注塑机冷却水系统工程
注塑机冷水机工作原理

注塑机冷水机工作原理引言概述:注塑机冷水机是注塑机生产过程中不可或者缺的重要设备,其作用是通过循环冷却水来控制注塑机的温度,保证塑料材料在注塑过程中达到最佳的流动性和成型效果。
本文将详细介绍注塑机冷水机的工作原理。
一、冷水机的工作原理1.1 冷水机的制冷循环系统冷水机的制冷循环系统由压缩机、冷凝器、膨胀阀和蒸发器组成。
压缩机将低温低压的蒸汽吸入,压缩成高温高压的蒸汽,然后通过冷凝器散热冷却,变成高压液体。
高压液体通过膨胀阀减压后,变成低温低压的液体,进入蒸发器吸收热量,再次变成低温低压的蒸汽,循环往复。
1.2 冷水机的冷却循环系统冷水机的冷却循环系统由水泵、冷却塔、水箱和冷却管道组成。
水泵将冷却水从水箱中抽取,通过冷却管道流经注塑机的模具和机器部件,吸收热量后流回水箱。
冷却水通过冷却塔散热,再次循环供给注塑机使用。
1.3 冷水机的控制系统冷水机的控制系统通过传感器监测注塑机的温度,根据设定的温度范围来控制冷水机的制冷和冷却循环。
当注塑机需要降温时,控制系统会启动冷水机,调节制冷循环和冷却循环,保持注塑机在设定的温度范围内稳定运行。
二、冷水机的应用范围2.1 注塑机生产在注塑机生产过程中,冷水机可以有效控制注塑机的温度,保证塑料材料在注塑过程中达到最佳的流动性和成型效果,提高生产效率和产品质量。
2.2 金属加工冷水机也广泛应用于金属加工行业,如激光切割、冲压、铸造等工艺中,通过冷却金属材料和设备,保持加工过程中的稳定温度,提高加工精度和效率。
2.3 化工生产在化工生产中,冷水机可以用于冷却反应釜、冷却塔、冷却设备等,控制反应温度,保证化工生产过程的安全和稳定。
三、冷水机的优势3.1 高效节能冷水机采用闭式循环系统,能够循环利用冷却水,减少能源消耗,提高能效比,节约能源成本。
3.2 稳定可靠冷水机采用先进的控制系统和稳定的制冷循环系统,能够实时监测温度变化,保证设备稳定运行,提高生产效率。
3.3 环保节能冷水机采用环保冷媒和高效节能设计,减少对环境的影响,符合现代节能环保的发展趋势。
注塑冷却水塔工作原理
注塑冷却水塔是一种常用的工业设备,用于为注塑机等设备提供冷却水,以控制设备的温度,确保正常工作。
它的工作原理可以简单描述如下:
1. 冷却水循环:冷却水塔通过水泵将水抽取到塔内,并通过水管系统循环供应给注塑机或其他需要冷却的设备。
2. 喷淋方式:在冷却塔的顶部有一个喷淋系统,它将冷却水均匀地喷淋到塔内。
冷却水从顶部沿着填料板或喷淋丝网流下来,形成一个向下的水帘。
3. 空气对流:冷却塔的一侧设有一台大型风扇或风机,它通过将空气吹拂到水帘上,使水与空气发生热交换。
由于水的温度高于空气,水中的热量会通过蒸发和换热的方式传递给空气,从而降低水的温度。
4. 热量排放:冷却塔的另一侧通常有一个排气口或冷却塔废气系统,用于排放热量交换后的空气。
通过排气,冷却塔有效地将热量从水中转移到环境中,实现冷却效果。
冷却水塔的工作原理是基于水的蒸发和热量传递的原理。
通过不断循环注塑机产生的热水,并与通过风扇的空气进行热
交换,使水温下降。
这样可以减少注塑机等设备的温度,确保设备正常运行,并避免因温度过高引起的损坏或故障。
需要注意的是,不同型号和规格的冷却水塔可能会有一些细微的差别,但以上是其基本的工作原理。
