ZJ17卷接机组Z型梗丝分离装置的改进设计探讨
ZJ17卷接机吸风装置的改造研究
c i g a r e t t e b r a nd s, Re c o g n i z e d u s i n g is f h b o n e d i a g r a m c l o s e r s u c t i o n d r u m i s c a u s e d b y t h e e n d o f t he h o l e i s b l o c k e d c i g a r e t t e t i p p i n g p a p e r c l i p s l a r g e n u mb e r o f ma i n l y . Me a s u r e s
王强 王中亚
山东 中烟工 业有限责任 公 司滕 州卷烟厂 ,山东 滕 州 2 7 7 5 0 0
I mp r ove men t Res ear ch r es of SU Ct i o n dev i cee i n Zd1 7
Wa n g Qi a n g, W a n g Z h o n g y a
Ab s t r a c t I n o r d e r t o s o l v e p r o b l e ms s u c h a s Co r k p a p e r c l i p e n d i n t he p r o c e s s a f t e r c h a n g i n g
k i d n e y — s ha pe d s l o t t o i n c r e a s e he t s u r f a c e a r e a o f t h e v e n t . I mp l e me n t a t i o n r e s u l t s i n d i c a t e t h a t t h e” e n d o f t he c o r k p a p e r c l i p ” Th e ma i n q u a l i t y i s s u e s a r e e f f e c t i v e l y c o n t r o l l e d . Ke y wo r d s
ZJ17卷接机组烟梗中烟丝提取回收装置的研制【烟厂QC成果】

班次 停机原因
生产 时间
考虑安装位置需加工支架等,成本较高
安全系数高
采用等距排孔直吹分离法
等距排孔直吹法能够均匀有效吹 分梗丝
需加工吹分器等组件并等距均匀 打孔,成本较高
安全系数高
制作安装周期短 制作单出风管技术难度较低
制作安装周期较长 吸附法安装空间有限,安装难度偏高
制作安装周期较长 吹分器需等距打孔,技术难度较高
04.提出并确定最佳方案
取回收装置的研制 查新时间
一、查新目的:
二、查新地址:
三、查新点与查新要求 查新点: 查新要求:
四、查新结果
02. 选择课题
经过对有关的科技文献、专利、成果等资料进行全面检索,现有的检索领域内没有相 关文献和专利。小组查询“国家局”网站QC成果,发现行业曾有卷烟工厂开展过梗丝分离 装置研制的课题,但是在二次分选装置出口处没有此类装置的发明。
烟支刺破数量 (支)
含梗率
含末率
(工艺要求: 工艺要求:
≤0.5%) (<3.5%)
含水率 工艺要求: (12.4±0.5)%
钻石 (硬玫 瑰紫)
平均值
02
03.目标确定
(g)
17.7
17.7
17.6
17.5
17.5
17.4
17.4
17.4
17.3
17.3
0.34
0.29 0.28 0.27 0.28
ZJ17卷接机组
烟梗中烟丝提取回收装置的研制
企业名称 小组名称 发布人 日期
有限责任公司 “我当家”QC小组
前言
精益 管理
结束语
1、梗含丝的定义:
5%
2、含梗率的定义: 3、计算公式
一种新型ZJ17卷烟机梗丝分离装置的研究与应用
一种新型ZJ17卷烟机梗丝分离装置的研究与应用发布时间:2022-08-23T11:39:43.211Z 来源:《新型城镇化》2022年17期作者:赵敏王明刚陈亮[导读] 所以设计应用一种ZJ17卷烟机梗丝分离数据收集系统对于控制梗丝分离比,稳定质量控制目标,实现数据在线采集的目标具有重要意义。
