CRTS-Ⅱ型轨道板生产工艺
CRTSII型板式无砟轨道施工技术

施工效率、更低的施工成本和更好的稳定性,具有较大的竞争优势。
03
推广价值
CRTSII型板式无砟轨道施工技术对于提高我国高速铁路和城市轨道交通
的建设水平、推动相关产业的发展具有重要意义,值得在更广泛范围内
推广应用。
对未来研究的建议与展望
1 2
技术创新
进一步研究CRTSII型板式无砟轨道施工技术的优 化方案,提高施工效率和质量稳定性。
保证混凝土的性能和耐久性。
技术创新与优势分析
总结词
创新性、优势明显
详细描述
CRTSII型板式无砟轨道施工技术不仅继承了传统无砟 轨道施工技术的优点,如高平顺性、高稳定性、低维护 成本等,还在轨道板预制、精调、混凝土浇筑与养护等 方面进行了技术创新。这些创新使得CRTSII型板式无 砟轨道施工技术具有更高的施工效率、更低的施工成本 、更好的结构性能和更高的耐久性等优势。与其他类型 的无砟轨道施工技术相比,CRTSII型板式无砟轨道施 工技术在适用范围、施工效果、经济效益等方面表现出 了明显的优势。
社会效益
项目建成后将极大改善区域交 通条件,促进经济发展和人员
流动
06
结论与展望
技术总结
施工工艺
CRTSII型板式无砟轨道施工工艺包括底座板施工、轨道板 预制、轨道板调整、水泥乳化沥青砂浆充填等步骤,确保 轨道板的平顺性和稳定性。
技术特点
CRTSII型板式无砟轨道施工技术具有高精度、高稳定性、 低维护成本等特点,能够提高列车运行的安全性和舒适性。
混凝土浇筑
在模板内浇筑混凝土,确 保混凝土的密实度、平整 度和外观质量。
轨道板预制
模具制作
根据轨道板的设计尺寸, 制作预制轨道板的模具。
CRTSⅡ轨道板制造技术

中铁二十局集团有限公司
CRTSⅡ型轨道板生产技术
19、毛坯板翻转、打磨 毛坯板通过翻转机翻转 通过滚轮线运输至数控磨床 通过数控磨床打磨
中铁二十局集团有限公司
CRTSⅡ型轨道板生产技术
20、成品板检测、安装扣件、运输、存放 成品板通过特制套装仪器对成品板进行检测 经过精确打磨后,由托架线运输到扣件安装工位。在此, 要对轨道板进行套管销孔干燥、注射油脂、安装扣件等作 业, 通过横移车移置成品板存放区 通过龙门吊吊装、存放
中铁二十局集团有限公司
CRTSⅡ型轨道板生产技术
起重运输设备
中铁二十局集团有限公司
CRTSⅡ型轨道板生产技术
生产工艺
1、热缩管加工 2、接地桥焊接 3、网片制作4、 网片入模 5、预应力张拉 6、钢筋绝缘检测7、灌 注混凝土 8、拉毛 9、安装预埋件10、预应力钢 筋切割 11、毛坯板脱模 12、毛坯板翻转13、打 磨前钢筋头切割 14、打磨 15、扣件安装16、单 元板绝缘检测 17轨道板存放
CRTSⅡ型轨道板生产技术
轨道板简介
CRTSⅡ型轨道板是一块长6.45米、宽2.55米,高 20厘米板式结构,每块有10组承轨台,相当于连 成一体的10块枕木。
Байду номын сангаас
中铁二十局集团有限公司
CRTSⅡ型轨道板生产技术
轨道板厂简介
