喇叭首件确认表
合集下载
制程首件确认表

项目
1
参考资料或测试条件
现使用规格
2
3
5
检验员结论 □通过 □重新制作首件,须再确认 □存在问题呈相关部门确认
检验员
品管部主管
新产品首件,首件样板必须由IPQC送研发部确认
研发部 确认
简要描述 结论/建议
经上述确认接受的首件,制造部方可安排批量生产.如有争议需要经总经理确认者,送总经理确认. 总经理确认
本表原件由品质部存档,复印件送生产部
制 造
订单号
制程首件确认表
产品名称
产品编码
NO: 产品规格
制造 自检
安全
功能
结构
外现
包装 送检员: 审核: 送检数量 备注
送检时间
IPQC收到首件送检,检验并将检验数据和结果填写在下表中,送品管部主管审核
No 检验项目
参考资料或测试条件
结果 No
检验项目
1 外购/结构
9 灯头扭力测试
2 结构/机械性能
10 移印附着力测试
检 3 电器及电性能
验 记
4
光参数
录5
耐压测试
11 高低压启动测试 12 防水测试 13 振动测试
6 绝缘性能测试
14 产品跌落测试
7 灯头量规
15 HSF管控
8 传导干扰测试
16重 部件名 要来自部 光源件 核
电源
查 电线
记
录 灯头
现使用规格
部件名 透镜
导热膏
项目
1
2
3
4
5
参 数 测 试 记 录
产品首件确认表

物料使用情况 是否与标准品一致
料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码置错误
致
喷码歪斜
致
拉 手
破使裂用规格是否正
垫
确
A 致
/ 脏污/异物附着
B
内 喷头内容物
塞 喷出8次之内
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综
合
判
定
检查结果
检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
产品首件确认表
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码置错误
致
喷码歪斜
致
拉 手
破使裂用规格是否正
垫
确
A 致
/ 脏污/异物附着
B
内 喷头内容物
塞 喷出8次之内
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综
合
判
定
检查结果
检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
产品首件确认表
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
生产首件检查确认表

生产首件检查/确认表
日 期 客 户 颜 色 制 程 分类 人 NO 1 2 1 机 2 3 1 料 2 3 4 1 法 2 3 4 环 1 1 2 样 品 确 认 尺寸规 格 组装 确认项目 作业人员是否经过训练合格,并持有上岗证? 作业人员是否熟悉SOP内容?是否按照SOP作业? 机器设备、治工具状态是否正常? 机器设备、治工具有无定期的点检和效验? 测试及仪器设备之调整参数是否与SOP相符? 材料是否与BOM/生产通知单相符合? 材料是否经品质检验及盖PASS章,是否在有效期内? 特采、挑选材料是否有按判定结果执行? ECN变更是否有按判定结果执行? 生产现场是否放/挂有SOP? 是否有ECN变更、并有效执行?(如有请备注) 生产排程单内容确认? 焊接方式是否符合要求? 生产现场温湿度/洁净度(如有要求请备注)是否符合要求? 首件外观是否符合SIP要求? 与配套机壳进行实配,间隙、段差、外观、标签是否符合SIP要求? 测量数据 #1 #2 #3 #4 #5 属 性 ROHS 普通 送检数量 线 别 送检时间 确认时间 班 别 白 夜
备注/异常处理
备注/异常处理
跌落、 拉拔力#1 Nhomakorabea#2
#3
#4
#5
判定 PASS NG
备注/异常处理
