风电叶片监造手册
叶片监造服务规范
4 . 4.2 资料提交
叶片生产企业应提交原材 料检验清单、采购 清单与入厂检验资 料(包含试验数据 ), 推荐参考附件 2 。
4 . 4.3 审查要求
a)原材料的厂家、规格型号、批号等信息应该清晰完整; b)关键原材料的入厂检验资料 应该完整清晰,对应的试验数据可 以由企业(检 测设备 需经过鉴定或校准)、或第三方测试机构来提供。 c)对于验收不合格或未经 过监造人员验收的 原材料,监造人员可以拒绝 签字确认,并 签发监造通知单要求工厂 按照规定的程序进 行处理,杜绝不合格的 原材料、外购件的使用 。
4.6 生产过程监造
4 . 6.1 监造方式
生产监造方式为现场监 造,监造人员由 认证机构人员和 工厂监造专员组 成。监造过
程分为小批量生产监造 和量产监造,二 者需要监造的叶 片数量、监造的 人员安排依据不
同的监造类别而不同,具体的如下表所示:
监造类别
监造方式
监 造 叶片数量
人员组成
叶片生产企业申请单 独的监造
3 、 术语和定义
本规范采用 GB/T 25383、GB/T 25384、GB/T 19000 中的术语和定义。
4 、 监造服务要求
4.1 总体要求
企业应针对叶片产品实现 及其相关过程,策 划并实施充分、适宜的生产和质量 控制 计划。应至少包括:
1.5MW 风电机组叶片全寿命周期运行维护指导书
操作指导书目录一、前言 (1)二、叶片介绍 (2)三、叶片运输及到现场后检查 (4)四、叶片起吊 (7)五、叶片存放 (8)七、检查工具 (10)八、日常巡检 (11)九、定检维护 (13)十、缺陷处理 (19)十一、注意事项 (20)一、前言随着风机运行时间的积累延长,叶片开始出现部分缺陷,诸如叶片表面裂纹、鼓包、破损、凹坑、雷电接闪器腐蚀或发黑、叶片异响、开裂、甚至断裂等现象。
叶片是风电机组吸收风能的部件,其运行状况的好坏直接影响到风能利用效率、以及其它部件使用寿命。
必须从运输、起吊、叶片存放、日常巡检、定检维护、监测手段、故障处理及预防等多方面入手,使叶片在全生命周期内保持良好的工作状态,做到最大程度地保护叶片,保证安全、稳定运行,降低故障率,减少叶片断裂更换的风险,通过预防性的排查,及早发现叶片日常运行过程中的潜在问题,并进行有效处理,保证风机叶片的安全运行。
从运输、存放、吊装、运维、修理每个环节加强技术措施完善:1、叶片运输及到现场后检查制造商须提供陆运或海运的运输支撑装置。
叶片的支撑位置由制造商提供,根据运输车辆的通常规定,叶尖处的运输支撑工装与叶跟的距离选择适当。
山区运输叶片时,为了避开途中的障碍(树木、山体、电线等),可使用专门的扬举车运输。
2、叶片起吊叶片夹具必须设计成能够在叶片重心位置吊装叶片。
该区域至少要1m宽。
叶片前缘运输支架位置必须能满足运输、存放以及辅助吊装的要求,该区域至少需要600mm宽。
前、后缘保护套等辅助夹具必须标明吸力侧和压力侧。
3、叶片存放叶片可以进行露天存放,但必须使用专用的叶片存放工装,工装需要和地面固定牢靠,保证叶片不能触地面及大风下工装不会被吹倒。
4、叶片安装叶片安装前需要确认叶片配重是否符合要求,三只叶片的配对编号是否正确,确认后再进行安装。
把叶片安装在轮毂上,在螺栓和螺母表面均匀涂抹MoS2类润滑剂,然后按照规定的顺序和力矩紧固或预紧螺栓,确保螺栓紧固均匀。
风电场设备监造大纲

风电场设备监造大纲一、前言风力发电是一种清洁能源,具有广阔的发展前景。
风电场设备是风力发电系统中的重要部件,其质量和性能直接影响风力发电的效益和可靠性。
为了确保风电场设备的质量和安全,必须对其进行监造管理。
本大纲主要围绕风电场设备的监造工作展开,旨在规范风电场设备监造活动,保障风电场设备的质量和安全。
二、监造范围本大纲所述的风电场设备监造范围包括风力发电机组、风力塔架、叶片、变频器、控制系统、输电线路等相关设备。
三、监造目标1.遵循质量管理体系要求,保障风电场设备的质量;2.确保风电场设备符合设计要求和标准;3.预防和及时发现风电场设备生产过程中的质量问题;4.提高风电场设备的安全性和可靠性;5.确保风电场设备的交付和使用符合规定。
四、监造程序1.监造计划制定(1)根据风电场设备的特点和生产计划,制定监造计划;(2)确定监造工作的内容、方法、流程和时间节点;(3)明确监造责任人和监造机构。
2.监造准备(1)对监造所需的人员、设备、工具和文档进行准备;(2)确认监造现场的条件是否符合要求;(3)对监造流程和要求进行培训。
3.监造过程(1)对风电场设备的各个环节进行监造和检查,包括原材料采购、加工制造、组装安装等;(2)进行工艺合格证书、装配合格证书、出厂合格证书的审查;(3)对生产过程中的关键环节进行抽查和监督。
4.监造记录(1)对监造过程中的重要信息和数据进行记录;(2)归档监造记录并进行保存。
5.监造评审(1)对监造结果进行评审;(2)发现问题和不符合要求的进行整改和处理。
6.监造报告(1)对监造结果进行总结和分析,形成监造报告;(2)呈送相关部门,并公布监造结果。
