高强度钢丝帘线的研制开发
高强度钢丝帘线的研制开发

作者 简介 : 自明 (9 3) 男 , 胡 16 一 , 湖北 随 州人 , 苏 兴达 钢 帘线 江 股 份有限 公 司工程 师 , 主要 从事 轮胎用 钢丝 帘线 的生 产 工艺 管理
丝 帘 线 专 用 钢 盘条 的 技 术 指 标 。高 强 度 和普 通 强 度 钢 丝 帘 线 用 钢盘 条 的 性 能 指 标 对 比见 表 l 。
2 高 强 度钢 丝 帘 线 生 产 工 艺
2 1 工 艺流 程 .
拔 , 中帘线 单丝 拉拔尤 为重 要 。帘线 单丝 拉拔 其 工艺 有 两 个 要 点 : 是 总 压缩 率 的选 择 ; 一 二是 部 分 压缩率 的选择。
( ) 压 缩 率 的选 择 1总 几 乎 所 有 碳 钢 丝 的抗 拉 强 度 、 服 强 度 和 弹 屈
高 强 度 钢 丝 帘 线 生 产 工艺 流 程 为 : 条一 盘
性都随总压缩率 的增 大 而增大 , 塑性 和韧 性指 但 标 , 断裂 伸长 率 、 如 断面 收缩率 、 转值和 弯 曲值 扭 下 降 。 因此 在 实 际 生 产 中 , 择 总 压 缩 率 时 不 仅 选
1 ,5 0% 1 %和 2 %以 上 [l 随 着 轮 胎 向轻 量 化 发 0 1。
表 1 N T与 l i t钢 丝帘线 用钢 盘条 性 能对 比
展, 高强度钢丝 帘线 的需求 量越 来越 大 。现 将我 公 司高 强度 钢 丝帘 线 的 研 制 情 况 介 绍 如 下 。
1 高 强 度 钢 丝 帘 线 用原 材 料
性 和 韧 性 也 会 逐 渐 下 降 , 捻 制 时 钢 丝 表 面 容 易 在
武钢72A、82A帘线钢线材产品开发
武钢72A、82A帘线钢线材产品开发72A、82A帘线钢线材系列产品是武钢历时12年(1999年12月至2011年12月)研发并推广的钢铁产品,主要品种包括:WLX72A、WLX72AE、WLX82A、WLX82AE,产品规格均为Ø5.5mm。
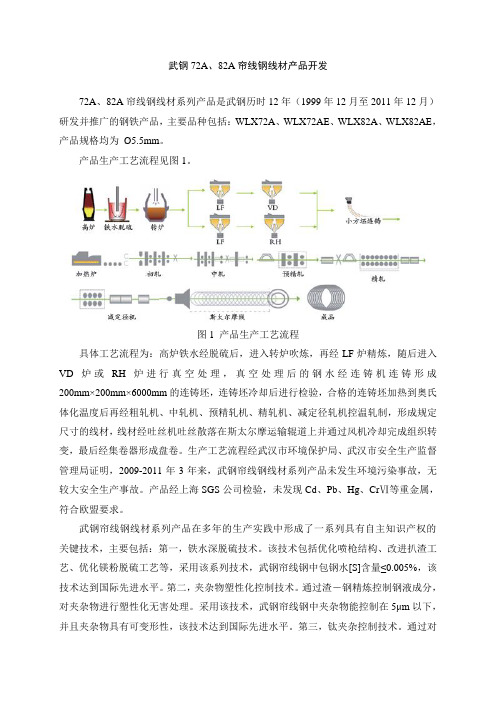
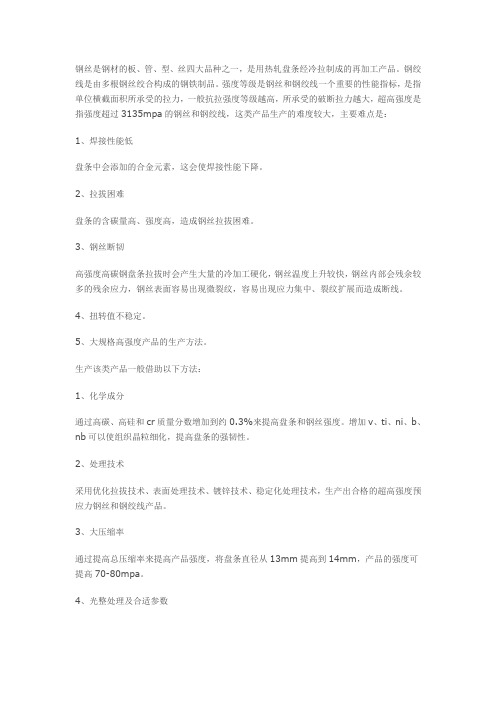
产品生产工艺流程见图1。
图1 产品生产工艺流程具体工艺流程为:高炉铁水经脱硫后,进入转炉吹炼,再经LF炉精炼,随后进入VD炉或RH炉进行真空处理,真空处理后的钢水经连铸机连铸形成200mm×200mm×6000mm的连铸坯,连铸坯冷却后进行检验,合格的连铸坯加热到奥氏体化温度后再经粗轧机、中轧机、预精轧机、精轧机、减定径轧机控温轧制,形成规定尺寸的线材,线材经吐丝机吐丝散落在斯太尔摩运输辊道上并通过风机冷却完成组织转变,最后经集卷器形成盘卷。
生产工艺流程经武汉市环境保护局、武汉市安全生产监督管理局证明,2009-2011年3年来,武钢帘线钢线材系列产品未发生环境污染事故,无较大安全生产事故。
产品经上海SGS公司检验,未发现Cd、Pb、Hg、CrⅥ等重金属,符合欧盟要求。
武钢帘线钢线材系列产品在多年的生产实践中形成了一系列具有自主知识产权的关键技术,主要包括:第一,铁水深脱硫技术。
该技术包括优化喷枪结构、改进扒渣工艺、优化镁粉脱硫工艺等,采用该系列技术,武钢帘线钢中包钢水[S]含量≤0.005%,该技术达到国际先进水平。
第二,夹杂物塑性化控制技术。
通过渣-钢精炼控制钢液成分,对夹杂物进行塑性化无害处理。
采用该技术,武钢帘线钢中夹杂物能控制在5μm以下,并且夹杂物具有可变形性,该技术达到国际先进水平。
第三,钛夹杂控制技术。
通过对钢水中钛、氮含量进行控制,钢中钛夹杂尺寸能控制在4μm以下。
该技术也达到国际先进水平。
第四,连铸方坯质量控制技术。
主要包括连铸方坯动态轻压下控制技术、低过热度稳态典型拉速控制技术、铸坯表面缺陷控制技术等。
采用该系列技术,武钢帘线钢铸坯平均偏析小于1.1,铸坯表面缺陷可控制在1mm以内。
钢帘线的发展和生产工艺现状
钢帘线的发展和生产工艺现状钢丝帘线,俗称钢帘线,是橡胶制品尤其是汽车子午胎理想的骨架材料。
帘线钢是优质硬线钢的精品,是超洁净钢的代表产品和钢铁企业线材生产水平的标志性产品,也是商用钢中强度最高的钢。
它在生产中对冶炼、轧制、加工等每个环节都有特殊的要求,是不折不扣的全过程精品钢材。
生产帘线钢技术含量极高,被誉为“线材中的极品”、“线材皇冠上的明珠”。
一般来说,钢帘线需要拉到Φ0.38mm以下,拉的越细,生产难度越大。
因此能拉到的最小线径是衡量一个钢厂帘线钢生产水平的重要标准。
我国钢厂帘线钢大多能拉到Φ0.22mm左右,只有武钢、兴澄特钢等少数几家试拉Φ0.175mm成功。
目前,据我所知,我国可以生产帘线钢的钢厂主要有:宝钢、武钢、鞍钢、首钢、沙钢、青钢、邢钢、兴澄特钢等。
欧洲、巴西等一些钢厂拉到Φ0.15mm没有问题。
而日本神户则可以拉到Φ0.08mm 以下,Φ0.08mm,这是一个非常可怕的数字。
我们人类的头发一般直径在Φ0.18mm左右,也就是说,神户拉的钢帘线要比我们头发细一半以上。
拉到如此细丝,任何稍大尺寸的硬性夹杂、偏析、非常规组织、内部及表面缺陷都可能是致命的,都可能造成断丝,可见生产难度之高。
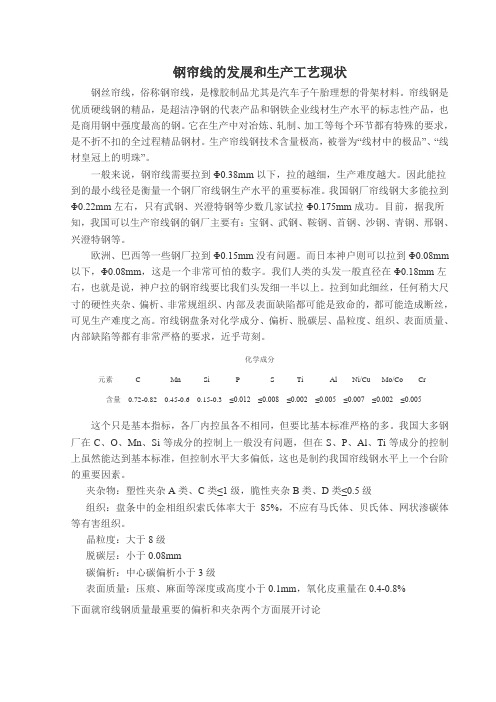
