多仓混棉机结构简单合理,底部没有输出罗拉及打手,维护简单,减少不必要的纤维损伤。
02 适纺性广工艺灵活,通过工艺速度和隔距的调整,以及梳理器材的优化选型,使青岛清梳联可以应用于棉、化纤、毛、麻及其他特征纤维的加工梳理。
03连续喂棉技术,效率更高运用独创的连续喂棉控制技术,对抓棉机、多仓、主除杂机的控制系统进行技术改造,使整个流程自抓棉机开始实现连续喂给,工艺运转率达到100%,使棉流均匀输送,便于开松、除杂和梳理,为梳棉机提供状态非常均匀的筵棉,保障生条不匀率。
04全流程压力检测从清花单机到梳棉机再到滤尘系统,全部采用压力传感器监控,保证系统正常连续运转,避免了不必要的故障停车和设备损伤。
05全流程变频控制全流程所有输棉风机和主要运转部件,均采用变频智能控制,工艺调整灵活方便;同时,其能耗相比同类产品可以节约10-30%,无形中大大降低了纱厂的运行成本;噪音也得到很好的控制。
06大量使用进口配件,确保清梳联系统稳定运行所有PLC、触摸屏、变频器、及主要电气开关、传感器、伺服电机、针布、轴承、同步带等均为进口著名品牌,如德国西门子、施耐德、日本三菱、瑞士格拉夫、瑞典SKF等。
07安全可靠全流程配有多项金属检测和装置,确保设备安全运行。
如抓棉机打手、专业金属探测器、桥式磁铁、主除杂机、多仓混棉机、都设有金属检测功能,并及时排除;另外,在抓棉机后、梳棉机前的输棉管道上,配有两台专业火星探测器,防止火灾的发生。
FA201B型梳棉机的改造与维护

FA201型梳棉机固定板技术改造和实践摘要:为了提高成纱质量,特别在棉纱结杂、粗节、条干等方面,通过技术改造,选配技术领先,质量好的器材减少半成品中的棉结杂和短绒,以降低条干CV值。
实践表明,在梳棉上改变原固定板结构,选用新结构固定分梳板,提高纤维的分离度、伸直度和平行度,能明显提高产品的质量。
关键词:梳棉;固定盖板;棉结杂;短绒;条干;工艺;成纱质量安徽东至华源纺织有限责任公司于1990年安装使用了32台青岛纺机生产的FA201梳棉机,机械基本性能和使用状态较好。
但随着技术的不断创新和进步,人们生活水平的不断提高,市场对成纱质量的要求也在不断提高,高支数、高品质的纱线成为抢占市场、增加经济附加值的重要途径。
因此,FA201梳棉机上原固定板结构已经不能适应现在生产新产品的需求,为了进一步提高纤维的分离度、伸直度和纤维平行度,降低棉结杂质、排除短绒,使棉网更清晰,提高成纱质量和单机质量,对FA201梳棉机原固定盖板结构进行了相应的改造。
1、固定盖板选型及配置选用江苏南通金轮针布(江苏)有限公司生产的GFB800型固定分梳板。
该固定盖板骨架采用LD31铝材制作,轻巧、光洁、美观;齿片采用金属针布制造工艺,齿尖锋利、耐磨、光洁,不嵌附纤维、不挂花。
其配置方法,采取前7后3形式。
齿密配置方法见表1.表1 前后固定盖板齿密配置方法名称齿片基纵向齿齿密/(齿根数骨架厚/mm 距/mm /25.4mm²)材料前固定0.7 2.1 440 3盖板0.7(细) 1.5 620 4 合金后固定 1 4.48 140 3盖板风量要求:棉网清洁器需要风量150~250M³/h左右2、安装方法2.1前固定盖板及棉网清洁器的安装方法a)拆下原固定盖板、前上罩板、弧形垫铁;b)紧靠前下罩板放上前弧形垫铁(弧长317mm),划线确定2─M8螺孔位置(下孔与原弧形垫铁孔重合,只需划上口M8孔位置);c)前弧形垫铁外侧面与前短轨外侧面平齐;d)在前短轨划线位置上加工2─M8、螺孔深15~18mm,要求螺孔垂直于所在弧面(钻孔时可用弧形样板检验);e)根据生产工艺要求校准前下罩办的上下口隔距;f)紧靠前下罩板放上前弧形垫铁并固定;g)依次由下向上安装6根固定盖板,齿尖方向与锡林针齿相对呈分梳状;h)安装时分别调整好各固定盖板与锡林的隔距;i)在第7根位置安装棉网清洁器,并调节除尘刀隔距;装上吸风管及附件;j)安装最上面一根固定盖板(提升盖板)时,要注意齿尖方向与锡林针齿方向相同(与其它几根方向相反)并调整隔距;k)装上前上罩板并固定;l)装上棉网清洁器上的出风管,并将软管一端用管夹固定在出风管上,另一端通过三通与总风管连接。
棉纺设备A型和FA型的部分工艺参数

棉纺设备A型和FA型的部分参数A002A自动抓棉机产量:600--800公斤/台时抓棉打手:直径385毫米;转速740转/分;工作长度1570毫米打手刀片:形式U型抓取角10度;刀尖夹角50度;厚4.5毫米;排列8排;刀片伸出肋条距离7毫米抓棉打手下降距离:3-6毫米;连续上升时间1080毫米/3分40秒抓棉打手刀片头部距离:最低位置20毫米;最高1080毫米堆包重量:2000-2500公斤总功率:2.2千瓦外形尺寸:地轨直径5182毫米;小车机架长2635*宽800*高1430毫米电机:1.5千瓦(右)1台;0.25千瓦(右)齿轮减速;0.55千瓦(右)齿轮减速电机机器净重:900公斤A006B自动混棉机车别:按凝棉进棉方向不同而分左右手产量:600--800机幅:1060毫米输棉帘、压棉帘速度:1、1.25、1.5、1.75米/分角钉帘速度:60、70、80、100米/分均棉罗拉:直径400毫米;转速200转/分打手直径:400毫米;转速430转/分尘棒型式:扁钢;之间隔距10毫米;共21根打手与尘棒隔距:进口8-15毫米;出口10-20毫米。