河南中烟工业有限责任公司安阳卷烟厂摘要:随着中国烟草企业转型升级,从传统的管理模式转向“智能制造”管理模式,卷烟设备的数据采集尤为重要,以卷烟机为例,生产运行与故障记录、烟支重量控制、盘纸使用消耗等方面,目前有一项重要数据“梗丝分离在线数据收集”靠人工进行测量与收集统计分析,缺点是耗时耗力、时间长、误差大、程序多、反馈慢等方面。
所以设计应用一种ZJ17卷烟机梗丝分离数据收集系统对于控制梗丝分离比,稳定质量控制目标,实现数据在线采集的目标具有重要意义。
从烟机设备的发展趋势来看,提质降耗将会成为一个主流的趋势,那么“梗丝分离在线数据收集”的使用,会使梗丝分离更加精准,物料使用各尽其用。
关键词:梗丝分离吸丝成型提质降耗一、内容及目标1、项目研究内容ZJ17卷烟机梗丝分离数据收集系统是在卷烟机VE系统的梗丝分离系统处采用定时自动取样、称重、统计、上传、分析、报警、反馈等功能,其关键技术是实时把设备在生产运行中的“梗丝分离数据”反馈给设备控制系统,方便实时监控与调整,达到“智能化、程序化、标准化”。
2、项目目标⑴、针对ZJ17卷烟机目前靠人工方式,进行测量与收集统计分析,缺点是耗时耗力、时间长、误差大、程序多、反馈慢等方面开展技术研究与攻关。
⑵、《ZJ17卷烟机梗丝分离数据收集系统》采用在线自动取样、称重、统计、上传、分析、报警、反馈等功能,把设备在生产运行中的“梗丝分离数据”实时反馈给设备控制系统,方便实时监控与调整,达到“智能化、程序化、标准化”。
二、实施方案1、实施方式项目在实施之初,就成立了项目总体推进组,由项目负责人担任项目推进组的组长,负责项目整个推进工作,对项目进度落后计划进度进行考核。
ZJ17型卷接机组卷烟相关物理指标的研究与优化
ZJ17型卷接机组卷烟相关物理指标的研究与优化发布时间:2022-12-19T02:06:53.344Z 来源:《科学与技术》2022年16期作者:作者:钟鑫[导读] ZJ17型卷接机组采用的是抛丝机构。
对比行业内先进的流化床机构,抛丝机构的梗丝分离效果差,生产的烟支含签率较高。
作者:钟鑫(广东中烟工业有限责任公司梅州卷烟厂)【摘要】ZJ17型卷接机组采用的是抛丝机构。
对比行业内先进的流化床机构,抛丝机构的梗丝分离效果差,生产的烟支含签率较高。
同时,ZJ17型卷接机组在长期运行中,易出现烟支克重标准偏差、烟支圆周标准偏差等物理指标无法达到工艺技术指标的问题。
本文通过深入分析ZJ17型卷接机组供料成条机存在的问题,对症下药,对其第一、二次梗丝分离机构进行改进,并研制出一种新型一体化吸丝带导轨,使得烟支克重、圆周等物理指标得到优化。
【关键词】ZJ17 卷烟物理指标烟支克重烟支圆周一、前言ZJ17型卷接机组的供料成条及由于使用抛丝机构,生产烟支含签率较高。
同时,在长期生产运行过程中,其吸丝带导轨和风室导轨间易产生一定的间隙,导致生产的烟支克重标准偏差等物理指标无法达到工艺技术指标。
因此,解决ZJ17型卷接机组上述存在的问题对持续改善产品内质和提升产品竞争力有极大的裨益。
二、存在问题1.梗丝分离效果不佳一是生产过程中同一机台在生产不同牌号卷烟成品时,烟支含签率数据差异明显,通过现有的梗丝分离系统的调节方式,烟支含签率数据均无明显改观;二是各系统参数之间具有明显的协同相关性,当核心控制参数超限时,通过该系统内的其余控制参数调整,无法消除影响。
三是一次风选及二次分选系统虽经过严密的科学计算及周密的设计,但实际生产中,对材料存在适应性较差的问题。
2.烟丝束形成不稳定一是吸丝带在风室的负压作用下2个瓷珠之间的运行轨迹为圆弧状,则整条吸丝带在吸丝带导轨上的运行轨迹可视为是波浪形的,导致烟丝束密度分布不均。
二是卷接机组吸丝带导轨为瓷珠滚动式,易造成吸丝带的尼龙丝缠绕在瓷珠及瓷珠轴上的现象,导致吸丝带的运行不顺畅。
ZJ17卷接机组封闭式自动供胶装置的改进研究
ZJ17卷接机组封闭式自动供胶装置的改进研究ZJ17卷接机组为常德烟机生产的7000支卷烟生产设备,是国内卷烟生产企业的主力机型。
从2011年10月起,我公司陆续引进了12台ZJ17机组,成为卷包车间的主要卷接机型。
ZJ17卷接机组运行的稳定性将直接影响卷包车间的“产、质、耗”。
现ZJ17卷接机组的供胶,搭口胶采取重力式供胶方式,胶桶布置于SE卷接机上方,采用开放式人工注胶方式加胶。
接装胶采用泵送式供胶,位于MAX接嘴机后方。
