精益化生产的设备管理--TPMOEE快速切换
以OEE为前提的设备管理

以OEE为前提的设备管理提高设备综合效率,英文翻译为Overall Equipment Efficiency,所以简称OEE。
OEE既能给企业目前有的设备增加时间开动率,从而可以提高产品质量,又能够缩减生产设备所需要的数目,以此可以降低成本。
在全员生产维护,英文翻译Total Productive Maintenance,简称TPM,OEE 首次是在TPM理论当中得到广泛使用,来用于设备生产效率的完善和监管。
也常被应用于TPM和精益生产管理(Lean Manufacturing,LM)等管理理论中,用作一种衡量指标。
随着设备管理的不断发展,各种生产管理模式和方法开始创新在国际上不断出现,其中全面生产维护,英文翻译Total Productive Maintenance,简称TPM。
由于其是一种较优秀地管理方式,从而不断发展强大,并慢慢被全世界各个企业所接受。
相当一部分企业将TPM作为企业管理的主导管理方式。
自第二次世界大战结束以后,渐渐形成了设备管理的总体格局。
在国际上,总体采用先对设备进行检修然后在维修的方式来进行设备管理。
近几年来,出现新的管理思想,在其指导下,渗入经济分析的理念,以企业的效益最大化为目的,运用全新的管理方法和技术对设备进行组织和管理。
国外的工业化整体水平普遍比较高,因此,研究设备管理理论的时间也相对来说比较早,如今相当一部分国际有知名度的企业都已形成较为完善的设备管理形式。
在国际上有较大知名度的主要有综合工程学(英国)、计划预修制(前苏联)、生产维修体制(美国)和全员生产维修制(日本)。
和国外研究理论相比,我国对设备管理的研究起步比较晚,为了跟上国际步伐,建国以来国家也投入大量的人力和物力对设备管理进行研究。
自1979年到今天,我国进入改革开放时代,党和国家将工作重点转移到社会主义现代化建设上,集中精力提高社会生产力。
通过引进先进生产设备和生产线来提高生产效率,与此同时,先进设备的引进也为我国企业提供理论支撑,比如国外先进的管理方法和管理模式。
精益生产推行之快速切换

Quick Changeover is a structured process that: 快速改革是个结构过程用来
Reduces waste 减少浪费 Shortens lead times 减少时间 Improves manufacturing capacity, flexibility, and quality 提高生产能力,灵活性和质量.
Cleanup Waste Transportation Motion
Changeover Time =
Internal Changeover Time + External Changeover Time
11
QCO WSP - 6/25/03
CO
QUICK CHANGEOVER OVERVIEW
QCO WSP - 6/25/03
10
CO
QUICK CHANGEOVER OVERVIEW
Waste In Changeover Operations 在改革运作中的浪费
Waste in Changeover Operations
Waste in Internal Changeover
The goal is to reduce the time from “last good piece” to “first good piece,” down to customer takt time. 目标把从“最后一个好的零件”到 “第一个好的零件”的时间减少至客户的takt 时间
QCO WSP - 6/25/03 3
3
Implement Jigs
