试模报告
注塑试模报告

注塑试模报告报告人:日期:试模材料:注塑机:模具:注塑条件:(以上信息应列在报告首页上)一、试模目的:二、试模成品:三、试模过程:1.注塑工艺参数:2.注塑机调整:3.温度控制:四、试模结果:1.缺陷分析:2.改善措施:五、结论:六、建议:(以上内容应在正文中详细论述)注塑试模报告范例报告人:张三日期:20XX年X月X日试模材料:ABS注塑机:Haitian 120T模具:注塑汽车后视镜壳体模注塑条件:温度280℃、压力90MPa、注射速度50mm/s一、试模目的:测试模具结构和工艺参数,寻求最优注塑工艺参数并分析产品缺陷原因,提供解决方案。
二、试模成品:两个注塑汽车后视镜壳体,尺寸和表面色泽均符合标准要求。
三、试模过程:1.注塑工艺参数:温度280℃、压力90MPa、注射速度50mm/s、回程速度30mm/s、调试反应速度5。
2.注塑机调整:对定位针和流道进行调整,使之保持平衡。
3.温度控制:调整模具温度,温度达到设定值后加热时间延长至2小时。
四、试模结果:1.缺陷分析:在试模过程中出现行政区划 defect,原因可能是流道直径不足或温度不均匀所致。
2.改善措施:将流道直径加大或加设射出嘴,并适当调整温度控制区域,如果仍存在行政区划 defect,则需调整模具结构进一步改善注塑效果。
五、结论:通过调整工艺参数和模具结构,可以获得符合产品质量标准的注塑汽车后视镜壳体。
六、建议:对模具的设计进行优化,进一步提高模具的使用性能及耐用性。
注塑机试模报告范文

注塑机试模报告范文一、实验目的1.熟悉注塑机的结构和工作原理;2.学会注塑机调试;3.掌握塑料试模的方法与步骤。
二、实验器材1.注塑机;2.模具;3.塑料颗粒;4.计时器;5.料筒;6.注射嘴。
三、实验步骤1.检查机器和模具是否完好,无损坏和杂质的情况;2.准备好塑料颗粒,并保证其质量和干燥度;3.将模具安装在注塑机上,并确保其稳定;4.打开注塑机的电源,进行设定温度和时间;5.将塑料颗粒放入料筒中,并控制好注射嘴的位置;6.启动注塑机,并观察塑料的注射情况;7.计时器记录注塑机的工作时间;8.完成注塑后,关闭注塑机电源,并取出注塑好的塑料制品;9.清理注塑机和模具的残留物和杂质。
四、实验结果与分析经过实验,我们成功地进行了注塑试模。
注塑机的结构和工作原理使得塑料颗粒通过加热和压力作用下,变为流动性良好的熔融态,然后通过注射嘴注入到模具中,最终形成我们想要的塑料制品。
在进行试模的过程中,我们需要注意模具的安装和稳定性,确保塑料颗粒可以均匀、连续地注入到模具中。
此外,对注射嘴的位置和长度的控制也很重要,如果注射嘴的位置不正确或长度过长,会影响塑料的注射质量。
实验中还需要设定好注塑机的温度和时间,这是根据所用塑料的熔点和流动性来决定的。
温度过高或时间过长会导致塑料过热或熔化不均匀,从而影响制品质量。
在实验中,我们通过记录注塑机的工作时间,可以对注塑的效率和生产能力进行评估和改进。
如果工作时间太长,可能需要适当调整注射速度或温度,以提高生产效率。
五、实验总结通过本次试验,我们掌握了注塑机的调试方法和塑料试模的步骤。
注塑机的结构和工作原理对于塑料制品的生产起着至关重要的作用。
同时,在试模的过程中,我们还需要注意模具的安装和稳定性、注射嘴的位置和长度、注塑机的温度和时间的调整。
这些因素直接影响着塑料的注射和成型效果。
通过实验的过程,我们对注塑机的工作原理和调试方法有了更深入的了解,并掌握了塑料试模的步骤。
试模报告( Mold Test Report) -2006-11-18

Page 1 of 1
YES
后模司筒,接水,第一啤要尽量打满胶,不然会粘模
Reporter(报告人):
Color&Ref (颜色及编号)
Injection Machine(试模机器) Machine Dry Temp Heat Machine Style (烘料温度) (油温机) (机器类型) 650T 120*/4H 110C
Cycle Time(周期时间) 110*
Injection Time (射胶时间) 45*