均采用开放式人工注胶方式加胶。
ZJ17整个供胶系统在使用中存在维修频率高,换件费用大、保养难度高等问题。
①加胶工劳动强度高,存倾倒风险搭口胶采用重力式供胶,胶桶位置较高达到1.6米,加胶时需要人工扛起12.5KG的胶桶,往桶内注胶,跨度高,劳动强度大。
接嘴胶位于MAX接嘴机后方,虽采用泵送供胶,但桶身也高达1.4米,操作跨度也较高。
同时由于接嘴胶用量较大,加胶频次约为搭口胶的两倍。
在人工操作注胶过程中极容易将胶液倾倒到设备表面,造成设备脏污。
1.1 一天(四班)生产加胶频次、数量统计类别加胶频次(次·台/天)加胶量(台/天)搭口胶850KG接装胶8125KG合计16175KG从上表可以看出,单台设备一天的计加胶频次达16次,加胶量为175KG,车间12台设备加胶频次达192次,加胶量达2100KG,加胶工的的劳动强度较高。
②缺乏胶液实时监测,容易发生胶桶内无胶、少胶造成烟支质量缺陷搭口胶注胶过程中,胶液液位需通过人工确认,设备生产过程中,也需要人工时刻关注避免胶液干涸,进而造成烟支在生产过程中发生质量问题,造成烟支暴口的质量缺陷。
同样接嘴胶注胶过程,胶液液位也需要通过人工确认,由于接嘴胶位于设备后部,在使用过程中无法及时的观察胶液液位,存在胶液干涸时会造成胶缸中缺少胶液,水松纸无胶、少胶、造成烟支搓接不良、烟支漏气、掉头的安全隐患。
③胶液易风干、易受污染、影响设备正常运行搭口胶与接嘴胶胶桶均为非封闭式,清扫保养过程中,烟丝、烟末会飞入胶桶内部,污染胶液。
WJ17卷接机组梗签剔除的分析与改进

WJ17卷接机组梗签剔除的分析与改进【摘要】依据YJ17卷烟机组吸丝成型的原理,从回丝量、挡板高度、喷射器风压三个方面分析影响烟支含签量及剔除梗含丝量的因素,并对重要的影响因素进行了参数优化。
从整个分析与改进的过程来看,在YJ17卷接机组吸丝成型过程中,回丝量影响烟支含签量的变化不明显,挡板高度、喷射器风压是影响烟支含签量、剔除梗含丝量的重要因素,通过优化加工参数,挡板高度为80mm,喷射器风压在7毫巴时,试验牌号能够达到比较理想的状态,但存在较大波动。
【关键词】卷接机组;梗签剔除;分析;改进1 材料与方法1.1 材料与设备YJ17卷接机组(常德烟机厂),某牌号一类卷烟烟丝,0.001g精度的电子天平,Minitab15统计分析软件(泰珂玛信息技术有限公司)。
1.2 方法1.2.1 试验方法按照YJ17卷接机组吸丝成型原理,在二次风分风门开度不变的条件下,分别选取不同水平的空气喷射器风压、挡板高度、烟丝回丝量进行试验,由专业的检验人员随即抽取试验卷烟样品200支,手工剥离卷烟材料后,挑选烟丝中的梗签、梗块,计算100g烟丝中梗签、梗块含量并记录检测数据。
图1 吸丝成型原理图1.2.2 分析方法采用回归分析的方法,对不同实验条件下的烟支含签量检测结果进行分析,计算分析结果的P值。
P值的大小说明各分量或总回归模型的显著程度,当P值小于显著性水平α,说明分量或总回归模型是显著的,当P值大于显著性水平α,说明分量或总回归模型是不显著的,结合具体分析结果,确定各分量的取舍,或回归模型总的有效性。
1.2.3 改进方法应用试验设计的方法,分别选取显著因子的最高水平和最低水平进行全因子实验设计,并且同时考虑剔除梗签、梗块中烟丝含量尽量减少,避免浪费。
通过对试验结果的分析与优化,确定最佳的工艺参数或设备间隙,从而达到降低成品卷烟烟丝中梗签、梗块含量的目的,提高卷烟的外观与内在质量。
2 结果与讨论2.1 各因子与烟支含签量关系的分析通过对试验数据进行回归分析,从表1可以看出,方差分析的P值为0.002,小于显著水平α,说明总的回归模型是有效的,决定系数为76.9%。
ZJ17卷烟机烟丝输送部分传动离合器装置的改进

烟丝接装机 、烟丝卷制成型机、原料供应成型 断齿 、齿 轮表 面磨损 ,严重 危害设 备及零部 件安
机者三个部分构成 了ZJ17卷烟机 。其 中供料成型 全 ,造成不必要 的生产停机 ,影响卷烟机组生产效
机 工 艺 原 理 如 下 :利 用 风 力 将 烟 丝 输 送 送 人 气 封 率 。ZJ17卷 烟 机组 吸 丝 带传 动是 单 向 离合 器 ,有
带上形成一个 均匀 的烟丝层 。当烟丝层离开输送 节 和空头 ,其 中 ,原因之一 就是 ,有打滑 出现在 吸