Internal Setup (Process is Down)
精益生产知识竞赛试题

一、个人必答题1.精益生产的核心思想是:消除浪费,缩短周期。
2.8S指的是:整理、整顿、清扫、清洁、素养、安全、环境、节约。
3.TPM的衡量指标是:设备综合效率(OEE)4.价值流(VSM)包括:信息流、物流、过程流5.快速换型定义:上一个型号的最后一件“好”产品和下一个型号批量生产中的第一件“好”产品之间的时间间隔6.较好的工厂,增值/浪费的比例为:1:200~1:3007.七种浪费是(至少3种):返修、过量生产、物料的移动和运输、动作、等待、库存、加工过程的浪费8.七种浪费最严重的是:库存9.请说出3种常用的生产工具:5S、TPM、快速换型、拉动生产、VSM、IE等10.区分工作场所内的物品为“要用的”和“不要用的”是属于8S中的:整理11.请说出精益生产的五大原则其中3个:价值、价值流、减少浪费、流动、拉动、追求完美12.安全包括:人身安全、产品安全和设备安全13.在价值流分析中的节拍时间(takt time)的基本含义是什么:在可用的时间里客户所需求的数量14.请说出3种价值流分析中收集的特性数据种类:加工设备数量、操作工人数、每天工作时间、班次、合格率、与前一道工序的搬运距离、报废率、加工循环时间、每小时加工量、换型时间、设备故障停机率、在制品数量、半成品/成品数量15.请说出1种工厂布局基本类型:工艺式布局,产品式布局,混合式布局16.精益生产推行的成功要素包含(至少说出一种)高层的重视,概念培训,全员参与,持续改进17.在精益生产中, MUDA 代表:浪费18.建立了看板系统,工厂的库存是否会自动减少:不会19.快速换型中的内部时间的概念指:设备必须停下来操作的时间20.六西格玛对于现有流程问题的解决思路是定义,测量,分析,改善,和控制(DMAIC)21.请说出一种常见的单元式布局:屋台式单元生产线,逐兔式单元生产线,分割式单元生产线22.工厂布局调整的最终目的是:物料连续的快速流动23.在精益生产中所指的增值时间是生产流程中给客户增加价值的活动24.在精益生产中所指的非增值时间是生产流程中不能给客户增加价值的活动二、团队必答题:1.企业为什么要推行SMED的改进,推行的基本步骤是什么?要点:1)快速换型是小批量流动的基础,是适应市场的多品种小批量生产的前提。
精益生产之快速换模SMED案例(分享)
分享多品种,小批量的利剑—SMED(快速换模)SMED means Single Minute Exchange of Die意思是在单分钟(少于十分钟)内完成换模,本文通过对一家生产卫浴产品工厂的实际案例分享,证明了SMED是一个非常好的工具和理念。
因市场需求,我们不少产品必需保持多品种,小批量的特色。
这就避免不了要求工厂在生产时经常会进行不同的模具/工具切换,造成大量机器因换模产生闲置时间,生产效率降低,产能浪费,交货时间延长,不少工厂为此叫苦不迭。
正好今天来到了一家为我们生产卫浴产品的工厂,其中一个产品甚至多达20多个系列,要求在生产中频繁更换模具,于是生产线上经常会遇到大批机器停机待转产,从而造成大量产能浪费,也引起质量和安全方面的隐性事故。
工厂已经开始考虑要添置设备来满足我们日益增长的订单需求。
看来是时候也是好机会对该工厂进行SMED的培训了。
我计划对生产部和设备部所有主管进行1~2小时的理论培训,然后回到生产线上实际观察,选择一个实例进行讨论,以帮助他们加深对SMED(快速换模)的认识和理解。
那末什么是SMED呢:• SMED means S ingle M inute E xchange of D ie• SMED 意思是在单分钟(少于十分钟)内完成换模一句话,SMED快速换模就是通过将内部活动转换为外部活动去达成。