轨道板厂由轨道板生产区、钢筋加工区、 轨道板打磨区、混凝土搅拌区、毛坯板存 放区、成品板存放区、辅助生产区、现场 办公区生活区八部分组成。
中铁二十局集团有限公司
CRTSⅡ型轨道板生产技术
5、钢筋网片吊装入模 钢筋网片通过专用吊具利用桥式起重机吊装入模 与预应力钢筋施工顺序:穿拉6根Φ5预应力钢筋→吊装第一层网片→穿拉60根 Φ10预应力钢筋→吊装第二层网片。 Φ5预应力钢筋作用:第一层网片的定位筋 Φ10预应力钢筋作用:第二层网片的定位筋、结构应力钢筋 第一层钢筋吊装每班组5人1小组进行,第二层网片吊装每8人1小组协调作业
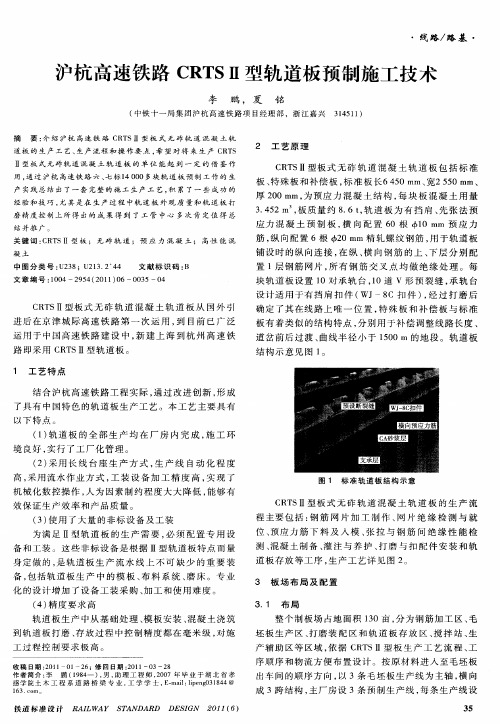
沪杭高速铁路CRTSⅡ型轨道板预制施工技术
用 , 过 沪杭 高速铁 路 六 、 标 1 0 通 七 40 0多块 轨 道 板 预 制 工 作 的 生
产 实 践 总 结 出 了 一 套 完 整 的 施 工 生 产 工 艺 , 累 了 一 些 成 功 的 积
经 验 和技 巧 , 其 是在 生 产 过 程 中轨 道 板 外 观 质 量 和 轨 道 板 打 尤
中 图分 类 号 : 2 8;U2 3 2 4 U3 l . 4
文 献 标 识 码 : B
置 1层钢 筋 网片 , 有钢 筋 交 叉 点均 做 绝 缘 处理 。每 所
块 轨道板 设置 1 0对 承 轨 台 ,0道 V 形 预 裂 缝 , 轨 台 1 承 设 计 适 用 于 有 挡 肩 扣 件 ( 一8 wJ C扣 件 ) 经 过 打 磨 后 ,
道 板 的 生 产 工 艺 、 产 流 程 和操 作要 点 , 望 对 将 来 生 产 CR S 生 希 T
Ⅱ 型 板 式 无 砟 轨 道 混 凝 土 轨 道 板 的 单 位 能 起 到 一 定 的 借 鉴 作
2 工 艺 原 理
C T Ⅱ型 板 式 无 砟 轨 道 混 凝 土 轨 道 板 包 括 标 准 RS 板 、 殊 板 和 补 偿 板 , 准 板 长 64 0m 宽 2 5 m、 特 标 5 m、 0m 5
( ) 道 板 的 全 部 生 产 均 在 厂 房 内 完 成 , 工 环 1轨 施
境 良好 , 实行 了工厂 化管 理 。 () 2 采用 长线 台座 生 产 方 式 , 产线 自动 化 程 度 生 高, 采用 流水作 业方 式 , 装 设 备加 工精 度 高 , 现 了 工 实
机 械 化 数 控 操 作 , 为 因 素 制 约 程 度 大 大 降 低 , 够 有 人 能 效保 证生 产效 率和产 品质 量 。 ( ) 用 了 大 量 的 非 标 设 备 及 工 装 3使 为 满 足 Ⅱ型 轨 道 板 的 生 产 需 要 , 须 配 置 专 用 设 必 备 和 工 装 。 这 些 非 标 设 备 是 根 据 Ⅱ型 轨 道 板 特 点 而 量 身 定 做 的 , 轨 道 板 生 产 流 水 线 上 不 可 缺 少 的 重 要 装 是 备 , 括 轨 道 板 生 产 中 的 模 板 、 料 系 统 、 床 。 专 业 包 布 磨 化 的设计增 加 了设备 工装 采购 、 工 和使 用难度 。 加
[整理]CRTSⅡ型板式无砟轨道(中铁二局)1.