带后 ,经抛丝辊抛起 ,被气流输送至风室下方 的吸 丝带传动轴与单 向离合器之间。利用分析和观察
丝带上 ,而重 的烟梗和杂物颗粒则从气流 中分离 得知 ,烟支 竹 节 和空 头 另一 原 因是 ,有磨 损 出现 在
子 ,以便 输 送 烟 丝 。经 下 匀 料 器 及 上 匀 料 器 控 制 突然被锁死 的状况 ,而单 向离合器装 置又是带动
烟丝流量。提升带把 烟丝输送到定量槽 内。槽上 吸 丝 带 运 动 的 ,这 导致 了 吸 丝 带 传 动轴 与 单 向离
方 磁 铁 装 置清 除 烟丝 中 的铁质 杂 物 。在 定 量 槽 中 合 器 只 用 了 四个 月 ,就 有 磨 损 出现 。这 种 状 况 导
塞 而导致停机 。停机后 540L075齿形带依 然处于高速 转动 ,而 同步带轮 已停止运 转 ,造成 同步带断裂甚至会影响设备 的性
能 ,因此 对烟 丝输 送 离合 器 装 置进 行 改进 。
关 键 词 :zJ17卷 烟机 组 ;烟 丝输 送 ;传 动 离合 器
中图分类号 :TH132
文献标 志码 :A
摘 要 :卷烟机 供料 系统主要 完成烟 丝供 给、均 匀松散和 除杂的任务 ,系统 工作的好坏是 直接 影响烟 支 内在 质量 的一 个重要 因素 。vE烟丝输送装置 中,匀丝板 、烟丝输送 带、抛 丝辊 各 自通过轴连接 的齿轮是 由 同一条齿形 带(540L075)进行 驱 动工作。ZI17卷烟机在 实际工作 中,由于来料烟丝输送不均 匀或参有 杂物 ,烟丝输送 系统 中抛丝辊处 经常会发 生烟 丝堵
ZJ17卷接机组烟丝在线回收装置的研制与应用-烟草科技

摘要: 为 解 决 ZJ17 卷 接 机 组 在 吸 丝 成 型 过 程 中 因 烟 丝 吸 入 集 中 除 尘 系 统 而 造 成 的 烟 丝 浪 费 问 题 , 借鉴打
叶复烤生产线切向落料器的工作原理, 研制了除尘烟丝在线回收装置。该装置采用两级气流分离方式对 物料进行分离: 第一级采用旋风分离方式分离除尘气流中的悬浮物, 第二级提取物料的有用成分, 实现 烟丝与烟尘的分离, 分离出的烟丝在线回收到卷烟机供料系统中。应用结果表明: ZJ17 卷 接 机 组 采 用 回 收装置后, 所检测的 3 个品牌卷烟的烟支质量、 吸阻、 端部落丝量指标均符合工艺要求, 平均回收烟丝 9.34 kg/ 班 , 烟丝回收 率达 到 81.4% , 有 效 降低了烟丝损耗, 提高了烟丝利用率。 关键词: ZJ17 卷接机组; 供 料 系 统; 烟 丝 回收; 气流; 分离; 切向落料器 中图分类号: TS433 文 献 标 识 码: B 文 章编号: 1002-0861 (2014) 06-0026-03
烟 草 科 技 / Tobacco Science & Technology
设 备 与 仪 器 /Equipment & Apparatus
2014 年 第 6 期(总 第 323 期)
ZJ17 卷接机组烟丝在线回收装置的研制与应用
刘禹江, 金姝彬, 张朝 晖, 梁 丰 075000 河北中烟工业有限责任公司张家口卷烟厂, 河北省张家口市桥东区钻石北路 9 号
。研究表明, 影响烟支卷制内在
ቤተ መጻሕፍቲ ባይዱ
品质的主要原因是卷烟机的除梗能力、 除尘能力、 烟丝 损伤、 烟支硬度/质量比等, 这些因素均与卷烟机的供料 成 条 机 的 结 构 有 关[2-3]。 ZJ17 卷 接 机 组 采 用 两 级 梗 丝 分 离技术有效提高了生产能力, 但在生产过程中烟丝会 随负压风进入集中除尘系统而造成烟丝浪费, PROTOS
ZJ17卷接机组吸丝带导轨的结构改进

ZJ17卷接机组吸丝带导轨的结构改进李卫;钱进;张超帅;郭乃伟【摘要】Structure improvement of ribbon guide rail of ZJ17 rolling and connecting unit Aiming at the problems of ribbon guide rail of ZJ17 rolling and connecting unit in the operation process such as the tobac-co leakage,running into wavy of suction