压棉帘与角钉帘隔距:60--80毫米角钉帘与均棉罗拉隔距:40--80毫米打手与角钉帘隔距:5毫米喂棉方式:由凝棉器从顶部喂入全机总功率:1.57千瓦外形尺寸:长4085*宽1430*高2859电动机:0.6千瓦(左)2台;0.37千瓦(右)齿轮减速机器重量:3.3吨A041型凝棉器技术规格产量:600--800公斤机幅:1060毫米车别:左手或右手尘笼直径:500毫米;转速60、67、82、91转/分打手:六排皮翼式;直径250毫米;转速268、296、334、362、405转/分风扇直径:400毫米;转速1850、2050、2300、2500、2800转/分外形尺寸:长800*宽1752*高796毫米电动机:4千瓦(右)1台机器重量:540千克A034型六辊筒开棉机产量:600-800公斤机幅:1060毫米辊筒:四列角钉式;6只;直径455毫米;转速462、510、562、595、655、722转/分尘棒:机外可调节的振动式扁铁尘棒;隔距、10毫米(1、2、3辊筒35根尘棒)、8毫米(4、5辊筒39根)尘棒安装角调节范围:(-+)15度辊筒与尘棒隔距:6-20毫米(尘棒中间至辊筒)喂棉方式:由自动混棉机直接喂入出棉管直径:300毫米外形尺寸:长2450*宽1430*高2742毫米电动机:2.2千瓦机器重量:1.47吨A036型豪猪开棉机产量:600--800公斤机幅:1060毫米打手:圆盘矩形刀片;直径610毫米;转速480、540、600转/分给棉罗拉:直径76毫米;35、39、46、53、69转/分尘棒:机外可调的三角尘棒;68根;隔距进口11-15毫米、中间6--10毫米、出口4-7毫米储棉箱尺寸:厚500*宽1060*高1375毫米打手与给棉罗拉隔距:6毫米打手刀片与尘棒隔距:进口10-14毫米;出口14.5-18.5毫米出棉管直径:300毫米喂棉方式:凝棉器从顶部喂入全机总功率:1.87千瓦外形尺寸:长1410*宽1230*高2960毫米电动机:1.5千瓦(左)0.37千瓦(左)齿轮减速机器重量:1.6吨A062型电气配棉器型式:二路配棉;三路配棉产量:500公斤;800公斤配棉头型式:二路配棉Y式三通;三路配棉品式四通进棉管直径:300毫米出棉管直径:250毫米进棉头风门通过尺寸:宽700*高100毫米ZMQ72-45直流电磁铁110伏:二路2只;三路3只机器重量:二路140公斤;三路170公斤A092A型双棉箱给棉机产量:250公斤/时机幅:1060V型帘速度:最小1.56米/分;最大3.97米/分前、后V型帘隔距:进口220-400毫米;出棉口15毫米输棉帘中心长度:1798毫米;速度8.35、10.4、12.6米/分角钉帘斜度:20度;速度40、50、60米/分剥棉打手直径:300毫米;450转/分均棉罗拉直径:260毫米;335转/分回击罗拉直径:190毫米;600转/分角钉罗拉直径:300毫米清棉罗拉直径:190毫米;420转/分角钉帘与均棉罗拉隔距:0-40毫米喂棉方式:由凝棉器从顶部喂入总功率:1.15千瓦外形尺寸:长3480*宽1785*高3456毫米电动机:0.6千瓦(左)0.55千瓦(右)齿轮减速机器重量:2.47吨A076A型单打手成卷机产量:250公斤/台时机幅:1060毫米棉卷宽度:980毫米;直径365--457毫米;长度34.35-43.35米;重量16-18公斤成卷时间:3.55-5.80分输棉帘中心高度:892毫米输棉帘速度:3.86-8.30米/分天平罗拉直径:76毫米;9.02-19.7转/分综合打手直径:406毫米;900、1000转/分尘格:机外可调式三角尘棒;15根;隔距5-8毫米打手与尘棒隔距:进口8毫米;出口18毫米风扇叶尺寸:直径550*300毫米;800-1200转/分尘笼直径:558毫米棉卷罗拉直径:230毫米;10-13转/分棉卷压钩横跨中心距:1210毫米;全动程600、700毫米;上升动程230、280毫米;下降动程370-420毫米;下降速度152.4--183毫米/秒自动落卷:(不包括拔辊时间)2-3秒拔辊时间:(单程)13秒总功率:8千瓦外形尺寸:长3745*宽2170*高1520毫米电动机:0.4千瓦(左)1.1千瓦(左)1.8千瓦(右)4.7千瓦(右)棉卷称:MGC30-2机器重量:4.33吨A186D型梳棉