备注: 生产部 送检人 品保部 检验人 确认人 确认人
品质最终判定 量产 拒产 受控编号:
项目名称 工单编号
工单数量 料号 生产部 PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG 品质部 PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS 判定 PASS PASS NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG
日 期 客 户 颜 色 制 程 分类 人 NO 1 2 1 机 2 3 1 料 2 3 4 1 法 2 3 4 环 1 1 2 样 品 确 认 尺寸规 格 组装 确认项目 作业人员是否经过训练合格,并持有上岗证? 作业人员是否熟悉SOP内容?是否按照SOP作业? 机器设备、治工具状态是否正常? 机器设备、治工具有无定期的点检和效验? 测试及仪器设备之调整参数是否与SOP相符? 材料是否与BOM/生产通知单相符合? 材料是否经品质检验及盖PASS章,是否在有效期内? 特采、挑选材料是否有按判定结果执行? ECN变更是否有按判定结果执行? 生产现场是否放/挂有SOP? 是否有ECN变更、并有效执行?(如有请备注) 生产排程单内容确认? 焊接方式是否符合要求? 生产现场温湿度/洁净度(如有要求请备注)是否符合要求? 首件外观是否符合SIP要求? 与配套机壳进行实配,间隙、段差、外观、标签是否符合SIP要求? 测量数据 #1 #2 #3 #4 #5 属 性 ROHS 普通 送检数量 线 别 送检时间 确认时间 班 别 白 夜
备注/异常处理
备注/异常处理
跌落、 拉拔力#1 Nhomakorabea#2
#3
#4
#5
判定 PASS NG
备注/异常处理
备注: 生产部 送检人 品保部 检验人 确认人 确认人
品质最终判定 量产 拒产 受控编号:
项目名称 工单编号
工单数量 料号 生产部 PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG 品质部 PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS PASS 判定 PASS PASS NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG
首件确认记录表

镜头端面与增距
镜底面的距离
30
30
30
30
(mm)
Pin调用
调入设定
OK时中心亮度
IPQC确定并签名
备注:1、每款产品开始批量作业前,作业员需先做首件交IPQC确认。
2、IPQC确认后发现问题,应立即通知作业员进行处理,处理后再进行首件确认。
3、IPQC确认后,确认人要填写确认结果,“OK”或“NG”并签名。
2、IPQC确认后发现问题,应立即通知作业员进行处理,处理后再进行首件确认。
3、IPQC确认后,确认人要填写确认结果,“OK”或“NG”并签名。
表格编号: TJ-PC-09807
首件 员:
工序:
产品型号
确认项目
设定 实际 设定 实际 设定 实际 设定 实际
CHART距离(mm)
表格编号: TJ-PC-09807 REV:A0
首件确认记录表
测试设备编号: 日期(年.月.日)
作业 员:
工序:
产品型号
确认项目
设定 实际 设定 实际 设定 实际 设定 实际
CHART距离(mm)
镜头端面与增距
镜底面的距离
30
30
30
30
(mm)
Pin调用
调入设定
OK时中心亮度
IPQC确定并签名
备注:1、每款产品开始批量作业前,作业员需先做首件交IPQC确认。
首件确认表

检验员:
审核:
保存期限:1年
备注
首件确认,并填写此表。 及时向上级反馈。
保存期限:1年
生产日
期: 产品编
号:
首件确认表
生产机
送检时
台: 产色:
检
检验项目
检验结果描述
外观
颜色
结构
材质
实配
尺寸