何为内部设置或外部设置呢?• Internal/In-line setup (IS):Operations that MUST be done while machine is stopped.• External/Off-line setup (ES):Operations that MAY be done while machine is running.•内部设置- 需要停机时的操作•例如/ Example: ---从冲压机里取出模,机器必须停止•外部设置–指那些机器运行时的操作有的也把它叫做在线和离线活动(In-Line Activities and Off-Line Activities),看你怎么翻译了,实质都一样。
TPM与OEE的管理

TPM与OEE的管理制造工厂的核心价值是产量的达成,实际产量=有效工作时间*OEE/节拍,如此来看,开展TPM全员生产维护活动的目标是完成更多的产量。
精益现场改善更多的侧重于生产线效率提升,对于TPM的认知,顾名思义判责为保全设备部门的事情。
TPM发展从修理为主、预防故障、改进设备、设计设备,分为自主保全、计划保全、个别改善、TPM活动、教育训练、办公能源、环境安全七大支柱,追求零故障、零不良、零灾害、零废弃四个零目标。
TPM方针管理指标设定为OEE是否恰当?当TPM纳入设备保全部门工作后,一些企业将OEE指标作为评价设备部工作绩效。
于是我们经常听到一些声音,我们的OEE 已经达到99%,也听到一些质疑声,真正的OEE达到80%的企业已经很牛X。
学术者认为企业不是真正的开展OEE,企业实践者认为OEE是符合自己企业的实际管理状况的。
这里貌似有认知的矛盾点,实际则是管理的差异点。
OEE计算体现了三个数据:1、时间稼动率:设备故障属于设备部问题,物料等待属于物流部问题,员工作业技能不足属于班组管理问题,等等,这个指标是OEE中最重要的。
2、性能稼动率:没有任何异常的情况下,产线的效率也不会100%符合理论产量,这个指标的达成需要4M的稳定性配合完成,有设备部、车间、物流部、技术部等等的管理协调作战。
3、良品率:单台设备的合格率或流水线下线的产品合格率。
这里面有过程的不良品维修和最终成品的不良品两种情况。
过程不合格的返修上线基本都是车间内部完成,一些数据不会记录到质量统计中。
下线的合格率情况质量部门有专门的统计分析,例如一次合格率,下线合格率,直通率等。
指标的管理有车间内部的,也有质量部门的工作。
如此分析来看,我们单纯的将OEE设定为某个部门的指标,似乎都不太合理。
尽管如此,大部分企业还是将OEE设定为设备部管理指标。
于是OEE管理基本等于设备故障停线管理,这也是为何OEE可以达成99%的因素,我们可以理解为局限的OEE。
精益生产之快速换型与防错培训

精益生产之快速换型与防错培训引言在当前竞争激烈的市场环境下,企业需要高效地生产出优质的产品,以满足不断变化的市场需求。
精益生产是一种管理方法,旨在通过减少浪费和提高效率来实现生产优化。
其中,快速换型和防错是精益生产中的两个重要方面,可以显著提高生产效率和产品质量。
本文将详细介绍精益生产中的快速换型和防错培训的重要性以及实施方法。
快速换型的意义与目标快速换型,即快速将生产线从一个产品切换到另一个产品,是实现灵活性生产的重要手段。
传统生产模式下,换型通常需要较长时间和大量人力资源,导致生产线停工时间过长,生产效率低下。
而快速换型的目标是通过优化和简化换型过程,减少换型时间和提高换型效率,从而实现生产线的连续高效运行。
快速换型的意义在于: - 提高生产效率:缩短换型时间可以减少生产线停工时间,从而提高生产效率。
- 增加灵活性:通过快速换型,企业可以更快地响应市场需求的变化,增加产品种类和生产批次。