2: If the runner and sprue stay in the mold?(是否流道和水口有粘模现象) : 3: If the mold stop during the test?why?(试模过程中是否有停机,为何?): 4: If any jam during the test?(模具是否有任何不畅?): 5: If the parts fall down automatically?(产品是否自行掉落?): NO NO
Hold Time (保压时间) 20*
Cooling time (冷却时间) 45*
Slide Time (抽芯时间)
Opening and Close time (开.关模时间)
Test Parameter (试模参数) Sprue Temp(螺杆温度) Injection Pressure(射胶压力) Injection Speed(射胶速度) Injection Stroke(射胶位置) Melt Pressure(熔胶压力) Melt Speed(熔胶速度) Eject Pressure(顶针压力) Eject Speed(顶针速度) Hold Pressure(保压压力) Hold Speed(保压速度) Slide In(抽芯进) Slide out( 抽芯出) Product Problems(产品问题)
压铸试模总结报告范文(3篇)

第1篇一、项目背景随着我国汽车、电子、电器等行业的发展,对精密金属制品的需求日益增加。
压铸作为一种高效、节能、环保的金属成型工艺,广泛应用于各类产品的制造中。
为了确保压铸件的质量和性能,试模环节至关重要。
本报告针对某型号压铸件进行试模,总结试模过程中的经验与教训,为后续生产提供参考。
二、试模目的1. 确保压铸件尺寸精度和表面质量;2. 优化模具结构,降低生产成本;3. 提高生产效率,缩短生产周期;4. 评估压铸工艺参数,为生产提供依据。
三、试模过程1. 模具设计:根据产品图纸,设计压铸模具,包括型腔、浇注系统、冷却系统等。
2. 模具加工:按照模具设计图纸,进行模具加工,确保模具精度和表面质量。
3. 模具装配:将加工好的模具零件进行装配,确保模具的刚性和密封性。
4. 工艺参数确定:通过实验,确定压铸工艺参数,如熔体温度、压射速度、保压压力、冷却时间等。
5. 压铸实验:在确定的工艺参数下,进行压铸实验,观察压铸件的尺寸精度、表面质量、内部缺陷等。
6. 数据分析:对实验数据进行整理和分析,评估压铸件的质量和性能。
四、试模结果1. 尺寸精度:压铸件尺寸精度达到产品图纸要求,无明显的尺寸偏差。
2. 表面质量:压铸件表面光滑,无明显的缺陷,如气孔、夹杂等。
3. 内部缺陷:压铸件内部无明显的缩松、冷隔等缺陷。
4. 生产成本:通过优化模具结构和工艺参数,降低了生产成本。
5. 生产效率:压铸实验证明,压铸件生产周期可缩短20%。
五、总结与建议1. 优化模具设计:在保证模具刚性和密封性的前提下,简化模具结构,降低生产成本。
2. 严格控制工艺参数:根据实验结果,确定合理的熔体温度、压射速度、保压压力、冷却时间等工艺参数。
3. 加强过程控制:在生产过程中,严格控制熔体温度、压射速度、保压压力等关键参数,确保压铸件质量。
4. 优化生产线:提高生产线自动化程度,降低人工成本,提高生产效率。
5. 持续改进:针对试模过程中发现的问题,持续改进模具设计、工艺参数和生产工艺,提高产品质量。
塑胶模具试模报告
塑胶模具试模报告一、引言塑胶模具试模是在模具设计和制造之前的重要环节,通过试模可以验证模具的可行性和准确性。
本报告旨在介绍塑胶模具试模的步骤、方法和结果,以帮助读者了解试模过程,并为模具制造提供参考。
二、试模步骤1. 确定试模需求在开始试模之前,首先需要明确试模的目的和要求。
这包括试模的产品尺寸、材料、外观要求等。
根据需求,选择合适的试模机和材料,并准备好相应的模具。
2. 准备试模材料根据试模需求,选取合适的塑胶材料,并进行充分的预处理,如干燥、混合等。
确保试模材料的质量和性能符合要求。
3. 设计试模结构根据产品的形状和要求,设计合理的试模结构。