帘线钢盘条对化学成分、偏析、脱碳层、晶粒度、组织、表面质量、内部缺陷等都有非常严格的要求,近乎苛刻。
化学成分元素 C Mn Si P S Ti Al Ni/Cu Mo/Co Cr含量 0.72-0.82 0.45-0.6 0.15-0.3 ≤0.012≤0.008≤0.002≤0.005≤0.007≤0.002≤0.005这个只是基本指标,各厂内控虽各不相同,但要比基本标准严格的多。
我国大多钢厂在C、O、Mn、Si等成分的控制上一般没有问题,但在S、P、Al、Ti等成分的控制上虽然能达到基本标准,但控制水平大多偏低,这也是制约我国帘线钢水平上一个台阶的重要因素。
夹杂物:塑性夹杂A类、C类≤1级,脆性夹杂B类、D类≤0.5级组织:盘条中的金相组织索氏体率大于85%,不应有马氏体、贝氏体、网状渗碳体等有害组织。
2×0.30ST钢丝帘线的开发
2 . 6k 抗拉 强度 12 2MP , 面 收缩 率 9 5 N, 4 a断
3 . , 断伸长 率 81 破 9 6 。盘 条 的化学成 分 .
和物 理性 能符 合公 司标准 要求 。
Axoa A 金 相 显微 镜 , 国蔡 司 公 司产 品 ; ilb 德
Z1 0 0拉 力 试 验 机 , 国 Z c 德 wi k公 司 产 品 ;n to I srn
1 实 验
2 结果 与讨论
2 1 原 材 料 性 能 .
盘条 的化 学成 分 质量 分 数 ( 0 ) 定 结 果 ×1 0 测
如下 : 0 0 , i 0 8 Mn 0 2 0 P C .9 8 S .1 0, . 9 ,
0 .01 S 0.0 2, 05, 0 08, i 0.01 Cr Cu .0 N 2,
层 均 匀 且 片 层取 向趋 于一 致 。 研 究 表 明| , 有 2 片 ]
作 者 简 介 : 德 奎 (9 3 ) 男 , 徽 天 长人 , 苏兴 达钢 帘 线 股 王 18一, 安 江 份有 限公 司 工程 师 , 硕士 , 事 钢丝 拉拔 及热 处 理技 术研 究 工作 。 从
42 3
关 键 词 : 丝 帘 线 ; 高 强 度 ; 品 开发 钢 超 产 中 图分 类 号 : Q3 0 3 9 T 3.8 文献 标 识 码 : B 文 章 编 号 : 0 68 7 ( 0 0 0 —4 10 1 0 — 1 1 2 1 ) 70 3 - 4
随着轮 胎 工业 的迅 速 发 展 , 胎企 业越 来 越 轮 重视 提高 轮胎 的技术 含量 , 断开 发 出高性 能 、 不 低
断 力 ≥ 4 1 6 N, 断 伸 长 率 ≥ 2 , 负 荷 破 低
子午线轮胎用钢丝帘线的发展方向

延长轮胎使用寿命 。 对 翻 新 轮 胎 和 损 坏 轮 胎 的 分 析 发 现 载 重 轮 胎
有 如 下 几 点 损 坏 模 式 : 带 层 锈 蚀 , 束 层 边 缘 分 冠 带
离 , 体 在 胎 肩 部 位 和 胎 圈 处 损 坏 等 。 其 中最 后 胎
作 者 简 介 : 称 意 ( 9 6 ) 男 , 北 任 邱 人 , 京 橡 胶 工 业 研 高 14一, 河 北
究设 计院 高级 工程师 . 要从 事骨 架材料 性 能研 究与 产 品开 发 工 主
作。
某些 B tu er。特 殊 钢 丝 帘 线 : 3×0 2 ( .0) 通 .8 0 3 普 强 度 和 高 强 度 B tu er 。钢 丝 帘 线 及 4×0 2 ( . 8 .5 0 2 ) 普 通 强 度 B tu er 。钢 丝 帘 线 。
努 力 确 保 产 品 品质 ( 线 长 度 均 一 性 、 余 扭 帘 残 0 2 -0.0mm 的 钢 丝 组 成 胶 料 可 完 全 渗 透 的 .2 3
力 、 直 度 和 对 弹 性 的 控 制 等 ) 终 如 一 , 钢 丝 平 始 使
帘线 产 品 品 质 更 加 均 匀 , 足 轮 胎 生 产 工 艺 自动 满 化 程 度 日益 提 高 的要 求 。 为适 应 特 定 用 户 所 用 的 胶 料 , 断 对 钢 丝 帘 不
维普资讯
38 8
轮
胎
工
业
20 0 2年 第 2 2卷
ቤተ መጻሕፍቲ ባይዱ
对 用 于 带 束 层 增 强 的 钢 丝 帘 线 的 特 殊 要 求 是 : 有 良好 的 胶 料 渗 透 性 、 结 构 伸 长 、 定 的 应 低 一 粘 合 强 度 和 粘 合 保 持 性 及 不 存 在 芯 线 迁 移 。制 造
钢帘线生产工艺流程介绍

钢帘线生产工艺流程介绍
钢帘线生产工艺流程介绍如下:
1.预处理:放线→张力辊→脱脂→加热炉→淬浴→水冷→盐酸洗→水洗→热水洗→涂硼砂→干燥→收线。
2.干拉:将预处理后的钢丝经过10-15道次的模具拉拔,将钢丝从5.5mm拉拔至1.5mm-2.3mm。
3.热处理:将钢丝加热到1300摄氏度并浸入高分子水浴中淬火,使金属晶粒重新生长并且调节金相组织。
4.电镀:经过热处理的钢丝先后经过两次电镀,先镀铜,再镀锌,并将钢丝经过中频感应加热,使钢丝表面的铜层和锌层相互扩散,最终形成两相合金镀层。
钢帘线生产工艺流程

钢帘线生产工艺流程一、钢帘线生产工艺流程概述钢帘线是指采用高强度钢丝绞成的一种半坚硬材质。
在汽车轮胎、重型机械、起重机等领域广泛应用。
一般来讲,钢帘线主要工艺包括拉拔、预绞、绞线、放线及比较环节,每个环节都相对独立,但相互依存,各环节的质量都会直接影响到钢丝的质量。