![[整理]CRTSⅡ型板式无砟轨道(中铁二局)1.](https://img.taocdn.com/s3/m/bc27bdbd76eeaeaad0f3304d.png)
第一章 CRTSⅡ型板式无砟轨道施工技术一、前言以CRTSⅡ型板式无碴轨道为代表的纵连板式无碴轨道,由于运用了特殊的无辅助轨测量定位技术,因而在施工过程中从底座混凝土浇筑、轨道板运铺及垫层砂浆灌注等均采用轮胎式成套施工机械及设备(以下简称“轮胎式成套机组”),进而可在铺轨到达之前完成轨道板铺设及轨道线性调整的绝大多数工作,在减少铺轨后期工作量的同时,也实现了无砟轨道施工的多点平行作业,为加快工程进度缩施工周期创造了条件。
这种轮胎式成套机组施工技术在长桥地段的优势尤为明显,也更适用今后铁路客运专线大规模采用长桥设计的需要。
以京津城际铁路长桥上CRTSⅡ型板式无碴轨道施工为例,纵连板式无碴轨道的施工包括:底座钢筋混凝土浇筑,轨道板的运输和铺设,轨道板精调,垫层CA 砂浆的搅拌与灌注,以及后期轨道板宽缝张拉及混凝土浇筑和轨道板剪力连接。
所使用的成套机组包括:混凝土运输罐车、混凝土汽车泵、平板汽车及汽吊、轮胎式铺板龙门吊、轮胎式轨道板双向运输车、CA砂浆移动搅拌车以及其他运输车辆。
二、概述㈠、工程概况京津城际轨道交通工程全长113.2km,采用CRTSⅡ型板式无砟轨道结构,引进德国博格板式无砟轨道系统,是我国第一条设计时速350km的无砟轨道铁路客运专线。
中铁二局承担了约5000块/16.8双线公里CRTSⅡ型轨道板铺设的施工任务,其中80%位于长桥地段,施工工期2007年5月至10月28日。
中铁二局在取得长桥上底座混凝土浇筑、轨道板桥面运铺、快速精调、高性能沥青水泥砂浆(以下简称“CA砂浆”)的重大技术突破后,于2007年6月4日开始底座混凝土施工、7月4日在全线率先开始CRTSⅡ型轨道板灌浆施工。
㈡、技术特点CRTSⅡ型板式无砟轨道,沿用了博格预应力轨道板结构、数控磨床打磨承轨槽、高精度定位、CA砂浆垫层等原有的技术和设计。
CRTSⅡ型板式无砟轨道系统层次构成自下而上依次为:桥梁上19cm厚钢筋混凝土底座或路基上30cm厚素混凝土底座、3cm厚CA砂浆垫层、20cm厚轨道板、扣件系统和无缝长钢轨,轨道板标准长度650cm 、宽255cm 。
CRTSⅡ型板式无砟轨道施工工法
CRTSI型板式无砟轨道施工工法1 前言沪杭客运专线设计采用U型板式无砟轨道,设计时速350km/h。
通过学习、研究德国博格公司原始技术资料,借签京津城际积累下来的经验教训,外出实地参观学习同时在建的京沪高铁,积极与设计、业主、监理、兄弟单位以及这方面的专家沟通、咨询,充分利用各方面的资源,立足现场实际,提早着手准备,探索、总结、现场观摩、培训学习,在仅一个多月的无砟轨道紧张施工中大胆实施、积极创新,形成了自己一套相对成熟、完善的CRT S型无砟轨道施工工法。
2 特点2.1 施工工艺成熟、可靠,质量保证。
2.2 工艺简单,操作方便,可形成流水作业。
2.3 施工效率高,尤其适合快速施工。
3 适用范围该工法适用于CRT S型板式无砟轨道结构的高速铁路、客运专线、城际轨道交通等工程的路基、桥上无砟轨道施工。
4 工艺原理CRT S型轨道板铺设工艺分两种工况:铺装路基上CRT S型板和铺装长桥上CRT S型板。
4.1 桥上无砟轨道结构设计桥上CRT S无砟轨道结构由两布一膜滑动层/高强挤塑板、混凝土底座板、水泥乳化沥青砂浆调整层和轨道板四部分组成。
自上而下分为:20cm 厚混凝土轨道板,2cm-4cm沥青砂浆垫层,19cm厚(直线段)混凝土底座板,“土工布+塑料膜+土工布”滑动层(简称两布一膜)。
梁缝处 1.5m 范围内为消除梁端转角对底座板的内力,加装5cm 厚高强挤塑板。
S型轨道板标准长度6.45 m,板缝5cm板间用张拉锁纵向连接。
轨道板铺设于桥面上经精调和灌浆后进行纵向张拉连接成为整体。
为了适应连续底座板连续结构,在桥梁两端路基上设置摩擦板及端刺(桥上设临时端刺),以限制底座板中的应力及温度变形,精品word 文档值得下载值得拥有精品word 文档值得下载值得拥有两端刺间底座板纵向跨梁缝连续, 在桥梁固定支座上方通过梁体设置的预埋螺纹钢筋和抗剪齿槽与梁体固结,形成底座板纵向传力结构。
底座板两侧设置侧向 挡块,限制底座板横、竖向位移和翘曲。
CRTSⅡ型轨道板无砟道床铺设施工工艺