叛定结果 □合格 □不合格
注意事项
备注: ①.新开机、换模、换色时由注塑部提供首件样品确认,交接班时由QC取样重新做首件确认,并填写此表。 ②.注塑部对模具进行维修后或进行调大参数调整时需重新送样至QC确认。 ③.QC收到领班送检的首件时必须在30分钟内完成确认工作,不能确认的部题需及时向上级反馈。
(音箱) 组装成品首件确认报告

制表:
生产确认:
审核:
确认结果 核准:
□OK;□NG;□待确认;
XX有限公司
(音箱) 组装成品首件确认报告
生产线别:
生产时间:
年 月日时分
类别
□试产; □正常生产; □材料变更; □工艺变更; □其它;
检验依据 □SIP; □BOM; □ECN;
□订单;
□SOP; □其它;
成品料号:
生产机型:
客户型号:
生产批量:
产品安规要求:
出货地区:
产品S/N:
其它:
重要部品规格确认
□保丽龙;
□衬板;
高音喇叭周期:
低音喇叭周期:
变压器周期:
判定
料号/厂商:
料号/厂商:
料号/厂商:
ITEM
检 外观 测 功能 状 结构 况 拆机检验
其它
检验标准
产品检验记录 检验项目
检验工具 判定
NO
仪器名称
测试参数
要求规格
工位
仪器编号 工治具编号
1
2
3
4
确认 异常 记录
变更 说明
备注:
判定栏中符合时划"V"﹐不符合时划"X",并记录于异常说明栏中
NO 确认项目
要求规格
判定 NO 确认项目
要求规格
1 LOGO/铭品颜色
11 贴纸
3 高音喇叭
12 说明书
4 低音喇叭
13 保修卡
5 配置电源线
14 配件
6 保险丝
15 脚垫
7 变压器
16 脚垫螺丝
8 喇叭螺丝
17 功放
9 组合螺丝
首件确认记录表
表
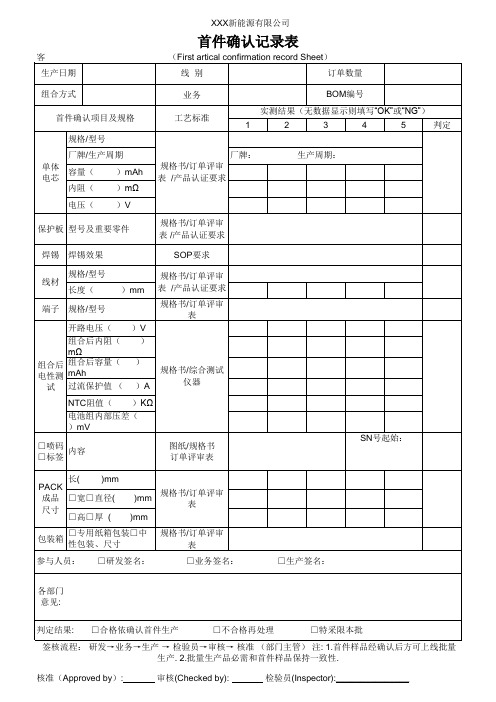
规格书/综合测试 仪器
NTC阻值( )KΩ 电池组内部压差( )mV
□喷码 □标签
内容
图纸/规格书 订单评审表
SN号起始:
长( PACK
)mm
成品 □宽□直径(
尺寸 □高□厚 (
)mm
规格书/订单评审 表Fra bibliotek)mm包装箱
□专用纸箱包装□中 性包装、尺寸
规格书/订单评审 表
参与人员: □研发签名:
□业务签名:
□生产签名:
各部门 意见:
判定结果: □合格依确认首件生产
□不合格再处理
□特采限本批
签核流程: 研发→业务→生产 → 检验员→审核→ 核准 (部门主管) 注: 1.首件样品经确认后方可上线批量 生产. 2.批量生产品必需和首件样品保持一致性.
核准(Approved by):
审核(Checked by):
检验员(Inspector):_______________
1
2
3
4
5
判定
厂牌: 规格书/订单评审 表 /产品认证要求
生产周期:
规格书/订单评审 表 /产品认证要求
焊锡 焊锡效果
SOP要求
规格/型号 线材
长度(
)mm
端子 规格/型号
开路电压(
组合后内阻(
mΩ 组合后 组合后容量( 电性测 mAh
试 过流保护值 (
)V )
)
)A
规格书/订单评审 表 /产品认证要求 规格书/订单评审
客 生产日期
XXX新能源有限公司
首件确认记录表
(First artical confirmation record Sheet)
规格书/综合测试 仪器
NTC阻值( )KΩ 电池组内部压差( )mV
□喷码 □标签
内容
图纸/规格书 订单评审表
SN号起始:
长( PACK
)mm
成品 □宽□直径(
尺寸 □高□厚 (
)mm
规格书/订单评审 表Fra bibliotek)mm包装箱
□专用纸箱包装□中 性包装、尺寸
规格书/订单评审 表
参与人员: □研发签名:
□业务签名:
□生产签名:
各部门 意见:
判定结果: □合格依确认首件生产
□不合格再处理
□特采限本批
签核流程: 研发→业务→生产 → 检验员→审核→ 核准 (部门主管) 注: 1.首件样品经确认后方可上线批量 生产. 2.批量生产品必需和首件样品保持一致性.