整个生产过程应该保证严格的质量控制。
二、拉拔环节拉拔是指钢帘线生产过程中的第一步工序,最初的原材料是由钢厂供应给钢绳厂的大口径线材,接下来,就需要对大口径线材进行拉拔。
此过程中需要使用牵辊机和钢丝拉拔机,这样可以保证它的线径和强度满足生产要求。
牵辊机是一种专门用于传递原材料的设备,它把大卷的钢线放在一条钢架上,然后输送给钢丝拉拔机。
拉拔的基本原理是利用拉力将钢材的截面积逐渐压缩,直至达到目标线径。
重点是控制拉伸的力度和速度,以确保钢丝经过拉伸后强度合适,能够满足下一步预绞工艺需要的特定规格线径。
在拉拔工艺中,主要的控制因素有:拉拔速度、牵拉力和盘系张力等。
钢丝拉拔过程需要进行多次拉拔,以确保成品质量(质量控制)。
三、预绞环节预绞是指在钢帘线的生产过程中,第二个主要环节。
此环节中需要对拉拔过的钢丝定向地旋绞成预绞线。
相比于初始的大口径线材,预绞线需要更为精细。
预绞的工艺主要包括盘线、吐线、热处理、涂覆和拍平等工艺步骤,目的是为了确保预绞线的质量、线径和硬度能够满足接下来的工艺流程要求。
四、绞线环节在预绞线完成后,需要对全套钢丝进行绞线。
该环节的主要工艺是将多股预绞线由大锭儿拉伸机绕制成一股锚线。
在此过程中,需要保证各个股线的张力平衡,并利用十字绞或平面绞等技术来完成。
五、放线环节绞线完成后,下一步是将绞线上的钢丝进行分离,形成规定的股布。
注意,根据不同的规格,钢丝将被分成两股,三股或四股,就具体来讲,需要将钢丝用特殊的设备进行平整、压扁等处理,以便于股布的形成。
此过程中,需要对分离的股线和主线进行牵拉和张力的调整,适应股线和主线的形变,确保股线的质量、线径和强度符合标准。
中天钢铁成功开发钢帘线

中天钢铁成功开发钢帘线(壹佰钢铁网推荐) 4炉共计456吨新品LX72A在中天钢铁三炼钢1#连铸机浇注成功,成功完成客户280吨订单量。
据了解,此次LX72A精炼炉渣碱度控制在0.72-0.86,符合钢帘线的开发要求,这将为中天钢铁今后生产享有“线材中的极品”、“线材皇冠上的明珠”美名的帘线钢奠定坚实的基础。
钢丝帘线,俗称钢帘线,是橡胶制品尤其是汽车子午胎理想的骨架材料。
子午线轮胎与普通斜线轮胎相比,具有弹性强、耐热性好、滚动阻力小、附着性能好、缓冲性能好、承载能力大、不易穿刺等优点,可使轮胎承载能力提高30%~50%、使用寿命提高50~100%,并且保证了汽车在高速行速时更安全、舒适,降低汽油耗8%左右,是超洁净钢的代表产品之一。
为确保钢帘线一次性开发成功,企业技术中心线材组、三炼钢技术条线高度重视,先后赴宁波、新余等国内线材钢生产工艺较为成熟的企业进行实地考察。
借鉴考察经验,中天钢铁就钢帘线生产工艺等五方面进行了调整:一是对生产钢帘线所使用的钢包、中间包进行了改制。
二是对所有原辅材料进行抽样理化指标检验,特别是针对辅材中氮、硫、钛等元素,确保冶炼出的钢帘线成分及其他含量符合冶炼要求。
三是对KR脱硫站进行全面调试和试生产,保证钢帘线在生产时KR脱硫站能双工位作业,确保每炉钢都能使用到处理后的铁水,并将铁水硫含量控制在0.002%以下,确保小批量钢帘线开发成功。
四是严格控制钢帘线在冶炼中的铝用量,用专用预熔精炼渣进行造渣并加强渣面脱氧,将炉渣碱度控制在目标范围内。
五是采用低过热度连铸浇注工艺,有效改善铸坯内部组织,减少中心疏松现象,减轻碳和硫的偏析,避免产生表面裂纹和气孔等铸坯表面缺陷。
当日,第一包新品LX72A在三炼钢1#连铸机成功浇注后,被缓缓拉向冷床,随后对该新品采用了左右中包单独堆放、铸坯整炉酸洗方式进行后期处理。
此外,该新品在冶炼过程中,引流砂使用RH炉专用砂,大包水口采用吹氩保护浇注并在碗口结合采用吹氩“鱼叉”进行外保护,保证吹氩流量控制和所有水口全部自开,中包未出现明显结渣。
国内全钢载重子午线轮胎钢丝帘线的应用与发展

近几年来 , 国内子 午线 轮胎 , 别是 全钢 载 重 特
丝帘线规格 较少 , 且大 多 只具 有普 通 强度 , 断力 破
子午线轮胎 出现高速增 长的局面 , 带动 了钢丝 帘线
生产 的迅猛 增长 。 目前 国内具 有相 当规 模 的钢 丝
较低 , 以完全满足飞速 发展的全钢 载重子 午线轮 难
成本 。
() 2 生产结 构 简单 的钢 丝帘 线 , 而 降低 制 造 从 成本, 进而降低采 购成本 。 ( ) 高钢丝 帘线 与橡 胶 的粘 合性 能 ( 括 初 3提 包 始 粘合力和 粘合 力保 持率 ) 减 少轮 胎在 使 用过 程 , 中的脱空现象 , 长轮胎 的使用 寿命 。 延
9 .2 . 5三种规格 的胎 体钢丝帘线 。结 构特 ×0 2 +0 1 点决定 了这 3 种钢 丝帘线 的胶料 渗透性 能很差 , 空
气透 过率高 , 易受潮 气侵蚀 ; 单丝 之间是 点接触 , 钢
丝帘线易产生磨损 , 耐疲劳性能 下降 。为克服 钢 使
维普资讯
42 6
轮
胎 工
业
20 0 6年 第 2 6卷
国 ቤተ መጻሕፍቲ ባይዱ全 钢 载 重 子 午 线 轮 胎 钢 丝 帘线 的应 用 与 发展
苏 红 斌
[ 海轮胎橡胶( 团) 份有限公司 双钱载重轮胎公司, 上 集 股 上海 2 1 1] 0 1 1