五、监造要求1.监造人员应具备相应的技术和专业知识,熟悉风电场设备的生产工艺和质量要求;2.监造过程中要遵守相关的标准和法规,严格按照监造程序进行操作;3.监造人员要保证监造的客观、公正性,不得有利益冲突;4.监造机构要确保监造过程的独立性和严密性;5.对监造结果要进行及时的汇总和评审,并保证监造报告的准确性和真实性。
LM公司风力发电机叶片技术手册
LM Glasfiber Deutschland GmbH Industriestr. 5 D-39291 Schopsdorf
Tel.: +49 0 39 225 63 09 0 Fax: +49 0 39 225 63 09 10 E-mail: service.de@
LM Glasfiber, Inc. P.O. Box 5637 1580 S. 48th St. Grand Forks North Dakota 58206-5637 USA
Tel.: +1 701 780 9910 Fax: +1 701 780 9920 E-mail: @
LM 37.3 P3 技术手册
Item no.: 018349
PDF 文件使用 "pdfFactory Pro" 试用版本创建
以下是 LM 公司在世界各地的联系方法:
总部: LM Glasfiber A/S Rolles Møllevej 1 DK-6640 Lunderskov
LM Glasfiber Holland B.V. Stevinstraat 6 P.O. Box 1126 NL-1700 BC Heerhugowaard
Tel.: +31 725767070 Fax: +31 725742212 E-mail: info.nl@
关于进一步的信息请访问我们的网站, 网址是:
ห้องสมุดไป่ตู้
Tel.: +86 22 8212 1000 Fax: +86 22 8212 3000 E-mail: @
LM Glasfiber Española, S.A. Alberto Alocer, 46B, 6th E-28016 Madrid
叶片监控作业指导书2.doc
Q/JF ICS错误!未找到索引项。
新疆金风科技股份有限公司企业标准Q/JF 2JY750.111-2006 金风750kW系列风力发电机组叶片监造作业指导书版本:A0编制:校对:审核:标准化:批准:Q/JF 2JY750.111-2006目次前言 (II)1 范围 (1)2 规范性引用文件 (1)3 叶片产品简介 (1)4 750kW叶片主要零部件基本情况一览表见表1 (1)5 通用检验规则 (1)5.1 检验依据 (1)5.2 设计审查 (1)5.3 工艺审查 (1)5.4 分供方的质量控制 (1)5.5 原材料进厂验收 (2)5.6 验收 (2)6 主要零部件、材料关键项目检验方法 (2)6.1 叶片 (2)6.2 液压缸组件 (4)7 叶片装配检验 (4)7.1 装配检验项目 (4)7.2 验收要点 (4)8 包装、运输检查 (4)9 随机文件 (4)10 常见质量问题及处理方法见表4 (5)11 最终检验记录表格见附录A (5)附录A (6)表A.1 金风750kW系列风力发电机组叶片出厂检验单 (7)Q/JF 2JY750.111-2006前言本标准根据GB/T 1.1—2000《标准化工作导则第一部分:标准的结构和编写规则》的要求编写。
本标准由新疆金风科技股份有限公司提出并归口。
本标准负责起草单位:新疆金风科技股份有限公司。
本标准主要起草人:本标准批准人:金风750kW系列风力发电机组叶片监造作业指导书1 范围本标准规定了金风750kW系列风力发电机组叶片生产过程质量监造的的基本规则,用以指导生产现场监造人员的监造工作。
本标准适用于金风750kW系列风力发电机组叶片的监造。
2 规范性引用文件见《750kW风力发电机叶片订货技术协议》2006年10月(以下简称《技术协议》)第2条3 叶片产品简介见《金风750kW系列风力发电机组叶片技术条件》第3.1、3.2条4 金风750kW系列风力发电机组叶片主要零部件基本情况一览表见表1表1 750kW叶片主要零部件基本情况一览表5 通用检验规则5.1检验依据相关国家标准、行业标准,双方技术协议,供方技术文件和设计图纸。
风电叶片监造手册(严选优质)
风电叶片监造质量控制摘要:叶片是风电机组的关键配件,文中对叶片的质量控制项点进行初步探讨,并从原材料、生产过程和成品检查三个方面进行分析。
原材料从玻璃纤维布、灌注树脂、粘接胶、油漆等几个主要方面进行探讨;生产过程从成型、合模、切边打孔、油漆喷涂等主要工艺流程方面进行探讨;成品检查主要从相关尺寸和内、外表面外观进行探讨。