机技术规格机别:右手(面对车头左手为左,右手为右)A189(左手)机幅:1020毫米适用棉卷规格:最大直径550毫米;宽度980毫米;A189最大直径600毫米可纺原料长度:24-75毫米给棉板工作面长度:28、30、32、46、60毫米给棉加压:3.5-5.7千克/毫米;A189(4[3-7[8公斤)除尘刀调节高度:高于或低于机架6毫米;80-100度的角度调节范围;A189(75-105度)小漏底:弦长175.6入口呈45度角(纺棉);弦长200入口呈45度角(纺化纤)刺辊工作直径:250毫米;980、1070转/分;A189(710、900、1050、1300])锡林工作直径:1289毫米;330(皮带轮直径126)、360(137)转/分;A189(360、400、450、500])工作盖板/盖板根数:40/106;A189(43/110)盖板运行速度(毫米/分):锡林330转/分162、192、244(纺棉);81、98、122(纺化纤);锡林360转/分177、214、266(纺棉);89、107、133(纺化纤)A189(56-306;69-378;62-331;77-419毫米)道夫工作直径:707毫米;15-28转/分(快慢速比3:1);A189(最高60])剥棉形式:四罗拉;A189(三罗拉)大喇叭口直径:8毫米;A189(4*20扁圆孔)抄针方法:人工罗拉抄针适应抄磨辊直径:140-180毫米牵伸倍数:67.3--120.2;A189(59-206)全机吸风量:1300立方米/小时吹风量:500--620立方米/小时全机吹风量:400立方米/小时适用棉条筒规格:直径600*900或1100毫米总功率:主电机2.2千瓦(锡林、刺辊交叉皮带传动)双速电机0.75千瓦;吹风电机0.37千瓦;A189(5[5千瓦)占地面积:长3749*宽2009.5毫米;A189(3524*2154毫米)机器净重:4000千克;A189(4500千克)生产能力:15-25千克/台时;A189(40千克/台时)A186G型梳棉机技术参数装有三罗拉剥棉;增加刺辊分梳板;增加前三后二固定盖板;道夫快速刹车;采用新型电磁离合器;新型圈条器;左右封闭式安全罩;技术规格适用范围:纯棉、化纤、混纺生条定量:3.5-6.5千特产量:最高35公斤工作宽度:1000毫米道夫速度:24.3*38.2转/分除尘:锡林、道夫三角区;刺辊罩盖;后车肚三处吸点;吸风量1300立方米/小时;风压500-600帕总功率:4.46千瓦(锡林、刺辊平行皮带传动)占地面积:长3089*宽2092毫米全机重:4500千克FA201技术规格适用范围:22--76毫米纯棉、化纤、混纺棉条定量:3.5-6.5克/米适应棉卷规格:最大直径550毫米;宽度980毫米适应清梳联输出棉层定量:450-1000克/米产量:40千克/台时出条速度:57.7-121.2米/分总牵伸倍数:67.5-120.5刺辊工作转速:930转/分;800转/分道夫转速:6-36转/分锡林转速:360转/分;330转/分工作盖板根数/盖板根数:41/106盖板速度(毫米/分):72、91、129、141、184、241、342附加梳理部件:刺辊分梳板1块;后固定盖板3根;前固定盖板3根适用条筒:直径600*高900或1100除尘系统:设有单机滤尘箱;吸风量1800立方米/小时,对机上四点连续吸(要求风口静压-49到-98帕);机下车肚花及滤网花由机外吸尘系统间歇吸除(要求到单机入口处,风量2000立方米/小时,静压-1863帕);总功率:7.17千瓦FA203型梳棉机技术参数微机控制和数显有关参数特制的机架,强度高,易调整,便于大漏底拆卸;封闭式圆墙板避免了墙板花;适用双棉卷或棉箱喂入;机外间歇吸,机内双滤尘箱连续吸;盖板倒转,增强分梳,改善棉网质量;设前后固定盖板及分梳板,锡林道夫结构优化设计,提高精度;盖板花剥取由抄刷辊代替上斩刀;全机采用新型齿条,方便、安全的全封闭安全罩;40秒锡林制动机构;四处自停,四处检测装置;可以观察棉网的皮圈导棉装置。
纺纱工艺计算

隔距范围
m m
1∕1000英寸
给棉罗拉—给棉板
进口∕出口
0.1—0.18∕0.3—0.38
4—7∕12—15
给棉板—刺辊
0.23
9
刺辊—除尘刀
第一除尘刀
0.38
15
第二除尘刀
0.3
12
刺辊—预分梳板
第一预分梳板
0.5
20
第二预分梳板
0.5
20
刺辊—导棉板
第一导棉板
1.5
60
第二导棉板
0.5
8
第三点
0.18
7
第四点
0.18
7
出口
0.20
8
锡林—前上罩板
上口∕下口
0.79∕1.1
31∕43
锡林—前下罩板
0.55
22
锡林—道夫
0.1
4
锡林—大漏底
进口∕中部∕出口
5∕1.58∕0.78
203∕62∕5
道夫—剥棉罗拉
0.3
12