摘 要 : 要 介 绍 国 内全 钢 载 重 子 午线 轮 胎 钢 丝 帘 线 的 应 用 现 状 和 发 展 方 向 , 点 论 述 全 钢 载 重 子 午 线 轮 胎 胎 体 、 简 重 带束 工作 层 和 带 束 保 护 层 钢 丝 帘 线 的 现有 结 构 和 发展 趋 势 。指 出 胎 体 钢 丝 帘 线 趋 向 于采 用 高 强 度 ( 或适 当加 大 单 丝 直 径 ) 密集 型 ; 束 工 作 层 钢 丝 帘 线趋 向 于采 用 开放 型 , 采 用 较 大单 丝 直径 ; 束 保 护 层 钢 丝 帘 线 趋 向 于 采 用 高 破 和 带 并 带
透视子午线轮胎钢丝帘线的应用与发展
现 阶段 国产 的线 材制 品在产 能和质 量 上 还难
以满足 市场 需求 。未 来钢 丝 帘 线 的发 展将 由交通 工 具 的生 产者 和拥 有 者 、轮 胎 生产 者 和使 用 者 的 要 求所 决 定 。带 束层 及 胎体 层 钢 丝帘 线 的发 展将 受 到 新轮 胎 设计 的 影 响 ,在 全 自动 生产 设备 上 所
配套 的轮胎 结 构也 相 应发 生 了变 化 。对 操 纵稳 定 性 、承 载 能力 、抗 刺 扎 、耐 疲 劳和 安全 性 能 等方 面 的要 求不 断 提 高使 得对 胎 体钢 丝 帘 线提 出 了新
的要 求 。
带 束 层 使用 的钢 丝 帘 线主 要 规 格 为 3 x 0 . 2 0+
年 高许 多 。
其 潜在 市 场 巨大 。 据 资 料显 示 ,我 国轮胎 行 业在 2 0 1 2年 轮胎 总 产量 3 . 2 5 5亿 条 ,其 中子 午线 轮胎 2 . 8 7 0亿条 ,子 午 化率 8 8 . 2 %,比上年 提 高一个 百 分 点并创 新 高 。 根 据汽 车工 业 的产 业规划 ,2 0 1 5年 实现 轮胎 子 午 化率 9 5 %以上 ,斜 交轮 胎将 被逐 渐 淘汰 。在 十 二 五 期 间 ,轮胎 行 业 将加 快 轮胎 结构 的调 整 步伐 , 着 重发 展 子午 线 轮 胎 。据 预测 ,近几 年 内我 国 的 子午 线轮 胎产 量将 以每年 l 5 %的速度 递增 ,其 中 全钢 子 午线轮 胎 将 以 1 8 %再度 递增 。2 0 1 2年 我 国 轮胎 行 业 可用 “ 风 风 雨 雨” 来 形 容 ,销 售 收 入增 长 大 幅放 缓 , 全 年销 售增 长 幅度约 为 3 %, 但 利润 却
性能提 出了更高 的要求 。向市场 提供 高性价 比的轮胎这个轮胎生产企业追求 的 目标对作 为轮胎骨 架材 料的钢
2+4×0.17UT特高强度钢丝帘线的开发
势[ 1 ] , 我公 司基 于 子 午 线 轮 胎 带 束 层 的 受 力 特 点l 3 ] , 成 功开 发 出 2 +4 X 0 . 1 7 UT 特 高强 度 钢 丝
帘 线 。现将其 主要 性能介 绍如 下 。
摘要 : 介绍 2 +4 ×o . 1 7 uT钢 丝 帘 线 的 基 本性 能 、 结 构 特 征 和 帘 布性 能 , 并与 3 ×o . 3 0 O CHT 钢丝 帘 线进 行 对 比 。
与3 X 0 . 3 0 OC HT 钢 丝 帘 线 相 比 , 2 +4 X 0 . 1 7 uT钢 丝 帘线 的线 密 度 较 小 , 破断力/ 线 密 度 和 破 断 力/ 帘 线 直 径 比 值 较 高, 可减 小 压 延 胶 片 厚 度 , 利 于提 高 轮 胎 的 承 载 能 力 和安 全 性 能 , 其 外层 4根 单 丝 采 用 3 mm 的 预 变 形 和 内层 2根 单 丝采用 1 5 mm 预 变 形 的 组合 具 有 最 佳 的 渗 胶 性 能 , 达 到全 渗 胶 , 并 可 显 著减 小帘 布 质 量 , 降 低 成本 。
密度 和破 断力 / 帘线 直径 比值 较 高 , 在 帘 布质量 相 同情 况下 , 其强 度指 数较 高 , 可有 效提 高 轮胎 的承 载 能力 和 安全 性能 。
2 . 2 钢 丝帘 线渗胶 性 能
由于 3 ×0 . 3 0 OC HT 钢丝 帘线 都是 单层 结 构
且为开放 型 , 渗胶性 能较好 , 为全渗胶 ; 2 + 4×
作者简介: 潘益民 ( 1 9 7 1 一) , 男, 江苏 江阴人 , 江 苏 宝 钢 精 密
超高强度钢丝和钢绞线的生产难点
钢丝是钢材的板、管、型、丝四大品种之一,是用热轧盘条经冷拉制成的再加工产品。
钢绞线是由多根钢丝绞合构成的钢铁制品。
强度等级是钢丝和钢绞线一个重要的性能指标,是指单位横截面积所承受的拉力,一般抗拉强度等级越高,所承受的破断拉力越大,超高强度是指强度超过3135mpa的钢丝和钢绞线,这类产品生产的难度较大,主要难点是:
1、焊接性能低
盘条中会添加的合金元素,这会使焊接性能下降。
2、拉拔困难
盘条的含碳量高、强度高,造成钢丝拉拔困难。
3、钢丝断韧
高强度高碳钢盘条拉拔时会产生大量的冷加工硬化,钢丝温度上升较快,钢丝内部会残余较多的残余应力,钢丝表面容易出现微裂纹,容易出现应力集中、裂纹扩展而造成断线。
4、扭转值不稳定。
5、大规格高强度产品的生产方法。
生产该类产品一般借助以下方法:
1、化学成分
通过高碳、高硅和cr质量分数增加到约0.3%来提高盘条和钢丝强度。
增加v、ti、ni、b、nb可以使组织晶粒细化,提高盘条的强韧性。