核准(Approved by):
审核(Checked by):
检验员(Inspector):_______________
1
2
3
4
5
判定
厂牌: 规格书/订单评审 表 /产品认证要求
生产周期:
规格书/订单评审 表 /产品认证要求
焊锡 焊锡效果
SOP要求
规格/型号 线材
长度(
)mm
端子 规格/型号
开路电压(
组合后内阻(
mΩ 组合后 组合后容量( 电性测 mAh
试 过流保护值 (
)V )
)
)A
规格书/订单评审 表 /产品认证要求 规格书/订单评审
客 生产日期
XXX新能源有限公司
首件确认记录表
(First artical confirmation record Sheet)
FM-QMI035-03 首件检查承认表 (B面)

三诺 品质·服务·价值
深圳三诺影音产品有限公司
音箱成品首件确认承认表
卡通正唛
检查内容 备注
卡通侧唛
备注
包装
彩盒正唛
备注
彩盒侧唛
备注
项目
箱体颜色
Model/Loge
外观
贴纸
主音箱材质
副音箱材质
纯音扫频测试
功能
听音测试 各功能健
使用遥பைடு நூலகம்器
重要
变压器
部品
喇叭
检查
螺丝
电源线
尺寸 /: 规格 检查
音频线 嗽叭线
卡通 彩盒 主音箱
副音箱
重量
一整卡通
测试
一整彩盒
是否ROHS标准
高压测试及设定参数
配件
备注
综合判定
FROM NO:FM—QMI035—02 A.0 检查 员:
描述
长: 长: 长: 长:
GW: GW:
宽: 宽: 宽: 宽:
NW: NW:
高: 高: 高: 高:
□
合格
2/2 审核:
□
不合格
核准:
判定
深圳三诺影音产品有限公司
音箱成品首件确认承认表
卡通正唛
检查内容 备注
卡通侧唛
备注
包装
彩盒正唛
备注
彩盒侧唛
备注
项目
箱体颜色
Model/Loge
外观
贴纸
主音箱材质
副音箱材质
纯音扫频测试
功能
听音测试 各功能健
使用遥பைடு நூலகம்器
重要
变压器
部品
喇叭
检查
螺丝
电源线
尺寸 /: 规格 检查
音频线 嗽叭线
卡通 彩盒 主音箱
副音箱
重量
一整卡通
测试
一整彩盒
是否ROHS标准
高压测试及设定参数
配件
备注
综合判定
FROM NO:FM—QMI035—02 A.0 检查 员:
描述
长: 长: 长: 长:
GW: GW:
宽: 宽: 宽: 宽:
NW: NW:
高: 高: 高: 高:
□
合格
2/2 审核:
□
不合格
核准:
判定
音箱科主机线首件巡检记录表

2ቤተ መጻሕፍቲ ባይዱ
3
3
4
1
2
3
4
1
2
3
4
审核:
检验:
音箱科主机线首件/巡检记录表
品名规格: 首件检验记录 检验项目 机芯规格 变压器规格 电源线规格 喇叭规格 线材规格 螺丝规格 丝印要求 主机 颜色 副机 控制件 包材 配件 显示确认 性能测试 外观 综合判定 首件/巡检 说 明
说明:首件栏及巡检栏中的全检、修理项填数据;巡检栏中其它项目无异常在小方格内画“OK”,否则填“1、2、3…数字”并在说明栏中说明现象,不适用项目画“/”注销。
批量: 时间 结果 项目 材料核对 丝印要求 工具、夹治具 不合格品确认 物料标识与防护 压面板工位 作 业 方 法 锁螺丝工位 焊线工位 打胶工位 找包工位 副机/配件确认 作业依据 性能全检工位 外观全检工位 修理工位巡查 1 2 3
制令号: 巡 检 4 记 1 录 2
日期:
Q-170B
结
果
4
1
喇叭首件确认单

日期: _________年_________月_________日
客户
客户订单
线别
机种
客户料号
生产数量
料号
规格
材料
喇叭首件确认单
OK NG 料号
本公司料号 规格
规格
____Inch____Ω____W OK NG
包装箱HSF标识 异常处理
胶位
胶水料号
磁路胶
胶水
华司胶 铆点胶
垫圈胶
端子板胶
胶水HSF标识,Rohs报告
项目
规格
极性
电气特性 阻抗