CRTSⅡ型板式无砟轨道道床施工方法及工艺(1)施工方法路基及隧道地段混凝土支承层均采用人工模筑法施工,桥上混凝土底座施工前需人工铺设滑动层及高强度挤塑板,然后采用人工立模、绑筋、泵送混凝土进行浇筑的施工方法施工。
轨道板采用轮胎式跨双线龙门吊进行轨道板的铺设安装施工,然后对已铺轨道板进行调整定位;轨道板精调定位完成后即可开始水泥沥青砂浆的灌注施工;水泥沥青砂浆达到一定强度进行窄接缝施工、轨道板纵联、宽接缝施工等作业,完成CRTSⅡ型板式无砟轨道道床施工。
(2)施工工艺流程CRTSⅡ型板式无砟轨道道床施工工艺流程图(3)施工工艺操作要点①施工准备桥梁、隧底及路基基础面状态检查、评估桥梁架设完成六个月且桥面保护层达到设计允许铺设强度后,路基沉降满足无砟轨道铺设要求后,方开始无砟轨道施工。
②测量放样根据CPⅢ控制网采用全站仪自由设站极坐标法或光学准直法进行底座模板轨道中心线平面放样。
高程测量采用全站仪自由设站三角高程或几何水准法施测。
③桥上滑动层高强度挤塑板施工滑动层铺设前,应按照设计要求,对梁面高程、梁面平整度、相邻梁端高差、防水层、轨道预埋件、剪力齿槽状态、伸缩缝状态等进行验收。
不符合设计要求时,需进行整修。
桥上滑动层、高强度挤塑板施工控制点依据CPⅢ测设,根据控制点弹出墨线,确定滑动层铺设位置。
高强度挤塑板设于桥梁接缝处,通过胶合剂与桥面粘贴,其顶面根据设计要求铺设滑动层,并防止混凝土浇筑时污染泡沫板。
高强度挤塑板规格尺寸应按桥面拼接需要加工为定尺规格。
铺设完成的高强度挤塑板应做好保护,安装钢筋网时要选择合适的垫块间距,以免钢筋刺穿高强度挤塑板。
一旦破损,必须更换。
④桥上混凝土底座施工桥上混凝土底座施工工艺流程见下图。
桥上混凝土底座施工工艺流程图A.测量放线 通过CP Ⅲ控制点进行底座边线放样,每隔10m 测设一个断面,做好标记,并对每个标记点进行高程测量,作为底座立模依据。
底座施工前,应根据施组及相关技术要求布设临时端刺。
(技术规范标准)型板式无砟轨道施工技术标准化工艺手册范本

CRTS-II型板式无砟轨道施工技术标准化工艺手册施工工艺标准施工工艺细则作业指导书总目录编制说明 (3)参考的标准、规范及试验方法 (4)用词说明 (5)总则与术语 (6)CRTS-II型板式无砟轨道一般结构示意图及工艺流程图 (11)第一部分CRTS-II型板式无砟轨道施工工艺标准 (15)第二部分CRTS-II型板式无砟轨道施工工艺细则 (93)第三部分CRTS-II型板式无砟轨道作业指导书 (142)编制说明本手册是中铁XX集团有限公司在总结京津城际轨道交通CRTS-II型无砟轨道施工工艺、施工成套设备研制和消化吸收引进技术的基础上,遵循引进-实践-再创新的技术路线,结合京津城际无砟轨道施工验证成果编制而成。
手册主要依据设计单位提供的关于CRTS-II型无砟轨道系统施工图,京津城际公司发布的实施性施工组织设计及相关调整文件,京津城际公司关于CRTS-Ⅱ型板式轨道先行段施工的有关要求,现场施工调查资料以及国家、铁道部颁布的现行有关技术规范、技术标准和试验方法。
手册编制过程中参考了德国博格公司关于博格无砟轨道系统技术转让文件及技术培训资料。
同时,认真总结了我国前期引进技术及试验段的经验和教训,学习和借鉴了国际先进标准。
本手册包括施工工艺标准、施工工艺细则和作业指导书,三者各有侧重,相互补充,内容涵盖了CRTS-Ⅱ型板式轨道从底座板施工到无缝线路施工的全过程,对各工序的作业内容、工艺要点、施工方法、质量控制、安全、环保做出了规定,并对原材料进场检验采用标准做出了明确规定。
手册注重工艺流程控制,突出CRTS -II型板式无砟轨道的施工特点,具有全面、规范、实用、可操作性强的特点,反映了CRTS-II型板式无砟轨道铁路施工的新技术、新材料、新工艺、新方法。
由于CRTS-Ⅱ型板式轨道施工工艺的不断发展和技术标准的更新,本手册难免有不足之处,在参用本手册的过程中,希望各单位结合工程实践,认真总结经验,积累资料。
crts-ii型轨道板预制工艺难点解析

CRTS-II型轨道板预制工艺难点解析CRTS-II型轨道板预制工艺难点解析摘要:CRTS-II型轨道板是引进德国博格公司先进的生产工艺,在京津城际首次开始试生产,就取得相当好的效果。
本文总体介绍了CRTS-II型轨道板预制工艺流程图,并对施工要点进行了详细的阐述,可供类似工程参考和借鉴。
关键词:打磨;绝缘热缩管;成品板中图分类号:S219.06 文献标识码:A 文章编号:1 CRTS-II型轨道板预制工艺流程图2 施工要点CRTS-II型轨道板从预制工艺角度来说,难点工序有3处,一是预应力张拉作业,二是轨道板绝缘控制,三是轨道板打磨。