考虑到材料的流动性、收缩率等因素,进行模具的空腔设计和流道设计。
同时,还需要考虑模具的开合方式、顶出方式等。
4. 制造试模根据设计的模具结构,进行试模的制造。
这包括模具的加工、组装和调试等工作。
确保模具的精度和稳定性。
5. 进行试模将准备好的试模材料注入模具的空腔中,然后进行模具的开合和冷却。
待塑胶材料完全冷却后,取出试模产品。
6. 检验试模产品对试模产品进行检验,包括尺寸、外观、性能等方面的检测。
与设计要求进行对比,分析试模结果的优缺点。
三、试模结果分析1. 优点根据试模结果的分析,我们可以得出试模的一些优点。
比如,产品尺寸准确、外观质量好、材料流动性良好等。
这些优点表明试模的设计和制造是成功的。
2. 缺点同时,试模结果也可能会暴露出一些缺点。
比如,产品存在毛刺、尺寸偏差过大等问题。
这些问题可能是由于模具的设计不合理、加工精度不够等原因造成的。
3. 改进措施根据试模结果的分析,我们可以提出一些改进措施。
比如,优化模具的空腔设计、改善模具的冷却系统等。
通过这些改进措施,可以进一步提高试模产品的质量和性能。
四、结论通过本次塑胶模具试模报告,我们了解了塑胶模具试模的步骤和方法,并分析了试模结果的优缺点。
通过对试模产品的检验和分析,可以提出改进措施,进一步优化模具设计和制造过程,提高试模产品的质量和准确性。
模具试模情况报告单

模具试模情况报告单一.试模前准备工作1.检查模具设计图纸是否准确无误;2.确保所有材料和工具准备齐全;3.清洁模具,并检查是否有损坏或磨损的部分。
二.试模过程1.试模前的安全操作:a.确保机器正常运作,并进行预热;b.穿戴好安全装备,如手套、护目镜和防护服;c.防止模具和工件过热或碰撞。
2.根据实际情况调整注塑机参数:a.确定模具温度和压力控制设定值;b.优化注塑速度和压力曲线。
3.注塑成型参数调整:a.根据模具结构和工件要求,确定注塑射速、射压和保压时间;b.进行试模操作,观察工件质量和模具状况。
4.重复试模操作,直到满足产品要求:a.调整注塑机参数,如温度、压力、速度等;b.检查成型品的尺寸、外观质量和性能。
5.记录试模过程和结果:a.记录每次试模的参数和成型品情况;b.分析并总结试模结果,找出问题所在并解决。
三.试模结果与评估1.注塑品外观质量:a.检查注塑品的表面光洁度、色泽、划伤和气泡等缺陷;b.判断注塑品的大小、形状、重量和尺寸是否达到设计要求。
2.注塑品功能性评估:a.进行注塑品的装配和功能测试;b.检查注塑品的强度、刚性和耐磨性等性能。
3.模具质量评估:a.检查模具表面是否光滑、无划痕或磨损;b.检查模具的寿命和稳定性。
四.试模总结和改进措施1.分析试模结果:a.根据试模过程和试模结果,找出存在的问题;b.分析问题的原因,如模具设计、注塑工艺参数等。
2.提出改进措施:a.针对问题提出相应的改进方案;b.改进模具设计、注塑工艺参数等,并进行试模验证。
3.试模总结:a.总结试模过程和结果,记录问题和解决方案;b.提出改进建议,如模具维护保养、工艺改进等。
五.建议和结论1.根据试模结果,对模具设计、注塑工艺等提出建议;2.根据试模结果,判断是否能够满足产品要求;3.总结试模的经验教训,以便今后的生产中能够更好地应对类似情况。
六.附件1.试模记录表;2.问题和改进建议列表;3.试模过程中的照片或视频等。
大型工厂试模报告样板
安全
取产品
取流道
模具结构
备注
机械手
全自动
OK/NG
OK/NG
二板/三板
要/否
可/否
制品
重量(g)
产品:流道:合:
取数
x
尺寸(mm)
包装尺寸: L xW xH orØxH
重要尺寸
指定:实物:
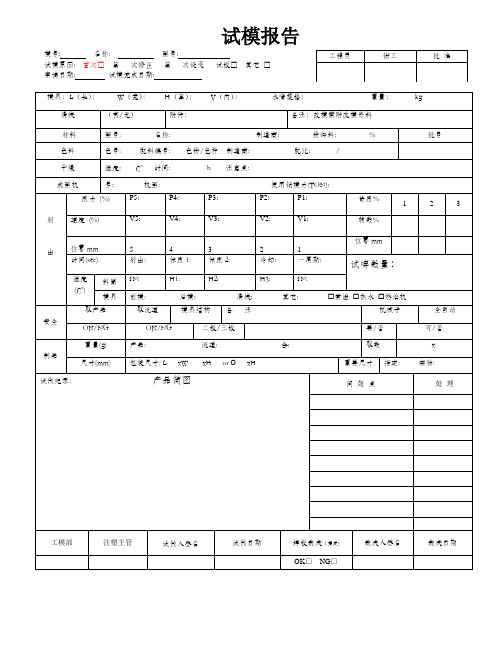
试做纪录:产品简图
问题点
处理
工模部
注塑主管
试做人签名
试做日期
样板裁决(圈定)
温度:Co时间:h注意点:
成型机
号:机型:使用锁模力(TON):
射
出
压力(%)
P5:
P4:
P3:
P2:
P1:
背压%
1
2
3
速度(%)
V5:
V4:
V3:
V2:
V1:
转数%
