Cr12MoV模具钢应用主要问题和热处理研究进展
cr12mov热处理后加工变形
cr12mov热处理后加工变形
摘要:
1.cr12mov 材料特性
2.cr12mov 热处理过程
3.cr12mov 加工变形原因
4.减少cr12mov 加工变形的措施
正文:
CR12MOV 是一种高强度、高硬度、高韧性的冷作模具钢材料,由于其优异的性能,被广泛应用于各种冷作模具的制造。
然而,在经过热处理后,
CR12MOV 材料在加工过程中容易产生变形,这给模具的制造和使用带来了不少困扰。
下面我们来分析一下CR12MOV 热处理后加工变形的原因及应对措施。
首先,CR12MOV 材料的特性决定了它在热处理过程中容易产生变形。
CR12MOV 钢属于高碳合金钢,碳含量较高,使得钢的硬度和强度得到提高,但塑性和韧性降低。
在热处理过程中,碳原子和合金元素会发生扩散,从而导致晶粒长大和碳化物析出,使钢的硬度和强度进一步提高。
但同时,塑性和韧性会继续降低,这使得CR12MOV 在热处理后加工过程中更容易产生变形。
其次,CR12MOV 热处理过程中,由于温度、保温时间、冷却速度等因素的控制不当,可能导致热处理组织不均匀,从而使钢的性能发生不均匀变化,进一步加大加工变形的可能性。
针对CR12MOV 热处理后加工变形的问题,可以采取以下措施来减少变
形:
1.合理控制热处理工艺参数,如加热速度、保温时间、冷却速度等,以保证热处理组织均匀;
2.在加工过程中,采用适当的切削参数和刀具材料,以降低切削力和热量,减少加工过程中的变形;
3.对模具结构进行优化,尽量避免应力集中,以降低加工变形的风险;
4.在加工过程中,对模具进行适当的时效处理,以消除内应力,降低变形。
Cr12MoV钢模具的热处理

中图分类号 :Hl3 3 T 3 .3
文献标识码 : A
文章 编号:0 6 4 1 (0 1 0 - 0 1 0 10 — 4 4 2 1 )3 0 9 - 2
t e ma u a trn o e so l o se lmoud a e i r d c d。 c a n u e Cr 2Mo se lmo l fe a r ame h n cu i g prc s Cr 2M V te f f l r nto u e whih c n e s r l V t e u d at rhe tte t nt m e o l r wi g a he t c n c l rqu rm e t e p c al o a y deo mai n mo l n s e r c so e uie e etm ud d a n nd t e h i a e ie ns, s e ily fr e s f r to u d a d h h r p e iin r q r m nt i
1 2 锻 造后 的退火 处理 .
锻后 的退 火一 定 要 采 用 球 化 退 火 。因 完 全退 火
1 钢 模 具 热 处 理 技 术
某 厂 为某 军工厂 生产 的某 种模 具 的下模 , 寸为 尺 1 x 0 x 4 ( l ) 要 求 6~qlmm 的孔 公 差 为 ± . 4 10 10 1I , Tn b2 O 0 mn 孔 距 公 差 为 ± . 2 m, 平 面 的翘 曲度 ≯0 1 l, O0m 且 . 0 m 硬 度为 H C 0~5 材 料 为 C l M V, 2 m, R5 5, r2 o 因为 公 差 要求 严格 , 因此不 但在 冷加 工 时需严 格要求 加 工精 度 , 且在 热处 理 时也要 采取 严格 的 防变形措 施 。在 而 生 产实 践 中 , 取 以下措 施 , 采 有效控 制模 具 的变形 r fr oe r sr v sl et , azo a s 7 0 2 ,C ia . as sn n s c o ir e ue e e cne L nhuG nu 30 0 h n ) ei ea h bl p s s r
cr12mov热处理后加工变形

cr12mov热处理后加工变形(原创实用版)目录1.介绍 CR12MOV 材料2.热处理对 CR12MOV 材料的影响3.CR12MOV 热处理后的加工变形问题4.解决 CR12MOV 热处理后加工变形的方法正文一、介绍 CR12MOV 材料CR12MOV 是一种高性能合金工具钢,广泛应用于制造各种冷作模具和工具。
它具有高硬度、高韧性、耐磨性和耐热性等优点,能够在高温和高压的环境下保持良好的性能。
二、热处理对 CR12MOV 材料的影响热处理是金属材料加工中常用的一种工艺,通过对材料进行加热和冷却,可以改变其组织结构和性能。
对于 CR12MOV 材料来说,热处理可以提高其硬度和韧性,增强其耐磨性和耐热性。
然而,热处理也会对 CR12MOV 材料产生一定的变形。
这是因为在热处理过程中,材料会因温度变化而产生内应力,这些应力在冷却过程中无法完全消除,从而导致材料的变形。
三、CR12MOV 热处理后的加工变形问题CR12MOV 热处理后的加工变形主要表现为弯曲、扭曲和胀大等。
这些变形不仅影响模具和工具的使用寿命,还会影响其加工精度和表面质量。
四、解决 CR12MOV 热处理后加工变形的方法为了解决 CR12MOV 热处理后的加工变形问题,可以采取以下几种方法:1.采用适当的热处理工艺:通过合理控制热处理的温度、时间和冷却速度等参数,可以减少材料的内应力,从而降低其变形。
2.进行加工余量设计:在模具和工具的设计中,可以增加一定的加工余量,以补偿热处理后的变形。
3.采用合理的加工顺序:在加工过程中,可以先加工变形较大的部分,然后再加工变形较小的部分,以减少变形对加工精度的影响。
4.采用适当的冷却方式:在热处理过程中,可以采用适当的冷却方式,如喷雾冷却、油冷等,以降低材料的内应力,减少变形。
5.进行后续加工:对于热处理后的模具和工具,可以进行后续加工,如磨削、抛光等,以消除变形,提高加工精度和表面质量。