从影响轨道板质量角度说,这3项都是直接影响轨道板最后整体质量及铺设过程中是否能达到合格验收标准的关键工序。
2.1预应力张拉作业张拉作业在轨道板作业中起到关键作用,CRTS-II型轨道板全长6.45米,整体浇筑成型,轨道板整体应力都有轨道板内部的66根预应力筋承受,张拉作业前要准确计算预应力筋的下料长度,张拉理数值,并且要对张拉设备进行全面标定,尤其是张拉千斤顶的准确度及数显表。
钢筋张拉应采用电脑程序自动控制的张拉系统进行钢筋张拉、放张控制。
在张拉前,再次检查模型内钢筋、预埋件数量和位置,符合图纸要求后进行张拉,张拉分两个阶段:初张拉和终张拉。
⑴初张拉:启动自动张拉系统,千斤顶按事先设定好位移量顶出,即将预应力钢筋张拉至约设计值的20%。
⑵终张拉:将预应力钢筋从设计值的20%张拉至设计值,用环形螺母锁紧锚固,自动张拉系统回油、卸载,转移到下一个张拉台座。
实际总张拉力、预应力钢筋伸长值与设计额定值偏差不大于5%,实际单根预应力钢筋的张拉力与设计额定值偏差不大于15%。
重点控制:在张拉过程中,始终保持同端千斤顶活塞伸长值间偏差不大于2mm,异端千斤顶活塞伸长值间偏差不大于4mm,偏差大于允许值,应进行调整补偿伸长值。
台座上4个千斤顶的活塞位移量、张拉力值自动在PC控制机上显示,通过计算得出预应力钢筋总张拉力、伸长值与设计额定值偏差,偏差值满足设计要求。
CRTSII型轨道板制作工艺与特点解析

CRTSII型轨道板制作工艺与特点京沪高速铁路JHTJ-2标段东光轨道板场二〇〇九年二月七日一、建场方案轨道板场大临用地100亩,根据生产需要,轨道板场共设置9个区域:包括轨道板生产区、钢筋加工区、轨道板打磨区、混凝土搅拌区、轨道板存放区、砂石料存放区、辅助生产区、现场办公区、外协队伍生活区(轨道板场平面布置图详见附图2)。
(1)轨道板生产区:生产线按直列式布置,厂房内设3条长线台座生产线,每条生产线设置27组钢模,另设两条毛坯板存放线。
厂房内配备3台16t的桥式起重机、1台5t桥式单梁起重机、三套自动张拉系统、两套钢筋切割设备、轨道板脱模设备,一套轨道板灌注设备、模型清理设备以及混凝土运输设备。
(2)钢筋加工区:钢筋加工厂房内设置8个钢筋编架台位、12个存放台位,配备2台5t的桥式单梁起重机、2套钢筋加工设备等。
(3)轨道板打磨区:厂房内配置数控磨床、污水处理设备、滚轮运输线、产品运输车、弹条扣件装配设备、特殊板生产线及1台16t的双钩桥式起重机等;外部配置轨道板翻转设备、滚轮运输线及切除突出预应力钢筋锯等。
(4)混凝土搅拌区:设置180m3/h的混凝土搅拌站,主机采用3m3/盘的强制式搅拌机,配备计算机自动控制系统。
(5)轨道板存放区:设置存放产品的混凝土基座,场地进行硬化,配置4台跨度为40m,起重量为16t的门式起重机;毛坯板每垛存放12层,成品板每垛存放9层,存放区容量约为8700块左右。
(6)砂石料存放区: 场地进行硬化,设简易棚及挡风墙,配套ZL50型装载机一台。
(7)辅助生产区:设置变电站、锅炉房、维修车间、水泵房、配件库等。
轨道板场供电配备1座630KV A变电站和1台500KW发电机、供汽配备1台4t快装蒸汽锅炉。
(8)现场办公区:现场设置调度室和办公用房。
(9)协作队伍生活区:协作队伍生活区共1300平米,可容纳480人居住。
二、轨道板的生产工艺2.1原材料、产品配件入库及管理2.1.1进场检验依据Ⅱ预应力混凝土轨道板验收标准、相应图纸和标准,原材料、产品配件进场后,对品种、规格、数量、外观及质量证明书等进行核查确认,并进行取样和复验。
大型CRTSⅡ型轨道板设备和工艺流程布置

大型CRTSⅡ型轨道板设备和工艺流程布置CRTSⅡ型轨道板是高速铁路建设中一项从德国引进,逐渐成熟的技术,其轨道板的制作工艺流程日渐规范,其生产工艺及设备的配置也日渐规范化,而大规模生产,大型厂房的配置,却不多见。
现就生产规模在50000块以上的轨道板厂工艺流程及设备配置作以探讨:中铁十八局集团有限公司驻马店轨道板厂承担了石武客专DK850+281.45——DK1041+550.14全长共191KM的轨道板生产任务,共生产Ⅱ型轨道板58300块,其中特殊版52块,补偿板50块,标准板58198块,工期2009年元月至2010年9月。
一般CRTSⅡ型轨道板生产厂均为20000块左右规模,而在同样的时间里要完成2~3倍的生产任务,从建厂规划、布局、工艺流程的安排都要考虑到这一点。