如果您需要详细了解特定冷却水塔的工作原理和操作说明,建议参考设备制造商提供的相关文档或咨询专业技术人员。
注塑机冷水机工作原理
注塑机冷水机工作原理引言概述:注塑机冷水机是注塑加工过程中必不可少的设备之一,它通过循环冷却水来控制注塑机的温度,从而保证注塑过程的稳定性和产品质量。
本文将详细介绍注塑机冷水机的工作原理,包括循环系统、制冷系统、控制系统、安全系统和维护保养。
一、循环系统:1.1 冷却水循环:注塑机冷水机通过水泵将冷却水从水箱中抽出,经过冷却塔进行散热后再送回注塑机进行循环使用。
1.2 水箱设计:水箱是冷却水的储存和供应装置,通常采用不锈钢材质,具有一定的容积和压力。
1.3 水泵控制:水泵负责将冷却水抽送到注塑机,通常采用变频控制方式,根据注塑机的实际需求来调整水泵的工作频率和水流量。
二、制冷系统:2.1 压缩机:注塑机冷水机的制冷系统采用压缩机来提供制冷剂的压缩和循环。
常见的压缩机有活塞式和螺杆式两种。
2.2 冷凝器:制冷剂在压缩机的作用下变为高温高压气体,经过冷凝器的散热作用后,变为高压液体。
2.3 膨胀阀和蒸发器:高压液体通过膨胀阀进入蒸发器,蒸发器内的制冷剂吸收注塑机的热量,同时变为低温低压气体,再次进入压缩机循环。
三、控制系统:3.1 温度控制:注塑机冷水机通过传感器监测注塑机的温度,根据设定值自动调节冷却水的温度,保持注塑机的稳定工作温度。
3.2 压力控制:冷水机的水泵工作需要根据注塑机的压力需求来调节,通过压力传感器实时监测注塑机的压力,并自动调节水泵的工作状态。
3.3 故障报警:冷水机配备有故障报警系统,当冷却水温度异常、水泵故障或者制冷系统异常时,会及时发出警报以提醒操作人员。
四、安全系统:4.1 过载保护:冷水机的压缩机和水泵都具有过载保护功能,当负载过大时会自动停机,避免设备损坏。
4.2 温度保护:冷水机配备有温度传感器,当冷却水温度过高或者过低时,会自动停机以保护设备和注塑机。
4.3 水泵保护:冷水机的水泵具有干运行保护功能,当水泵缺水或者水泵故障时,会自动停机以避免损坏。
五、维护保养:5.1 定期清洗:冷水机的水箱、冷凝器和蒸发器需要定期清洗,保持良好的散热效果。
DEC注塑培训手册

拉伸强度 断裂伸长率 最高连续使用温度 成型收缩率 热变形温度(0.45MPa) 熔融温度
%
℃ ℃
1.5~5.0
38~50 108~126
2.5~6.0
60~80 126~137
1.2几种常见塑料的性能
聚酰胺 (PA)
聚酰胺俗称尼龙,是不会霉烂的淡黄色至琥珀色透明或半透明的固体物,现 有品种很多,并有很好的综合性能:耐磨、坚韧、轻量、耐化学药品、耐 热、耐寒、易成型、自润滑、无毒、易染色。多数聚酰胺有自熄性,但也 有可燃的,燃烧缓慢,且火焰传播速度慢,离火后慢慢熄灭。 结晶性料,熔点高,熔融温度范围较窄,熔融状态热稳定性差,料温超过 300℃,滞留时间超过30分钟即为分解。 较易吸湿,成形前应预热干燥,并应防止再吸湿,含水量不得超过 0.3%, 吸湿后流动性下降,易出现气泡,银丝等弊端,高精度塑件应经调湿处理 ,处理后发生尺寸胀大。 流动性极好,溢边值一般为0.02毫米,易溢料,要发生”流延现象”用螺杆 式注射机注射时喷咀宜用自锁式结构,并应加热,螺杆应带止回环。 成形收缩率范围大,收缩率大,方向性明显,易发生缩孔,凹痕、变形等 弊病,成形条件应稳定。 融料冷却速度对结晶度影响较大,对塑件结构及性能有明显影响,故应正 确控制模温,一般为20-90℃按壁厚而造,模温低易产生缩孔,结晶度低等 现象,对要求伸长率高,透明度高,柔软性较好的薄壁塑件宜取低,对要 求硬度高,耐磨性好,以及在使用时变形小的厚壁塑件宜取高。