Cr12MoV钢的优缺点及性能提升

Cr12MoV钢的优缺点及性能提升
钢的优缺点及性能提升
聿Cr12MoV
肈Cr12MoV钢具有淬透性好、硬度高、耐磨性好、热处理变形小等优点,常用于制作承受重负荷、生产批量大、形状复杂的冷作模具。
但该钢在使用过程中容易出现脆性大等问题。
研究表明,改善Cr12MoV钢中碳化物的形态和分布可有效改善材料韧性。
芅常见的工艺有锻造预热淬火、固溶双细化工艺、降温淬火、等温淬火等。
其中固溶双细化处理是利用热处理方式,使碳化物细化、棱角圆整化,同时使奥氏体晶粒超细化。
其工艺的主要措施是高温固溶和循环细化。
高温固溶可以改善碳化物的形态和粒度;循环细化的目的在于使奥氏体晶粒超细化。
真空热处理与普通热处理相比有许多突出的特点,如可防止表面氧化、脱碳;淬火变形小;工艺的稳定性、重复性好;操作安全、自动化程度高、工作环境好等。
随着要求越来越高,模具零件的真空热处理受到越来越多的关注。
芃首先被检测的数据是水或蒸汽的流动速度,即在自然循环冷却状态下,在铜冷却壁与蒸汽冷却组合下,水或蒸汽的流动速度。
水温差随着高炉高度变化而变化,通过检测所有冷却壁间内部连接水管的水温,可以更清楚地了解到:水温随着高炉高度的变化而变化。
高炉不同部位的热量传输情况能很好的解释上述情况。
蒈应当考虑到,随着高炉各部位的高度不同,不同的冷却面积,不同的冷却强度对热量传导计算的影响。
cr12mov钢的类别、用途以及热处理特点

CR12MOV是一种高碳高铬工具钢,对应牌号是D2钢。
由于加入了适量的铬、钼、钒等合金元素,改善了钢材的淬硬性和淬透性,使得淬火后材料的综合力学性能远高于其他种类的钢材,因此广泛应用于模具的制造。
其用途主要有:
1. 制造断面较大、形状复杂、经受较大冲击负荷的各种模具和工具。
例如,形状复杂的冲孔凹模,复杂模具上的镶块,钢板深拉深模,拉丝模等。
2. 由于其优异的耐磨性、耐腐蚀性和抗变形能力,也广泛应用于切削工具和锻模等高端零部件的制造。
其热处理特点如下:
1. 高淬透性:截面为300~400㎜以下者可以完全淬透,在300~400℃时仍可保持良好硬度和耐磨性。
2. 韧性较CR12钢高,淬火时体积变化最小。
如需更多信息,可以阅读金属材料相关书籍,也可以咨询材料工程专家或查阅相关文献资料。
Cr12MoV冷模具钢热处理工艺的探讨

煤 炭技术 g鳖!!g£b22}29
vd.2。.N西
尘::罂:
综采下分层工作面顶板控制探讨
李苏龙, 张青合, 张红军
(晋城煤业集团风凰山矿.山西晋城0480∞)
摘 要:通过对凤凰山矿综采下分层工作面在回采过程中冒硬原因的分析研究,探讨了下分层工作面的顶板控制
措施。
关键词:综采;下分层;冒顶;控制
(1)顶板:下分层直接顶由金属网和灰黑色泥
下分层工作面的主要事故为顶板事故,尤以机道上 岩锈结而成,联网质量和水文情况影响假顶状况,不
的端面冒顶最为突出。因冒顶造成的死架、倒架事故 锈结或锈蚀严重均会导致端面的随采随落。
也屡见不鲜.因此在假顶下回采,顶板管理是影响生
(2)初次来压和周期来压:下分层初次来压步
Crl2M“are approached.
Key words:Crl2MoV steel;die;heattreatHlen‘p70cess
收稿日期:200l一03一15;修订日期:200l一06—0I
作者简万介:方李数苏龙据(1964一).男,工程师,现在晋城煤业集团凤匣山矿从事技术工作
vtd.20.N06
■:::翌:
crl2MoV冷模具钢热处理工艺的探讨
郭晓红
(阳煤集团机电总厂,山西阳泉045008)
摘 要:分析了模具质量的特点,探讨了crl2M“钢的热处理工艺特性。 关键词:crl2M“钢;模具:热处理工艺
中图分类号:TBl62.4
文献标识码:A
文章编号:1008—8725 C2001)06—0嘶5—01
(FI倒an Prov.coal Mne Maclimry P1anI.Fujjan kI埘aTl 364000.china)
Cr12MoV硅钢片模具热处理工艺改进研究
响规律。结果表 明 , C r l 2 M o V模 具钢随着回火温度 的升 高 , 硬 度 下降, 韧性 呈现 先增大后
降低 的趋 势 。 关键 词 : C r l 2 Mo V; 热处 理 工 艺 ; 回火 工 艺 中图分 类 号 : T a r c h o n t he I m pr o v e me nt o f He a t Tr e a t me nt
应力 , 提高模具 寿命 至关 重要 。将经 9 8 0  ̄ C 的工件进 行 淬火处 理 , 然后 在不 同 回火 温度下 观察该 钢 的组
织, 如图 1 所示 。
2 实验材料
本课 题 采用 的 C r l 2 M o V钢 含 碳 量 为 1 . 4 5 % 1 . 7 0 %, 具有高淬透性 、 高强度和较好的热稳定性。该
宜宾职业技 术 学院现代制造 工程 系( 四川 宜宾
6 4 4 0 0 3 )
【 摘要 】 以电机硅钢 片模具材料 C r l 2 M o V为研 究对 象, 通过硬度测试、 冲击试验研 究 了回火
工艺对 C r l 2 Mo V力学性能的影响 , 并通过观察金相组织、 冲击断 口形貌分析 了回火工 艺影
耐磨性的冷作模具n 。 模具在使用过程 中的使用寿命取决于选用 金属 材料和热处 理性能 , 一般 的模具 钢的淬透 性好 , 热处
C r l 2 Mo V
表1 C r l 2 Mo V的成 分( w t , %)
I 1 . 5 5 1. 0 2 0 0 1. 2 8 1. 0 0 1 2 0 1. 0 2 1 1 2 . 2 1. 0 0 3 I 0 . 4 1 0 . 6
体都 处于亚稳定状态 , 为 了防止 工件变形和开裂 , 获
cr12mov热处理后加工变形