Wind-power blades supervision quality controlThe author:Gaoming Ye(The company:CNR Wind Turbine CO., LTD.Add:CNR Jinan High-tech Industrial Zone,Century Avenue 3666,Jinan,Shandong,China,P.C.:205104)Abstract:Blade is the key to wind turbine parts, this paper to control the quality of blade point discusses, from the three aspects of raw materials, production process and finished goods inspection were analyzed. Raw materials from the glass fiber cloth, resin, adhesive glue, paint and so on several main aspects were discussed; Production process from molding, punching and trimming, discusses the main technological processes such as paint spraying; Product inspection mainly from the related dimensions and discusses the interior and exterior appearance.Keywords:Wind-power blades quality control1 引言风电叶片作为风力发电机的关键部件,其运行稳定性将直接影响风力发电机的正常工作。
风机叶片质量问题分析及监造要点
量薄弱环节,归纳为以下几个方面:
依赖性较大,产品质量均匀性波动较大,产品
(1) 叶片结构风险。叶片设计是依据仿生学 的动静平衡保证性差,废品率较高。工艺生产
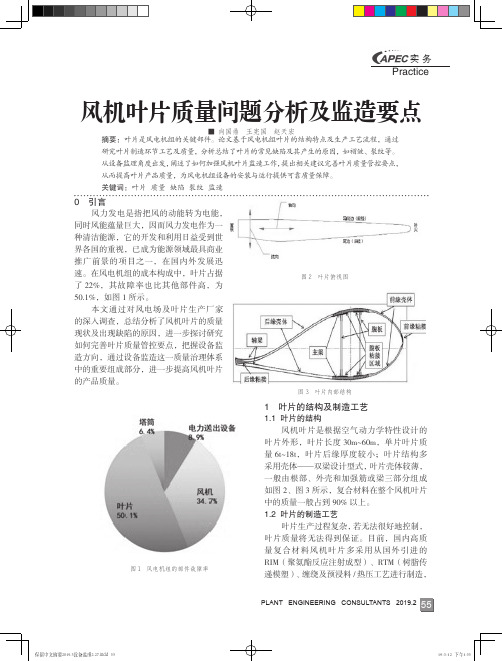
图 2 叶片俯视图 图 3 叶片内部结构
图 1 风电机组的部件故障率
1 叶片的结构及制造工艺 1.1 叶片的结构
风机叶片是根据空气动力学特性设计的 叶片外形,叶片长度 30m~60m,单片叶片质 量 6t~18t,叶片后缘厚度较小;叶片结构多 采用壳体——双梁设计型式,叶片壳体较薄, 一般由根部、外壳和加强筋或梁三部分组成 如图 2、图 3 所示,复合材料在整个风机叶片 中的质量一般占到 90% 以上。 1.2 叶片的制造工艺
叶片的最薄弱环节处,通过外部因素作用产生的。
(4) 叶片制作工艺。一些叶片生产厂家为降
最初的小裂纹会随着空气中的颗粒物、风沙的侵 低生产成本采用手糊工艺,主要特点为手工操
入,风机的每次自振、停车等进一步逐渐的加深 作、开模成型、生产效率低以及树脂固化程度
加长。通过总结分析,叶片裂纹的产生原因及质 偏低,且对工人的操作熟练程度及环境条件的
叶 片 出 厂 前, 未 经 过 各 种 复 杂 而变化的环境,由于部分内在应力未 得到释放,故缺陷一般反映在表象, 主要集中表现为以下几个方面:
(1) 褶皱。主要是由于前期纤维 布未铺平、铺设存在搭接、夹杂杂质、 铺设后灌注前纤维布的滑落等因素 造成。
(2) 灌注缺陷。表现为玻璃钢含 胶不足、干纤维、爆聚、气泡等。主 要原因有:导流网铺设不合格 , 真空 测试未达标 , 灌注时模具温度、环境 温湿度未符合工艺要求,树脂混合程 度不达标等。
实务 Practice
风机叶片质量问题分析及监造要点
■ 向国鼎 王宪国 赵天宏 摘要:叶片是风电机组的关键部件。论文基于风电机组叶片的结构特点及生产工艺流程,通过 研究叶片制造环节工艺及质量,分析总结了叶片的常见缺陷及其产生的原因,如褶皱、裂纹等。 从设备监理角度出发,阐述了如何加强风机叶片监造工作,提出相关建议完善叶片质量管控要点, 从而提高叶片产品质量,为风电机组设备的安装与运行提供可靠质量保障。 关键词:叶片 质量 缺陷 裂纹 监造
风电叶片监造手册
风电叶片监制品量统制之阳早格格创做纲要:叶片是风电机组的闭键配件,文中对于叶片的品量统制项面举止收端探讨,并从本资料、死产历程战废品查看三个圆里举止分解.本资料从玻璃纤维布、灌注树脂、粘交胶、油漆等几个主要圆里举止探讨;死产历程从成型、合模、切边挨孔、油漆喷涂等主要工艺过程圆里举止探讨;废品查看主要从相闭尺寸战内、中表面中瞅举止探讨.Wind-power blades supervision quality control The author:Gaoming Ye(The company:CNR Wind Turbine CO., LTD.Add:CNR Jinan High-tech Industrial Zone,Century Avenue 3666,Jinan,Shandong,China,P.C.:205104)Abstract:Blade is the key to wind turbine parts, this paper to control the quality of blade point discusses, from the three