- 降低成本:减少换型时间可以减少人力资源和设备闲置的成本。
快速换型的实施方法1. 制定详细的换型计划在进行快速换型前,需要制定详细的换型计划,包括以下内容: - 确定换型时间:根据产品特点和生产线配置,确定换型所需时间,并在计划中安排充足的换型时间。
- 识别关键步骤:确定换型过程中的关键步骤,例如设备调整、物料更换等。
- 分配任务和责任:明确换型过程中每个人员的任务和责任,确保协同工作和高效执行。
2. 优化换型流程快速换型的关键是优化换型流程,减少非价值增加的活动和浪费。
下面是一些常用的优化换型流程的方法: - 标准化操作:制定详细的操作规程和流程,使每个步骤标准化,降低人为因素的影响。
- 平行作业:在一个产品还未完全停产之前,就开始进行下一个产品的换型准备,以减少非生产时间。
- 使用快速连接器和模块化设备:使用可快速连接的设备和模块,以便快速组装和拆卸。
- 优化物料供应链:确保及时供应和准确配送所需的换型物料和工具。
精益生产之快速换型SMED培训课程
精益生产之快速換型SMED培训课程精益生产被广泛应用于许多制造业领域,以实现生产过程的高效率和灵活性。
其中,SMED(快速整备)是精益生产中的一项关键技术,可以帮助企业快速进行生产线的换型和设备调整,以减少非生产时间,提高生产效率。
为了帮助企业员工掌握SMED技术,提升生产线的换型速度,我们开设了一门专门的SMED培训课程。
该培训课程的目标是帮助学员了解SMED的重要性和应用场景,并通过理论学习和实践操作提升他们的SMED技能。
课程内容主要包括以下几个方面:1. SMED概念与原理:介绍SMED的基本概念和原理,讲解SMED技术对于快速换型的重要性和价值。
通过案例分析,学员将了解到SMED如何帮助企业降低换型时间、减少盲目调整,提高生产效率。
2. 换型时间分析:学员将学习如何对生产线的换型时间进行分析和评估。
他们将学习如何确定换型时间的起点和终点,如何识别和记录各个步骤的时间消耗,并通过数据分析找出潜在的改进点。
3. 内外换型活动:学员将学习SMED中的两种换型活动,即内部换型和外部换型。
他们将了解两者之间的区别和联系,并学习如何根据具体情况制定合理的换型计划和安排。
4. SMED工具和技术:我们将介绍一些常用的SMED工具和技术,如流程图、分析矩阵、标准化工具等。
通过实际操作,学员将学习如何运用这些工具和技术来识别和解决换型过程中的瓶颈和问题。
5. SMED实施案例:通过实际案例的分享和讨论,学员将了解到其他企业如何成功应用SMED技术,并取得显著的效果。
他们将从中学习到一些具体的经验和教训,以便能够将SMED技术有效地应用到自己的生产线中。
通过本培训课程的学习,学员将能够掌握SMED技术的基本理论和实践操作方法,提升生产线的换型速度,减少非生产时间,提高生产效率。
课程结束后,我们还将组织学员进行实际操作演练,并对他们进行技能评估,以确保他们能够熟练应用所学的SMED技术。
总之,本培训课程旨在帮助企业员工掌握精益生产中的重要技术SMED,提升生产线的换型速度和生产效率。
【精益生产】快速换型五个步骤

【精益生产】快速换型五个步骤【摘要】:快速换型详细的步骤包含现场测时→问题分析→停机非停机分离→管理改善→技术改善→标准化→标准化培训→标准化管理→持续改善。
快速换型标准化又可以简化为快速换型五个步骤,为了有效理解快速换型,以下内容希望对您有所帮助。
快速换型详细的步骤包含现场测时→问题分析→停机非停机分离→管理改善→技术改善→标准化→标准化培训→标准化管理→持续改善。
快速换型标准化又可以简化为快速换型五个步骤,为了有效理解快速换型,以下内容希望对您有所帮助。
快速换型现场测时的目的快速换型详细的步骤中现场测时是十分重要的,只有正确、及时地进行现场测时,才能有的放矢地发现问题,解决问题。