ribbon,under the premise of guaranteeing the original job re-quirements and accuracy,the ribbon side guide structure,the distance between the two -side conducting bar,the contact area between the ribbon and guide were improved in technology,and the two sides be-tween ceramic roller wheel was replaced by guide bar on the alloy liner.On the premise of guaranteeing the suction ribbon area,the contract area between the ribbon and the guide was increased.The short rate of cigarette has increased to 0.08% -0.12%;The short -term standard deviation weight of cigarette has reduced to 11.4 mg;The long -term standard deviation weight of cigarette has reduced to 4.2mg.The ribbon running stability and reliability was improved,the probability of tobacco leakage rate was reduced so as to reduce the equipment of tobacco consumption and improve the efficiency of the equipment operation.%针对 ZJ17卷接机组吸丝带在运行过程中存在的烟丝跑漏、吸丝带运行成波浪形等问题,在保证吸丝带导轨原有的工作需求和工作精度的前提下,对吸丝带侧边导条结构、两侧边导条之间的距离、吸丝带与导轨之间的接触面积进行技术改进:取消了两侧边导条之间的陶瓷辊轮以合金衬条取代;在保证吸丝带吸风面积的前提下,增加了吸丝带与导轨的接触面积.改进后烟支的空头率波动范围降低至0.08%~0.12%,烟支质量短期标准偏差降低至11.4 mg,烟支质量长期标准偏差降低至4.2 mg,有效提高了吸丝带运行的稳定性、可靠性,降低了烟丝发生跑漏的概率,从而降低了烟丝消耗,提高了设备运行效率.【期刊名称】《郑州轻工业学院学报(自然科学版)》【年(卷),期】2014(000)005【总页数】5页(P47-51)【关键词】ZJ17 卷接机组;吸丝带导轨;结构改进【作者】李卫;钱进;张超帅;郭乃伟【作者单位】郑州轻工业学院食品与生物工程学院,河南郑州 450001; 江苏中烟工业有限责任公司淮阴卷烟厂,江苏淮安 223002;江苏中烟工业有限责任公司淮阴卷烟厂,江苏淮安 223002;郑州轻工业学院食品与生物工程学院,河南郑州450001;郑州轻工业学院食品与生物工程学院,河南郑州 450001【正文语种】中文【中图分类】TS430 引言ZJ17型卷接机组是具有1990年代初期国际先进水平的国产中速卷接机组.机组吸丝成形部分采用风力吸丝成形,由烟条密度检测控制烟丝供给量,能保证烟丝在高速下形成均匀的烟丝条进行卷制,从而使烟支质量得到较好的控制[1-3].祝智斌等[2]在生产过程中发现:由于ZJ17卷接机组吸丝带导轨结构的限制,当吸丝带在高速运行过程中发生跑偏时,吸丝带的运行轨迹近似为波浪形,有一定量的短烟丝和烟丝颗粒会从侧边导条的里端进入到吸风室,进而进入到中央除尘系统,这使产品烟支的单箱耗烟丝量增加,提高了卷烟成本.相关研究人员对此进行了研究和改进[4-6],有效提高了烟支质量控制精度,但并未从根本上解决均匀稳定输送烟丝束的问题.对风室导轨的布局、结构和基体材料进行改进,可提高其对烟丝的吸附力,解决烟丝打滑问题.