cr12mov热处理后加工变形摘要:1.概述CR12MOV 材料2.CR12MOV 的热处理过程3.热处理后的加工变形现象4.加工变形的原因分析5.预防和解决加工变形的方法正文:CR12MOV 是一种高性能合金工具钢,广泛应用于制造各种冷作模具和工具。
在实际应用中,为了提高其硬度和耐磨性,通常需要对其进行热处理。
然而,在热处理后,CR12MOV 材料往往会出现加工变形的现象,给后续加工带来困难。
本文将分析CR12MOV 热处理后的加工变形现象,探讨其原因,并提出相应的预防和解决方法。
CR12MOV 的热处理过程主要包括淬火和回火两个阶段。
淬火是将CR12MOV 材料加热至某一温度并保持一段时间,随即浸入淬冷介质(冷却速度较快的介质)中快速冷却,以提高其硬度。
回火是将经过淬火的材料重新加热至某一温度,并保持一段时间,以降低其内部应力,提高韧性。
这两个过程对CR12MOV 材料的组织结构和性能有着重要影响。
在热处理后,CR12MOV 材料可能出现的加工变形现象包括弯曲、扭曲、裂纹等。
这些变形现象会对模具和工具的使用造成严重影响,甚至导致其报废。
因此,分析加工变形的原因,寻找有效的预防和解决方法具有重要意义。
加工变形的原因分析:1.残余应力:热处理过程中,材料内部会产生很大的应力,如果这些应力没有得到有效释放,会导致材料在加工过程中产生变形。
2.温度差异:热处理后的材料在加工过程中,由于内外层温度差异,会产生热胀冷缩现象,导致材料变形。
3.不均匀热处理:热处理过程中,如果温度分布不均匀,会导致材料内部组织结构不均匀,从而影响其加工性能。
预防和解决加工变形的方法:1.控制热处理温度和时间,确保热处理过程的均匀性,减小内部应力。
2.采用适当的冷却介质和冷却速度,以控制淬火过程中的温度梯度,降低变形风险。
3.在加工前进行充分的预热,使材料内外层温度趋于一致,减小热胀冷缩引起的变形。
4.采用合理的加工工艺和刀具,尽量减小切削力和切削热对材料的影响。
Cr12MoV模具钢应用问题及热处理研究

硬件设备9Cr12MoV模具钢应用问题及热处理研究◆韩晓峰根据Cr12MoV 型模具钢在实际运用过程中的效能衰竭问题表现情况,参照Cr12MoV 型模具钢材质的特点,由锻造过程、热性能调理过程、线性切割工序等模具制品加工制作过程中的重点环节,概括归纳了Cr12MoV 型钢在冲模加工工艺中所表现出的重点问题及我们国家在此领域开展研究所取得的实际成果。
探讨了各个作业工序中工艺指标改变对 Cr12MoV 型钢体的裂隙产生、碳化物含量大小及分布结构、基体所含成分及性能的改变以及相关关联因素,分析阐释了其各操作环节中需选用的应对策略。
引言在过去的二十余年当中,我们国家的模具加工行业获取了快速的发展,特别是最近一些年,模具产品的需求状况始终是以各年度16%上下的速率在快速提升。
我国社会经济的迅猛发展对模具制作产业赢得了更为难得的发展机遇,同时亦给其发展进程创造了极大的进展空间。
1 Cr12MoV模具钢组成及性能Cr12MoV 型钢应当归属为具有强耐磨型、可产生微变形的冷加工模具钢,它的特征是具备极强的抗磨性能、淬透效能、微度变形性能、弱热感应性能、强抗弯性能,其几乎接近于高速型钢体材料,其是进行冲模、冷型镦模等加工过程的典型性材料,它的用量在冷加工型模具钢材质中占居第一位。
此类钢材质尽管其强度性能、硬性指标均很好,且其抗磨性能也很佳,然而它的韧度性能很差,对热性能处置工艺及热加工工艺的要求标准都很高,倘若处理过程不恰当,极有可能导致模具功能的过快丧失。
针对Cr12MoV 型钢制模具制作过程常使用的操作工艺是:定料、锻制、球变退火、机械整形、淬火过程+低温型回火过程、平型研磨、线型切削加工、组合装配。
Cr12MoV 型钢组成成分中碳化物含量须不高于二级,它的化学组成均各自具有相关的要求。
Cr12MoV 型钢材质应归于碳、铬含量均相当高的钢型材质,含碳浓度及含铬浓度偏高,组建成了含高浓度碳化物及高合金含量的马氏金属本体,导致此种类型钢具备强硬度、强抗磨性能。
Cr12MoV的热处理
Cr12MoV的热处理淬火——Cr12MoV冷作模具钢属于高碳高铬钢,它的组织和性能,其中包括硬度、塑性、强度、回火稳定性、淬火回火的体积变形等与淬火有极大的关系。
一般在加热温度810℃以上时,原始组织中索氏体和碳化物转变为奥氏体中和碳化物,随着温度的升高合金碳化物会继续向奥氏体中溶解,增加了奥氏体中C和Cr的浓度,因而得到较高的淬火硬度。
淬火温度达到1050℃时,硬度会达到最高值。
若淬火温度1100℃时,残余奥氏体就会很高,可能会达到80%以上,硬度会急剧下降。
因此,根据使用要求的不同,需要选择不同的淬火温度。
可以980-1030℃淬火、油冷,也可以1050-1080℃的淬火、油冷。
回火——根据模具的硬度要求,选择不同的淬火温度范围,如上述的两种温度。
一般采用高温回火和低温回火两种热处理方法。
以获得不同的强度、韧性和硬度。
980-1030℃淬火、油冷,采用一次硬化处理的回火,回火温度选择180-200℃,一般硬度为54-58HRC,这样可以得到较高的硬度和耐磨性,而且热处理变形较小。
1050-1080℃的淬火、油冷,采用二次硬化处理的回火,回火温度选择490-520,一般硬度为60-62HRC,一般采用多次的高温回火,一般为3-4次,每次2小时,模具经过二次硬化处理后,这样可以得到较高的红硬性和耐磨性。
以上这些工艺是我们的常用热处理工艺,对模具的热处理应用是很有帮助的,对模具的寿命的延长是很有好处的,这里面也会产生很大的经济效益。
至于45#钢,最好还是以低碳马氏体钢来代替,如20#钢和20Cr进行代替。
硬度一般在38-42HRC,再高也可以达到40-45HRC。
这些材料的热处理操作简单,工件的变形小,寿命也比45#钢长许多1。
快速循环热处理提高Cr12MoV钢精冲模具性能的研究
复杂 零部 件 。由于精 冲模 具所 受 的压力 大 , 、 凸 凹模
间 隙非 常小 ( . 1 . 2mm) 以及精 冲过 程 中 的 0 0 ~0 0 , 热效应 、 擦力 大 等原 因 , 成 模 具 剧 烈 磨损 , 摩 造 导致
