YGQD—7条码印刷半成品检验记录表
成品半成品首末件检验记录表
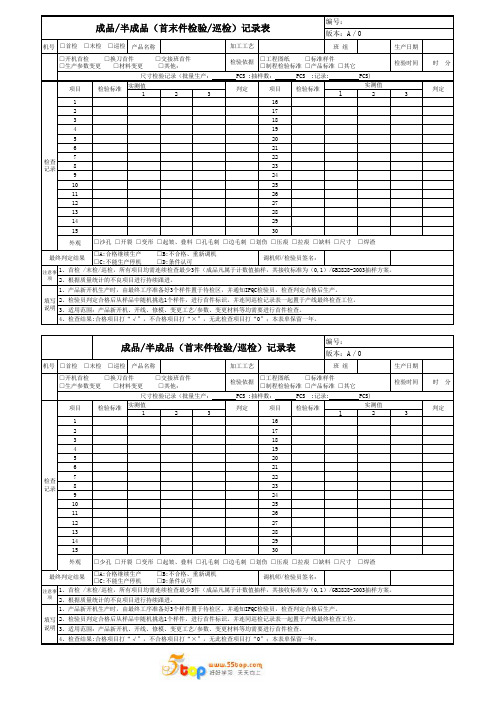
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
成品出货检验记录表

插头铜刀吊重位移
LB/ min位移 MM
四.可靠性测 试
插头电线吊重 线皮吊重
灯座引线吊重
LB/ min LB/ min LB/ min
灯座/罩燃烧
秒熄灭/ 英寸
确认结论 备注:
□合格 可出货
□不合格 返修
□合格□不合格 □合格□不合格 □合格□不合格 □合格□不合格 □合格□不合格
编制:
核对
二.外观检查
检验项目 头数、发光颜色
条形码 包装箱套数 标签、标识
灯距 头尾灯距 电源线规格型号
外观缺陷
检测数据
不良描述
判定 □合格□不合格 □合格□不合格 □合格□不合格 □合格□不合格 □合格□不合格 □合格□不合格 □合格□不合格
□合格□不合格
三.功能测试
颜色、色号 电流(MA)
功能性
□合格□不合格 □合格□不合格
审核:
XXXXXXXX有限公司
成品/出货检验记录表
编号:XXX/QR-QC-01
日期:
客户
单号
灯串款式
颜色
头数
线距+线色
订单数
抽检数
检验依据:《GYDS/JS03产品检验出厂标准》
抽样方式
主要缺点(CRI)=1.5
次要缺点(MIN)=2.5
AC
RE
AC
RE
GB/T 2828.1-2012抽样水平Ⅱ
序号 一.订单信息
半成品检验记录表 Semi-finished products inspection record 2

Tolerance: as shown in drawing or reference to requirements ofStandard Post Operation Instruction .
1、报检员Inspector___________抽检Spot check ________/_________不良Defectives___________
裂纹Crack
毛刺Burr
料屑Bits
变形Deformation
端面
分层Transverse stratification
开焊Open welding
搭焊Overlap welding
烧穿Burnthrough
漏焊Lack welding
严重
错位Severe dislocation
气孔Pore
标签与实物一致Label is consistent with the physical
记号Mark
图纸要求Drawing Requirement
公差Tolerance
尺寸测量Dimension measurement
判定Decision
异常备注Abnormity remark
1
2
3
4
5
OK
NG
L1Biblioteka L2L3L43、外观检查Appearance inspection
型号
规格Model specification
记号Mark
图纸要求Drawing Requirement
公差Tolerance
尺寸测量Dimension measurement
判定Decision
成品半成品首末件检验记录表
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
印刷工厂产成品检验报告单(样本)