本文拟研究、改进吸丝带导轨结构,以期减少卷烟耗丝量,从而降低卷烟成本.1 吸丝成形系统1.1 吸丝成形系统组成吸丝成形系统是将供丝和梗丝分离系统提供的烟丝在吸风室负压作用下送入吸丝道,在吸丝道中借助气流的作用吸附于吸丝带上.在吸风室吸丝带导轨和烟丝导轨的作用下,随着吸丝带的连续运转,形成均匀的烟丝束,输送至烟支质量控制系统.经平准器修剪后形成质量均匀并带有紧密端的烟丝条,最后输送至卷制成形部分的烟枪进行卷制.1.2 吸风室及吸丝带导轨吸风室是形成烟丝束的主要部件,其结构如图1所示.风室盖板2 和风室体10 结合后组成一个负压吸风室,吸风室下部装有吸丝带导轨8和烟丝导轨9,形成一个吸丝成形槽.吸丝带6安装在吸丝成形槽的中心对称位置上,由气缸5和吸丝带张紧轮7张紧后,再由吸丝带轮3和吸丝带驱动轮4 组成的双主动驱动机构的带动下通过网孔的作用吸附烟丝向前输送.1.吸风罩2.风室盖板3.吸丝带轮4.吸丝带驱动轮5.气缸6.吸丝带7.吸丝带张紧轮8.吸丝带导轨9.烟丝导轨 10.风室体 11.锁紧螺钉 12.铲丝刀图1 吸风室结构示意图吸丝带导轨是吸丝带的支撑部件,与烟丝导轨共同形成了吸丝带和烟丝的运行通道,吸风室中的负压气流到达吸丝带用于吸附烟丝.吸丝带导轨主要由两侧边导条和陶瓷辊轮组成,吸丝带在运行过程中的行走方式由吸丝带导轨的结构所确定,其结构形式如图2所示.两侧边导条和11个陶瓷辊轮组装成2组导轨安装于吸风室的前段;两侧边导条和9个陶瓷辊轮组装成1组导轨安装于吸风室的中段;2条翼板和2个圆柱形陶瓷辊轮组装成的翼板组件(见图3)安装于吸风室的后段.图2 吸丝带导轨结构示意图/mm图3 翼板组件结构示意图/mm2 存在的问题如图3所示,吸丝带导轨的前后侧边导条合金之间的距离为9.8 mm,前后侧边导条之间的距离为7.9 mm,吸丝带安装在前后侧边导条所形成的通道上,而ZJ17卷接机组使用的吸丝带规格为9.2 mm×4 020 mm×0.75mm,则从理论上可以计算出吸丝带与2个侧边导条的合金接触距离为 1.3 mm,每边接触0.65 mm. ZJ17卷接机组使用的吸丝带材料为聚酰胺(尼龙),当吸丝带在张紧并高速运行一段时间后,其长度变长、宽度变窄(吸丝带最大可能变为9.0 m m×4 100mm×0.75 mm).此时,吸丝带与2个侧边导条的合金接触距离约为1.1 mm,每边接触约为0.55 mm.当吸丝带发生跑偏时,其单边与侧边导条合金的接触距离将变得更小,若发生的单边跑偏量大于0.6 mm时,吸丝带的一侧边将不与吸丝带导轨的侧边导条合金接触,可导致吸丝带损坏或吸附在吸丝带上的烟丝从侧边导条里端进入吸风室.吸丝带导轨陶瓷辊轮的作用是降低吸丝带在高速运行过程中的阻力,使烟丝的输送更加流畅.但因此又带来新的问题:2个相邻陶瓷辊轮间有一定的距离,由于烟丝是依靠负压吸风吸附在吸丝带上进行输送的,则在吸风负压的作用下2个陶瓷辊轮之间吸丝带的运行轨迹为圆弧.在整条吸丝带导轨上,吸丝带的运行轨迹可视为波浪形(见图4),则吸丝带与吸丝带导轨中的侧边导条合金接触距离将变小.图4 吸丝带运行示意图根据以上分析,吸丝带的运行轨迹近似为波浪形,一旦吸丝带在高速运行过程中发生跑偏,吸丝带上的短烟丝和烟丝片必然会从侧边导条的里端进入吸风室,从而进入中央除尘系统,被当作烟灰或杂物进行处理,导致产品烟支的单箱耗烟丝量增加.3 吸丝带导轨的结构改进为提高吸丝带在运行过程中的平稳性,降低吸附在吸丝带上的烟丝在向前输送过程中泄露的概率,对吸丝带导轨的结构进行改进,其重点主要集中在以下2个方面:1)在保证为吸丝带提供足够负压的同时,加大吸丝带与2个侧边导条的合金接触距离,提高吸丝带运行的稳定性.2)取消前后侧边导条中的陶瓷辊轮,在前后侧边导条之间加装合金衬条,以提高吸丝带运行的平稳性.3.1 吸丝带导轨主要技术尺寸的拟定ZJ17卷接机组在高速运行过程中,吸丝带的长度、宽度都会发生改变,由9.2mm×4 020 mm×0.75 mm变为9.0 mm×4 100 mm×0.75 mm.为保证吸丝带的正常运行,吸丝带侧边与前后侧边导条合金之间需要有一定的间隙,并且该间隙不应小于0.1 mm.结合吸丝带第一主动轮的结构特点,将吸丝带导轨的前后侧边导条合金之间的距离改为9.3 mm.同时,将吸丝带与2个侧边导条的合金接触距离由1.3 mm加大至2.0 mm,即吸丝带与侧边导条合金的每边接触距离为1.0 mm,与原结构相比接触距离加大0.35 mm;吸丝带每边与2个侧边导条的合金接触距离约为0.9 mm.