7 连 续 使 用 乳 化 液— — 合 理 使 用 机 床
快速循环热处理提 高 C 1Mo r2 V钢 精 冲模 具性能 的研 究*
刘 安 民 汪新 衡 秦 小 平 朱 航 生。 , , ,
( .湖 南工 学 院 机 械 X 程 系 , 南 衡 阳 4 1 0 ; .衡 阳丰 顺 车 桥 有 限公 司 产 品部 , 南 衡 阳 4 1 0 ) 1 - 湖 2022 湖 2 0 2
摘 要 : 高 碳 高 铬 钢 C l Mo 采 用 快 速 循 环 热 处 理 进 行 了试 验 研 究 。 介 绍 了该 钢 的 循 环 热 处 理 对 r2 V
工 艺规 范 , 获得 的组 织及性 能 。结果 表 明 , r 2 V 钢 经 4次循 环 处 理 后 可 获得 均 匀的 超 细 晶 粒 , 力 C l Mo 其
2. Pr uc s Dii in, e y g Fe gs n ut o l od t v so H ng an n hu A om bie Axl eCo., d, e gy g 4 00 Chia) Lt H n an 21 2, n Ab ta t T h n l e eoff s y lche tt e t e ton t ie o unc ng a d s a i o d m a fCr 2M o s e l s r c : e i fu nc a tc ci a r am n he lf f p hi n he rng m l de o 1 V t e
Cr12MoV模具钢应用的主要问题和热处理研究进展
Cr12MoV模具钢应用的主要问题与热处理研究进展1引言近20年来,我国模具工业发展非常迅速,尤其是近几年.模具需求一直以每年15%左右的速度快速增长,国民经济的高速发展对模具工业提出了越来越高的要求,也为其发展提供了强大的动力。
Cr12MoV钢属于高耐磨微变形冷作模具钢,其特点是具有高的耐磨性、淬透性、微变形、高热稳定性、高抗弯强度,仅次于高速钢,是冲模、冷镦模等的重要材料,其消耗量在冷作模具钢中居首位。
该钢虽然强度、硬度高,耐磨性好,但其韧度较差,对热加工工艺和热处理工艺要求较高,处理工艺不当,很容易造成模具的过早失效。
Cr12MoV钢常用的加工工艺是:下料一锻造一球化退火一机械加工一淬火+低温回火一平磨一线切割加工一组装。
Cr12MoV钢碳化物级别应不大于2级.其化学成分要求见表1。
Cr12MoV钢属于高碳高铬钢,含碳量和含铬量高,形成了大量的碳化物和高合金度的马氏体。
使钢具有高硬度、高耐磨性。
Cr12MoV钢中的钼增加钢的淬透性并且细化晶粒,钒能细化晶粒增加韧度。
又能形成高硬度的VC,以进一步增加钢的耐磨陛。
铬又使钢具有高的淬透性和回火稳定性。
由于Cr的大量存在,钢液结晶时析出的大量共晶碳化物(主要是硬度很高的铬铁复合碳化物(Fe,Cr)7C3,)极为稳定,常规热处理无法细化。
即使经压延后,在较大规格钢材中。
仍保留明显的带状或网状碳化物,碳化物分布不均匀,而带状或网状碳化物区是一个脆性区,其塑性、韧度差,不能承受大的冲击力,裂纹很容易在这里萌生与扩展,往往成为裂纹产生的主要原因。
较大的碳化物周围常常有空洞、位错等缺陷汇聚,在交变负荷的作用下,这些缺陷进一步聚集和扩展便可萌生疲劳裂纹。
碳化物偏析严重,在碳和合金元素富集的区域,钢的熔点降低,易导致模具热处理时过热,使碳和合金元素在奥氏体中溶解度减少,降低淬火后的硬度,且导致碳合金元素富集区与贫乏区之间产生大的组织应力,从而增大模具热处理后的变形量。
cr12mov热处理后加工变形

cr12mov热处理后加工变形
CR12MOV是一种高碳铬不锈钢,具有优异的机械性能和耐磨性。
热处理后,CR12MOV钢材的硬度将得到提高,同时也会
导致钢材的脆性增加。
因此,在热处理后加工CR12MOV钢
材时,可能会发生一定的变形。
为了减少加工变形,可以在热处理后进行适当的退火处理,以消除内部应力。
退火处理可在合适的温度下将CR12MOV钢
材加热至高温,然后缓慢冷却,促使晶粒再结晶和恢复组织的形成,从而减少钢材的变形。
另外,在加工过程中也要注意控制加工温度和速度,避免过大的热变形。
同时,合理选择加工工艺和刀具,以减小加工过程中对钢材的应力集中。
辅助手段如冷却剂和加工夹具的使用也可以帮助减少加工变形。
总之,热处理后加工CR12MOV钢材可能会发生一定的变形,但通过合适的退火处理、控制加工条件和选择合适的加工工艺,可以有效减少加工变形。
cr12mov热处理后加工变形

cr12mov热处理后加工变形摘要:I.引言- 简述cr12mov 材料特性- 提出热处理后加工变形的问题II.cr12mov 材料的热处理过程- 热处理的目的- 常见的热处理方法- 热处理对材料性能的影响III.cr12mov 材料热处理后的加工变形- 变形的原因- 变形的类型及表现- 变形对零件性能的影响IV.减少热处理后加工变形的方法- 改进加工工艺- 优化热处理参数- 采用合适的材料和工具V.总结- 强调热处理后加工变形问题的解决意义- 展望未来研究方向正文:cr12mov 是一种广泛应用于制造工业的合金结构钢,因其良好的耐磨性、耐蚀性和高强度而受到欢迎。
然而,在热处理后,cr12mov 材料常常出现加工变形的问题,这给生产带来了困扰。
本文将针对这一问题进行探讨。
首先,cr12mov 材料的热处理过程是为了改善其力学性能,主要目的是提高硬度、强度和耐磨性。
常见的热处理方法有淬火、回火等。
这些热处理方法会对cr12mov 材料的晶粒尺寸、相组成和残余应力产生显著影响,从而影响其加工性能。
热处理后,cr12mov 材料在加工过程中容易产生变形。
变形的原因主要是热处理引起的材料组织变化、残余应力以及加工过程中的内应力。
这些变形会导致零件尺寸、形状和表面质量发生变化,进而影响零件的性能。