剥棉罗拉—上轧辊
0.125—0.225
5—9
盖板—盖板斩刀
0.84
33
FA221B梳棉机
一、速度计算:
1、锡林转速n1(r∕min):n1=1440хD1电机轮直径∕5505=2.6182хD1
2、刺辊转速n2(r∕min)=D1∕D2х1440
3、盖板速度V(mm∕min)
V= 1440хD1х110х1х1х13х36.5∕D3х550х26х26 =202.15хD1 ∕D3
4、小压辊—大压辊E4=62х53х14хBх14∕72Х31х36х14хA=0.572хB∕A
棉纺工艺-梳棉1
10、锡林~大漏底隔距 大漏底与锡林的前、中、后隔距应使大漏底 弧面始终保持隔距逐渐收缩的状态。考虑 气流分布。例大漏底出口隔距过大,将使 小漏底内部气压增加而使后落棉量增加。 11、锡林~前罩板隔距 隔距小,有利于长纤维被锡林抓取。
12、锡林~道夫隔距 不论纺何种原料,一般要求这一隔距保持较 小的状态,以加强分梳,提高道夫转移率, 锡林与道夫间隔距一般为0.10- 0.125mm(4~5/1000),国外高产机在 0.08~0.10mm(3~4/1000)。
(四)其它 刺辊锯齿工作角α:75-80度, α小,有利分梳,但 杂质不易抛落,落棉少,返花率高,棉结增多。 刺辊齿密N:36或60齿/平方英寸,密度大有利于分 梳但短绒率高,一般α与N相对应, α大, N大可 兼顾分梳、落棉和纤维顺利转移。 给棉板分梳工艺长度LA: LA小,分梳作用强,短 绒率高。应结合纤维长度、定量、强力、成熟度 确定,一般LA约等于Lm(纤维主体长度)。分 梳较好,损伤也少。允许情况下偏小掌握,有利 分梳。 针布:
纺不同纱号时锡林~盖板隔距间常用隔距
9、锡林与前、后固定盖板间隔距 锡林与前、后固定盖板间隔距小,利于分梳, 减少棉结。但过小,损伤纤维,碎裂杂质, 使生条短绒增加,杂质粒数增多,粒重减 小。所以锡林与前、后固定盖板的隔距, 从刺辊侧至道夫侧,应遵循隔距由大到小, 逐渐增强分梳的原则。一般后固定与锡林 间隔距自下而上为0.37~0.55mm, 0.30~0.45mm,0.25~0.40mm;前固定自上 而下的隔距为:0.20~0.25mm, 0.18~0.23mm,0.15~0.20mm或隔距均相同。
四、工艺参数设计 (一)生条定量 梳棉机牵伸倍数常随所纺纱的号数不同而不同。 在纺细号纱时,梳棉常选用较大的牵伸,同时 棉卷的定量较轻,因此,生条定量较轻,反之, 应较重;在纺号相同或相近时,一般若产品质 量要求较高时可采用较低的生条定量。
青岛第四代清梳联工艺及控制系统分析
青岛第四代清梳联工艺及控制系统分析1 前言清梳联是当代世界一项十分先进成熟的技术,实现了工序的连续化和自动化生产;是棉纺行业由劳动密集型企业向技术密集型转变的需要,是棉纺技术发展的必然,是棉纺行业现代化的重要标志之一。
下面就青岛第四代清梳联可靠性和经济性两个方面进行分析。
2 青岛清梳联的可靠性2.1 技术来源可靠FA009、FAll6来源于德国赫格特技术,FAl05A、FA029来源于瑞士立达技术,FAl56来源于德国特吕茨勒技术;FAl25重物分离器来源于英国克罗斯罗尔,技术先进稳定可靠,经过消化吸收和改进,更加先进实用,是可与国外名牌产品相媲美的先进水平的清梳联。
2.2设计水平可靠青岛宏大纺机是开清梳设备与自动落纱设备的重要生产基地,具有雄厚的技术实力,拥有一批设计经验丰富、技术精湛、爱岗敬业的技术研发队伍。
通过不断总结经验、学习消化国外的先进技术,运用先进的CAD辅助设计,精益求精,结合企业的发展要求,集中各方专家和用户的聪明才智,设计出技术先进、性能可靠、具有青岛特色的清梳联设备。
2.3 加工制造可靠公司通过ISO9000认证,并完成了2000换版,通过一系列制度、措施和高性能的设备,严格质量管理,提高设备加工精度和质量;从德国、日本、瑞士、美国等国家引进加工中心,板材柔性加工单元,数控衡模回转头压力机、数控直角剪床、数控三点折弯机、数控精密等离子切割机,电火花、线切割机、激光切割机及精密三坐标测量仪等机电一体化水平很高的加工设备,保证了加工质量;从英国引进生产电粉沫喷涂自动线,提高了产品的表面质量。
从德国引进的树脂砂、造型线能有效提高铸件质量,使得梳棉机锡林、道夫、锡林墙板、道夫墙板为整体式结构,提高了筒体的刚性和精度。
2.4 电气硬软件可靠清花电器PLC采用德国西门子产品,梳棉采用日本三菱产品,所有变频器采用德国LENZE公司产品,断路器、交流接触器等元件都采用国外产品,主要清花设备FA009、FAll6硬软件采用与国外公司直接配套方式,以保证系统可靠。
青岛宏大
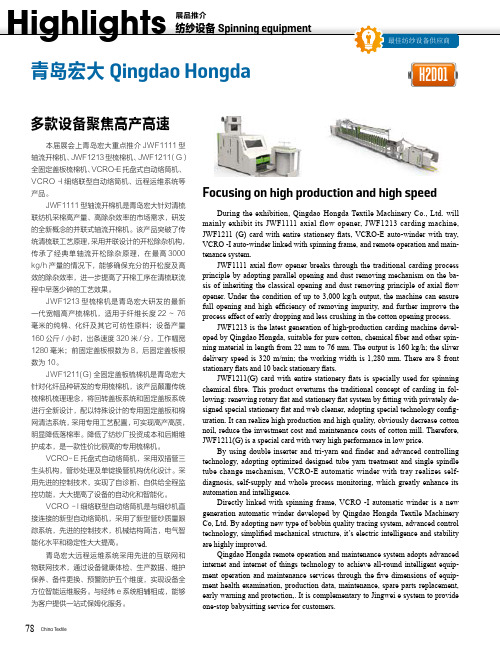