冲击强度(缺口) 洛氏硬度 热变形温度 (0.45MPa)
kJ/m2 R
2.2~5.0 95~105
℃ %
100~116 1.0~2.0
成型收缩率
1.2几种常见塑料的性能
聚乙烯 (PE)
关于注塑机车间的冷凝水循环利用的方案
目录目录 (1)一、企业简介 (1)二、工程范围 (2)本工程的设计、施工、设备安装及调试。
(2)三、设计依据 (2)1、厂方提供数据 (2)2、设计原则 (4)3、管道的选用。
(4)四、工艺流程: (5)1、油冷器开式冷却水供回水流程 (5)2、模具冷冻机流程 (5)3、水冷式空调冷却水流程示意图 (5)五:技术要求 (5)六、工程估算 (6)1、工程汇总表 (6)2.工程预算书 (6)3、主材一览表 (10)4、辅材一览表 (13)5、人工汇总表 (16)一、企业简介苏州威辰环境工程有限公司成立于2003年,系苏州市高新区环保产业协会会员单位,主要从事污水、冷却循环水、纯水及工业废气的治理工程。
先后治理过油脂化工、电子线路板、电镀、喷涂、大型酒店及太湖周边农村生活污水;电梯部件生产企业、塑料生产企业冷却循环水;彩钢板生产线、喷涂、酸雾废气的治理。
公司所承接工程都先后通过业主和环保部门验收。
公司和周边各区环保部门建立了非常好的协调沟通能力。
公司长期协作单位有:日立化成(苏州)有限公司;旭化成复合塑料(苏州)有限公司;富士胶片(苏州)映像机器有限公司;群鑫电子(苏州)有限公司;苏州捷美电子有限公司;苏州同信彩色金属板有限公司;苏州宝成实业有限公司;华润超市集团;万盛实业有限公司;苏州市新华美塑料有限公司;苏州市工业设备安装公司;苏州市吴中区水务局等。
公司有自主设计、设备制作、工程设备安装及调试及能力。
公司典型工程案例:苏州天然油脂化工有限公司废水处理工程苏州莱福特柔性线路板有限公司废水处理工程威特电梯(苏州)有限公司废水处理回用工程华诚国际新锦江大酒店生活污水处理工程同信彩色金属板有限公司废气及废水处理工程旭化成复合塑料(苏州)有限公司废气、废水及冷却水循环使用工程二、工程范围本工程的设计、施工、设备安装及调试。
三、设计依据1、厂方提供数据:嘉善注塑厂新厂房现有注塑机48台,分东区PS车间、西区MB车间两个部分,一车间北排21台为普通海天注塑机,南排20台为伺服电机注塑机,准备新购的14台也是伺服电机注塑机,南二车间北排5台为普通海天注塑机,以后待购的10台也是伺服电机注塑机,新伺服电机注塑机(约200T)油冷器水管流量为普通机的1/3,(水量计:2.28×1/3=0.76T/H)/①:东区PS车间厂房内现有注塑机25台(预留15台);机型数量油冷器需冷却水水量模具需冷却水水量功率KW470T 1 4.65T/H 2.52 T/H 76360 T 1 3.81 T/H 2.04 T/H 57 250 T 2 3.01 T/H 1.74 T/H 54 200 T 1 2.28 T/H 1.56 T/H 32 150 T 6 1.56 T/H 0.78 T/H 25 预留新伺服200T 5 0.76 T/H1.56 T/H 北区小计 16 30.08 T/H 22.08 T/H 