为了解决热处理后加工变形的问题,可以采取以下方法:改进加工工艺,如合理选择切削参数、刀具材料和加工路径;优化热处理参数,如调整加热速度、冷却速度和保温时间,以降低残余应力;采用合适的材料和工具,如选择韧性好、热稳定性高的刀具材料,以提高加工过程中的切削性能。
总之,cr12mov 热处理后加工变形问题是制造工业中一个值得关注的问题。
cr12mov滚丝模模具热处理工艺研究
模具要不断受到极大的压力、摩擦力和冲击力,因而对韧性、耐磨性、抗疲劳性能都有很高要求。本文对 Cr12MoV 钢滚
丝模发生失效的原因进行分析,并针对上述原因进行了不同淬火工艺 Cr12MoV 钢组织和性能影响的实验研究。
关键词 :Cr12MoV 钢 ;滚丝模 ;热处理工艺
中图分类号 :TG162.4
通常情况下在加工控制普通材料前我们第一步工作就是从根本上确定加工的参数要结合实际的材料情况对加工难加工材料工况参数予以调整以及更新因此预期设置的加工参数已经无法从根本上满足情况变化需求为了实现加工效果的稳定优质需要在设置cnc控制器的情况下提供一系列实时的优化的合理的加工参数
L 前沿技术 eading-edge technology
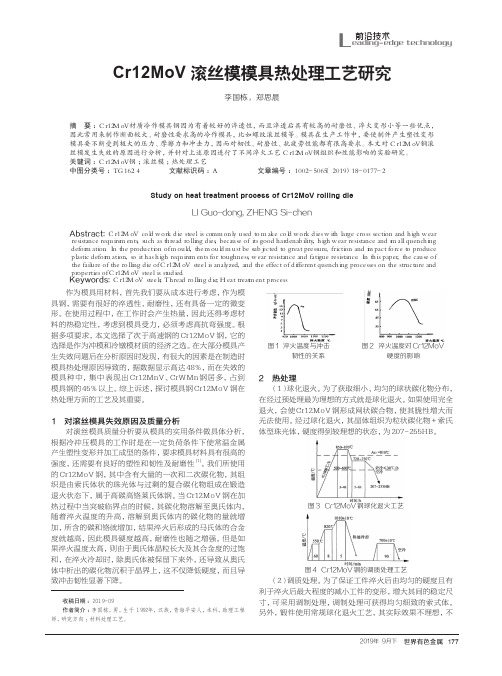
2 热处理 (1)球化退火。为了获取细小、均匀的球状碳化物分布,
在经过预处理最为理想的方式就是球化退火。如果使用完全 退火,会使 Cr12MoV 钢形成网状碳合物,使其脆性增大而 无法使用。经过球化退火,其晶体组织为粒状碳化物 + 索氏 体型珠光体,硬度得到较理想的状态,为 207~255HB。
图 3 Cr12MoV 钢球化退火工艺
作为模具用材料,首先我们要从成本进行考虑,作为模 具钢,需要有很好的淬透性、耐磨性,还有具备一定的微变 形。在使用过程中,在工作时会产生热量,因此还得考虑材 料的热稳定性,考虑到模具受力,必须考虑高抗弯强度。根 据多项要求,本文选择了次于高速钢的 Cr12MoV 钢,它的 选择是作为冲模和冷镦模材质的经济之选。在大部分模具产 生失效问题后在分析原因时发现,有很大的因素是在制造时 模具热处理原因导致的,据数据显示高达 48%,而在失效的 模具种中,集中表现出 Cr12MnV、CrWMn 钢居多,占到 模具钢的 45% 以上。综上诉述,探讨模具钢 Cr12MoV 钢在 热处理方面的工艺及其重要。
探讨Cr12MoV钢的热处理工艺改进

探讨Cr12MoV钢的热处理工艺改进引言某厂在制作冲头的过程中使用Cr12MoV钢,但经过热处理后冲头的使用期限就会呈现出很大的差异,或使用10h左右出现折断,或冲头左边角出现崩裂,最后只有约三分之一的冲头能使用50-70h。
这样一来,不仅浪费经济资源,也影响冲头的使用效果。
由此可见,对Cr12MoV钢在热处理工艺中进行实验分析,有效改善冲头的使用寿命十分重要且迫切。
1、原材料分析1.1 Cr12MoV钢化学成分检测由于Cr12MoV钢在该厂的使用较多,厂库房存放的Cr12MoV钢为确保实验效果,均对Cr12MoV钢的化学成分进行了检测,得出如下结果:通过检测发现,Cr12MoV钢含有的化学成分主要有C、Cr、P、S、Mo、Mn、Si和V。
其中C的测量值为1.60%,Cr的测量值为12.0%,而这两种化学成分含量的合格值分别为 1.5-1.7%和11.5-12.5%,其它化学成分的含量分别为P-0.016%、S-0.014%、Mo-0.53%、Mn-0.32%、Si-0.30%、V-0.21%,而这些化学成分含量对应的合格值分别为P-<0.03%、S-<0.03%、Mo-0.4~0.6%、Mn-<0.35%、Si-<0.4%、V-0.15~0.3%。
对比发现,Cr12MoV钢中化学成分的含量值均在合格范围之内。
换言之,该厂家采购的Cr12MoV钢属于合格的原材料。
1.2 Cr12MoV钢铸造质量检验Cr12MoV钢属于莱氏体钢,碳化物含量高且块度粗大,硬度高且脆性大,加之共晶碳化物枝晶十分发达,因此,要降低甚至消除Cr12MoV钢因为共晶碳化物的不均匀分布而对模具的变形、开裂及性能等造成的影响,就必须要对材料进行反复锻打处理,以改变碳化物的形态。
换言之,要保障模具的使用效果与寿命,首先必须要确保Cr12MoV钢的锻造质量。
为确保铸造质量检验的可靠性,在库存随机抽取了20件Cr12MoV钢,严格依照GB/T1299-1985《合金工具钢技术条件》以及GB/T14979-94《钢的共晶碳化物不均均度评定法》的有关规定和标准进行锻造质量检验。
Cr12MoV模具钢应用的主要问题与热处理研究进展
2.2锻造方法 在锻造方法上。对于Crl21VbV这样的高碳高铬
钢。一般的轴向镦粗、拔长法使坯料心部的变形量不 大,无法完全消除组织中的带状碳化物和粗大、不均 匀的碳化物组织。用这样的坯料制成的模具会产生 组织的不均匀和力学性能的各向异性,增加淬火裂 纹和使用脆断的倾向。一般应采用变向锻造法(包 括十字镦拔法和三向镦拔法)15】。而且要严格按照正 确的锻造操作规程进行。镦拔的次数应视碳化物不 均匀的级别和对锻件碳化物不均匀级别的要求而 定。操作过程中应严格执行“二轻一重”的锻造方 法,在保证击碎碳化物的同时防止裂纹产生。拔长 进给量每次不少于原始毛坯直径或边长的2/3,下 压最应均匀一致,决不能在坯料表面造成任何硬性 压痕,翻转也应勤快均匀,要坚决避免坯料的同一部 位受到反复锤击。以防锤击变形能量变成很大的热 能,使金属局部升温、过热,引起开裂。
线分切析割了等各模生具产生环产节中中的工主艺要参环数节变。化总对结Q了1删Cx钢l撕的V开钢裂冲、模碳制化造物工大艺的小主和要分问布题、和基国体内组研织究与进性展能状的况变。化 和关键影词响:因Q素1揪。;概模述具了钢各;环锻节造中;应热采处取理的;应线对切措割施;。失效分析
中图分类号:"IGl46.4;1G162.4 文献标识码:B 文章编号:1001—2168(2009)09-0055—08