位置mm
5
4
3
2
1
位置mm
时间(sec)
射出:
保压1:
保压2:
冷却:
一周期:
试啤数量:
温度(Co)
料筒
IN:
H1:
H2:
H3:
IN:
模具
裁决人签名
裁决日期
OK□NG□
工程员
钳工
批准
模号:名称:型号:
试模原因:首次□第次修正第次设变试板□其它□
申请日期:试模完成日期:
模具:L(长):W(宽):H(高):V(内):水嘴规格:重量:kg
滑块
(有/无)
附件:
备注:改模需附改模资料
材料
型号:名称:制造商:粉碎料: %
试模报告单模板
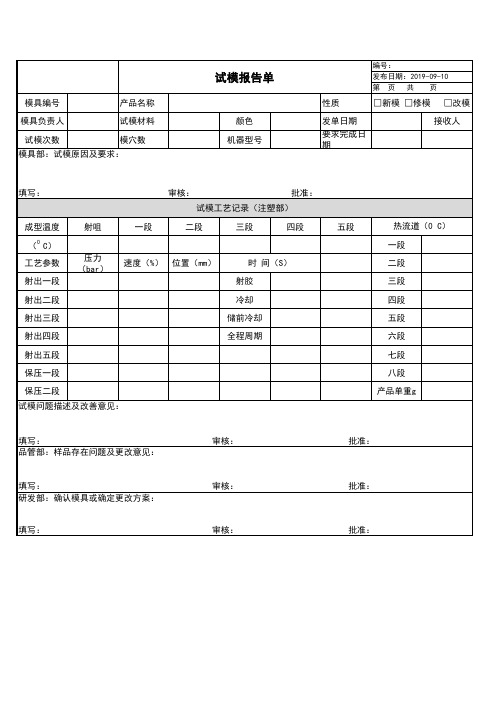
产品名称
模具负责人
试模材料
试模次数
模穴数
模具部:试模原因及要求:
试模报告单
颜色 机器型号
性质
编号: 发布日期:2019-09-10 第页 共 页
□新模 □修模 □改模
发单日期
要求完日 期
接收人
填写:
审核:
批准:
试模工艺记录(注塑部)
成型温度
射咀
一段
二段
三段
四段
(0 C) 工艺参数 射出一段
填写:
审核: 审核:
批准: 批准:
压力 (bar)
速度(%) 位置(mm)
时 间(S) 射胶
射出二段
冷却
射出三段
储前冷却
射出四段
全程周期
射出五段
保压一段
保压二段 试模问题描述及改善意见:
五段
热流道(0 C) 一段 二段 三段 四段 五段 六段 七段 八段 产品单重g
填写: 品管部:样品存在问题及更改意见:
审核:
批准:
填写: 研发部:确认模具或确定更改方案:
试模报告样板ppt课件

LOGO
试制数量 数据版本
方案二
方案三
方案四 6
XX项目试制计划
零件名称 试模时间
零件号 试模单位
序号 1 2 3
原材料厂家
客户要求数量 模具收缩率
试模材料信息
LOGO
试制数量 数据版本
材料牌号
材料收缩率
备注
样件试制参数信息
序号 1 2 3
参考密度 边梁参考重量 X向整体尺寸
细节尺寸
注塑工艺参数
序号 提出日期 计划关闭日期/关闭日期
状 态
1
2
3
4
3
XXE项目产品问题清单
零件名 试制阶段
序号 1 2 3
零件号 产品工程师
图片描述 问题点
问题点描述
编制:
审核:
状态 责任人
LOGO
严重度 编制日期
措施&现状
序号
措施
1
2
3
结果跟踪
序号 提出日期 计划关闭日期/关闭日期
状 态
1
2
3
批准:
4
XX项目产品问题清单
备注 7
XX项目试制计划
零件名称 试模时间
序号 1 2 3 4
序号 1 2 3
编制:
零件号 试模单位
问题
客户要求数量 模具收缩率
产品问题应对
问题
模具问题应对
审核:
LOGO
试制数量 数据版本
措施
措施
批准:
8
XX项目试模相关信息
序号 1 2 3 4
种类 样件需求计划 重量及尺寸测量 注塑工艺(记录单)
XX项目产品问题清单
分类
试模报告名词解释

试模报告名词解释1)机台规格: 用机台的最大锁模力来表征(例.450T)2)模具穴数: 为1表示一模出一个产品.3)进胶方式:指浇口(gate)类型和布局方式。
浇口常见形式为直接浇口、普通浇口(浇道)针点浇口、潜浇口、阀浇口。
一般注射成型采用多个浇点, 浇点位置选择比较关键。
4)顶出方式:将塑件由模具型腔或者型芯上脱出的机构为顶出机构。
顶出方式按照顶出机构驱动方式的不同或者模具结构的不同进行划分,按照前者可以分为手动、机动、液压等方式;按照后者可划分为简单顶出,两级顶出等。
正常顶出为一次顶出.5)原料干燥:原料干燥的目的是为了去除原料中的大部分水分,在成型前进行如果不干燥塑件表面可能出现银丝,气泡等缺陷。
吸水性强的材料必须进行干燥,不易吸水的材料可以不用干燥。
温度:烘干温度必须低于原料热变形温度。
时间:不同的原料烘干时间不一致,一般为2-4h。
例:对于PC+ABS料必须干燥(85度*4H).干燥效果的好坏主要由温度和时间控,温度不能过低,过低会延长干燥时间,也不可过高,超过材料的软化温度会使材料结块.6)每模重量(g)净重:一副模具中一次注射成型所得塑料成品的净重量(=单个成品重量+料头重量/穴数)。