一、CRTSⅡ型轨道板生产工艺流程简介图1 生产工艺流程图二、钢筋加工车间在237×21m的钢筋加工车间内须预备所需要的钢筋。
钢筋经切割,并在指定的胎床上借助绝缘卡子组装成上层或下层钢筋网片。
根据选定的信号技术,必须使用绝缘卡子对钢筋进行电气绝缘。
制成的上层和下层钢筋网片可临时存放在预定的多功能托盘上。
这些托盘将根据需要装在横向运输车上运入生产车间。
这一横向运输区域的柱间距增大了,以实现钢筋网片的横向运输。
三、轨道板预制车间1.生产设备1)每条生产线3台负荷为16吨的双梁行车。
位居中间的2号行车带有2个吊钩,吊钩间距约为2.50m;2)每条生产线81套生产轨道板模具,包括振捣装置以及模具加热装置;3)1套模具侧模板清理装置;4)用于6个张拉台座的6套张拉设备;5)2 套预应力钢筋切割装置,包括盘条架、送料机、液压剪以及导料槽;6)2台混凝土布料机,用于向模具内均匀浇入混凝土;7)6个混凝土料罐,用于在搅拌站和混凝土布料机之间运送混凝土;8)拉毛装置,用于对已浇混凝土的表面进行拉毛处理;9)2台多功能运输车,带有钢筋梳理装置,并能放置不同的工作托盘;10)用于装载模具侧模板的通用托盘;11)用于装载清理设备的通用托盘;12)用于装载钢筋网片的通用托盘;13)用于装载保温布的通用托盘;14)用于切割板与板之间的预应力钢筋的钢筋切割车;15)用于轨道板脱模的真空吊具;16)用于在生产车间内硬化轨道板的堆放场;17)用于运输1垛3块板的运输车(蓄电池驱动);18)高压清洗机,用于清洗混凝土料罐和混凝土布料机。
CRTSII型板施工技术

桥上Ⅱ型板式无碴轨道系统主要分 4个结构组成部分。 自上至下的结构为:20cm厚砼轨道板,3cm沥青砂 浆垫层,19cm厚(直线段)砼底座板,“两布一膜” 滑动层。
标准轨道板长 6.45m,板间纵向连接,横向设预应力, 纵向每 65cm设预裂凹槽,槽深 4cm。轨道板在精 调安装后统一进行纵向张拉连接(张拉锁)并成为整体; 两端刺间底座板纵向跨梁缝连续,在桥梁固定支座上 方通过梁体设置的剪力齿槽和予埋螺纹钢筋(含套筒) 与梁体相连,使底座板与桥梁有着纵向传力连接。底 座板两侧设置侧向挡块,挡块通过齿槽和予埋螺纹钢 筋(含套筒)相连,保证底座板横竖向稳定及轨道与梁 间的横向传力;
图4 路基上轨道结构示意图
二、铺设前的准备工作
铺设无碴轨道前,线下工程的主体应全部完工, 检验合格,未完成的附属应不影响无碴轨道的施 工。即最少要满足以下条件:
1、桥面验收完成; 2、线下工程沉降评估完成; 3、桥梁附属(防护墙)完成(便于安装CPIII点); 4、CPIII网建立并通过评估(间距50m一个)。 5、临时端刺区的规划,底座板施工前,应根据管段长
主要仪器设备。除测量仪器外,还应配置专用电阻检测 仪,以检测底座板钢筋笼的绝缘状态。电阻检测仪的配 置数量原则上每作业面配置1台。
5.4 后浇带施工
桥梁底座砼张拉是底座砼施工中最重要的一道工序。张拉的控制 要点来于温度、时间、张拉顺序。首先要根据环境温度确定张拉 方法;其次同一张拉段落必须在规定时间内一次张拉完成并浇筑 后浇带砼;张拉顺序是指要后浇带的先后张拉顺序依次张拉。
轨道板粗铺定位。轨道板落放前,应有专人核对轨道板编 号与底座板标示号的符合性,确保轨道板“对号入座”。
粗铺板的支点设置。每块板粗放板支点应为6个,支点材 料为2.8cm厚松木条,板块两侧前、中、后各1根,木条应 紧靠精调爪铺放。
高铁CRTS-II型轨道板预制工艺及资源配备

高铁CRTS-II型轨道板预制工艺及资源配备摘要:客专高速铁路线对线路平顺性有着很高的要求,目前我国高速铁路主要采用双块式无砟轨道、CRTS-I型轨道板、CRTS-II型轨道板等。
CRTSⅡ型无砟轨道板是一种新型铁路无砟轨道结构,外形尺寸大,制造精度高;板式无砟轨道具有高稳定性、高平顺性、使用寿命长等优点。