纺纱设备Spinning equipment 多款设备聚焦高产高速青岛宏大Qingdao Hongda 本届展会上青岛宏大重点推介JWF1111型轴流开棉机、JWF1213型梳棉机、JWF1211(G)全固定盖板梳棉机、VCRO-E 托盘式自动络筒机、VCRO -I 细络联型自动络筒机、远程运维系统等产品。
JWF1111型轴流开棉机是青岛宏大针对清梳联纺机采棉高产量、高除杂效率的市场需求,研发的全新概念的并联式轴流开棉机。
该产品突破了传统清梳联工艺原理,采用并联设计的开松除杂机构,传承了经典单轴流开松除杂原理,在最高3000 kg/h 产量的情况下,能够确保充分的开松度及高效的除杂效率,进一步提高了开棉工序在清梳联流程中早落少碎的工艺效果。
JWF1213型梳棉机是青岛宏大研发的最新一代宽幅高产梳棉机,适用于纤维长度22~76毫米的纯棉、化纤及其它可纺性原料;设备产量160公斤/小时,出条速度320米/分,工作幅宽1280毫米;前固定盖板根数为8,后固定盖板根数为10。
JWF1211(G)全固定盖板梳棉机是青岛宏大针对化纤品种研发的专用梳棉机,该产品颠覆传统梳棉机梳理理念,将回转盖板系统和固定盖板系统进行全新设计,配以特殊设计的专用固定盖板和棉网清洁系统,采用专用工艺配置,可实现高产高质,明显降低落棉率。
降低了纺纱厂投资成本和后期维护成本,是一款性价比很高的专用梳棉机。
VCRO- E 托盘式自动络筒机,采用双插管三生头机构,管纱处理及单锭换管机构优化设计。
采用先进的控制技术,实现了自诊断、自供给全程监控功能,大大提高了设备的自动化和智能化。
VCRO - I 细络联型自动络筒机是与细纱机直接连接的新型自动络筒机,采用了新型管纱质量跟踪系统,先进的控制技术,机械结构简洁,电气智能化水平和稳定性大大提高。
青岛宏大远程运维系统采用先进的互联网和物联网技术,通过设备健康体检、生产数据、维护保养、备件更换、预警防护五个维度,实现设备全方位智能运维服务。
涤棉混纺工艺设计-第五组
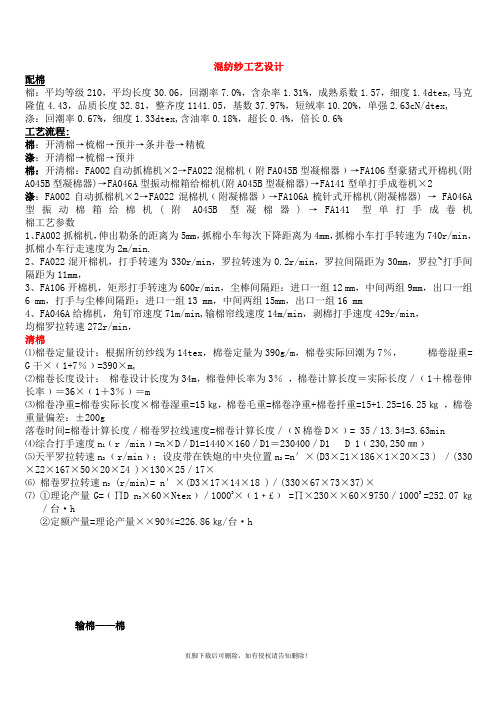
混纺纱工艺设计配棉棉:平均等级210,平均长度30.06,回潮率7.0%,含杂率1.31%,成熟系数1.57,细度1.4dtex,马克隆值4.43,品质长度32.81,整齐度1141.05,基数37.97%,短绒率10.20%,单强2.63cN/dtex, 涤:回潮率0.67%,细度1.33dtex,含油率0.18%,超长0.4%,倍长0.6%工艺流程:棉:开清棉→梳棉→预并→条并卷→精梳涤:开清棉→梳棉→预并棉:开清棉:FA002自动抓棉机×2→FA022混棉机﹙附FA045B 型凝棉器﹚→FA106型豪猪式开棉机(附A045B 型凝棉器)→FA046A 型振动棉箱给棉机(附A045B 型凝棉器)→FA141型单打手成卷机×2 涤:FA002自动抓棉机×2→FA022混棉机﹙附凝棉器﹚→FA106A 梳针式开棉机(附凝棉器) → FA046A型振动棉箱给棉机(附A045B 型凝棉器)→FA141型单打手成卷机 棉工艺参数1、FA002抓棉机,伸出勒条的距离为5mm ,抓棉小车每次下降距离为4mm ,抓棉小车打手转速为740r/min ,抓棉小车行走速度为2m/min.2、FA022混开棉机,打手转速为330r/min ,罗拉转速为0.2r/min ,罗拉间隔距为30mm ,罗拉~打手间隔距为11mm ,3、FA106开棉机,矩形打手转速为600r/min ,尘棒间隔距:进口一组12 mm ,中间两组9mm ,出口一组6 mm ,打手与尘棒间隔距:进口一组13 mm ,中间两组15mm ,出口一组16 mm4、FA046A 给棉机,角钉帘速度71m/min,输棉帘线速度14m/min ,剥棉打手速度429r/min ,均棉罗拉转速272r/min ,清棉⑴棉卷定量设计:根据所纺纱线为14tex ,棉卷定量为390g/m ,棉卷实际回潮为7%, 棉卷湿重= G 干×﹙1+7%﹚=390×m,⑵棉卷长度设计: 棉卷设计长度为34m ,棉卷伸长率为3% ,棉卷计算长度=实际长度/﹙1+棉卷伸长率﹚=36×﹙1+3%﹚=m⑶棉卷净重=棉卷实际长度×棉卷湿重=15㎏,棉卷毛重=棉卷净重+棉卷扦重=15+1.25=16.25㎏ ,棉卷重量偏差:±200g落卷时间=棉卷计算长度/棉卷罗拉线速度=棉卷计算长度/﹙N 棉卷D ×﹚= 35/13.34=3.63min ⑷综合打手速度n 1﹙r /min ﹚=n ×D /D1=1440×160/D1=230400/D1 D 1﹙230,250㎜﹚⑸天平罗拉转速n 2 ﹙r/min ﹚:设皮带在铁炮的中央位置n 2 =n ′×(D3×Z1×186×1×20×Z3 ) /(330×Z2×167×50×20×Z4 )×130×25/17×⑹ 棉卷罗拉转速n 3 (r/min)= n ′×(D3×17×14×18 )/(330×67×73×37)×⑺ ①理论产量G=﹙∏D n 3×60×Ntex ﹚/10003×﹙1﹢£﹚ =∏×230××60×9750/10003 =252.07㎏/台·h②定额产量=理论产量××90%=226.86㎏/台·h输棉——棉FA201梳棉机技术特征:可纺纤维长度〔mm〕:22~76锡林直径(mm):1297道夫直径(mm):706刺辊直径(mm):250给棉罗拉直径(mm):70工作盖板根数:41盖板总根数:106固定盖板根数:前4根,后3根条筒尺寸:直径600 mm,高900 mm主要工艺参数:1、锡林转速:Nc=N1×D /542×98%=1460×D/54××136=359r/minD—主电机皮带轮直径,纺棉时D=136 m2、刺棍速度:Nt=N1×D / Dt×98%=1460×D/ Dt×0.98=931Dt:刺辊皮带轮直径纺棉时用209 mm3、盖板速度:Vf=Nc×100/240×Z4/Z5×1/17×1/24×14×××Nc×Z4/Z5Z4/Z5:选定为34/26Vf=0.51142 ×360×34/26=/min4、道夫速度:Nd=N2×88/253×20/50×Z3/190××Z3道夫初定速度30 r/min,那么Z3= Nd/1.048=28.6,取Z3=29齿,Nd r/min. 5、机械牵伸=小压辊线速度/棉卷罗拉线速度=48/21×120/ Z1×34/42×190/Z2×38/30×95/66××Z1=3036E实际牵伸=喂入棉卷干定量×5/输出棉条干定量=390×E机械牵伸=E实际牵伸××Z1=30362.4/20/E=16.6 Z 2=20,Z 1选择17齿修正:E机械=30362.4/20/17=89.3 E实际=E机械/〔1-落棉率〕=94.1生条干定量=棉卷干定量/E实际=390×5/94.1=/5m6、小压辊与道夫之间的张力牵伸E张力7、理论产量G= Nd×60×190/Z2×60兀/1000××g×Nd/Z2=精梳—FA269精梳机技术特征:锡林速度:直接影响精梳机的质量和产量。
现代清梳联生产线介绍 (1)
现代清梳联生产线介绍——《棉纺织工厂设计》课程教学补充资料本资料是作为《棉纺织工厂设计》、《纺纱学》等纺织工程专业课程教学的补充资料。
在《棉纺织工厂设计》的教科书中,关于现代纺纱技术占有重要地位的清梳联技术,只有极少数的文字叙述,而且该教科书又是1993年定稿,1994年出版的,离现在已有10年时间,10年来清梳联技术不论在国际还是在国内又有了很大发展。
10年前我国正处于消化吸收国外先进技术并着手研制我国第一代清梳联生产线。
10年后的今天,我们高兴地看到,我国已在第一代清梳联生产线成机的基础上已生产出第三代最新产品,其质量已跻跃世界水平。
在加入“WTO”后,我国纺织企业装备技术更新换代加快,清梳联生产线正在替代传统生产线。
为了提高学生的综合素质,及时了解纺织前沿科技知识,本人在忙碌中编写了该教学补充资料。
资料来源于去郑州、青岛纺机厂参观学习资料和2002年8月郑州“全国梳棉技术进步研讨会”和2002年10月北京举办的“第八届国际纺织机械博览会”,力求做到内容新颖、技术前沿,并配以适当图解,学生在此基础上可自由探讨和延伸。
本资料还可以作为生产实习课程教材。
目录第一部分我国清梳联的技术进步概况 (1)1清梳联的作用和意义 (1)2清梳联的技术发展 (1)3国产清梳联的经济效果 (2)4清梳联技术的发展趋势 (3)第二部分青岛青锋牌清梳联生产线 (5)1工艺流程特点 (5)2清梳联滤尘系统 (6)3主要单机技术性能与特点 (7)F A009型往复抓棉机 (7)F T240F、F T245F型输棉风机 (7)F T124型重物分离器 (8)F A105A型单轴流开棉机 (9)F A053A型无动力纤维分离器 (10)F A026型交叉混棉机 (10)F A032A储棉机 (11)F A116型主除杂机 (11)F A156型除微尘机 (13)F A178型配棉箱 (13)F A201B型高产梳棉机 (14)F T024(S L T-4)自调匀整器 (15)4青岛清梳联生产线不同规模的配置 (16)环锭纺纯棉1万锭流程配置 (16)环锭纺纯棉2万锭流程配置 (17)气流纺纯棉流程配置 (17)环锭纺化纤(涤沦、粘胶)流程配置 (19)第三部分郑州纺机厂清梳联生产线 (20)1前言 (20)2郑州纺机厂清梳联的开发概况 (20)3郑州清梳联与其它清梳联的价格功能比(一万锭) (24)4主要单机技术性能与特点 (24)F A006(A、B)型往复抓棉机 (24)F A121型除金属杂质装置 (25)A045B型凝棉器 (25)F A016型自动混棉机 (26)F A103型双轴流开棉机 (26)T F30型重物分离器 (27)F