毛重:上述净重加上浇头料的重量。
即脱模后,去除浇头前,塑料制品总重(=成品重量+料头重量)。
7)最大开模位置:公母模能够分离的极限距离(公母模分模面间的距离),一般分模时开模距离都小于最大开模位置。
(参见示意图)8)低压保护位置:合模时,为了避免公母模之间有异物阻隔,保护模具不碰损,注塑机配有低压保护装置。
低压保护位置是指启动低压保护时公母模分模面间的距离,低压保护持续到公母模刚合拢那一刻。
低压保护位置一般根据导柱或斜导柱与相应孔位对准时的位置来确定。
常用小布片等薄片物体来检验低压保护装置是否正常。
(参见示意图)9)高压启动位置:公母模合拢后,施加高压以便锁紧模具系统。
高压启动位置指的便是锁紧过程,铰链压缩的行程。
试模总结报告范文(3篇)
第1篇一、引言为了验证产品设计的合理性和可行性,提高产品质量,降低生产成本,我司在产品研发阶段进行了试模工作。
本次试模工作于XX年XX月XX日开始,至XX年XX月XX日结束。
现将试模过程及结果进行总结报告,以期为后续生产提供参考。
二、试模目的1. 验证产品设计的合理性和可行性;2. 优化模具设计,提高模具精度;3. 检验材料性能,确保产品质量;4. 评估生产成本,为生产决策提供依据。
三、试模过程1. 模具设计在试模前,我们根据产品图纸和技术要求,对模具进行了详细的设计。
设计过程中,充分考虑了产品的尺寸精度、形状、材料性能等因素。
2. 模具制造模具制造采用先进的技术和设备,确保了模具的精度和稳定性。
在制造过程中,对模具各部分进行了严格的检验,确保模具质量。
3. 试模材料本次试模采用的材料为XX材料,该材料具有良好的加工性能和力学性能,适用于本产品的生产。
4. 试模设备试模设备选用XX设备,该设备具有高精度、高效率的特点,能够满足试模要求。
5. 试模过程(1)试模前准备:检查模具、设备、材料等是否齐全,确保试模顺利进行。
(2)试模操作:按照操作规程进行试模,记录试模过程中的各项数据。
(3)试模结果分析:对试模结果进行分析,评估产品性能和模具质量。
四、试模结果及分析1. 产品性能(1)尺寸精度:产品尺寸精度达到设计要求,符合国家标准。
(2)形状:产品形状符合设计图纸,无明显变形。
(3)表面质量:产品表面光滑,无明显划痕、气泡等缺陷。
2. 模具质量(1)模具精度:模具精度达到设计要求,无明显磨损。
(2)模具稳定性:模具在试模过程中运行稳定,无异常现象。
3. 材料性能(1)力学性能:材料力学性能符合设计要求,具有较好的强度和韧性。
(2)加工性能:材料加工性能良好,易于加工。
4. 生产成本(1)模具成本:模具成本合理,符合预算。
(2)材料成本:材料成本合理,符合预算。
五、结论1. 产品设计合理,可行性高。
2. 模具设计精度高,稳定性好。
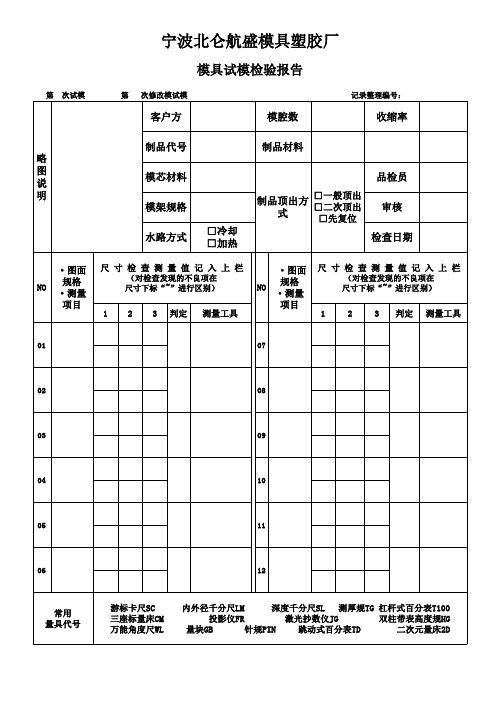
模具试模检验报告
审核 检查日期
尺 寸 检 查 测 量 值 记 入 上 栏
(对检查发现的不良项在 尺寸下标“ 进行区别) 尺寸下标“~”进行区别)
尺 寸 检 查 测 量 值 记 入 上 栏
(对检查发现的不良项在 尺寸下标“ 尺寸下标“~”进行区别) 进行区别)
NO
1
2
3
判定
测量工具
1
2
3
判定
测量工具
01
07
02
08
03
宁波北仑航盛模具塑胶厂
模具试模检验报告
第 次试模 第 次修改模试模 记录整理编号: 记录整理编号:
客户方 制品代号 略 图 说 明 模芯材料 模架规格 水路方式
·图面 规格 ·测量 项目
模腔数 制品材料
收缩率
品检员 制品顶出方 □二次顶出 式 □先复位 □冷却 □加热
·图面 ·图面 规格 NO ·测量 项目 □一般顶出Biblioteka 090410
05
11
06
12
常用 量具代号
游标卡尺SC 游标卡尺SC 三座标量床CM 三座标量床CM 万能角度尺WL 万能角度尺WL
内外径千分尺LM 内外径千分尺LM 深度千分尺SL 深度千分尺SL 测厚规TG 杠杆式百分表T100 测厚规TG 杠杆式百分表T 投影仪FR 激光抄数仪JG 双柱带表高度规HG 投影仪FR 激光抄数仪JG 双柱带表高度规HG 量块GB 针规PIN 跳动式百分表TD 二次元量床2 量块GB 针规PIN 跳动式百分表TD 二次元量床2D