新伺服150T 1 0.52 T/H 0.78 T/H 25 新伺服110T 4 0.52 T/H 0.78 T/H 24 新伺服80T 2 0.52 T/H 0.5 T/H 17 新伺服58T 2 0.52 T/H 0.5 T/H 17 预留新伺服电机300T 5 0.78 T/H1.55 T/H 南区小计 14 8.48 T/H 14.1 T/H 700T 2 11.6 T/H 4.54 T/H 119 500T 2 5.67 T/H2.5 T/H 97 40T 1 1.14 T/H 9.6 T/H 9 预留新伺服200T 5 0.76 T/H 1.56 T/H 二车间北区小计 10 39.48 T/H22.84 T/H②:西区MB 车间厂房内注塑机22台(预留10台)③:三个分区冷却水合计:分区 数量油冷器需冷却水水量模具需冷却水水量 PS 北区小计 16 30.08 T/H 22.08 T/H MB 北区小计 15 40.1 T/H 27.84 T/H 一车间北区合计 31 70.18 T/H49.92 T/H机型数量 油冷器需冷却水水量 模具需冷却水水量 功率KW 470T 3 4.65T/H 2.52 T/H 75 360 T 1 3.81 T/H 2.04 T/H 57 320 T 2 3.09 T/H 1.74 T/H 60 300 T 1 3.09 T/H 1.74 T/H 48 280 T 1 3.09 T/H 1.74 T/H 45 250T1 3.09 T/H 1.74 T/H 54 预留新伺服200T5 0.76 T/H 1.56 T/H 北区小计 15 40.17 T/H 27.8 T/H 新伺服200T 1 0.75 T/H 1.56 T/H 32 新伺服180T 1 0.76 T/H 1.56 T/H 25 新伺服150T 3 0.52 T/H 0.78 T/H 25 新伺服120T 2 0.52 T/H 0.78 T/H 25 新伺服110T 1 0.52 T/H 0.78 T/H 24 新伺服80T 3 0.52 T/H 0.6 T/H17 预留新伺服电机200T 5 0.78 T/H1.56 T/H 南区小计 16 10.0 T/H 14.4 T/HPS南区小计14 8.48 T/H 14.1 T/HMB南区小计21 10.8 T/H 17.4 T/H一车间南区合计30 18.48 T/H 31.5 T/H二车间北区小计10 39.4 T/H 22.84 T/H一、二车间总计55 128.14 T/H 108.25 T/H④:冷冻机水:设备数量单台水量水量合计PS北区小计 3 47.5 T/H 142.5 T/H (冷却水)MB北区小计 3 39 T/H 117 T/H (冷却水)⑤:空调冷却水:设备数量单台水量水量合计水冷空调 5 9.4 T/H 47 T/H (冷却水)⑥:总水量:冷冻水总量117t/h,冷却水总量317.6t/h2、设计原则①:PS车间和MB车间注塑机合并供水,分:一车间北区、一车间南区、二车间北区三个区域,分别满足生产冷却水所需压力和温度、水量。
塑料注射成型机PLC控制系统设计

摘要注塑机控制系统是注塑机整机的一个重要组成部分,其性能优劣对整机至关重要。
本论文首先确定了注塑机控制系统的设计方案与思路,经过与单片机控制、微机控制、继电接触器控制等控制系统相比较,决定采用PLC来实现对注塑机各动作的控制。