为达到加大吸丝带与前后侧边导条合金的接触距离的目的,将前后侧边导条之间的距离由7.9 mm改为7.2 mm.3.2 方案可行性分析3.2.1 吸丝带受风面积计算与比较1)改造前.吸丝带导轨主要组成为:后侧边导条和前侧边导条和11个陶瓷辊轮(2组)、后侧边导条和前侧边导条和9个陶瓷辊轮(1组)、2条翼板和2个圆柱形陶瓷辊轮形成翼板组件.其中,前段侧边导条长485 mm,后段侧边导条长420 mm,翼板组件与吸丝带接触的长度为125 mm,则吸丝带导轨与吸丝带接触的距离总长为1 030 mm.在吸丝带导轨的长度方向上共安装了33个陶瓷辊轮,陶瓷辊轮的直径为15 mm,厚度为7.5 mm.前后侧边导条之间的距离为7.9 mm.根据以上数据,可计算出吸丝带在原导轨的受风面积约为4 424.5 mm2.2)改造后.吸丝带导轨总长保持不变,在两侧边导轨之间安装2条1 mm宽的合金衬条,前后侧边导条合金之间的距离改为9.3 mm.则可计算出吸丝带在改进后导轨上的受风面积约为3 703.5 mm2.改造后与改造前相比,吸丝带在导轨上的受风面积减少约721 mm2,降低16%.3.2.2 吸丝带所受摩擦力计算与比较1)改造前.前后侧边导条合金之间的距离为9.8 mm,前后侧边导条之间的距离为7.9 mm,吸丝带与2个侧边导条的合金接触距离为1.3 mm,每边接触 0.65 mm.吸丝带与原导轨接触面积约为1 586.5 mm2.在对吸丝带与陶瓷辊轮之间的接触面积计算时,吸丝带与陶瓷辊轮的接触距离取1 mm,实际接触距离应大于1 mm.2)改造后.吸丝带导轨总长保持不变,在两侧边导轨之间安装有2条1 mm宽的合金衬条,前后侧边导条之间的距离变更为7.2 mm,吸丝带与2个侧边导条的合金接触距离由1.3 mm加大至2.0 mm,吸丝带与原导轨接触面积约为4 120 mm2.改造后与改造前相比,吸丝带与导轨的接触面积增大1倍.3.2.3 运行的可行性吸丝带导轨改进后,吸丝带受风面积减少,吸丝带与导轨的接触面积增加,其所受的摩擦力增加,因而加大接触面积会提高吸丝带运行的稳定性. 吸丝带导轨改进的重点是在保证为吸丝带提供足够负压的同时,加大吸丝带与2个侧边导条的合金接触距离,提高吸丝带运行的稳定性.因此,吸丝带受风面积的减少可以采用加大中央除尘管道阀门的方式进行补偿.吸丝带导轨前后侧边导条合金之间的距离改进为9.3 mm,前后侧边导条之间的距离为7.2 mm,在两侧边导条之间增加2条1 mm宽的合金衬条,可行性较好,能够达到改进技术的目的.4 吸丝带侧边导条的结构改进为使改进后的吸丝带导轨组件容易安装,在设计和制造新吸丝带导轨时,使吸丝带侧边导条整体结构与原结构一致,整体框架依然采用硬质合金YG6镶嵌在45#钢上制造而成,并且硬质合金YG6的镶嵌方式与原结构一样.由于需要在前后侧边导条之间安装合金衬条,在沿导条的长度方向上需加工有螺纹孔或通孔;为便于安装和调整,后侧边导条加工M3螺纹孔,前侧边导条加工Φ3.5 mm通孔和Φ6 mm 沉头孔,螺纹孔或通孔之间的间距与原结构中陶瓷轮之间的间距相同.侧边导条的结构如图5所示.图5 吸丝带侧边导条结构示意图/mm5 方案的实施及效果根据以上对吸丝带导轨组件各主要部件侧边导条、合金衬条的结构分析,为使前后侧边导条合金之间的距离为9.3 mm、导条之间的距离为7.2 mm,可以将合金衬条安装于前后侧边导条之间,设计1个定位套和安装隔套,定位套用于定位前后侧边导条,安装隔套用于安装合金衬条.在前后两侧边导条之间安装2条合金衬条,以提高吸丝带运行的平稳性.改进后的吸丝带导轨的结构如图6所示.图6 改进后吸丝带导轨结构示意图/mm将改进后的吸丝带导轨组件安装在卷接机组进行试用,吸丝带运行稳定,并对烟支的空头率波动范围、烟支质量短期标准偏差、烟支质量长期标准偏差进行了数据采集,结果见表1.表1 改造前后烟支部分技术参数工艺烟支的空头率波动范围(空头门槛为56%)/%烟支质量短期标准偏差/mg烟支质量长期标准偏差/mg改造前0.15~0.2518.67.2改造后0.08~0.1211.44.2由表1可知,吸丝带导轨在改进后,ZJ17卷接机组的烟支空头、烟支质量都有一定程度的改善.