2、处理技术
采用优化拉拔技术、表面处理技术、镀锌技术、稳定化处理技术,生产出合格的超高强度预应力钢丝和钢绞线产品。
3、大压缩率
通过提高总压缩率来提高产品强度,将盘条直径从13mm提高到14mm,产品的强度可提高70-80mpa。
4、光整处理及合适参数
通过镀锌后光整也可以使钢丝提高强度2-8%,适当提高拉拔速度可以提高钢丝的强度指标,另外选择最佳的加热温度、张力等工艺参数,也可以使产品具有较高的强度。
(紫焰)。
提高轮胎钢帘线的强度

He ighten Strength of Steel Cord for Tyre
Xiao Ying lo ng Tra n s la te a nd Ed it
(Q ingdao Z hengw ang R efractory M a teria ls Co. 266201)
Abstract To introduce the characteristic and development situation of high strength steel cord for tyres. The effects of pa2 tenting p rocess on high carbon steel and alloy steel are analyzed in detail. The draw ing mechanism of pearlite steel w ire is inquired. It is pointed out that the slice distance of pearlite and dislocation are relative to working hardening, strain ageing can alter the mechanical p roperty. In order to heighten the strength of steel w ire, should develop high carbon Cr alloy w ire rod or B alloy w ire rod. Keywords steel cord; high strength steel w ire; draw ing; patenting
高强度钢丝的开发与应用
高强度钢丝的开发与应用钢丝帘线是生产子午线轮胎的重要骨架材料。
在轿车轮胎中,钢丝帘线主要用作带束层,而在载重子午线轮胎中钢丝帘线除作为带束层使用外还用作胎体层。
钢丝帘线的发展是随着子午线轮胎的发展而发展起来的。
在早期的子午线轮胎中使用的钢丝帘线结构比较单一,强度也比较低,一般在2200~2500MPa 左右,称为普通强度(NT)钢丝帘线。
随着子午线轮胎的发展,在钢丝帘线的结构上已有了长足的发展,用于各种轮胎的不同结构的钢丝帘线不断推出。
同时随着轮胎轻量化的要求,对高强度(HT)钢丝帘线待需求也越来越大。
高强度(HT)钢丝帘线具有优良的使用性能。
使用同样结构的高强度钢丝帘线与普通强度(NT)钢丝帘线相比,使用过程中其断裂负荷、耐冲击力、疲劳强度都能得到相应提高。
而且在能够减少钢丝帘线的用量,降低轮胎的生产成本。
因此,高强度钢丝帘线必将成为钢丝子午胎轮胎骨架材料发展的方向。
国外钢丝帘线发展起步早,技术比较先进,产品的品种齐全。
在轮胎行业中,高强度钢丝帘线使用也比较普遍。
从近几年国外轮胎剖析可见,不论是在半钢子午胎还是在全钢子午胎中、不论是在胎体还是带束层中,都能看见高强度钢丝帘线的使用。
我们国家钢丝帘线生产起步比较晚,但发展很快。
目前我国已有钢丝帘线生产企业20家,其中民营企业7家,(主要代表为江苏兴达钢丝帘线股份有限公司),合资或国外独资企业13家(以贝卡尔特公司为主要代表)。
我国钢丝帘线的年产量1998年为4.5万吨,到2008年已达88.7万吨,产能已达100万吨,10年提高了20倍。
目前仍有一些新厂正在建设中,江苏兴达钢丝帘线股份有限公司建设中的第九分厂产能达20万吨。
虽然我国钢丝帘线的产量和能力已能满足市场的需要,但高强度钢丝帘线所占的比重还比较小。
生产的高强度钢丝帘线还是以带束层钢丝为主,胎体钢丝还比较少。
这主要是因为生产高强度钢丝帘线需要使用含碳量较高的钢,耐屈挠性差,不适合做胎体。
另一方面,应用技术也是亟待开发的问题。
简述钢帘线的定义和生产工艺流程

简述钢帘线的定义和生产工艺流程一、钢帘线的定义钢帘线,又称钢芯帘绳,是一种由钢丝编织而成的产品。
它通常由多股钢丝组成,经过编织而成。
钢帘线的结构形式有单层编织和多层编织两种类型,制品可采用碳素结构,亦可采用合金结构。
其主要功能是用于加固和支撑工程结构,以及作为安全防护设施的材料。
钢帘线具有高强度、耐磨损、耐腐蚀等特点,广泛应用于建筑、公路、桥梁、隧道、海洋工程等领域。
二、钢帘线的生产工艺流程钢帘线的生产工艺包括原材料准备、绞丝、预绞束、编织、拉伸、热处理、表面处理、整经、割短等环节。
1. 原材料准备钢帘线的原材料包括高强度钢丝、钢芯、镀锌钢丝等。
这些原材料需按照生产工艺要求进行严格的化学成分和力学性能检测,以确保产品的质量。
2. 绞丝绞丝是指将多股钢丝按照一定的工艺方法进行绞制,以便进行后续的编织。
在绞丝过程中,需要控制好绞股的结构形式、绞股的对称性、绞丝的张力等参数,以确保绞股的质量。