S ≤O.加
P ≤O.030
Cr
№
11.00~12.5jD 0.40~0.60
质量分数%
Mn ≤0.40
V O.15~O.30
形成高硬度的VC,以进一步增加钢的耐磨陛。铬又 使钢具有高的淬透陛和回火稳定性。由于Q的大量 存在,钢液结晶时析出的大量共晶碳化物(主要是 硬度很高的铬铁复合碳化物(Fe,G)C,)极为稳定, 常规热处理无法细化。即使经压延后,在较大规格 钢材中。仍保留明显的带状或网状碳化物,碳化物 分布不均匀,而带状或网状碳化物区是一个脆性 区,其塑性、韧度差,不能承受大的冲击力,裂纹很 容易在这里萌生与扩展,往往成为裂纹产生的主要 原因。较大的碳化物周围常常有空洞、位错等缺陷 汇聚,在交变负荷的作用下,这些缺陷进一步聚集 和扩展便可萌生疲劳裂纹。碳化物偏析严重,在碳 和合金元素富集的区域,钢的熔点降低,易导致模 具热处理时过热,使碳和合金元素在奥氏体中溶解 度减少,降低淬火后的硬度,且导致碳合金元素富 集区与贫乏区之间产生大的组织应力,从而增大模
Cr12MoV钢表面化学热处理的研究进展
Cr12MoV钢表面化学热处理的研究进展赵作福;周影;齐锦刚;王建中【期刊名称】《新型工业化》【年(卷),期】2015(0)11【摘要】ABSTRACT:Cr12MoV is the most widely domestically used workdie steel, and this ledeburite steel has a high carbon and high chromium in its composition. Generally speaking, the advanced surface treating technology leads to the high strength and high life cycle. In this paper, several surface treating technologies such as nitriding, boriding and vanadinizing are summa-ried, and the structure and property changes ofCr12MoV treated by various program are listed and reviewed. Furthermore, the development tendency of surface treating technologies for Cr12MoV is also evaluated.%Cr12MoV钢是国内使用最广泛的高碳高铬莱氏体型冷作模具钢,优良的表面处理工艺是保证其高强度高寿命的前提,本文概述了Cr12MoV钢的渗氮、渗硼、渗钒表面化学热处理工艺,以及不同工艺处理下Cr12MoV钢的微观组织结构和性能的改变,阐述了Cr12MoV钢化学热处理的研究现状及发展趋势。
【总页数】7页(P1-7)【作者】赵作福;周影;齐锦刚;王建中【作者单位】辽宁工业大学材料科学与工程学院,辽宁锦州 121001;辽宁工业大学材料科学与工程学院,辽宁锦州 121001;辽宁工业大学材料科学与工程学院,辽宁锦州 121001;辽宁工业大学材料科学与工程学院,辽宁锦州 121001【正文语种】中文【相关文献】1.一种能显著提高Cr12MoV钢红硬性的热处理方法 [J], 张振刚2.W6Mo5Cr4V2/Cr12MoV钢冲头热处理工艺研究 [J], 赵亮3.Cr12MoV钢的热处理 [J], 赵步青;徐利建;朱昌宏;朱敏;刘小兵;蒋荣坤4.Cr12MoV钢制电池圆模失效分析及热处理工艺研究 [J], 朱繁康;张伟文;冼酷元5.真空热处理和常规热处理LDI、Cr12MoV钢冲头寿命对比 [J], 胡树兵;吴建勋因版权原因,仅展示原文概要,查看原文内容请购买。
Cr12MoV冷作模具钢热处理工艺及性能分析

Cr12MoV,故淬火硬度峰值温度高于 Cr12MoV,且高
韧性对比试验采用 11×11×55mm 的毛坯试样进行淬
温加热时淬火硬度也较高。
试样进行冲击功测试。
状二次碳化物+残余奥氏体,Cr12Mo1V1 的二次碳化
火+回火热处理,然后磨床磨制不开口 10×10×55mm
3 试验结果及分析
3.1 不同加热温度对淬火硬度的影响
is better than that of Cr12MoV. The longitudinal impact energies of Cr12Mo1V1 and Cr12MoV
are 40J and 30J respectively at 200℃ of low tempering temperature.
样 尺 寸 为 20 × 20 × 10mm,淬 火 工 艺 900℃ ~1,080℃ ×
40min×油淬,回火工艺 200℃~650℃×2h×空冷。冲击
化物过分溶解,淬火时得到少量粗大马氏体和大量残
少,使硬度降低[3]。
由图 1 还可见,低温加热时,Cr12MoV 淬火硬度高
于 Cr12Mo1V1,高 温 加 热 时 则 相 反 ,Cr12MoV 在
温度升高的变化趋势是先缓慢降低,再缓慢升高,最
高缓慢降低,200℃回火硬度两钢种均为 62.5HRC,中
温 400℃~500℃,随温度的升高回火硬度缓慢升高,
度范围均为 60~64.5HRC,Cr12MoV 在 1,020℃淬火硬
度达到峰值为 64.5HRC。
(2)Cr12MoV 和 Cr12Mo1V1 淬火后可采用 200℃
500℃ 达 到 最 高 硬 度 ,且 Cr12Mo1V1 硬 度 高 于
cr12mov热处理后加工变形

cr12mov热处理后加工变形
CR12MOV是一种具有优异切削性能和耐磨性的工具钢,通常
在热处理后进行精密加工。
热处理过程中,CR12MOV钢首先
进行淬火处理,即在高温下迅速冷却,以增强其硬度和耐磨性。