现场测时不单纯是测量时间,其目的有三个。
1)每个作业内容和目的的确认。
为了能够进行改善,在测时时就要有目的地区分各种不同的工作内容。
2)测时过程的问题发现。
在现场进行测时时,实际就是对换型整体的诊断过程,就要不断地诊断出问题、课题和改善的可能性。
例如在本实例中,就观测到是三台设备全部停机后才进行的卸刀工作,这时就联想到是否可以停一台,卸台的改善思路,并且在现场就可以实际确认。
3)正确地测量出每个作业的具体用时。
快速换型思想的理解快速换型在一般的情况下,大都被理解为方法,即能够实现快速换型的具体方法。
但是新乡重夫先生多次提到快速换型实际上有三个层次。
这三个层次的理解是:实际的方法、具体的手法、思想的步骤。
快速换型的方法(1)实际的方法也就是我们长说的快速换型的具体步骤。
1)新乡重夫先生的标准步骤主要是:①区分停机换型和非停机换型;②把部分停机换型改善到非停机换型;③改善剩余停机换型时间,缩短停机时间。
2)关田法的快速换型步骤是现场测时→问题分析→停机非停机分离→管理改善→技术改善→标准化→标准化培训→标准化管理→持续改善。
(2)快速换型的方法具体的手法是指在实施过程中,根据个案的具体情况,采用的具体改善手法。
例如上述案例中谈到的设定刻度、减少调整时间和次数等。
注塑制造中“精益生产”-快速换模
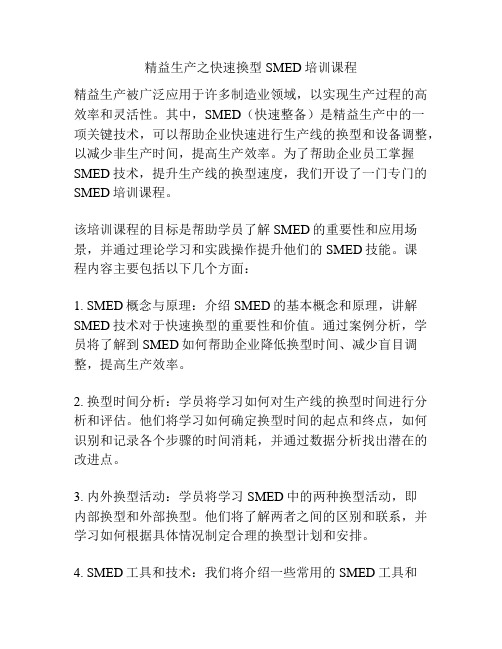
注塑制造中“精益生产”-快速换模为满足顾客特殊个性化需求,注塑企业在一台注塑机上轮换工作的模具往往有多套,在其正常生产中免不了要频繁更换模具来实现小批量、多品种的生产能力。
注塑企业实现小批量生产,首要面临的是解决生产运作流程中(图)换模时间长导致机器的利用率降低问题。
尽可能缩短换模的时间,以达到精益生产的零切换,就意味着更多的产量及灵活满足客户需求的能力,降低生产制造过程中的生产成本。
换模过程分析与改进实现快速换模技术分为以下步骤:1) 识别设置时间首先,在得到模具工允许的情况下,跟随模具工对正常的换模过程进行录像,并允许其在过程中发生问题。
2) 分离内部设置和外部设置以文件形式记录整个过程,与整个小组一起观看换模过程的录像带,并识别设置过程中所有要素以及每个要素所用的时间,按换模作业的时间特性,把设置流程中的要素分类为内部设置(机器停机才能完成的任务)和外部设置(可以在机器运行时完成的任务),利用团队的创造性思维消除、减少或转化内部设置为外部设置,同时降低外部时间。
3)内部设置转化为外部设置为使内部设置操作也能在机器运行其他批的工件时完成,被转化为外部设置的内部设置时间如下:得到和回顾下一工单的指令;从模库中取出所需模具;把上一工单中的模具归还到模具仓库;安排所需行车到合适的位置;有空闲模具的情况下的切换位数或保养模具,计划生产的前一天由一个模具工切换到需要的位数;记录换模数据;归还工具,信息和材料;调整夹具或工具。
经过几周的运作和很少的花费就可以降低换模时间的10%-20%。
4)操作方法改进虽然我们实现了在机器运行其他批的工件时将部分内部设置转化为外部操作,内部设置的操作方法还是延续旧的方法。
通过分析发现有许多明显的多余动作,消除动作的浪费实现自动化就可以降低总的转换时间,并在降低换模时间上取得惊人的成果。
精益生产是以自动化和准时生产为支柱的。
我们着手以换模为对象的工具自动化。
其中有工具自动化的5项步骤如下:(1)工具标准化:标识非标准工具、标准工具,并放在随手可及的地方。
精益生产之快速换型
實施’單分鐘換型’
第一步-了解當前換型作業過程 明確換型作業步驟
•作業元素是指為完成換型作業所進行的每一個單一工作步驟. •描述所有的工作步驟,包括每一個動作所用的時間.