OK NG 胶位
治具
名称 音规 磁规
料号
鼓纸加工:
胶水料号
OK NG 胶位
胶水料号
边胶
补帽胶
补强胶
防尘帽胶
中心胶
锦丝线胶
弹波胶
柔软胶
弹波补胶
引线胶
OK NG 项目 SPL曲线 听音
规格
OK NG 异常处理
规格
OK NG
OK NG 异常处理
F0
□已核对生产标准样品;
生产状况 □未核对生产标准样品;
频宽
捺印或贴标
外箱唛头
正唛 Front Mark
侧唛 Side Mark
说明 Notes
总判定
1. 材料确认含包装、塑胶袋、HSF标识等。
2. 贴标含内盒等标签。
3. 确认异常时,G
处置 □废弃;
□特采;
作成
审核
承认
客户
客户订单
线别
机种
客户料号
生产数量
料号
规格
材料
喇叭首件确认单
OK NG 料号
本公司料号 规格
规格
____Inch____Ω____W OK NG
包装箱HSF标识 异常处理
胶位
胶水料号
磁路胶
胶水
华司胶 铆点胶
垫圈胶
端子板胶
胶水HSF标识,Rohs报告
项目
规格
极性
电气特性 阻抗
OK NG 胶位
治具
名称 音规 磁规
料号
鼓纸加工:
胶水料号
OK NG 胶位
胶水料号
边胶
补帽胶
补强胶
防尘帽胶
中心胶
锦丝线胶
弹波胶
柔软胶
弹波补胶
引线胶
OK NG 项目 SPL曲线 听音
规格
OK NG 异常处理
规格
OK NG
OK NG 异常处理
F0
□已核对生产标准样品;
生产状况 □未核对生产标准样品;
频宽
捺印或贴标
外箱唛头
正唛 Front Mark
侧唛 Side Mark
说明 Notes
总判定
1. 材料确认含包装、塑胶袋、HSF标识等。
2. 贴标含内盒等标签。
3. 确认异常时,G
处置 □废弃;
□特采;
作成
审核
承认
音箱成品组装首件检查表

首件完成整个装配后,功能测试是否达到功能要求□OK
7.首件外观确认
外观是否清洁(含油污,异色,烫伤,刮花,粘胶)□OK
按钮,插头力度是否合标准□OK
组件之间缝隙,段差是否标准□OK
8.检验重点特别要求的核对
产品序号,标示,是否按图纸规格□OK
二维码是否能正常识□OK
判定结果
□ACC.试产通过可生产;□REJ.不可生产继续改善
手套是否按SOP佩戴□OK
3.工装治具点检查
电批扭力,烙铁温度,点胶量,静电环,校验□OK
AT设备放置夹具,程序运行 □OK
4.物料与BOM表核对
物料料号,是否对应BOM□OK
物料名称及描述规格,属性是否对应BOM□OK
5.工站操作是否按SOP规范作业
对应工站操作手法,及标准是否按SOP操作□OK
6.首件功能测试结果
备注
审核:日期:
首件检查表(音箱成品组装)
机型
版本
日期
工单号
工单数量
生产数量
生产状况
□新机型试产;□正常生产;□其他()
检查ห้องสมุดไป่ตู้目
检查要点
在线制造
在线工程PE
在线品管IPQC
1.相关文件及技术资料核对(SOP)
SOP发行日期:
SOP要求人数:
实际工站人数:
2.员工着装检查
是否带静电电环:□OK
是否穿戴工衣工帽:□OK
7.首件外观确认
外观是否清洁(含油污,异色,烫伤,刮花,粘胶)□OK
按钮,插头力度是否合标准□OK
组件之间缝隙,段差是否标准□OK
8.检验重点特别要求的核对
产品序号,标示,是否按图纸规格□OK
二维码是否能正常识□OK
判定结果
□ACC.试产通过可生产;□REJ.不可生产继续改善
手套是否按SOP佩戴□OK
3.工装治具点检查
电批扭力,烙铁温度,点胶量,静电环,校验□OK
AT设备放置夹具,程序运行 □OK
4.物料与BOM表核对
物料料号,是否对应BOM□OK
物料名称及描述规格,属性是否对应BOM□OK
5.工站操作是否按SOP规范作业
对应工站操作手法,及标准是否按SOP操作□OK
6.首件功能测试结果
备注
审核:日期:
首件检查表(音箱成品组装)
机型
版本
日期
工单号
工单数量
生产数量
生产状况