然后进行回火处理,即在适当的温度下加热,以减轻淬火时的内部应力并提高钢的韧性。
然而,热处理后的CR12MOV钢可能会出现加工变形的问题。
这是因为热处理过程会改变钢的内部组织结构和应力分布,使得钢材在加工过程中更容易发生形变。
加工变形可能表现为材料的形状变化、尺寸不一致、曲度变化等。
为了避免加工变形,可以考虑以下措施:
1. 控制加工温度:在进行精密加工时,控制加工温度,避免温度过高引发材料软化和形变;
2. 采用合适的切削条件:选用合适的刀具和切削参数,以减少加工过程中的应力集中和形变;
3. 适当的冷却方式:在加工过程中,适当采用冷却液冷却,以降低温度和控制形变;
4. 精确的夹具设计:采用合适的夹具和装夹方式,减少材料在加工过程中的发生位移和变形;
5. 合理的余弦补偿:在加工程序中,根据材料的加工特性,采用合理的余弦补偿方法,减小加工变形。
综上所述,CR12MOV钢在热处理后进行加工时可能会出现变
形问题。
通过控制加工温度、切削条件、冷却方式、夹具设计和采用余弦补偿等方法,可以有效减轻加工变形,提高加工质
量。
不同情况下可以根据具体情况采取适当的措施,保证加工过程中的形状及尺寸精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
黄石市东鑫特钢,专业生产工模具钢,百年大冶特钢技术。
QQ:Cr12MoV模具钢应用的主要问题与热办理研究进展1序言近 20年来,我国模具工业睁开特别迅速,特别是近几年.模具需求素来以每年15%左右的速度迅速增加 , 公民经济的高速睁开对模具工业提出了越来越高的要求,也为其睁开供应了富强的动力。
Cr12MoV钢属于高耐磨微变形冷作模具钢,其特点是拥有高的耐磨性、淬透性、微变形、高热牢固性、高抗弯强度,仅次于高速钢,是冲模、冷镦模等的重要资料,其耗资量在冷作模具钢中居首位。
该钢诚然强度、硬度高,耐磨性好,但其韧度较差,对热加工工艺和热办理工艺要求较高,办理工艺不当,很简单造成模具的过早无效。
Cr12MoV钢常用的加工工艺是:下料一锻造一球化退火一机械加工一淬火 +低温回火一平磨一线切割加工一组装。
Cr12MoV钢碳化物级别应不大于 2级. 其化学成分要求见表 1。
Cr12MoV钢属于高碳高铬钢,含碳量和含铬量高,形成了大量的碳化物和高合金度的马氏体。
使钢拥有高硬度、高耐磨性。
Cr12MoV钢中的钼增加钢的淬透性而且细化晶粒,钒能细化晶粒增加韧度。
又能形成高硬度的VC,以进一步增加钢的耐磨陛。
铬又使钢拥有高的淬透性和回火牢固性。
由于 Cr 的大量存在,钢液结晶时析出的大量共晶碳化物 ( 主若是硬度很高的铬铁复合碳化物 (Fe ,Cr) 7C3,)极为牢固,老例热办理无法细化。
即使经压延后,在较大规格钢材中。
仍保存明显的带状或网状碳化物,碳化物分布不均匀,而带状或网状碳化物区是一个脆性区,其塑性、韧度差,不能够承受大的冲击力,裂纹很简单在这里萌生与扩展,常常成为裂纹产生的主要原因。
较大的碳化物周围常常有空洞、位错等弊端汇聚,在交变负荷的作用下,这些弊端进一步齐聚和扩展即可萌生疲倦裂纹。
碳化物偏析严重,在碳和合金元素富集的地域,钢的熔点降低,易以致模具热办理时过热,使碳和合金元素在奥氏体中溶解度减少,降低淬火后的硬度,且以致碳合金元素富集区与困穷区之间产生大的组织应力,从而增大模具热办理后的变形量。
为了碎化、细化共晶碳化物,把粗大的枝晶状共晶碳化物打碎、提高碳化物分布的均匀性,细化碳化物的粒度。
—般 Crl2MoV使用时都需要进行锻造和起初热办理,以减少碳化物的不均匀分布,为后续淬火、回火供应优异的原始组织。
别的,经过增加微量锌元素进行变质办理口 j 会加速共晶碳化物热办理粒化的动力学过程,促进了共晶碳化物的粒化。
目前以致 Crl2MoV这种高碳、高铬钢模具损坏的因素很多,但主要的还是锻造工艺和热办理工艺造成的。
线切割加工有时也会引起模具开裂。
碳化物的不均匀与残留应力的分布是影响模具使用寿命的决定因素。
2锻造2.1温度控制Cr12MoV钢导热性差,锻造温度较窄,加热速度不能够太陕。
加热要均匀?。
一般锻造最好选择在单相区进行。
较高的锻造温度易于塑性变形。
但 Crl2MoV钢共晶温度较低 ( 约 l 150 ℃) ,略不注意就会发生过热和过烧。
过低的开锻温度使得开停锻温度范围变窄,相应要增加变形火次。
过低的终锻温度会产生加工硬化,产生内外裂纹。
终锻温度如选在 A am线以上,那么会在锻后的冷却过程中,沿着晶界析出二次网状渗碳体,这将使得锻件的力学性能大为下降。
如选在 Aam和A1线之间的温度区间锻造,由于塑性变形的机械损坏作用,可使析出的二次网状渗碳体呈弥散状。
Crl2MoV的终锻温度应控制在 Aam线以下、Al 线以上 50~ 100℃。
2.2锻造方法在锻造方法上。
对于 Crl2MoV这样的高碳高铬钢。
一般的轴向镦粗、拔长法使坯料心部的变形量不大,无法完好除掉组织中的带状碳化物和粗大、不均匀的碳化物组织。
用这样的坯料制成的模具会产生组织的不均匀和力学性能的各向异性,增加淬火裂纹和使用脆断的倾向。
一般应采用变向锻造法 ( 包括十字镦拔法和三向镦拔法 ) 。
而且要严格依照正确的锻造操作规程进行。
镦拔的次数应视碳化物不均匀的级别和对锻件碳化物不均匀级其余要求而定。
操作过程中应严格执行“二轻一重〞的锻造方法,在保证击碎碳化物的同时防范裂纹产生。
拔长进给量每次很多于原始毛坯直径或边长的 2/3,下压最应均匀一致,决不能够在坯料表面造成任何硬性压痕,翻转也应勤奋均匀,要坚决防范坯料的同一部位碰到屡次锤击。
以防锤击变形能量变成很大的热能,使金属局部升温、过热,引起开裂。
Crl2MoV钢的锻造加热曲线如图 1所示,其锻造工艺如表2所示。
锻件终锻后应马上打标记并随炉缓冷 ( 炉膛温度 700℃ ) ,严禁空冷或放置在润湿的地面上冷却。
为便于后续加工,锻件在冷却后,应在 24~ 32 h 内进行退火处理 . 一般采用等温球化退火。