印刷工厂产成品检验报告单(样本).docx印刷工厂产成品检验报告单(样本)1.概述印刷工厂产成品检验报告单主要用于记录印刷品质量检验结果,确保产品达到客户的要求和标准。
本文档为印刷工厂产成品检验报告单样本,旨在提供一个参考和指导,以便印刷工厂根据实际情况进行相应的修改和调整。
2.报告单内容印刷工厂产成品检验报告单包含以下主要内容:2.1 产品信息产品名称:填写检验的印刷品名称。
产品规格:填写印刷品的规格要求,如尺寸、材质、颜色等。
生产日期:填写印刷品的生产日期。
2.2 检验项目外观质量:对印刷品的外观进行检验,包括印刷效果、图文对位、字迹清晰等。
尺寸精度:对印刷品的尺寸进行精确度检验,确保符合规定的尺寸要求。
色彩准确度:对印刷品的颜色进行检验,确保与产品样本或客户要求的色彩一致。
印刷精度:对印刷图案、文字等进行检验,确保印刷精度达到要求。
印刷耐久性:检验印刷品的耐久性和抗磨损能力。
2.3 检验结果在每项检验项目后面列出检验结果,包括合格、不合格、待修复等选项,以便记录和统计。
2.4 备注对检验过程中发现的问题或异常情况进行备注,记录详细的情况和处理措施。
3.使用方法根据实际情况,填写产品信息、进行相应的检验项目,记录检验结果和备注,并及时向相关人员通报和处理。
4.注意事项检验人员应具备相关的印刷品质量检验知识和经验。
检验应在适当的环境条件下进行,以确保结果的准确性和可靠性。
如发现不合格的印刷品,应及时进行整改和修复,并对原因进行调查和分析,以避免类似问题再次发生。
检验报告单应妥善保存,以备审查和追溯。
5.结论印刷工厂产成品检验报告单是确保印刷品质量的重要工具,正确使用和填写检验报告单能够帮助印刷工厂提高产品质量,满足客户需求和期望。
(完整word版)成品检验记录表

(完好word 版)成品查验记录表1 / 1成品出厂检验记录生产批号:编号: 产品名称生产日期年代日查验依照 规格型号查验日期生产数目套 抽检数目《成品查验、型式实验规范》0 年代日套序号 查验项目 标准要求查验记录查验员判断1 包装 印刷字体应清楚、内容齐备.2 附件 随机附件齐备.(说明书、钥匙、层架)3 外观 无显然缺点,无划伤,无损坏等现象。
4 标记及铭牌 应持久、内容清楚,无损坏,粘贴性好。
5门封的密封性封闭门时, 不该有泄露冷量的现象, 翻开门时, 应 该轻松自如,无拉不开门等现象。
6 抽真空时间及真空度抽真空时间≧ 1h ,真空度≤ 130Pa 。
7整机检漏用肥皂水检查每个焊接口, 各焊接口应当没有气泡冒出,无泄露等现象。
管路 无磨擦、碰撞,管路焊口要上黑油。
8工艺 无松动、配合优秀.紧固件装置布线简短了然.布线要雅观,无松动等现象。
9 绝缘电阻 (冷态 )(M Ω )≥20 M Ω.10 电气强度 (冷态 )耐压 1500V , 2s 无闪耀、无击穿等现象.11 泄露电流 (mA) 泄露电流≤ 0.75mA . 12 接地电阻 (Ω ) 接地电阻≤ 0.1 Ω.13 运行额定电流 运行额定电流不该大于额定标称值的 1.15 倍。
14 整机噪音 整机运行噪音≤ 52db 。
15 防触电保护 构造和外壳应有充分防触电保护.16 电源线 承受 100N 、位移≤ 2mm .无损坏及划伤等现象。
17LCD 面板按键LCD 面板按键调换控制自如, 按键灵巧, 无卡死及调换不了等现象。
制冷电扇电机、 压缩机运行要正常, 无卡机及不运行等现象.18试运行在额定环境温度下,机器运行 4h 内可以降到设定制冷温度的温度。
检 验 结 论编制审批 同意 日期。
印刷工艺操作检验记录表

检验记录表编号:[编号]
检验日期:[日期]
检验人:[姓名]
产品信息
序号
产品名称
规格型号
批次号
检验数量
1
[产品名称]
[规格型号]
[批次号]
[检验数量]
检验项目
序号
检验项目
检验标准要求
检验结果
备注
1
[检验项目1]
[标准要求1]
[检验结果1]
[备注1]
2
[检验项目2]
[标准要求2]
[检验结果2]
[检验结果8]
[备注8]
9
[检验项目9]
[标准要求9]
[检验结果9]
[备注9]
10
[检验项目10]
[标准要求10]
[检验结果10]
[备注10]
检验结论
[填写检验结论]
备注
[填写备注信息]
[备注2]
3
[检验项目3]
[标准要求3]
[检验结果3]
[备注3]
4
[检验项目4]
[标准要求4]
[检验结果4]
[备注4]
[检验项目5]
[标准要求5]
[检验结果5]
[备注5]
6
[检验项目6]
[标准要求6]
[检验结果6]
[备注6]
7
[检验项目7]
[标准要求7]
[检验结果7]
[备注7]
8
[检验项目8]
[标准要求8]