aspects of raw materials, production process and finished goods inspection were analyzed. Raw materials from the glass fiber cloth, resin, adhesive glue, paint and so on several main aspects were discussed; Production process from molding, punching and trimming, discusses the main technological processes such as paint spraying; Product inspection mainly from the related dimensions and discusses the interior and exterior appearance.Keywords:Wind-powerblades quality control 1 弁止风电叶片动做风力收电机的闭键部件,其运止宁静性将直交做用风力收电机的仄常处事.风电叶片的安排寿命大多为十几年以至两十年,怎么样包管叶片正在如许少的时间内不出现较大品量问题,叶片品量统制将隐得尤为闭键.2 风电叶片品量统制项面死产历程统制叶片死产历程搀纯,若无法很佳的统制,叶片品量将无法得到包管.叶片死产工艺:背板成型背板成型统制项面为:环境条件、资料确认、铺层程序战尺寸、真空灌注、加热预固化、半废品固化程度、半废品切割挨磨等.正在背板统制中,需要闭注背板粘交里是可仄坦,预防出现凸坑等.2.2.4 壳体成型壳体成型统制项面为:环境条件、资料确认、铺层程序战尺寸、真空灌注、加热预固化、半废品固化程度、粉尘统制等.正在壳体成型中,玻璃纤维布铺设、真空系统铺设、灌注固化需要特天注意.玻璃纤维布铺设历程中,依照工艺央供举止铺设,需要注意的场合有玻璃纤维布浑净战褶皱问题、布层之间拆交尺寸、梁帽安顿位子战浑理、后缘UD铺设、芯材间隙取过度倒角、叶根加强层翻边剪切等;真空系统铺设时需多闭注注胶管战抽气管的安顿位子;灌注固化历程中注意统制树脂搁热峰,预防出现烧焦局里.图1 铺层历程中,预防出现玻璃纤维布治搁局里合模合模统制项面为:前后缘粘交角、背板组拆、试合模、背板粘交、附件粘交及躲雷系统拆置、粘交里浑净度、合模、内补强、后固化等.合模前要对于叶片内表面举止查看,要害的项面有叶片完齐是可灌透,后缘UD是可灌透、褶皱,芯材间隙,粘交角创制取浑理,背板组拆、定位及粘交里浑净,粘交里浑理,试合模,躲雷系统拆置,粘交胶薄度等.图2 合模前查看芯材对于交处UD有不褶皱切边补强切边补强统制项面为:切边挨磨后中瞅、中补强、中补巩固化程度等.切边时对于叶片中表面举止查看是可有较大里积收黑、包抄等;查看前后缘、背板粘交处是可有缺胶及粘交薄度、宽度;切边后查看前缘是可存留错模问题;查看内补强是可有气泡、毛刺等;查看叶片里里配沉盒、躲雷系统等拆置情况;中补强创制时查看是可有气泡;图3 脱模查看注意叶片里里是可有纯物图4 预防躲雷导线出现较大蜿蜒表面处理表面处理统制项面为:喷漆房环境、油漆配比、漆膜薄度尝试、附效力等.喷漆房环境很闭键,温度、干度、粉尘等皆要举止庄重的统制;再道一下漆膜薄度,根据尔部分的处事体味创制对于搞膜举止薄度检测截止往往不克不迭准确反映油漆的真正在薄度,本果为油漆战叶片主体资料主要皆是树脂,普遍漆膜测薄仪很易将真正在数据检测出去,果此要统制佳油漆薄度,当前主要的统制步伐便是正在油漆的喷涂或者辊涂的历程中对于干膜薄度举止检测,去包管油漆薄度;油漆附效力尝试如果有需要不妨举止检测.图5 油漆喷涂时,时刻注意是可有纯量3 废品查看废品查看需要对于叶片举止周到的查看,查看项面如下叶片里里浑净、背板及合模缝补强、T型螺母、叶根人孔盖板中部、法兰中瞅、叶根螺栓暴露少度、油漆中瞅、排火孔位子及是可疏通、0°标记牌定位位子、交闪系统电阻及牢固、档雨环定位战中瞅、核心标示、起吊标示、配沉、叶片少度、后缘薄度等.正在该查看项面中,主假如对于相闭尺寸、叶片内中表面品量举止查看.中断语从本资料统制出收,通过死产齐历程品量统制,末尾再举止废品查看,通过那些统制历程,叶片的品量将得到周到的统制.。
风力发电机叶片监造重点
风力发电机叶片、齿轮箱监造重点
风电机组的质量主要由设计和制造确定。
由于制造商的水平参差不齐,在制造过程中会有疏忽,或者仅从自身利益考虑而放过了一些问题、继而留下隐患,第三方设备监造的任务就是要在制造过程中发现问题并督促解决,最大限度地将隐患消除。
为此需要抓住重点进行监督。
1 叶片
风电机组的工作是通过风力由叶片将动力输入开始的,如果叶片断裂,整个机组就会瘫痪,如果叶片上有裂纹就会留下极大的隐患,而且叶片悬臂很长,工作于露天,在冰冻环境下尤其恶劣,故监造叶片制造时应注意:严格审查原材料的质量证明书和材质报告,必要时要求材质化验;监督严格按叶片工艺流程制作,消除应力;监督检验叶片的平整度;监督叶片的防腐防锈层和油漆层达到设计要求;发现叶片有裂纹等重大缺陷时应立即下令重新制作或报告委托人协调处理。