确定了PLC输入和输出接口的属性,将注塑机的所有检测开关、限位开关、手动操作开关和主令开关等,进行确切地分类和编号,从而确定了I/O口的数量。
根据输入输出的数量、类型确定PLC的型号为FX2N-MR。
完成了注塑机主电路和控制电路等硬件电路的设计。
软件设计方面,根据注塑机各个动作制出注塑机的工艺流程图。
根据此工艺流程图,设计出注塑机的动作流程图,根据动作流程图写出注塑机的状态转移图,并依据状态转移图写出步进梯形图。
关键词:注塑机,控制系统,状态转移图,步进梯形图目录摘要............................................................. 第一章绪论.. 01.1塑料机械行业概述 01.2国内外注塑机的研究现状 01.3注塑机的发展趋势 (2)第二章注塑机系统概述 (4)2.1注塑机的组成 (4)2.2注塑机的分类 (5)2.3注塑机控制系统的抗干扰措施 (6)第三章注塑机控制系统的设计方案和思路 (9)3.1注塑机控制系统设计的主要内容和工艺分析 (9)3.2设计的思路和方案 (10)第四章注塑机的PLC控制系统硬件和软件设计 (13)4.1输入输出点的继电器属性 (13)4.2PLC机型的选择 (14)4.3输入输出地址分配表 (15)4.4主电路的设计 (17)4.5控制电路的设计 (18)4.6注塑机的动作流程 (19)4.7程序设计 (23)第五章总结与展望 (33)5.1结论 (33)5.2展望 (34)致谢 (35)参考文献 (36)第一章绪论1.1 塑料机械行业概述从20世纪50年代技术创新推出了螺杆式塑料注射成型机至今已有50多年的历史。
注塑机冷水机工作原理
注塑机冷水机工作原理注塑机冷水机是注塑加工中常用的辅助设备,主要用于控制注塑机模具的温度,确保注塑产品的质量和生产效率。
注塑机冷水机通过循环冷却水来降低模具温度,以防止塑料熔融后的融胶在模具中的停留时间过长,从而影响产品的尺寸精度和外观质量。
注塑机冷水机的工作原理如下:1. 循环系统:注塑机冷水机包含一个循环系统,由水泵、冷却器、冷却塔、水箱和管道组成。
水泵负责将冷却水从水箱抽取出来,经过冷却器冷却后再回流到模具中进行循环。
2. 冷却器:冷却器是注塑机冷水机的核心部件,通过制冷剂的循环流动来实现冷却水的冷却。
冷却器内部有一个压缩机、冷凝器、膨胀阀和蒸发器。
制冷剂在压缩机的作用下被压缩成高温高压气体,然后通过冷凝器散热变成高温高压液体。
接着,高温高压液体通过膨胀阀减压,变成低温低压液体,进入蒸发器与冷却水进行热交换,使冷却水温度降低。
3. 冷却塔:冷却塔是注塑机冷水机的重要组成部份,主要用于散热。
冷却塔内部有多个填料层,冷却水从塔顶喷淋下来,与空气进行接触,通过蒸发散热,使冷却水温度降低。
同时,冷却塔还有一个风机,用于增加空气流动,加速冷却效果。
4. 控制系统:注塑机冷水机还配备了一个控制系统,用于监控和调节冷却水的温度和流量。
控制系统可以根据注塑机的工作需求,自动调节冷却水的温度,确保模具温度的稳定性。
注塑机冷水机的工作流程如下:1. 开机准备:首先,检查冷却水的水位和水质,确保水箱中有足够的冷却水,并且水质符合要求。
然后,打开冷却水泵和冷却塔风机的电源,启动冷却系统。
2. 循环冷却:冷却水泵开始工作,将冷却水从水箱中抽取出来,通过管道送入模具中。