关键词:高速铁路;CRTSII型轨道板;预制;工艺;资源配置Abstract: high speed railway line on passenger special line ride has a very high demand, at present our country high speed railway with double block ballastless track, CRTS-I type, CRTS-II type track plate track plate. CRTS type ballastless track plate is a new type of railway ballastless track structure, large size, high manufacturing precision; ballastless track has the advantages of high stability, high smoothness, long life etc..Key words: high speed railway; CRTSII type track plate; precast; technology; resource allocation1板场概况1.1板场规模及基本构成高速铁路CRTS-II型轨道场地占地约72亩。
本轨道板场承担着58.7公里内约18050块CRTS-II型轨道板的生产任务。
1.2板场生产能力板场内设置2条长线生产台座,每条生产线配备28套轨道板生产模具,共计56套。
第二篇 无砟轨道CRTSⅡ型轨道板的施工

7/89
二、施工工艺及关键技术
⑤混凝土中应选用高效减水剂及能够改善混凝土性能的高活性复合 掺合料,混凝土的胶凝材料总量不宜超过480 kg/m3,用水量不应超过 150 kg/m3。 ⑥预应力筋放张时,混凝土抗压强度不得低于设计强度的80%,且 不应低于48MPa。 ⑦设计坍落度:0mm~180mm,含气量:2~3%。 混凝土16h强度达到48MPa的配制特点 轨道板在生产厂房内集中预制,实行工厂化管理。轨道板厂设计生 产能力根据工程量和施工工期确定。半成品轨道板厂房设三条先张法长 线台座生产线,每条生产线作业周期为24 h(其中养护时间约16h),采 用三班作业制,每天生产半成品轨道板81块。 确定优选原材料 本项目要求根据《铁路混凝土工程施工质量验收补充标准》铁建设 【2005】160号和《客运专线铁路CRTSII型板式无砟轨道混凝土轨道板 (有挡肩)暂行技术条件》科技基【2008】173号的要求选用材料,通 过试验优选混凝土用原材料如下: 水泥: P·II42.5水泥;高活性复合掺和料;砂:新中砂;碎石: 5~20mm 外加剂:高效减水剂
4/89
二、施工工艺及关键技术
CRTSⅡ型轨道板预制施工工艺流程 2.1 CRTSⅡ型轨道板预制施工工艺流程 轨道板采用长线台座预制,每个台座配备27套模具,轨道板横向预 应力通过在台座进行整体先张拉实现,一个台座的27块轨道板必须在2 小时内一次性连续浇筑成型。一个台座内各施工工序的作业时间及人员 安排计划详见表2.1-1。CRTSⅡ型轨道板预制工艺详见图2.1-1。
运输砼
试件制作 水池同 温条件 养护
6/89
二、施工工艺及关键技术
2.2 原材料及混凝土配合比 高速铁路CRTSⅡ型轨道板为C55高性能钢筋混凝土,是采用现代混 凝土技术制作的新型混凝土,它以耐久性作为设计的主要指标,保证混 凝土的适用性和强度并达到高耐久性、高工作性、高体积稳定性和经济 性。 混凝土的性能要求 依据设计图纸、《铁路混凝土工程施工质量验收补充标准》铁建设 【2005】160号、《客运专线铁路CRTSII型板式无砟轨道混凝土轨道板 (有挡肩)暂行技术条件》科技基【2008】173号和《客运专线高性能 混凝土暂行技术条件》科技基【2005】101号;同时借签其他轨道板场 的相关经验。 ①混凝土的抗压强度和弹性模量应符合设计要求。 ②混凝土的抗冻性能应满足F300的要求。 ③混凝土的电通量应小于1000C。 ④混凝土内总碱含量不应超过3.5kg/m3。当骨料具有潜在碱活性时 ,总碱含量不应超过3.0kg/m3。混凝土中总氯离子含量不应超过胶凝材 料总量的0.06%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CRTSⅡ型无砟轨道板
目录[隐藏]
简介
基本结构
关键工艺
质量控制要点
简介
基本结构
关键工艺
质量控制要点
[编辑本段]
简介
用于CRTS II型无砟轨道系统的轨道板称为CRTSⅡ型无砟轨道板(以下简称轨道板),轨道板的制造是Ⅱ型无砟轨道系统技术的关键,制造工艺与传统混凝土制品存在较大差异,且在国内无相关生产经验可借鉴。
通过消化、吸收博格公司转让技术资料,中国中铁对轨道板的制造工艺(尤其针对关键、特殊工序)进行了系统的试验和研究,通过试制试验板、小批量试生产及大批量正式生产三个阶段的摸索和总结,全面实现轨道板制造工艺的国产化。