□新机型试产;□正常生产;□其他()
检查ห้องสมุดไป่ตู้目
检查要点
在线制造
在线工程PE
在线品管IPQC
1.相关文件及技术资料核对(SOP)
SOP发行日期:
SOP要求人数:
实际工站人数:
2.员工着装检查
是否带静电电环:□OK
是否穿戴工衣工帽:□OK
音响IPQC首件检查记录表

Date: 判定标准描述(SOP规格要
求) SOP SOP SOP SOP SOP SOP SOP
SOP
SOP SOP SOP SOP SOP SOP SOP SOP SOP 成品检验标准
成品检验标准
成品检验标准
检查结果
测试
首件的功能测试是否符合成品检验规范要求 首件的软件版本是否正确(应记录) 首件的间隙和段差是否符合成品检验规范要求
开线前,确认是否有Goden Sample,是否与Goden Sample一致 (确认机种颜色)
测试各站别机器设备参数是否符合SOP要求
上线材料包装,有无IQC检验OK标签
产线材料料号与BOM、料单是否一致
材料 一材料箱中是否存放二种材料、两个厂商材料、及其他对象
产线是否有与该机种无关的材料
产线是否有挂生产机种材料差异表
成品检验标准 成品检验标准 成品检验标准
ROHS 是否所有来料都有ROHS标签
SOP
综合判定
合格
不合格
ECN变更记录
物料变更 规格参数变 更工艺流程变 更 检查不合格的处理:
问题点
原因
IPQC效果确认(起始流水号)
对策
结果确认
Prepared by: Checked by: Approved
音箱类IPQC首件检查记录表
Order: 项目
Model:
Lot: 检查内容
Sample:
产线员工上岗证考核站别是否与当站一致
人
各测试及目检站别报表有无落实记录
产线新进人员是否按程序接受技能培训及上岗证
开线前是否对所有机器设备都有相应的点检保养及记录
各治工具、设备有无落实清洁,无关的治具是否摆放在产线 各测试设备、治具换班、换线、经维修OK后有无落实点检 机器/仪器/ GO/NOSample 治具 开线前是否有落实点检静电环且记录
生产首件确认单

重庆有限公司
首件检验报告单
生产单号 业务下单 容量
机型/规格 产品特征描述 开机画面 外壳颜色
订单量 外壳丝印 程序版本 生产要求
备注
序号 1
检验项目 依据BOM核对用料正确、齐套性
检验结果
OK
NG
确认人 领料员
产品外观检验;
外观
产品外壳检验(包括:LOGO、型号,丝
2
印等);
配置检查(所有后焊器件及组装配 件),(依据产品BOM表)。
3
功能测试 软件版本及开机LOGO检验(依据生产任 务单)
4
功能测试(根据公司的功能测试标准)
5
包装自检(包括:标签、包装盒、配件等)依据 成品BOM、材料BOM,生产任务卡
6
生产许可
测试员
包装员 线长
7
跟踪流程签字、检查生产流程
QA检验员
审核意见
审核人:
时间:
问题描述
矫正措施
备注: 1.序号(1)依据BOM核对所领取物料。 2.序号(2)(3)(4)依据外观检验标准进行检验。 3.序号(5)依据生产作业指导书、生产任务单进行版本及软件检验。 4.序号(6)(7)依据生产作业指导书进行检验。 5.经首件检验合格之后,由生产主管审核之后,进行该批次生产。
首件检验报告单
生产单号 业务下单 容量
机型/规格 产品特征描述 开机画面 外壳颜色
订单量 外壳丝印 程序版本 生产要求
备注
序号 1
检验项目 依据BOM核对用料正确、齐套性
检验结果
OK
NG
确认人 领料员
产品外观检验;
外观
产品外壳检验(包括:LOGO、型号,丝
2
印等);
配置检查(所有后焊器件及组装配 件),(依据产品BOM表)。
3
功能测试 软件版本及开机LOGO检验(依据生产任 务单)
4
功能测试(根据公司的功能测试标准)
5
包装自检(包括:标签、包装盒、配件等)依据 成品BOM、材料BOM,生产任务卡
6
生产许可
测试员
包装员 线长
7
跟踪流程签字、检查生产流程