A133型气动二路配棉器 (27)F A022—8型多仓混棉机 (28)F A106(A、B)型锯片打手开棉机 (28)F A031A型中间喂棉机 (29)Z F A109型中间喂棉机 (30)F A108E型锯齿辊筒清棉机 (30)F A151型除微尘机 (31)F A177A型喂棉箱 (31)F A221A型高产梳棉机 (32)5示范工艺流程 (34)纯棉纺650k g/h生产线流程配置 (34)纯棉纺700k g/h生产线流程配置 (34)纯化纤(涤纶)400k g/h生产线流程配置 (35)第四部分德国特吕茨勒清梳联的主要性能和特点 (37)1上世纪90年代生产线 (37)特吕茨勒清梳联工艺流程的特点 (37)B D T019型抓棉机 (37)A F C型双轴流清棉机 (37)C V T3型清棉机 (38)F B K533型棉箱 (38)D K760型高产梳棉机 (39)22002年最新生产线 (39)第五部分瑞士立达清梳联生产线 (41)第一节立达清梳联的工艺性能 (41)1工艺流程 (41)2主要单机的技术特点 (41)A10型自动抓棉机 (41)B1型开棉机 (42)B7/3R型多仓混棉机 (42)B50R型精细开棉机 (42)C10型梳棉机 (43)3相关厂家使用体会 (43)4分析评价 (44)第二节立达清梳联梳棉喂棉输送系统原理的探讨 (44)1气流输送系统的组成及工艺流程 (44)气流配棉头 (45)压差开关 (45)加速/分隔板 (46)输棉风机 (47)2气流输送系统的调试与使用 (47)3棉流分配率和均匀输棉的重要环节 (48)4结束语 (50)立达清梳联输棉系统压差开关控制示意图 (51)第六部分清梳联的几个理论和实际技术问题分析 (52)第一节青岛第四代清梳联经济性可靠性分析 (52)第二节清梳联生条短绒含量控制的探讨 (55)第三节瑞士清梳联交替生产两个生条品种的重量控制实践 (57)第四节清梳联的生条质量控制 (61)第五节清梳联中国产异纤检出设备新技术简介 (63)第六节现代清梳联的成功背景及启示 (64)第一部分我国清梳联的技术进步概况摘要:较系统介绍了清梳联设备的国内外技术现状及发展趋势,分析了清梳联的性能和产品质量、技术经济效果及其在实现技术升级换代中的作用。
青岛宏大JWF1203型梳棉机
青岛宏大JWF1203型梳棉机JWF1203型梳棉机-基于6000余台FA203型系列梳棉机的成熟生产使用和工艺实践而推出的新型梳棉机FA203型系列梳棉机自研制开发成功以来,到目前已生产制造了6000余台,正在国内、外的纺织厂,1000多万锭的纺纱能力配套使用,创造发挥了令人满意的经济技术价值。
JWF1203型梳棉机是在FA203A/B/C型梳棉机的基础上,保持其优越的工艺技术性能,用功能模块设计思想进行结构优化整合,实现产品的实用功能和美学功能集合而构成的换代产品。
因此,我们推荐JWF1203型梳棉机是由于:它基于FA203型梳棉机工艺的再次整合优化,实现产品设计换代可以给您带来质量更佳和产量更高的性价比。
高效的分梳、除杂系统——实现单纤维梳理和高效去除棉结、杂质的保证● 引进德国树脂砂铸造技术,造出精确完美的铸铁整体锡林,有更好的稳定性,不变形。
确保不同纺纱品种要求的不同锡林盖板的精确工艺隔距。
● 运转盖板,四点支撑,特殊工艺的高耐磨性材料,不易变形,保证整台车最小的根丝差和延长使用寿命。
● 前、后固定盖板、棉网清洁器采用铝合金型材,良好的针尖平整度,隔距调整方便,保证纤维的梳理更加充分、细致;模块化设计,可根据不同原料进行组合和配置,拆装灵活,排杂效果好。
● 单刺辊结构;刺辊周围设除尘刀、预分梳板、能有效去除杂质和短绒,刺辊除尘刀和落杂区长度可调节落棉量,减少好的纤维损失。
吸尘及气流——高效的吸尘和气流的排除是稳定梳理质量和纤维转移的保障● 可视的吸塑滤尘管道,光滑流畅,维修方便,多点连续吸,压力连续监测,吸尘杂效果好。
● 铝合金封闭式大漏底多块拼接,拆装方便。
强制吸尘,外型更美观。
● 锡林两端面加除杂槽结构,避免圆墙板发热,非密封式圆墙板结构避免锡林两端塞花。
● 整体式道夫墙板,墙板端面与道夫筒体间加密封,防止产生道夫墙板花。
● 滤尘形式标准配置为机内、机外一路连续上吸,也可选配两路连续上吸;精心设计的棉条输出——高产高速的保障● 新型皮圈导棉装置,结构紧凑,保证棉条可以高速稳定输出;采用气动控制翻转式皮圈导棉结构,有利于观察棉网;● 导棉装置采用无齿轮平皮带传动,免加油,大大减少故障率。
FA201B型梳棉机清洁盖板链条毛刷的改进

FA201B型梳棉机清洁盖板链条毛刷的改进
其一,盖板链条附花清理不干净,造成链条在回转时转动不灵活,附花严重时甚至造成盖板起伏;
其二,棘轮爪调节比较困难,造成毛刷使用寿命缩短。