冷却水在模具中与热塑料进行热交换,吸收热量后温度升高,并返回冷却器。
3. 冷却水的冷却:冷却器中的制冷剂开始循环流动,制冷剂通过冷凝器散热,使冷却水温度降低。
降温后的冷却水再次进入模具进行循环,以维持模具温度的稳定。
4. 散热:冷却塔风机开始工作,增加空气流动,加速冷却效果。
注塑机冷却水系统工程
注塑机冷却水系统工程
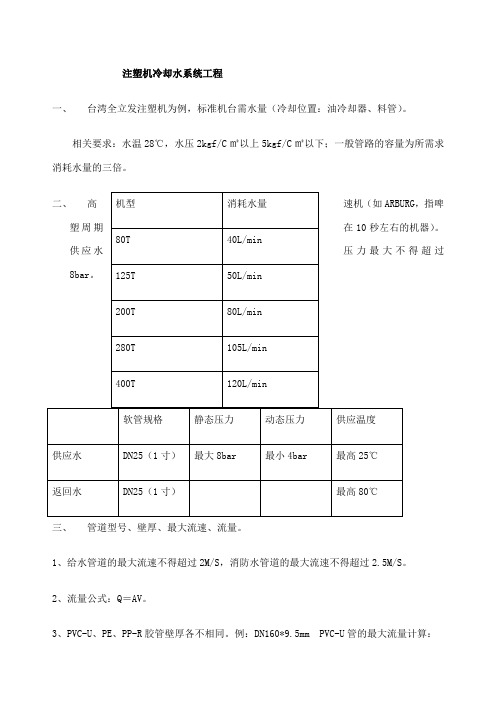
一、台湾全立发注塑机为例,标准机台需水量(冷却位置:油冷却器、料管)。
相关要求:水温28℃,水压2kgf/C㎡以上5kgf/C㎡以下;一般管路的容量为所需求消耗水量的三倍。
,指啤。
得超过
三、管道型号、壁厚、最大流速、流量。
1、给水管道的最大流速不得超过2M/S,消防水管道的最大流速不得超过2.5M/S。
2、流量公式:Q=AV。
3、PVC-U、PE、PP-R胶管壁厚各不相同。
例:DN160*9.5mm PVC-U管的最大流量计算:
A、管径横截面:(∏)×【(+)/2】平方米=×=0.0156平方米。
B、流量计算:×2M/S×3600S=吨/小时。
4、我厂部分管道规格/流量:DN160*吨/小时, DN110*吨/小时,
DN90*吨/小时。
(材料均为PVC-U,承压级别)
四、注塑车间冷却水配置
*两台辅助设备按一台标准机(200T)用水量计算。
*以上用水量均以200T标准机计算,机台大小用量不同。
*高速机啤塑周期较标准机快2-3倍,因此总需水量以三倍换算。
*冷却塔配置需比总需水量较大一级。
*机台释放的热量越多,冷却水塔的制冷功率需越大。
*水的比热容为kg.℃,即:1KG的水降1℃所释放的热量为。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑机冷却水系统工程
一、台湾全立发注塑机为例,标准机台需水量(冷却位置:油冷却器、料管)。
相关要求:水温28℃,水压2kgf/C㎡以上5kgf/C㎡以下;一般管路的容量为所需求消耗水量的三倍。
二、高速机(如ARBURG,指啤塑周期在10秒左右的机器)。
供应水压力最大不得超过8bar。
三、管道型号、壁厚、最大流速、流量。
1、给水管道的最大流速不得超过2M/S,消防水管道的最大流速不得超过2.5M/S。
2、流量公式:Q=AV。
3、PVC-U、PE、PP-R胶管壁厚各不相同。
例:DN160*9.5mm 1.6mpa PVC-U管的最大流量计
算:
A、管径横截面:3.14(∏)×【0.16-(0.0095+0.0095)/2】平方米=3.14×
0.0705=0.0156平方米。
B、流量计算:0.0156×2M/S×3600S=112.32吨/小时。
4、我厂部分管道规格/流量:DN160*9.5/112.32吨/小时, DN110*6.6/52.96吨/小时,
DN90*12.3/24.17吨/小时。
(材料均为PVC-U,承压级别1.6mpa)
四、注塑车间冷却水配置
*以上用水量均以200T标准机计算,机台大小用量不同。
*高速机啤塑周期较标准机快2-3倍,因此总需水量以三倍换算。
*冷却塔配置需比总需水量较大一级。
*机台释放的热量越多,冷却水塔的制冷功率需越大。
*水的比热容为4.2kcal/kg.℃,即:1KG的水降1℃所释放的热量为4.2kcal。