2齿轮箱
齿轮箱为增速传动,大扭矩传小扭矩,其监造要点有:审查设计计算书,重点审查低速传动轴及齿轮的强度是否与叶片能产生的最大扭矩相匹配;监督检查齿轮的齿面硬度及成对齿轮的啮合面与设计相符;审查关键外购件轴承的相关资料;监督检查齿轮箱体、齿轮与主轴毛坯无缺陷,材料符合要求。
3 发电机
发电机为主机,应由专业厂家制造,制造厂应具有CE认证。
监造要点:审查制造厂的资质;审查原材料特别是电气方面的原材料的质量证明;审查关键外购件轴承等的相关资料;监督检验组装后主轴的精度及动平衡满足设计要求;监督试验发电机发电量是否满足要求。
4 装配质量
叶片轴、齿轮箱和发电机组装后重点监督:检查各轴体的同心度符合要求;不装叶片外接动力进行空运转试车,监督检查在设计规定的时间内转动灵活、无异常、发电机壳体和齿轮箱体温升及各轴承温升满足设计要求;监督检查各轴承是否加足润滑脂。
风力发电机监控系统维修手册
风力发电机监控系统维修手册一、引言风力发电机监控系统(以下简称“系统”)是风力发电场中至关重要的组成部分之一。
本手册旨在为维修人员提供详细的操作指南和故障排除方法,以确保系统的正常运行和高效维护。
二、系统结构1. 主控制单元系统的主控制单元负责采集和处理各个部分的信号,并对发电机进行监控和控制。
该部分包括:- PLC(可编程逻辑控制器):负责程序控制和故障检测。
- 人机界面:提供操作界面和监控界面,操作人员可以通过它来设定参数、调整设备和监控系统状态。
- 通讯模块:用于与其他系统进行数据交互和远程监控。
2. 传感器系统的传感器主要用于采集发电机的运行数据,包括但不限于:- 风速传感器:用于测量环境风速,判断发电机的适宜运行条件。
- 温度传感器:用于监测发电机温度,防止过热和损坏。
- 振动传感器:用于检测发电机的振动情况,及时发现异常并进行处理。
- 电流传感器:用于测量发电机的输出电流,判断发电机的工作状态。
三、系统维护1. 系统检查在进行维护之前,应首先对整个系统进行检查,确保其正常运行。
以下是一些常见的检查项目:- 检查电源供应是否稳定,并进行必要的校准。
- 检查传感器的安装位置和状态,确保其正常工作。
- 检查通讯模块的连接情况,确保与其他系统的数据交互正常。
2. 故障排除当系统出现故障时,维修人员应按照以下步骤进行排除:- 首先,通过人机界面查看故障代码和故障描述,了解故障的性质和位置。
- 根据故障代码,检查相应的传感器和电路连接,确保其正常工作。
- 如果有必要,进行相关的设备调试和参数设置,解决故障。
3. 系统更新随着技术的发展和系统的使用,系统更新和升级是必要的。
应及时关注系统供应商的最新公告和升级信息,并按照其指示进行升级和更新操作,以确保系统性能的提升和安全性的保障。
四、维修注意事项1. 安全第一在进行系统维护时,安全永远是首要考虑因素。
维修人员应严格按照安全操作规程进行操作,并佩戴必要的个人防护设备,如安全帽、手套等。
风机叶片强度检查治具及检验指导书
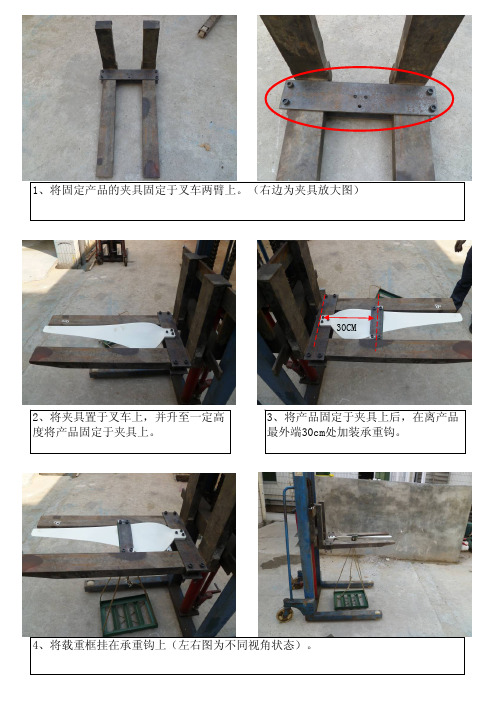
7、强度检测结果:加到90KG砝码时要停止60秒,拉力90KG以上产品不断为OK.
1、将固定产品的夹具固定于叉车两臂上。(右边为夹具放大图)
30CM
2、将夹具置于叉车上,并升至一定高 度将产品固定于夹具上。
3、将产品固定于夹具上后,在离产品 最外端30cm处加装承重钩。
4、将载重框挂Biblioteka 承重钩上(左右图为不同视角状态)。
5、将不同重量的砝码放置于载重框内,砝码总重量为90KG.(左右图为不同视角状 态)。
风机监产监造书0413
风机采购合同驻厂监造细则按照工程施工及风机排产计划,为确保风机在供货期间的过程控制和中间验收,加强对风机质量监控,保证风机供应方能按时、按质、按量完成所供合同范围内所有风机的生产、供货,保障安装工程的顺利进行,制定本细则。
一、适用范围与责任1.本细则适用于合同范围内的所有风机设备。
2.重庆鼓风机厂严格进行厂内各生产环节的检验,所提供的风机须有质量保证书、产品合格证等书面文件。
3.驻厂监造人员必须严格按照合同、技术协议及国家标准与规范对成品进行检查验收。
二、执行标准与规范三、监造依据及技术指标1.监造依据2.监造内容3.技术指标四、检验工具卷尺游标卡尺千分尺水平仪五、监造要求及验收1.监造要求1.1严格按照岗位职责要求对风机厂家的生产监造。
1.2驻厂监造人员在驻厂第二日与风机应商进行风机的生产工艺流程和质量保证措施的沟通。
1.3驻厂第二日17点前将原材料进货厂家、机加工时间、焊接时间、组装时间等内容收集,以电子档形式回报监产监造小组进行评审。
1.4每天了解供货厂商生产进度情况,其内容包括:设备部件加工、设备焊接、设备组装、完工量。
1.5每天负责对供货商质量检查后设备质量进行抽样检查,对于存在重大异常时及时汇报监造组长,并与供货厂商沟通,保证设备满足技术协议要求。
1.6参与设备抽样送检工作,并将抽样送检情况记录在当日《驻厂监造记录表》上。