3热办理工艺3.1预办理由于 Crl2MoV钢含有高碳高铬,其内部组织碳化物多,特别是一些形状不规那么的碳化物,这些碳化物的边缘呈尖角状,尖角的存在极易造成应力集中而增加淬火开裂、磨裂的危险。
必然会造成模具的早期脆性损坏。
所以,需要对Crl2MoV 钢进行预办理,预办理一般有正火、退火、调质、高温回火、高温固溶办理 +高温回火预办理工艺等,其目的是为了改进毛坯的组织.使钢的淬透性增加,有利于改进钢的切削加工性能,为后续的热办理工艺做好组织准备.3.1.1球化退火锻造后最常用的起初热办理是球化退火。
以便获取微小、均匀的球形碳化物分布。
完好退火将使 Cr12MoV钢形成网状碳化物,而且在最后的淬火、回火过程中还可以保持,这将使其脆性增加而不能够使用。
球化退火工艺如图 2所示。
球化退火后的组织为索氏体型珠光体 +粒状碳化物,硬度为 207~ 255HB.3.1.2调质办理当锻件的碳化物偏析比较严重,老例球化退火工艺收效不理想时,可采用锻后调质办理,即锻后稍作停留或在精加工前增加一道调质工序 , 也可利用锻后余热直接进行球化退火或循全世界化退火 , 调质办理后锻件能获取均匀认真的索氏体组织,不但可保证工件最后淬火拥有均匀的硬度,而且有利于淬火后减小工件的变形,增加工件的尺寸牢固性。
Cr12MoV钢的调质办理工艺见图 3。
与球化退火对照,采用高温调质工艺更有利于碳化物形态的改变 , 这是由于高的加热温度促进碳化物进一步溶解,原来在低温下不能够溶解的、略大的一些碳化物能够进一步溶解。
一些更大些碳化物也会发生尖角微溶现象,由于碳化物尖角处曲率半径小,与其凑近的固溶体碳浓度高,而与平面处 ( 曲率半径大 ) 相凑近的固溶体浓度低,在高温下碳的扩散过程加剧,必然引起碳的扩散而打破平衡,以致尖角处的渗碳体溶解,并在平面处析出,使尖角处发生钝化 ( 曲率半径相对变大 ) 。
这种尖角形态的消失或缓解可减少碳化物呈尖角时易造成应力集中的不利影响。
再那么高温下融入碳化物增加,完好溶解了的碳化物在高温回火过程中以极细粒状均匀析出,又进一步减少了碳化物存在的不利影响,因均匀分布的极细粒状碳化物不会造成应力集中而大大降低了钢的脆性,增强了韧度,所以 Crl2MoV钢制模具增加高温调质工序是提高模具强韧度的重要环节。
3.1.3高温固溶 +高温回火对于大型的 Crl2MoV钢冷作模具,还可采用高温固溶办理+高温回火预办理工艺( 又叫双重固溶球化办理 ) ,其工艺如图 4所示。
对锻造模块直接进行两次固溶办理,即在锻造高温固溶细化办理后,再进行一次加热固溶球化办理,可使球化过程加速,同时又可使碳化物的大小、形状及分布获取改进,为最后热办理供应了优异的组织准备。
3.1.4几种预办理工艺的比较比较了球化退火、调质办理、高温固溶淬火 +高温回火、高温调质办理这几种预办理工艺的球化收效,发现经高温固溶淬火十高温回火和球化退火办理后,碳化物颗粒微小,分布均匀弥散,高温固溶淬火 +高温回火的球化收效最好。
高温调质办理获取的碳化物也很微小,但碳化物的分布收效不如球化退火和高温固溶淬火 +高温回火 2种工艺理想。
高温固溶淬火 +高温回火 +980℃淬火 +240℃回火是 Cr12MoV钢最正确强韧化热办理工艺,在保证硬度较高的条件下,其冲击功值可达 3.04 J,比原工艺 ( 球化退火 +980℃淬火 +210℃回火 ) 的冲击功值 1. 69J提高了 80%。
3.2热办理工艺分类Cr12MoV钢一般有 3种热办理工艺:①一次硬化办理方法 ( 如图 5所示 ) ,采用低温淬火低温回火。
即 950~1000℃加热淬火, 200℃回火;②二次硬化办理方法,采用高温淬火高温回火,即 1 100 ℃左右加热淬火, 500-520 ℃回火;③中温淬火中温回火工艺,即 1 030 ℃左右加热淬火, 400℃左右回火。
方法①可获高硬度及较高韧度,但抗压强度低;方法②可获较高硬度及抗压强度,韧度也好;方法③可获较高硬度和抗压强度,强韧度适中。
一次硬化办理方法是采用较低的淬火温度进行淬火。
尔后进行 1--2 次低温回火。
采用较低的淬火温度,晶粒较细,钢的强度和韧度较好,钢的硬度和耐磨性高,热办理变形较小。
一般淬火液采用淬火油或硝盐浴,采用单液淬火,也可采用双液分级淬火。
钢中的残留奥氏体量在 20%左右 , 回火温度一般为 160~200℃。
回火时间为 2-4h ,回火以 2次为宜,这样在机加工过程中工件不易开裂。
二次硬化办理方法是采用较高的淬火温度进行淬火,尔后进行屡次高温回火。
到达二次硬化的目的。
经二次硬化办理,钢有较高的红硬性、耐磨性和回火牢固性,但强度和韧度会稍降低。
一般淬火液采用淬火油或硝盐浴,采用单液淬火或双液分级淬火。
淬火温度高,淬火后钢中有大量残留奥氏体,硬度比较低,但采用较高的温度 (490-520 ℃) 回火后,工件硬度也能够提高到60~ 62 HRC,硬度的提高主若是由于残留奥氏体在回火过程中转变成马氏体。
回火一般以 3次为宜。
二次硬化办理适合于工作温度较高 (400 ~500℃) 且承受载荷不大或淬火后表面需要渗氮的模具。
采用较低温度淬火 +贝氏体等温办理工艺 , 可使晶粒微小。
提高模具的抗弯强度和韧度,延长模具使用寿命。
一般情况下, C12MoV钢强度高、塑性低,而下贝氏体组织却拥有较高强度和韧度,下贝氏体断裂韧度比回火马氏体高。
最后热办理常常用贝氏体等温办理,模具获取很多的下贝氏体,割裂了原奥氏体晶粒,使随后形成的针状马氏体细化。
下贝氏体易在未溶碳化物与基体的界面处形成。
自己韧度也较好,可经过自己塑性变形而缓解应力集中,有助于降低裂纹萌生及扩展,脆断几率减小,使强韧度增加。
采用中温淬火低温回火,使模具获取了较高硬度和韧度,同时获取了高强度,从而保证了模具寿命。
由于中温加热可完好奥氏体化,而合金元素未完好熔于奥氏体内,防范获取过饱和马氏体。
采用低温回火可保证工件所需硬度,二次回火可使淬火应力充分除掉。