實施’單分鐘換型’
第一步-了解當前換型作業過程 明確換型作業步驟
明確換型作業步驟的方法: •生產分析(時間觀測);
•取樣分析;
去除 ,簡化,自動化---只按照此順序進行
各種簡化的實例圖解: •梨型槽的使用 •U型槽的使用 •C型墊片 •劈開螺絲 •減少使用螺絲
固定數字/標尺
移動部件
依賴於數字 而不是直覺
固定部件 含刻度的標尺使得標準更加清晰
在机器上的合适位置以数 值显示每种产品规格对应 的设置
可視化設置值,参照線
機器殼體
•調整過程中浪費: 在進行對位和調整作業時所造成時間上的損失.
圖示出目前行走及搬運的狀況
操作工1 操作工2
工具存放区域
配件存放区域
SMED研究前
配件存放是否遠離機器 是否在規格切換發生后才將配件拿到機器邊 是否規格切換沒有設立程序 是否各班次按不同的方式進行規格切換 是否工藈存放遠離機器
實施’單分鐘換型’
減少換型時間的黃金法則
清潔
不僅是快速
1. 在最初預防變臟;(最高手段是不污染);
2. 確定所要求的清潔程度
3. 尋找最簡便/最一致/最快的方法進行所要求的 且只要求清潔工作
優化外部操作2S-清潔
帶有切換配件的可移動小車
存儲在生產現場用顏色標明的喂料曲軸
帶有切換配件的可移動小車
在生產線附近的用配件影像標明的配件板
•與作業員交談(使用都最清楚不過);
•攝錄換型作業的全過程.
精选精益生产培训教材之TPM
1、设备的管理与发展
设备管理部门依据企业生产经营的宏观目标,通过一系列的组织、技术和经济等措施,对在寿命周期内的所有设备的物质运动形态和价值运动形态,进行的综合管理工作,以保证设备的良好状态,并不断提高设备的技术素质,保证设备的有效使用和获得最大的经济效益。设备管理包括组织、技术和经济三个不可分割的有机整体,分前期管理和后期管理两个部分或规划、实施、总结三个阶段。其任务就是:建立健全的规章制度、保证设备的工作精度、提高设备的利用程度。
在传统的设备管理模式中,往往是等待有明显迹象表明设备性能变差,设备不能正常工作甚至无法工作后才去寻找故障并维修;或根据规程已经到了大修期限,才组织大修。这样就存在以下问题:1、其运转情况无法准确统计。2、本可不必大修解决的问题拖到了故障累积成必须大修的程度,导致设备维修费用升高。这样做的结果,首先是设备停止运行,影响了正常生产,其次是带病作业会造成部件损坏加剧,到了维修时,甚至会造成必须更换整套设备的地步,使得维修成本巨增;3、维修工作被动,存在走动浪费,变成“头痛医头,脚痛医脚”,工作紧张,备件消耗多,设备稳定性差。
丹尼斯·帕克斯的这篇报告引起全球设备管理领域的重大改革,使设备管理进入了一个崭新的时期——设备综合管理时期。他所提出的设备综合工程学也成了设备综合管理的主要代表理论。TPM与设备综合工程学在本质上是一致的,只不过TPM更具操作性,设备综合工程学更具理论性。
1-4、传统设备管理模式的局限性
传统的设备管理模式是以维护修理为其中心点的,其特点是: 1、阶段性管理。它把设备的设计制造与使用截然分开,只对设备的使用进行管理,而没有用系统的观点去解决设备的故障。 2、片面性管理。它往往把注意力更多地集中于设备管理中的技术层面,而忽略了设备管理中的经济因素。在现代的企业管理中,有时经济因素比技术因素更重要。3、封闭式管理。它只限于设备在生产过程中的使用管理,而忽视同设备的设计、制造和销售等外部单位的联系。
精益生产之快速换型与防错法应用