1.7每天负责对供货商质量检验部门的检验报告进行查看,对新进厂的原材料质量报告进行搜集,并将主要指标及原材料情况填写在《驻厂监造记录表》上,于17点前将电子档回报监产监造小组。
1.8每天负责督促风机供货商严格按合同规定及排产、交货计划组织风机生产及材料的发货。
1.9每周五16点前以电子档形式向监产监造小组汇报风机生产进度,其内容包括:生产准备情况,排产、交货计划,并对一周生产情况汇总。
2.验收2.1原材料验收:现场对供货商的每批钢材进行跟踪,并将分析结果及时汇报监造小组,若检测不合格,该批设备全部作废。
技术监督 风机叶片

技术监督风机叶片
风力发电作为新兴的清洁能源,在近年来得到了广泛的应用和推广。
风机叶片作为风
力发电的核心零部件,其质量的好坏直接影响到风力发电的效率和寿命。
因此,对风机叶
片的技术监督至关重要。
风机叶片的制造流程主要包括原材料准备、叶片加工、叶片组装、叶片质检和包装等
环节。
在生产过程中,需要进行严格的质量控制和监督。
首先,对原材料进行严格的筛选
和检验,确保其符合标准要求。
其次,在叶片加工过程中,需要使用高精度的机床和检测
仪器,保证叶片造型的精度和表面质量。
同时,生产过程中要对每一个工序进行质量监督,及时发现和解决问题,以保证叶片质量的稳定持续。
在叶片组装环节,需要严格按照设计要求进行组装,并进行接口的配合和固定,保证
叶片的整体性和稳定性。
在组装完成后,还需要进行全面的质量检测,以保证叶片的各项
性能指标符合设计要求。
在叶片质检过程中,需要进行多项测试和检测,如叶片静态和动态性能测试、噪声测试、视觉检测、涂层质量检测等。
其中,叶片动态性能测试是最为关键的一个环节,需要
对叶片进行不同角度、不同转速的动态试验,以测试叶片的强度、刚度、失稳转速、附加
振动等各项性能指标。
同时,对于风机叶片的技术监督还需要对每一个生产工厂进行考核和评估,对于不符
合要求的企业进行整改和处罚,以保证风机叶片的质量和安全性。
总之,对于风机叶片的技术监督需要严格把控每一个环节。
只有通过严格的质量控制
和监督,才能保证风机叶片的质量稳定和安全可靠,为风力发电的可持续发展打下良好的
基础。
说明书风力发电机叶片状态监测
说明书风力发电机叶片的状态监测系统技术领域:本实用新型涉及风力发电机叶片状态监测系统,包括叶片受力分析、叶片应力传感器、无线传输网络、故障分析软件、监测终端等。
是一种针对风力发电机叶片振动的状态保护而进行设计。
背景技术:风力发电是一种可再生的清洁能源,环境污染小,自动化程度高,易于实现远程控制,可满足人口稀少、电网不易到达地区的用电,因此,风力发电更具有重要的经济效益和社会效益。
叶片是风力发电机组的关键部件,叶片在旋转过程中,当叶片由上方转到与下方时,受力改变并且交替变化,以及风力状况的不稳定,这些都会引起风力机的振动。
风力机长时间工作后,由于其材料老化、硬件的物理疲劳、恶劣环境等原因引起的扇叶物理性能下降以及损坏,影响了风力发电机的工作效率。
因此,对其运行状态的监测就显得尤为重要。
传统风力扇叶上并无能够对扇叶运行状态很好地监测的设备,多数都有成本高、布线复杂、管理效率较低、延时高等问题。
而本设计在传统的监测方式、结构等方面做了重大突破。
本无线监测系统由传感采集子系统、无线传感网络子系统和终端监控子系统三部分组成。
实用新型内容:本实用新型布置在风机叶片上,首先是独立传感采集子系统,针对风机叶片上的监测信号,设计适合于风机叶片健康状态的传感采集子系统,所设计的传感采集子系统能灵活地与无线传感网络节点配接,更好地完成结构的健康监测。
传感器有压电薄膜传感器(LH223)、霍尔效应式叶片传感器(HME56)、飞思卡尔三轴加速度传感器(MMA7260QT)、可编程三轴振动传感器模块(AOIS16223CMLZ),用于检测风机叶片上的压力信号、振动信号并将其转换成电信号传给无线通信组件的发射模块,在实验中验证传感器的性能和精度,并确定传感器的型号。
其次是无线传感网络子系统,包括由无线传感网络节点和节点软件模块。
该系统是整个多点监测系统的核心部分,子系统承担了系统的数据采集、转发和接收的功能。
设计主要由数字处理模块和射频模块组成线传感网络节点。
叶片监造工作指引
叶片监造工作内容一、监造工程师任职要求1、中技及以上学历。
2、工作认真负责,善于发现问题,敢于坚持原则,沟通协调能力强。
3、能适应长期出差。
二、工作任务1、负责审核叶片制造厂质量保证体系的有效运行,协助会审图纸及技术资料及其变更,按图纸、技术规格书要求检查叶片制造全过程。
2、协助公司做好质量文件审核工作。
3、与叶片制作方各部门及时沟通,协助叶片制作方严格按合同中技术文件要求进行生产制造。
3、抽检、验证叶片各关键部件和主要部件的生产过程,监督出厂验收工作。
4、负责发现严重质量问题时及时与公司领导进行沟通并如实反馈。
5、保持质量监控记录,向公司领导汇报。
三、监造工作要点1、原材料进厂检验包括材料(玻纤布、树脂、油漆、螺栓、夹心材料)的产地、纱的密度、螺栓的达克罗处理等级,审查原材料是否按照合同要求选用,要求有完整合格的产品出厂合格证以及质检报告,尤其是进口部件,要求必须查看其报关原件。