3. 预绞束在进行编织之前,需要对绞丝进行预绞束。
预绞束是指对绞丝进行临时的绞束,以便进行后续的编织。
预绞束的质量对后续编织的质量有着重要的影响。
4. 编织编织是钢帘线生产的关键环节。
编织工艺包括编织机的调试、编织速度的控制、编织的密度和均匀度等。
在编织过程中,需要对编织机进行定期维护和检修,以确保编织机的正常运行。
5. 拉伸在编织完成后,需要对钢帘线进行拉伸处理。
拉伸是指将编织成型的钢帘线进行拉伸,以增加其强度和韧性。
拉伸的质量对产品的性能有着重要的影响。
6. 热处理经过拉伸处理的钢帘线需要进行热处理,以消除拉伸过程中产生的应力。
热处理是指将钢帘线进行加热处理,使其晶粒再结晶,从而提高其结构的稳定性。
7. 表面处理经过热处理的钢帘线需要进行表面处理,以增加其耐腐蚀性能。
表面处理主要包括镀铜、镀锌、涂漆等。
8. 整经整经是指对钢帘线进行整理,以便后续的切割和包装。
整经的质量对后续加工的质量有着重要的影响。
9. 割短经过整经的钢帘线需要进行割短处理。
帘线钢盘条的生产工艺及产品要求

帘线钢盘条的生产工艺及产品要求
1. 帘线钢盘条的生产那可真是不简单啊!就好像雕琢一件艺术品一样,得精心细致。
比如说,从原材料的选择开始就得严格把关,这可不是能随便糊弄的呀!要不然怎么能造出高质量的盘条呢?
2. 炼钢的过程就像是一场激烈的战斗,温度、成分等都要精准控制。
哎呀,就好比战士在战场上要准确出击一样!温度高了不行,低了也不行,这多考验技术啊!
3. 铸造环节也是极其关键的呀!你想想看,要是这里出了问题,那不就前功尽弃了吗?就好像建房子打基础,基础不牢,房子怎么能稳固呢?
4. 那轧制工艺呢,更是不能马虎!要把钢坯轧制成合适的尺寸和形状,这可一点都不容易啊!是不是像塑造一个完美的身材一样呢?
5. 热处理也是非常重要的一部分哦!这就好像给盘条来一次“洗礼”,让它的性能得到提升。
不好好处理行吗?当然不行啦!
6. 表面处理也很有讲究呢!要让盘条表面光滑、洁净,这多重要啊!就像人要把脸洗干净一样,给人好的第一印象。
7. 产品要求可是很高很高的哟!强度、韧性等各项指标都得达标。
这可不是开玩笑的,难道能随便对付吗?
8. 最后,成品出来啦!那可是大家努力的结晶啊!每一条帘线钢盘条都凝聚着工人们的心血呢!总之,帘线钢盘条的生产工艺和产品要求真的太重要啦,只有严格把控,才能造出好的盘条!。
胜通公司:实施高精特种钢丝智能化项目

胜通公司:实施高精特种钢丝智能化项目山东胜通钢帘线有限公司 王继峰 盖树栋山东胜通钢帘线有限公司成立于2003年10月,是一家专业从事子午线轮胎用钢帘线、胎圈钢丝、胶管钢丝、切割钢丝等高端金属制品的现代化大型企业。
2016年列入全国“两化”融合管理体系贯标试点单位。
胜通钢帘线凭借稳定的产品质量,不断扩大市场占有率,逐步成为行业内的领军企业。
客户包括普利司通、固特异、倍耐力、固铂、阿波罗、锦湖、杭州中策、三角轮胎等国内外知名轮胎厂商,产品远销美国、日本、韩国、印度等地。
一、项目概述经过近2年的考察、论证,胜通钢帘线公司决定将传统的离散型制造业与自动化、互联网、大数据等新兴行业相结合,打造全球钢丝制品业的第一家自动化、智能化生产基地。
高精特种钢丝智能化生产基地项目是山东胜通钢帘线有限公司的近年来的重点项目,项目总投资26000万元,建设期为2016年5月至2017年12月。
高精特种钢丝智能化生产基地项目于2015年完成了所需的主要基础设备建设。
后续建设分为信息化建设及自动化建设两个阶段,钢帘线三厂自动化一期项目已于2016年6月正式上线并顺利运行,2016年还陆续完成了12项信息化管理系统的图1 产品自动检测装置专题 专题开发和推进工作,计划于2017年完成钢帘线三厂全部自动化项目建设,及其配套的软件开发项目。
二、项目实施的创新性本项目是钢丝制品行业首次自动化、智能化升级改造探索,在同行业内没有任何经验可以借鉴。
钢丝制品行业是典型的离散型制造业,劳动力需求大,工艺控制点多,工艺控制复杂。
工人在日常的生产过程中,不仅要搬运、移转大量的半成品,更需要对精密的钢丝进行检查、上下料。
要实现钢丝制品行业的自动化、智能化升级改造,必须要思考如何切实降低工人的劳动强度,并解决数据如何采集、采集的数据如何分析、分析的数据如何应用等问题。
因此,从繁杂的工艺中找到自动化、智能化的切入点是实现钢丝制品业智能化升级改造的第一步,也是行业内多家企业尚未解决的问题。
钢丝帘线刚度的探讨

钢丝帘线刚度的探讨钢丝帘线刚度的探讨的相关概念帘线,帘线刚度是指帘网框架由于自身弹性或外力作用而产生的变形量与外力的比值,可用计算公式表示为:帘线刚度=变形量/外力帘线刚度,窗帘线刚度钢丝是指由钢丝或其他螺旋状材料缠绕而成的圆柱形螺丝制品,具有极高的韧性和弹性参数,能够抵抗大风力作用。
这种钢丝可以帮助窗帘抵抗风力、抗拉力和抗压力,从而使窗帘维持其形状不变,为室内提供良好的通风和窗户更新空气的效果。
钢丝帘线刚度的探讨,钢丝帘线刚度是用来衡量钢丝帘线弹性特性的一个重要指标,它可以反映钢丝帘线弹性质量和耐久性。
本文将从材料、结构和外部条件三个方面对钢丝帘线的刚度进行探讨。
首先,材料是影响钢丝帘线刚度的一个重要因素。
钢丝帘线所使用的材料是高强度钢丝,一般情况下,钢丝的强度越高,它的刚度也就越高。