QA检验员
审核意见
审核人:
时间:
问题描述
矫正措施
备注: 1.序号(1)依据BOM核对所领取物料。 2.序号(2)(3)(4)依据外观检验标准进行检验。 3.序号(5)依据生产作业指导书、生产任务单进行版本及软件检验。 4.序号(6)(7)依据生产作业指导书进行检验。 5.经首件检验合格之后,由生产主管审核之后,进行该批次生产。
首件确认通知单

产品型号 客户名 首件类型
首件确认通知单
产品名称
订单号
生产车间
生产数量
组装样品
包装成品
操作员:
质检员
QC确认 (不良描述) 功能:
判定:
包装:
判定:
备注
判定:
判定:
最终判定
OK,可批量生产
NG,不可生产
1,生产车间在每日生产开始前先将组装样品连同此单交给QC确认结构; 2,生产车间做出的第一件成品须在10分钟内交给QC确认包装,QC在10分钟内给出明确回复; 3,若生产车间未填写此单或未送样品而直接量产,其品质责任完全由车间承担; 4,若QC在首件检验中出错,导致生产批量不良,由相应QC承担主要责任。
首件确认通知单
产品名称
订单号
生产车间
生产数量
组装样品
包装成品
操作员:
质检员
QC确认 (不良描述) 功能:
判定:
包装:
判定:
备注
判定:
判定:
最终判定
OK,可批量生产
NG,不可生产
1,生产车间在每日生产开始前先将组装样品连同此单交给QC确认结构; 2,生产车间做出的第一件成品须在10分钟内交给QC确认包装,QC在10分钟内给出明确回复; 3,若生产车间未填写此单或未送样品而直接量产,其品质责任完全由车间承担; 4,若QC在首件检验中出错,导致生产批量不良,由相应QC承担主要责任。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
广州市***音箱有限公司
喇叭音箱首件确认表
日期: 客 户 订 单 数 数 量 年 月 **** **** 日 机 型 工单号/订单号 □ 量 产 □ SOP 0 ***** ***** □ 材 料 □ BOM 实际规格 132*30*36 PC黑色XB-LB-158-L 24AWG 4P R/175mm L/335mm 100.0*8.0*3.1T 單面自粘 20.0*10.0*3.1T 單面自粘 25.0*10.0*3.1T 單面自粘 20.0*5.0*3.1T 單面自粘 规 投 产 格 数 □ 其 它 □ 其 它 供应商 *** *** *** *** *** *** *** *** 20*20*15 黑色 20*20*15 黑色 *** *** *** *** *** *** 成品项目确认 电线长度 箱体尺寸 外 结 极 阻 F O 音 质 工序名称/项目 超声波 焊 锡 观 构 性 抗 要求规格 紅黑並線150mm 黑白310mm 120*30 依封样 依封样 左“+”,右“-” 5.4Ω 300HZ 依封样 实际规格 紅黑並線150mm 黑白310mm 120*30 与样品符合 与样品符合 左“+”,右“-” 5.8Ω 312HZ 与样品符合 工序/流程/管制特性/胶水干燥确认 箱体熔接无异常、音盆边无异常、落地测试无异常
13.5*(6.5*2)*9.15/20度 黑色 13.5*(6.5*2)*9.15/20度 黑色 4370 黑胶 6Ω 10W 日期 4370 黑胶 6Ω 10W 日期
封线胶 贴 包 纸 材
供应商 *** *** *** *** *** *** *** ***
备注
备
注
超声波工程 包装工程 问题描述
判定 ** ** ** ** ** ** ** ** ** ** ** ** ** ** 判定 ** ** ** ** ** ** ** ** 判 ** *XB-LB-158-L 24AWG 4P R/175mm L/335mm 100.0*8.0*3.0T 單面自粘 20.0*10.0*3.0T 單面自粘 25.0*10.0*3.0T 單面自粘 20.0*5.0*3.0T 單面自粘