试模总结报告模板

试模总结报告模板
模板:
[报告标题]
1. 概述
介绍研究项目的目的、重要性和背景。
2. 目标与方法
详细描述研究的目标,并列出所采用的方法和工具。
3. 实施过程
说明研究项目的实施过程,包括数据收集、分析和解释的方法。
4. 结果与分析
列出研究项目的主要结果,并对其进行详细分析和解释。
5. 讨论与建议
根据研究结果,提出相关问题的讨论和建议。
6. 结论
总结研究项目的主要发现和结论。
7. 展望
探讨未来研究的可能性和发展方向。
8. 参考文献
列出研究过程中引用的所有参考文献。
[附录/附属材料]
在需要的情况下,将相关数据、表格、图表等附在报告后。
注:
1. 根据实际情况对各部分的标题进行调整和修改。
2. 报告内容应以客观、准确、简洁的方式呈现。
3. 报告格式应符合学术要求,包括页眉、页脚、段落等格式要求。
4. 根据具体要求,可以增加或删除报告中的部分内容。
模具试模报告范文

模具试模报告范文
报告日期:2023年12月29日
一、项目概况
本项目是针对一只名为“模具试模”的模具进行试模分析。
该模具由
已知材料制造而成,经过一系列测试后,评估其在使用中的可靠性和效率,以及模具加工的完整性和质量。
二、试模情况
1.材料:该模具采用S45C素钢材料,材料性能如下:
最小屈服强度:Rp0.2≥490MPa
抗拉强度:Rm≤640MPa
抗弯强度:Rb≤680MPa
蠕变强度:ReL≥340MPa
横向抗拉强度:Rt0.2≥480MPa
2.设计:该模具的尺寸及外形达到,以S45C素钢材料作为材料,以
模具设计程序进行设计制造,符合《金属模具设计要求》。
3.加工:该模具采用开模、车削、磨削等方式加工得出,加工精度达
到国家规定的标准。
4.试模:该模具经过长时间的加工试模,有效生产率达到90%以上,
试模无缺陷,成型质量达标。
三、实验结论
经过试模实验,可以得出以下结论:
1.本模具采用S45C素钢材料,试模结果符合本次试模的要求,材料质量达到标准的要求;
2.模具的设计制造无误,符合国家规定的要求;
3.模具加工工艺良好,达到国家规定的加工精度;。
压铸试模报告范文
压铸试模报告范文一、引言压铸试模是进行压铸工艺模拟的模具设备,用于预测和验证产品的制造可行性、确定合理的工艺参数以及优化模具结构等。
本报告基于对一款压铸试模的调试和测试,对其结构设计、工艺参数以及试模效果等进行了详细的研究和分析。
二、试模结构设计本试模采用了一种二板结构,具有上模板、下模板、动模副模、静模副模、滑块、导柱、定位销等组成。
上模板和下模板之间通过引导柱和固定销来定位,动模副模和静模副模之间采用导柱来保证平行性。
滑块用于实现进模、退模以及顶砂等动作。
三、工艺参数调节1.注射压力:注射压力是影响铸件充型质量的关键参数。
通过实验发现,在注射压力过低时,铸件在注射过程中易产生虚化、冷隔和收缩缺陷;而当注射压力过高时,易导致金属的喷涌和气冲,导致铸件表面出现气孔、烧痕等缺陷。
因此,我们对注射压力进行了逐步调整和测试,最终确定了适合该试模的合理注射压力。
2.注射速度:注射速度是指铸液在进模过程中的流速。
过低的注射速度会在铸件内留下气体,形成气孔;而过高的注射速度则容易产生金属的喷射和气冲现象。
经过多次试验,我们最终确定了适合该试模的最佳注射速度。
3.浇注温度:浇注温度是指铸液进入模具前的温度。
经过试验对比,我们发现不同温度下铸件的凝固过程和冷却速度存在差异,直接影响铸件的收缩率和凝固组织。
在本试模中,我们进行了多次浇注温度的测试,最终确定了最适合该试模的浇注温度。
四、试模效果及优化通过多次试验和调整参数,我们成功得到了一批合格的铸件。
这些铸件在表面光洁度、尺寸精度、无缺陷等方面均达到了预期要求。
然而,我们也发现了一些问题,如铸件收缩不均匀、浇注飞溅等。
针对这些问题,我们进一步进行了优化设计和工艺调整,并通过再次试验验证了优化效果。