2、裁剪玻纤布监督裁剪工人对玻纤布的裁剪尺寸以及牌号,严格按照工艺要求进行规范裁剪。
3、叶片铺层①、铺布要平、顺,不可有褶皱。
②、加强层的层数、种类、长短要准边缘多余的布要裁齐。
③、任何铺层在梁帽位置不可有搭接。
④、任何铺层的边缘不可在同一位置。
⑤、操作工人必须戴干净的手套,不可直接接触玻纤布。
⑥、0°方向纤维必须与叶片中心方向平行。
⑦、夹心材料拼接缝要紧密,不可太大。
⑧、不同厚度的夹心材料之间过渡要平滑。
⑨、湿度大于85%时停止铺设。
4、抽真空灌注要严格按照要求监督抽真空的过程,监督真空袋是否放均匀,并且连接紧密,铺设完毕以后开始预抽开始时用听漏仪检查四周的密封情况已经真空袋表面的情况,观察真空表是否达到满刻度?看真空表在20分钟内真空度是否-0.1Mpa,要是跌破-0.1Mpa,则要立即要求制造方检查所出现的问题并重新抽真空,看当时的环境温度是否大于25度,如果没有大于25度,则要求制造方立即中止灌注树脂工序,待环境温度符合要求以后方可进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
风电叶片监造质量控制
摘要:叶片是风电机组的关键配件,文中对叶片的质量控制项点进行初步探讨,并从原材料、生产过程和成品检查三个方面进行分析。
原材料从玻璃纤维布、灌注树脂、粘接胶、油漆等几个主要方面进行探讨;生产过程从成型、合模、切边打孔、油漆喷涂等主要工艺流程方面进行探讨;成品检查主要从相关尺寸和内、外表面外观进行探讨。
Wind-power blades supervision quality control
The author:Gaoming Ye
(The company:CNR Wind Turbine CO., LTD.
Add:CNR Jinan High-tech Industrial Zone,Century Avenue 3666,Jinan,Shandong,China,P.C.:205104)
Abstract:Blade is the key to wind turbine parts, this paper to control the quality of blade point discusses, from the three aspects of raw materials, production process and finished goods inspection were analyzed. Raw materials from the glass fiber cloth, resin, adhesive glue, paint and so on several main aspects were discussed; Production process from molding, punching and trimming, discusses the main technological processes such as paint spraying; Product inspection mainly from the related dimensions and discusses the interior and exterior appearance.
Keywords:Wind-power blades quality control
1 引言
风电叶片作为风力发电机的关键部件,其运行稳定性将直接影响风力发电机的正常工作。
风电叶片的设计寿命大多为十几年甚至二十年,如何保证叶片在如此长的时间内不出现较大质量问题,叶片质量控制将显得尤为关键。
2 风电叶片质量控制项点
叶片质量控制主要分为:原材料控制、生产过程控制、成品检验三个方面。
2.1 原材料控制
目前大部分叶片由玻璃纤维增强树脂制作,我们就以此为例进行讨论。
叶片原材料分为:玻璃纤维、树脂/固化剂、芯材、粘接胶/固化剂、涂料体系、叶根紧固件、叶根法兰、避雷导线等。
2.1.1 玻璃纤维布
玻璃纤维控制的项点为:材料品牌、外包装、质量证明文件、外观、纤维直径、密度、含水率、力学性能复检等。
在以上项点中,经常出现问题的地方为材料品牌、外观和含水率,因此要在保证玻璃纤维布符合性能要求的情况下对存放玻璃纤维布的环境进行控制,保持一定温度、湿度。
2.1.2 树脂/固化剂
树脂/固化剂控制项点为:材料品牌、外观、颜色、质量证明文件、灌注树脂混合后粘度、灌注树脂混合后Tg值、灌注树脂凝胶时间、灌注树脂浇注体(拉伸强度、拉伸模量、弯曲强度、弯曲模量)、手糊树脂凝胶时间等。
在以上项点中,经常出现问题的地方为材料品牌、粘度、树脂性能,尤其是对树脂的粘度加强控制。
2.1.3 芯材
芯材控制项点为:品牌、外包装、外观、质量证明文件、尺寸(厚度)、密度、力学性能(包括剪切模量、剪切强度、剪切应变、弹性模量、压缩强度)等。