改进措施如下:重新加工1根D12mm×1300mm的轴;重新加工直径50mm的0型三角带轮作为主动轮安装到大毛刷轴被动处(右侧);重新加工直径135mm的0型三角带轮作为被动轮。
将原来的棘轮、棘轮爪拆掉,用原来的棘轮毛刷座和滚针轴承,两端用直径12mm的禁锢圈固定,用O型1000mm的三角带传动。
通过以上改进,盖板链条上的飞花能够彻底清理干净,盖板链条转动灵活,也有利于延长盖板链条的使用寿命。
FA201B型梳棉机规格介绍
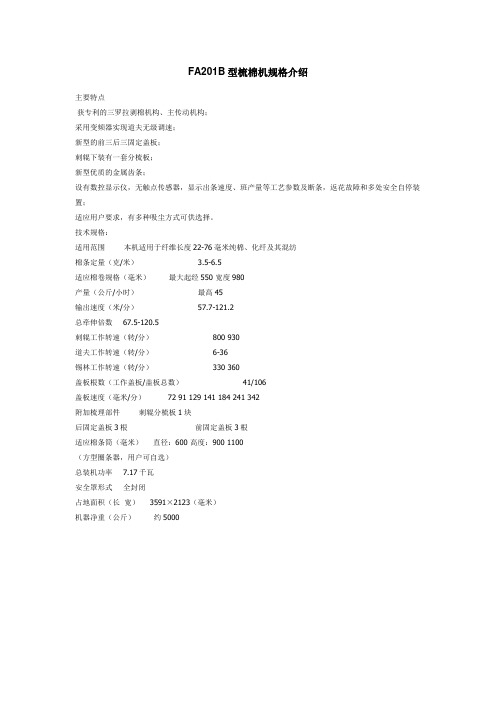
FA201B型梳棉机规格介绍
主要特点
获专利的三罗拉剥棉机构、主传动机构;
采用变频器实现道夫无级调速;
新型的前三后三固定盖板;
刺辊下装有一套分梳板;
新型优质的金属齿条;
设有数控显示仪,无触点传感器,显示出条速度、班产量等工艺参数及断条,返花故障和多处安全自停装置;
适应用户要求,有多种吸尘方式可供选择。
技术规格:
适用范围本机适用于纤维长度22-76毫米纯棉、化纤及其混纺
棉条定量(克/米) 3.5-6.5
适应棉卷规格(毫米)最大起经550 宽度980
产量(公斤/小时)最高45
输出速度(米/分)57.7-121.2
总牵伸倍数67.5-120.5
刺辊工作转速(转/分)800 930
道夫工作转速(转/分)6-36
锡林工作转速(转/分)330 360
盖板根数(工作盖板/盖板总数)41/106
盖板速度(毫米/分)72 91 129 141 184 241 342
附加梳理部件刺辊分梳板1块
后固定盖板3根前固定盖板3根
适应棉条筒(毫米)直径:600 高度:900 1100
(方型圈条器,用户可自选)
总装机功率7.17千瓦
安全罩形式全封闭
占地面积(长×宽)3591×2123(毫米)
机器净重(公斤)约5000。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三菱 FR-E540-1.5K-CH
参数号
功能说明
设定值
备注
pr1
上限频率
70HZ
pr4
3速设定(高速)
50HZ
pr6
3速设定(低速)
10HZ
pr7
加速时间
15S
pr8
减速时间
8S
pr45 第二减速时间
2S
pr71 适用电机
3
pr75 复位选择/PU脱离
1
pr77 参数写入禁止选择
1
整定1.1A 整定4A 整定7A
半封闭罩 全封闭罩
~12V AC AC AC
配方龙头时取消
配圆龙头时用 配方龙头时用
继电器 CA2-DN31M7N+LA1-DN40C 继电器 CA2-DN31M7N 继电器 HH53 带 TP511X 交流接触器 LC1-D0910M7N+LA1-DN11C 交流接触器 LC1-D1210M7N+LA1-DN11C
交流接触器 LC1-D1810M7N+LA1-DN11C
电动机 FW11-4 0.37 电动机 FO3-31C-2F 2KW 电动机 FO3-72-4G 3.3KW 电动机 FO3PS132A-4 1.5KW 断路器 C45AD. 12953 组合开关 HZ10-25N/3 电阻器 RXHG20 160W 200欧
1 1
2 1 1 2 1 1 1 1
1
3 3 1 1 2
T1
控制变压器 JBK3-250 380V /220V 180VA,
/ 12V 70VA
光电自停装置 GU41-FDC-JAA或GD2-
SQ1
CH050
光电自停装置GS72E-JFC-JAC
1
SQ2 光电自停装置GY70(或GD-AT-3W)
SA1
微动开关 KWX-1
SA2,SA3 微动开关 83. 106-M2
SB1 SB2,SB5 按钮 XB2-BA42
SB2 SB4,SB7 按钮 XB2-BA31C
SB10
按钮 XB2-BD21C+ZB2-BE102C
SB6
按钮 XB2-BA31C
ZB2-BE102C
数量 1 1
1 1 1 1 1 4
0pr79 操作模式选择 Nhomakorabea0
pr80 电机容量
1.5
pr96 自动调整设定/状态
1
pr156 失速防止
0
pr183 MRS端子功能选择
3
0允许/1禁止 外部端子操作
读取电机参数
RT第二功能选择
T1 SQ2
代号
A1 U1
名称规格
数字显示仪 DF-50A 变频器 FR-E540-1.5K-CH
FR1 FR2 FR3 FU1 FU2 FU3-FU6
热继电器 热继电器 热继电器 熔断器 熔断器 熔断器
LR2-D1306N LR2-D1310N LR2-D1312N RT22-32/16 RT22-32/32 RT22-16/2
H1
KA1 KA2 KA3,KA4 KM1 KM2 KM3,KM4 M1 M2 M3 M4 QF1 QS1 R1
信号灯 YT702-511DW-11 YT702-511DH-11