五、结论通过对该压铸试模的调试和测试,我们对其结构设计、工艺参数以及试模效果进行了全面的研究和分析。
在一系列的调整和测试中,我们成功地获得了一批合格的铸件,并进一步对试模进行了优化。
试模总结报告模板
试模总结报告模板
一、引言
试模是一个重要的过程,在项目开发的各个阶段都会涉及到试模。
试模总结报告是对试模过程的一个总结,可以让团队成员了解试模的效果以及可能存在的问题,为项目的后续工作提供参考和改进方向。
二、试模的目的和背景
在这一部分,需要说明试模的目的和背景,即为什么要进行试模,试模的具体目标是什么,试模的过程和范围是什么。
三、试模的内容和步骤
在这一部分,需要详细介绍试模的具体内容和试模过程中的各个步骤。
可以从试模的准备工作、试模的执行过程、试模的数据收集和分析,以及试模的总结和结论等方面进行详细的阐述。
四、试模的结果分析
在这一部分,需要对试模的结果进行详细的分析,包括试模的效果如何,是否达到了预期的目标,试模中有哪些问题需要改进,试模的优点和不足等等。
需要结合试模具体的情况,对结果进行客观的分析和总结。
五、试模的经验教训
在这一部分,需要总结试模过程中积累的经验和吸取的教训,包括试模的成功经验和需要改进的地方,以及对试模过程中可能遇到的问题提出解决方案和改进措施。
六、试模的改进和优化方案
在这一部分,需要提出试模过程中需要改进和优化的地方,包括对试模流程、试模工具、试模指标等方面提出具体的改进和优化方案,为项目的后续试模工作提供参考和指导。
七、结论
在这一部分,需要对试模总结报告进行总结,重点强调试模的效果和成效,以及对项目后续工作的指导和意义。
八、附录
在这一部分,需要将试模过程中使用的相关资料、数据、图表等进行附录,以便读者查阅和参考。
以上是试模总结报告的一个模板,可以根据具体情况进行适当的调整和改进。
试模报告表范文

试模报告表范文一、试模基本信息。
产品名称:超酷小玩意(就先这么叫吧,这名字比较符合这产品有趣的灵魂 )模具编号:007(没错,就像那个超级特工一样神秘的编号 )试模日期:[具体日期]试模人员:我和我的小伙伴们(一群为了这个小玩意努力奋斗的热血青年 )二、试模目的。
1. 看看这个新设计的模具能不能顺利把我们脑海里超酷的小玩意完美呈现出来。
就像是厨师想知道新菜谱能不能做出美味佳肴一样,充满期待又有点小紧张呢 。
三、试模设备及材料。
设备:那台超大型号、看起来就很厉害的注塑机(它工作起来嗡嗡响,感觉像个正在发力的大力士 ),还有一些辅助设备,像冷却装置(就像给小玩意降降温的小风扇一样)和脱模装置(关键时刻把小玩意从模具里解救出来的小助手)。
材料:我们选用了一种超有韧性、质感还特别好的塑料原料。
这原料摸起来滑溜溜的,就像在摸一块高级的玉石一样(它可没玉石那么贵 )。
四、试模过程。
1. 准备阶段。
我们像照顾小婴儿一样小心翼翼地把模具安装到注塑机上,拧紧每一个螺丝,确保它稳稳当当的。
这时候就感觉自己像个精密的机械师,每个动作都得精准无比 。
然后把塑料原料按照精确的量加进去,就像给烤箱里加面粉一样,多一点少一点都可能影响最后的成果呢。
2. 注塑过程。
按下启动按钮的那一刻,感觉就像发射火箭一样激动人心。
注塑机开始嗡嗡作响,塑料原料就像被施了魔法一样,缓缓地注入模具里。
这个过程中我们眼睛都不敢眨一下,死死盯着看有没有什么异常情况,就像猫盯着老鼠洞一样专注 。
3. 冷却阶段。
注塑完成后,冷却装置就开始发挥作用啦。
这时候就像是在等蛋糕在烤箱里慢慢烤熟的过程,心里默默祈祷一切顺利。
我们在旁边焦急地走来走去,时不时摸一摸模具,看看温度是不是降下来了。
4. 脱模阶段。
终于到了最关键的脱模时刻啦!当脱模装置轻轻一顶,小玩意从模具里慢慢露出来的时候,我们都屏住了呼吸。
就像拆礼物一样,既兴奋又害怕里面不是自己想要的东西 。
还好,小玩意顺利脱模了,那一刻我们就像打了胜仗的士兵一样欢呼起来 。
试模试办报告
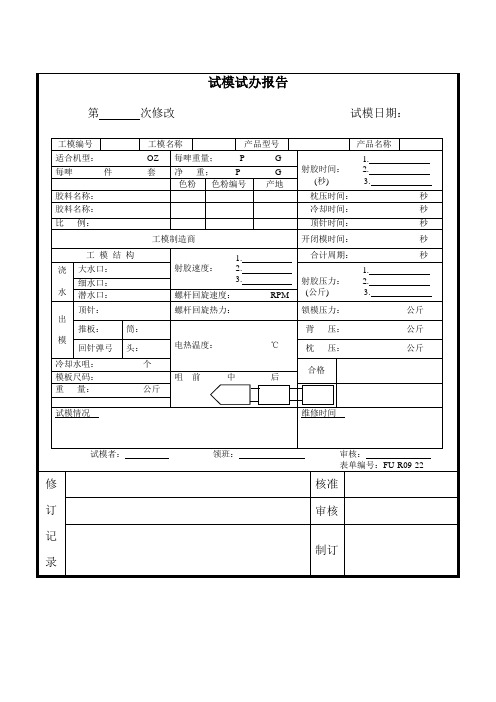
第次修改试模日期:
工模编号
工模名称
产品型号
产品名称
适合机型:OZ
每啤重量;P G
1.