在以上项点中,经常出现问题的有品牌、尺寸、力学性能,现在芯材代理厂家较多,容易存在使用错误的问题,同时对芯材的尺
寸和力学性能进行控制。
2.1.4 粘接胶/固化剂
粘接胶/固化剂控制项点为:品牌、外包装、外观、质量证明文件、固化后外观、凝胶时间、混合固化后Tg值等。
在以上项点中,经常出现问题的有品牌、固化后外观、凝胶时间、混合固化后Tg值,其中部分品牌粘接胶固化后外观存在裂纹等现象,因此需要特别关注。
2.1.5 涂料体系
涂料体系控制项点为:品牌、外包装、外观、质量证明文件、颜色、附着力等。
涂料体系中,品牌、颜色、附着力需要进行特别的关注。
2.1.6 叶根紧固件
叶根紧固件控制项点为:外包装、螺纹外观、防腐处理、质量证明文件、尺寸、配合、机械性能、低温冲击、材质、脱碳、盐雾、扭矩系数等。
叶根紧固件的各项控制点都很重要,必要时可以进行请第三方检查。
2.1.7 叶根法兰
叶根法兰控制项点为:外包装、外观、质量证明文件、形状尺寸、孔位置等。
叶根法兰主要控制点在外观、形状尺寸和孔位置。
2.1.8 避雷导线
避雷导线控制项点为:外包装、外观、质量证明文件、截面面积、导体电阻等。
避雷导线的电阻、外观和截面面积为其主要控制项点,其中导体电阻为重中之重。
2.2 生产过程控制
叶片生产过程复杂,若无法很好的控制,叶片质量将无法得到保证。
叶片生产工艺:
了解叶片制作工艺,下面我们对生产过程中的控制项点进行研究。
2.2.1 模具检测
模具控制项点为:模具表面质量、模具密封性、加热系统、翻转系统、前后缘合模间隙、翼型、弦长和长度方向错位、叶根圆直径等。
2.2.2 梁帽成型
梁帽成型控制项点为:环境条件、材料确认、铺层顺序和尺寸、真空灌注、加热预固化、半成品固化程度、半成品切割打磨等。
梁帽成型后,需要对详细检查梁帽,防止出现鼓包、包围等缺陷。
2.2.3 腹板成型
腹板成型控制项点为:环境条件、材料确认、铺层顺序和尺寸、真空灌注、加热预固化、半成品固化程度、半成品切割打磨等。
在腹板控制中,需要关注腹板粘接面是否平整,防止出现凹坑等。
2.2.4 壳体成型
壳体成型控制项点为:环境条件、材料确认、铺层顺序和尺寸、真空灌注、加热预固化、半成品固化程度、粉尘控制等。
在壳体成型中,玻璃纤维布铺设、真空系统铺设、灌注固化需要特别注意。
玻璃纤维布铺设过程中,按照工艺要求进行铺设,需要注意的地方有玻璃纤维布清洁和褶皱问题、布层之间搭接尺寸、梁帽安放位置和清理、后缘UD铺设、芯材间隙与过渡倒角、叶根加强层翻边剪切等;真空系统铺设时需多关注注胶管和抽气管的安放位置;灌注固化过程中注意控制树脂放热峰,防止出现烧焦现象。
图1 铺层过程中,避免出现玻璃纤维布乱放现象
2.2.5 合模
合模控制项点为:前后缘粘接角、腹板组装、试合模、腹板粘接、附件粘接及避雷系统安装、粘接面清洁度、合模、内补强、后固化等。
合模前要对叶片内表面进行检查,重要的项点有叶片整体是否灌透,后缘UD是否灌透、褶皱,芯材间隙,粘接角制作与清理,腹板组装、定位及粘接面清洁,粘接面清理,试合模,避雷系统安装,粘接胶厚度等。
图2 合模前检查芯材对接处UD有没有褶皱
2.2.6 切边补强
切边补强控制项点为:切边打磨后外观、外补强、外补强固化程度等。
切边时对叶片外表面进行检查是否有较大面积发白、包围等;检查前后缘、腹板粘接处是否有缺胶及粘接厚度、宽度;切边后检查前缘是否存在错模问题;检查内补强是否有气泡、毛刺等;检查叶片内部配重盒、避雷系统等安装情况;外补强制作时检查是否有气泡;
图3 脱模检查注意叶片内部是否有杂物
图4 避免避雷导线出现较大弯曲
2.2.7 切割打孔
切割打孔控制项点为:叶片长度、孔位置、孔径、轴向孔距外壁厚度、叶根厚度等。
2.2.8 装配
装配控制项点为:螺杆伸出端面长度、法兰外观、档雨环安装等。
螺杆伸出端面长度尽量按
照公差下限进行安装,减小造成干涉的可能;档雨环安装时注意档雨环安装位置,安装位置尽量按照公差上限进行安装,原因同样是避免造成干涉;
2.2.9 表面处理
表面处理控制项点为:喷漆房环境、油漆配比、漆膜厚度测试、附着力等。
喷漆房环境很关键,温度、湿度、粉尘等都要进行严格的控制;再说一下漆膜厚度,根据我个人的工作经验发现对干膜进行厚度检测结果往往不能准确反映油漆的真实厚度,原因为油漆和叶片主体材料主要都是树脂,一般漆膜测厚仪很难将真实数据检测出来,因此要控制好油漆厚度,现在主要的控制措施就是在油漆的喷涂或辊涂的过程中对湿膜厚度进行检测,来保证油漆厚度;油漆附着力测试如果有需要可以进行检测。
图5 油漆喷涂时,时刻注意是否有杂质
3 成品检查
成品检查需要对叶片进行全面的检查,检查项点如下
叶片内部清洁、腹板及合模缝补强、T型螺母、叶根人孔盖板外部、法兰外观、叶根螺栓露出长度、油漆外观、排水孔位置及是否畅通、0°标志牌定位位置、接闪系统电阻及固定、档雨环定位和外观、中心标示、起吊标示、配重、叶片长度、后缘厚度等。
在该检查项点中,主要是对相关尺寸、叶片内外表面质量进行检查。
结束语
从原材料控制出发,通过生产全过程质量控制,最后再进行成品检查,通过这些控制过程,叶片的质量将得到全面的控制。