同时,材料的组成也会影响钢丝帘线的刚度,如含碳含量较低的钢索,其弹性模量比含碳含量较高的钢索要大得多,因而具有更高的刚度。
其次,结构也会影响钢丝帘线的刚度。
钢丝帘线的结构和外观可以分为单绞线、双绞线和多绞线。
比如,在相同的材料条件下,单绞线的钢丝帘线刚度要低于双绞线和多绞线,因此,如果希望钢丝帘线具有更高的刚度,可以使用双绞线或多绞线的结构。
最后,外部条件也会影响钢丝帘线的刚度,主要是温度和湿度。
随着温度的升高,钢丝帘线的刚度会降低,这是因为高温环境可能会导致钢丝帘线材料的变形和弹性性能的降低;而高湿度环境也会造成钢丝帘线材料的腐蚀,从而降低钢丝帘线的刚度。
总之,钢丝帘线的刚度受材料、结构和外部条件的共同影响,管理者应根据实际使用环境选择合适的材料和结构,并保证外部条件的合理,以确保钢丝帘线的刚度达到要求。
为什么需要钢丝帘线刚度的探讨。
(1)探讨钢丝帘线刚度的意义在于可以确定钢丝帘线的强度性能,从而更好地选择和使用材料,确保钢丝帘线性能的安全可靠。
(2)探讨钢丝帘线刚度的意义在于可以更准确地测量工程结构强度,从而保证结构设计的安全可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
证索氏体形态沿拉拔方向伸长而不破裂 。若部分
压缩率过高 ,很快就可在钢丝组织内部观察到渗 碳体片的破裂 ,当总压缩率超过 60 %时 ,渗碳体 片几乎全部破裂并导致钢丝发生脆断 。经对比试
验认为 ,拉拔高强度钢丝帘线单丝时的部分压缩 率以 12 %~14 %为宜 。
为了保证高强度钢丝帘线单丝拉拔的部分压
1114
Hale Waihona Puke 51341 760
一样 上升 1911 % HT 与 N T 对比
一样
一样 上升 1713 %
3158
960
3 + 9 + 15 ×01175 + 0115
1134
5142
1 670
3106
980
3 ×0120 + 6 ×0135 HT
1114
5134
1 760
下降 1415 % 上升 2 % HT 与 N T 对比
6 56 轮 胎 工 业 2002 年第 22 卷
(1) ]和屠林科夫公式[ 式 (2) ] ,可得拉拔总压缩率
与钢丝拉拔前后抗拉强度的关系[ 式 (3) ] 。
Q = 1 - ( d/ D) 2
(1)
σb = KσB D/ d
强度钢丝帘线的物理性能对比 。
表 4 兴达公司高强度和普通强度钢帘线物理性能指标对比
结 构
2 + 2 ×0125N T 2 ×0130 HT HT 与 N T 对比 2 + 2 ×0125N T 2 + 2 ×0125 HT HT 与 N T 对比 2 + 2 ×0138N T 2 + 2 ×0135 HT HT 与 N T 对比
(2)
Q = 1 - ( KσB/σb) 4
(3)
式中 Q ———拉拔总压缩率 , % ;
D ———拉拔前直径 ,mm ;
d ———拉拔后直径 ,mm ;
σB ———拉拔前抗拉强度 ,M Pa ;
σb ———拉拔后抗拉强度 ,M Pa ;
K ———修正因数 ,取值为 0195~1105 。
通过式 (3) 可以计算出拉拔帘线单丝时的总
表 3 不同等级 2 ×0130 钢丝帘线的性能[1 ]
项 目 断裂负荷/ N 冲击力/ N 疲劳强度 3 / MPa
NT
HT
392
444
112
132
850
1 050
注 : 3 钢帘线埋在胶料中 ,用旋转弯曲疲劳试验法测定 。
代 2 + 2 ×0125N T (帘布密度为 719 根·cm - 1) 钢
由表2可见 ,高强度钢丝帘线单丝与普通强 度钢丝帘线单丝相比 ,抗拉强度 、屈服强度提高 10 %以上 ,但扭转值降低约 15 %。
由于高强度钢丝帘线单丝的抗拉强度和屈服 强度都较高 ,捻制钢丝的工艺性能 ,如残余应力和
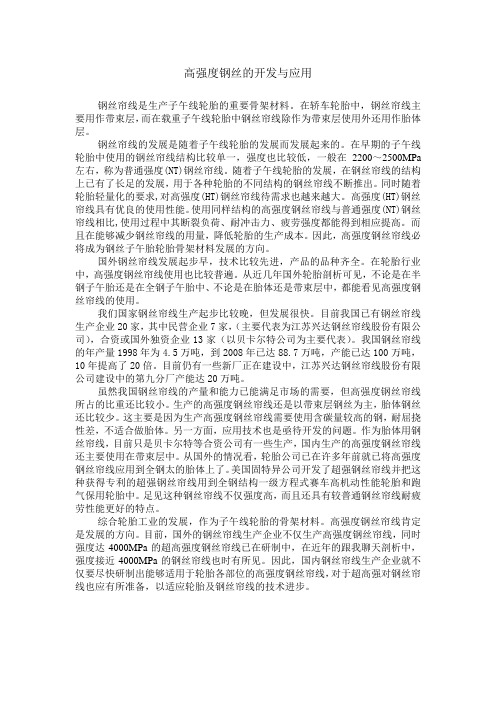
图 1 冷却速度对过共析钢中先共析渗碳体析出的影响 ×—珠光体 + 先共析渗碳体 ; ○—珠光体
关键词 :高强度钢丝 ;钢丝帘线 中图分类号 : TQ330138 + 9 文献标识码 :B 文章编号 :100628171 (2002) 1120655203
高强度 ( H T) 钢丝帘线的断裂负荷 、耐冲击性 能和疲劳强度比普通强度 (N T) 钢丝帘线分别高 10 % ,15 %和 20 %以上[1 ] 。随着轮胎向轻量化发 展 ,高强度钢丝帘线的需求量越来越大 。现将我 公司高强度钢丝帘线的研制情况介绍如下 。
1 高强度钢丝帘线用原材料 理论上 ,只要增大钢丝冷拔总压缩率 ,就可以
得到高强度的钢丝 。但在实际生产中 ,由于受到 多种因素的制约 ,达到较高的总压缩率难度很大 。 例如 ,钢丝被冷拔到一定程度之后 ,断丝率会大大 升高 ,使工业化生产无法正常进行 ,未断钢丝的塑 性和韧性也会逐渐下降 ,在捻制时钢丝表面容易 出现分层 ,甚至断丝 。因此 ,高强度钢丝帘线对其 所用的原材料 (钢盘条) 提出了更高的要求 。
我公司在研制高强度钢丝帘线时与国外多家 著名钢铁公司进行了技术交流 ,并试用了他们的 高碳优质专用钢盘条 ,最终确定我公司高强度钢 丝帘线专用钢盘条的技术指标 。高强度和普通强 度钢丝帘线用钢盘条的性能指标对比见表 1 。