精益生产之快速换型与防错法应用精益生产是一种企业管理方法论,旨在通过提高效率、降低浪费,实现生产过程的最佳化。
在精益生产中,快速换型和防错法是两个非常重要的应用技术。
快速换型是指在生产过程中,迅速将设备、机械或生产线改造为适应不同产品或规格要求的能力。
快速换型的目的是减少生产停机时间,提高生产效率,降低生产成本。
快速换型的重点是减少改造过程中的浪费。
传统上,换型所需的时间较长,需要停机、调整设备、更换模具等,这些过程都会耗费时间和资源。
而通过精益生产的方法,可以通过改进工作流程、标准化操作、预先准备设备与工具等手段,来缩短换型的时间,并减少不必要的动作和操作。
例如,在完成一次换型后,可以记录下来每个操作的步骤和时间,然后反复调整和优化,以达到快速换型的效果。
防错法是在精益生产中的另一个重要应用技术。
防错法主要是通过预测和避免潜在的错误和问题,从而减少生产过程中的不良品和废品。
防错法的核心理念是将“质量由设计而来”融入到生产过程中,通过检查和测试每个环节的产品,从而发现和修复潜在的问题。
防错法的关键是通过建立检查和测试机制,及时发现和纠正问题。
这可以包括:制定严格的操作规程和标准,确保每个环节都按照规程进行操作;引入先进的自动化设备和检测工具,提高准确性和效率;建立反馈机制,及时反馈和处理不良品及时反馈并纠正问题等等。
快速换型和防错法都是精益生产的核心内容之一,在现代企业中被广泛应用。
通过运用这些技术,企业可以提高生产效率,降低成本,提高产品质量,满足市场需求。
快速换型和防错法是精益生产中的两项重要技术,对于企业的生产效率和产品质量都具有重要的影响。
下面将进一步探讨这两个应用技术的相关内容。
首先,快速换型是指在生产过程中,迅速将设备、机械或生产线改造为适应不同产品或规格要求的能力。
快速换型的核心目标是减少生产停机时间,以提高生产效率和降低生产成本。
传统上,换型所需的时间较长,需要停机、调整设备、更换模具等等步骤,这些过程都会严重影响生产效率。
精益生产之快速换型及防错

摄像法
实地录象 分析 删减无效环节 增加必须环节 确认 计算时间
24
Pitch-Diagram/PD图
流程图—经验判断 图解、统计分析—历史资料 秒表测试—加权分析 预定动作时间研究
25
LINE工 程分析图
材料与用具
作业员
流程工位
作业员
材料与用具
1、底面壳、PCBA
2、胶纸
张小敏
3、手指套、静电环
3
课程内容提要
解析LP 精益思想
快速换模
防错管理
模式探讨
案例 分析
提案、改善 KPI
自由 问答
4
第一部分 精益生产原理
成本的概念 微笑曲线 微利时代 细节管理 竞争力
行业竞争
市场竞争
企业 企业执行力
成本
人员素质
无价值的,遗失,损耗。两S在线,一放手就完成整顿。 极限WIP
5
解析精益生产
精益生产:Lean Production,LP。是美国麻省理工学院对丰田 TPS、JIT生产方式的总结得到的成果。精,精致,即少而精,不 投入多余的生产要素,只是在适当的时间生产必要数量的市场急 需产品(或下道工序急需的产品);益,增益,即所有经营活动 都要有益有效,具有经济性。这是当前工业界最热衷的一种生产
12 21 1 2 82
welding glasses required
8 Set rear panel in punch press and start press
2 11 1
2
Spot Welder
Work Sequence Layout
35
1
8
7
Punch Press