射胶时间:2.
(秒) 3.
每啤件套
净重;P G
色粉
色粉编号
产地
胶料名称:
枕压时间:秒
胶料名称:
冷却时间:秒
比例:
顶针时间:秒
工模制造商
开闭模时间:秒
工模结构
1.
射胶速度:2.
3.
合计周期:秒
浇
水
大水口:
1.
射胶压力:2.
(公斤) 3.
细水口:潜水口:螺杆来自旋速度:RPM出模
顶针:
螺杆回旋热力:
锁模压力:公斤
推板:
筒:
电热温度:℃
背压:公斤
回针弹弓
头:
枕压:公斤
冷却水咀:个
合格
模板尺码:
咀前中后
重量:公斤
不合格
试模情况
维修时间
试模者:领班:审核:
表单编号:FU-R09-22
修订记录
核准
审核
制订
注塑模试模报告

导向件、限位装置是否损伤
□不良□良好
热流道电路
□不良□良好
热流道控制线路对应位置图
□有□无
注塑件脱模是否良好
□不良□一般□良好
流道系统脱出是否顺利、方便
□困难□持改□方便
产品
检查
成型件有无焦痕、顶白、溢边
□有□局部□无
成型件光洁度
□差□一般□良□优
现场试模状态:
顾客确认:(意见)
LOGO
重庆XXXX有限公司
试模报告
编号:
模具委托单位
模具名称
模具制造单位
模具外型尺寸
模具设计
制造担当
塑
状态
备注
分型面啮合是否良好
□不良□一般□良好
滑块、顶块精定位是否良好
□不良□良好
滑块件、镶块、硬度、润滑情况
□不良□良好
各滑动部件工作状态
□不良□良好
气道、水道系统是否畅通
顾客方(签名):
制单:审核:日期:
试模检查报告

2017070- 1:电源支架披锋 S100出风 2:缩水 口罩+电 3:出风口罩螺丝沉头孔粘前模 1:M4铜螺母的针太紧 2:M2铜螺母包射时上下跑动,高低不平 3:M4螺母位置缩水 20170714:分型面披锋 后壳 5:斜行位披锋 6:M4螺母的直顶镶件下沉
2017071后壳 7:表面省光到800#砂纸,后模省掉刀纹
T0 试模检查报告
模具编号 检查问题点 1:窗口栅格未走满胶,栅格需要加胶 2:螺母位置缩水 2017067- 3:斜顶顶出运动不顺畅 S100前壳 4:包射螺母的柱子,有些直径特别小,包 模具 了螺母后,周边太薄,影响柱子强度 5:披锋 6:表面省光到800#砂纸 2017068- 1:前壳装饰件螺丝柱要改成包射铜螺母 S100前壳 2:进风口盖粘前模 装饰件+ 3:进风口盖表面的火花纹要省光 2017069S100指示 灯和 S200LED 1:S200灯珠的螺纹镶件偶尔随产品一起粘 前模 2:S200指示灯顶出时有点变形 3:产品表面有料花 修改方案 待客户确认 T1时注意保压 增加4个顶针板导柱,斜顶底部修R角,加黄铜杯士 待客户确认加胶 T1时注意压力,试到正常后再说 省模,注意夹口 磨针配螺母内孔直径 前面侧面省光,后模侧面用粗砂纸横着省 省模 锁紧后模玻珠螺丝 省模 T1时烤干材料中的水分 线割做错,重新割 T1时注意保压 前模镶针磨斜度并省光,后模做点倒扣 磨小镶针 在后模烧焊,重新打火花,做点台阶顶住螺母 T1时注意保压 重新Байду номын сангаас模 烧焊修整 重新配镶件高低 待客户装 配后反馈 意见 T1时间
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三段二段油温 ℃试模问题要求解决时间
注塑部
试模人
顶针保护开关:
品质部
工模部
试模次数1
35241
试作性质
打样颜色炮筒温度二段℃
打样啤数模具编号要求试模日期
二抽胶
模具特征:
试模注意点/要求:
4
5试模啤数试模材料
试模颜色速度
三段℃
2
3
熔胶参数
一段级数压力
位置
(mm)
射胶参数一段℃
四段℃
五段℃
速度
工模部试模问题记录
产品名称级数一段二段三段四段五段
试模报告
日期: 制模组:
1.新试级数一压力
要求工模组长跟进 位置(mm)
时间(S)
保压参数 4.设变备注不要求工模组长跟进
要求试模样板数: 1.品管 啤; 2.工程 啤; 3.工模 啤; 4.其它 啤;
2.重试压力
油温 ℃
模具修改建议
#机冻水冻水
运水运水
周期: 秒
前模后模
模温
抽芯
五金
试作成型参数
热流道
三四五
深圳市日晖达电子有限公司
SHEN ZHEN RIHUIDA ELECTRONIC CO., LTD。