同时,经过大量的试验、研制、选购等工作和科技攻关活动,基本实现了工装设备的国产化,逐步形成完整的制造工艺及生产组织的管理体系。
[编辑本段]
基本结构
CRTSⅡ型无砟轨道板包括标准板、特殊板和补偿板,标准板长6450 mm、宽2 550 mm、厚度200 mm,混凝土的设计强度为C55,每块板混凝土用量3.45 m3,板重约8.6 t,特殊板和补偿板依据具体设计确定。
轨道板横向配置60根中1 0预应力钢筋,纵向配置6根由20精轧螺纹钢筋.用于轨道板的纵向联接,在纵、横向钢筋的上、下层分别配置一层钢筋网片,所有钢筋交叉点均做绝缘处理。
每组承轨台之间设有一道控制开裂的V形槽。
[编辑本段]
关键工艺
轨道板在生产厂房内集中预制,实行工厂化管理。
轨道板厂设计生产能力根据工程量和施工工期确定。
半成品轨道板厂房设三条先张法长线台座生产线,每条生产线作业周期为24 h(其中养护时间约16h),采用三班作业制,每天生产半成品轨道板8 l块。
成品轨道板厂房内设一条磨削生产线,每天磨削成品轨道板约81块。
钢筋网片制作与入模
轨道板钢筋骨架主要由上、下层钢筋网片组成,分别在专用的胎具上编制成型,在编制过程中除了对钢筋间距进行检查外,关键是做好钢筋间的绝缘处理,确保钢筋间的电阻值不小于1010 Q。
采用专用的绝缘塑料卡和热缩管,安置在所有纵横向钢筋交叉处,绝缘塑料卡既起绝缘作用,同时起定位作用。
定位钢筋、预应力钢筋、上层及下层钢筋依次吊入钢模,人模完成后,除了对各层钢筋相对位置、接地预埋件位置、保护层厚度等进行检测和调整外,关键还是做好各层钢筋间的绝缘处理。
预应力施工
轨道板采用整体张拉和放张方式,设计总张拉力为4367 kN,实际总张拉力、预应力钢筋伸长值与设计额定值偏差不大于5%。
在张拉和放张过程中,始终保持同端千斤顶活塞伸长值间偏差不大于2 mm,异端千斤顶活塞伸长值间偏差不大于4 mm。
可移动的高精度自动张拉系统实现了张拉和放张过程自动控制。
张拉分两个阶段:初张拉和终张拉。
初张拉时启动自动张拉系统,将预应力钢筋张拉至设计值的20%;终张拉时将预应力钢筋从设计值的20%张拉至设计值;在张拉过程中,若发现千斤顶的活塞位移偏差超出允许范围,应在PC机上进行微调,直到伸长值偏差在允许范围内。
混凝土施工
混凝土制备采用HZSl 80混凝土搅拌站,整个系统实现计算机自动控制。
混凝土搅拌采用两次投料法,混凝土拌和物控制指标:温度为15~30。
C;坍落度为15~20cm;含气量为1%~4%。
混凝土灌注成型主要配置了布料机、刮平机、刷毛机、运输罐、桥吊等设备,借助安装在模具底部的9台变频振动器使混凝土密实成型。
在混凝土灌注成型过程中,最关键环节是控制模具的初始温度在20~30。
C,确保施工操作的连续|生。
在混凝土初凝前,启动刷毛机,对混凝土表面进行刷毛,同时将调高预埋件压入混凝土中。
混凝土养护
混凝土灌注入模前将模具温度控制在20~30℃之间;在混凝土灌注过程中,要及时覆盖已成型的轨道板,同时预热试件水槽,使水温与模具温度保持一致;在每个台座的最后一块轨道板成型后,在板内埋入温度传感器,同时将混凝土试件放入水槽中,通过温度自动跟踪控制仪实现混凝土芯部温度的实时跟踪,使试件养护温度与轨道板芯部温度保持一致。
脱模
当混凝土试件抗压强度不小于48 MPa时,便可进行脱模操作。
首先启动自动张拉系统对预应力钢筋进行整体放张,在放张过程中,要保证四个千顶动作缓慢且同步;然后切断模具之间预应力钢筋;最后用真空吊具将轨道板从模具中平稳脱出,吊运到静停台位上存放养生。
[编辑本段]
质量控制要点
根据技术转让资料及工程实践,轨道板生产的质量控制重点如下:
(1)混凝土入模时,模板的温度应在20~30℃。
(2)在浇筑混凝土之前,钢筋网的绝缘性能必须满足绝缘阻值不小于1010 Q的要求。
(3)预应力筋的整体张拉力与设计张拉力,实际伸长值与设计伸长值的偏差都不得大于±5%。
张拉时同端千斤顶活塞伸长值偏差不允许超过2ram,异端千斤顶活塞伸长值偏差不允许超过4ram。
单根预应力钢筋的张拉力与设计值偏差不得大于±15%
(4)无论何种气候条件,混凝土的入模温度应控制在15~30℃之间。
(5)当轨道板混凝土强度符合设计放张强度≥48MPa的要求时,预应力混凝土轨道板允许放张。
(6)轨道板混凝土正面除预裂缝处及板底面可有宽度小于0.2ram的少量裂纹外,其它部位不得出现裂纹。