2 高强度钢丝帘线生产工艺 211 工艺流程
高强度钢丝帘线生产工艺流程为 :盘条
丝帘布制作轮胎进行试验 。结果耐磨耗指数从
100 提高到 113 。
我公司可以批量生产 2 ×0130 H T , 2 + 2 ×
0125 H T ,2 + 2 ×0135 H T , 2 + 7 ×0128 H T , 3 ×
0120 + 6 ×0135 H T 等规格的高强度钢丝帘线 。
表 4 所示为我公司生产的高强度钢丝帘线与普通
拉拔的目的是将粗钢丝通过模孔拉制成所需 形状和尺寸的细钢丝 ,同时要满足标准所规定的 性能和质量要求 ,尤其是力学性能要求 。
在高强度钢丝帘线生产过程中要经历 3 次拉 拔 ,其中帘线单丝拉拔尤为重要 。帘线单丝拉拔 工艺有两个要点 :一是总压缩率的选择 ;二是部分 压缩率的选择 。
(1) 总压缩率的选择 几乎所有碳钢丝的抗拉强度 、屈服强度和弹 性都随总压缩率的增大而增大 ,但塑性和韧性指 标 ,如断裂伸长率 、断面收缩率 、扭转值和弯曲值 下降 。因此在实际生产中 ,选择总压缩率时不仅 要考虑帘线单丝的强度要求 ,而且要综合考虑帘 线单丝的塑性和韧性指标要求 。 根据总压缩率与钢丝拉拔前后直径关系 [ 式
第 11 期 胡自明等 1 高强度钢丝帘线的研制开发 65 5
高强度钢丝帘线的研制开发
胡自明 ,蒋日勤
(江苏兴达钢帘线股份有限公司 ,江苏 兴化 225721)
摘要 :介绍了高强度钢丝帘线的原材料 、生产工艺流程和物理性能 。拉拔高强度钢丝应采用多道次 、每次较小的 部分压缩率进行 。单丝总压缩率一般为 9515 %~9715 % ,每次拉拔的部分压缩率为 12 %~14 %。铅淬火热处理工艺 中一定要控制不出现先共析渗碳体 。还对普通与高强度钢丝帘线性能进行了对比 。
3 不同强度等级钢丝帘线性能对比 表 3 示出了用两种强度等级钢丝捻制的 2 ×
0130 钢丝帘线的力学性能比较 。 由表 3 可以看出 ,高强度钢丝帘线的断裂负
荷 、冲击力和疲劳强度比普通强度钢丝帘线分别 高 13 % ,17 %和 23 %。
固特异曾系统地研究过高强度钢丝帘线 ,并 用2 + 2 ×0130 H T ( 帘布密度为417根·cm - 1 ) 取
表 2 各等级钢丝帘线单丝性能比较
项 目
抗拉强度/ MPa 屈服强度 (泊松比为 0. 2) ) / MPa 扭转值 (200 ×Φ) 弯曲值 ( R = 0. 75 mm) 疲劳强度/ MPa
注 :单丝直径为 0130 mm 。
NT
2 850 2 630
87 21 1 033
HT
3 217 3 000
2 + 7 ×0128 HT
1106
4145
1 550
下降 2615 % 下降 613 % HT 与 N T 对比
上升 1512 % 上升 2219 % 上升 3712 %
1155
470
3 ×0120 + 6 ×0135N T
1114
5134
1 500
1155
560
3 ×0120 + 6 ×0135 HT
缩率合理分配 ,我公司专门研制了 XD2TB6 型 25 模水箱拉丝机 。采用该机增加了拉拔道次 ,减小 了部分压缩率 ,从而保证了高强度帘线单丝的顺 利拉拔 ,并使单丝同时具有较高的强度和较好的 韧性 ,为捻股或捻绳创造了条件 。 213 铅淬火热处理工艺[2 ]
传统观点认为 ,碳含量较高的过共析钢拉拔 性能不好 。但事实上 ,只要在钢丝铅淬火时将先 共析渗碳体质量分数控制为零 ,得到单一的细片 状珠光体 (即索氏体) ,就可使钢丝具有很好的拉 拔性能 。图 1 所示为冷却速度对过共析钢中先共 析渗碳体析出的影响 。
72 20 1 133
第 11 期 胡自明等 1 高强度钢丝帘线的研制开发 65 7
表面质量很难控制 ,因此在捻制高强度钢丝帘线 时要充分考虑到高强度钢丝帘线单丝强度高 、扭 转值低等因素 ,控制好捻股机的收 、放线张力 ,牵 引张力 ,矫直器压下量和过捻速比等工艺参数 。
NT
0170~0175 0140~0160 0115~0130
≤01020 ≤01020 ≤01030 1 040 ±50
≥40
HT
0180~0185 0140~0160 0115~0130
≤01020 ≤01020 ≤01030 1 140 ±50
≥35
预处理粗丝拉拔 中丝气体保护热处理 中 丝拉拔 铅淬火热处理电镀黄铜 帘线单丝 拉拔 钢丝帘线捻制 包装 。 212 拉拔工艺
帘线直径/ mm
0163 0160 下降 418 % 0163 0163 一样
0199 0194 下降 5 %
线密度/ (g·m - 1)
断裂负荷/ N
结 构
帘线直径/ mm
线密度/ (g·m - 1)
断裂负荷/ N
1155
470
3 + 9 ×0122N T
0192
3162
1 130
1114
440
由图 1 可见 ,对于含碳量不同的过共析钢 ,控 制钢丝在铅淬火时不出现先共析渗碳体的关键是
控制钢丝的冷却速度 。 由图 1 还可看出 ,随着转变时过冷度的增大 ,
析出的先共析渗碳体逐渐减少 ,当过冷度达到一 定程度之后 ,便不再析出先共析相 。接近共析成 分的钢将全部转变为珠光体组织 ,这种含碳量接 近共析成分的珠光体称为伪共析体 。一般过冷奥 氏体转变温度越低 ,形成伪共析体组织的含碳量 范围就越大 。