胶水已完全干燥,试音电压OK,生产工艺流程无异常 1.胶水已完全干燥,试音电压OK,极性测试OK,生产工艺流程无异常 2.包装方式与规格书要求相符 发生区域 改善措施
责任人
效果确认
1 班长首检: IPQC确认: 判定: 判定: □合格 □合格 □不合格、重做 □不合格、重做 审 核 核 准
温度400度,电子线焊接正负无异常,R、L边焊接方向无异常,无焊锡不良
****** ******
□ 新机型试产 □ 样 品 要求规格
□ 工艺变更 □ PMP
检 验 依 据 NO 1 2 3 4 5 6 7 8 9 10 11 12 13 14 NO 1 2 3 4 5 6 7 8 NO 1 2 3 4 5 NO 材料确认项目 音箱前/后壳 电子线 海棉(1) 海棉(2) 海棉(3) 海棉(4) EVA(1) EVA(2) 吸音棉 胶 垫
喇叭音箱首件确认表
日期: 客 户 订 单 数 数 量 年 月 **** **** 日 机 型 工单号/订单号 □ 量 产 □ SOP 0 ***** ***** □ 材 料 □ BOM 实际规格 132*30*36 PC黑色XB-LB-158-L 24AWG 4P R/175mm L/335mm 100.0*8.0*3.1T 單面自粘 20.0*10.0*3.1T 單面自粘 25.0*10.0*3.1T 單面自粘 20.0*5.0*3.1T 單面自粘 规 投 产 格 数 □ 其 它 □ 其 它 供应商 *** *** *** *** *** *** *** *** 20*20*15 黑色 20*20*15 黑色 *** *** *** *** *** *** 成品项目确认 电线长度 箱体尺寸 外 结 极 阻 F O 音 质 工序名称/项目 超声波 焊 锡 观 构 性 抗 要求规格 紅黑並線150mm 黑白310mm 120*30 依封样 依封样 左“+”,右“-” 5.4Ω 300HZ 依封样 实际规格 紅黑並線150mm 黑白310mm 120*30 与样品符合 与样品符合 左“+”,右“-” 5.8Ω 312HZ 与样品符合 工序/流程/管制特性/胶水干燥确认 箱体熔接无异常、音盆边无异常、落地测试无异常
13.5*(6.5*2)*9.15/20度 黑色 13.5*(6.5*2)*9.15/20度 黑色 4370 黑胶 6Ω 10W 日期 4370 黑胶 6Ω 10W 日期
封线胶 贴 包 纸 材
供应商 *** *** *** *** *** *** *** ***
备注
备
注
超声波工程 包装工程 问题描述
判定 ** ** ** ** ** ** ** ** ** ** ** ** ** ** 判定 ** ** ** ** ** ** ** ** 判 ** *XB-LB-158-L 24AWG 4P R/175mm L/335mm 100.0*8.0*3.0T 單面自粘 20.0*10.0*3.0T 單面自粘 25.0*10.0*3.0T 單面自粘 20.0*5.0*3.0T 單面自粘
胶水已完全干燥,试音电压OK,生产工艺流程无异常 1.胶水已完全干燥,试音电压OK,极性测试OK,生产工艺流程无异常 2.包装方式与规格书要求相符 发生区域 改善措施
责任人
效果确认
1 班长首检: IPQC确认: 判定: 判定: □合格 □合格 □不合格、重做 □不合格、重做 审 核 核 准
温度400度,电子线焊接正负无异常,R、L边焊接方向无异常,无焊锡不良
****** ******
□ 新机型试产 □ 样 品 要求规格
□ 工艺变更 □ PMP
检 验 依 据 NO 1 2 3 4 5 6 7 8 9 10 11 12 13 14 NO 1 2 3 4 5 6 7 8 NO 1 2 3 4 5 NO 材料确认项目 音箱前/后壳 电子线 海棉(1) 海棉(2) 海棉(3) 海棉(4) EVA(1) EVA(2) 吸音棉 胶 垫