改造前机组运行30~45 s后,网板上的所有网孔被堵塞,机组不能正常运行;改造后机组运行1个班(8 h)没有发生堵塞情况,即吸丝带上的短烟丝和烟丝片从侧边导条的里端进入到吸风室的概率大幅降低.并且,经过1个月的运行观察,该机组吸丝带的消耗与改造前相比没有出现较大的波动,由此,验证了本次吸丝带导轨结构改进取得成功.6 结论本文在认真分析ZJ17卷接设备吸丝带导轨结构的基础上,结合同类型卷接设备使用的各种导轨及方式和一些成熟的新技术,对导轨结构进行了改进,以确定解决该问题的思路、方法、具体措施,并对实施效果进行验证.结果表明,改进后烟支的空头率波动范围降低至0.08%~0.12%;烟支质量短期标准偏差降低至11.4 mg;烟支质量长期标准偏差降低至4.2 mg.证明本研究基本达到了预设的改进目标.改进后的吸丝带导轨已经应用在某卷烟厂10台套ZJ17卷接机组上,改进后的ZJ17卷接机组吸丝带导轨的结构方式可以应用在ZJ112(PROTOS90E),PROTOS90S,PROTOS2-2卷接机组上.参考文献:[1] 王大林,杨月玲.YJ17卷烟机蜘蛛手吸爪的运动分析及工装核算[J].郑州轻工业学院学报:自然科学版,1999,14(1):21.[2] 祝智斌,李小平.国产ZJ17型卷接机组的改进[J].烟草科技,2003(2):14.[3] 李立群,邓镜标.YJ17型卷烟机烟丝通道前后短导板的改进[J].装备制造技术,2012(2):166.[4] 伍政文,刘志勇,张华,等.PROTOS MAX70接装机烟支输出装置的改进[J].郑州轻工业学院学报:自然科学版,2013,28(4):37.[5] 焦建华.PASSIM 70卷烟机吸丝带导轨的改进设计[J].烟草科技,1998(2):11.[6] 董祥云.YJ17-YJ27卷接机组[M].北京:中国科学技术出版社,2001.。
ZJ17卷接机梗丝分离挡板调节装置的改进
ZJ17卷接机梗丝分离挡板调节装置的改进作者:辛卫东来源:《科学与财富》2014年第07期【摘要】本文针对ZJ17卷接机组生产过程中,需通过调节第一a次梗丝分离挡板的高度来保证第一次梗丝分离后烟丝纯净度,改进设备的第一梗丝分离调节装置,达到缩短维修时间,提高产品质量和设备有效作业率,减轻维修工劳动强度的目的。
【关键词】PROTOST-70卷接机梗丝分离挡板一、一次分梗工作原理PROTOS-70卷烟机采用二次梗丝分离原理,增强了去梗能力,提高了烟支内在质量。
一次梗丝分离过程:弹丝辊将针辊上的烟丝弹下落入输送带上,输送带载着烟丝以一定的仰角和较高的速度抛向风分装置。
输送带左前上方的风分装置喷出一束向下的正压气流,作用在输送带的整个宽度上,正压吹风把烟丝吹向抛丝辊。
稍重的梗丝混合物和杂质凭借自身惯性进入螺旋回梗机构,完成了梗、丝的第一次分离。
其出梗量之多少,可通过调节挡板的高度来实现,挡板的调节是通过圆螺母来调节的,而其隐藏在机器防护罩的工艺孔下。
二、存在问题及原因分析在第一次梗丝分离挡板的调节过程中常遇调节空间不方便、调节不灵敏及调节无参照导致调节耗时过长等问题。
1固定座 2调节块 3调节丝杆 4挡圈 5圆螺母图1 改进前调节装置示意图1、调节空间不便:如图1所示,在机器停机的状态,手指需伸入防护罩侧方工艺孔,通过手指与旋转圆螺母5摩擦带动螺母旋转,从而使丝杆3带动挡板上下移动。
受防护罩工艺孔的限制,手指调节圆螺母的空间位置狭小,因而产生调节不方便。
2、调节不灵敏①生产中烟丝、烟末易积聚在丝杆处,调整圆螺母时,丝杆与烟末烟支夹杂一起,运动受阻,调节不灵敏,导致挡板动作缓慢或不动作。
②圆螺母长期调整,螺母边缘与手指接触部位的纹理易磨损,使手指在调节圆螺母时摩擦力减小,产生打滑,调节动作吃力,调节不灵敏,导致挡板动作缓慢或不动作。
3、调节无参照维修工调节圆螺母时只能凭借维修经验调整挡板上下移动,无具体参照,调节过程需待机观察,动作缓慢。
ZJ17卷烟机烟丝传送部件的优化设计
ZJ17卷烟机烟丝传送部件的优化设计ZJ17卷烟机组我国烟草企业中使用率较高的设备之一,该设备运行的稳定性和可靠性直接决定着烟草的生产效率和质量。
本文在分析ZJ17卷烟机在实际生产中常见问题并分析其原因的基础上,提出了该卷烟机的优化设计方案,为进一步提升烟草生产的效率和质量奠定了基础。
标签:ZJ17;卷烟机;优化;效果0 引言ZJ17卷烟机组是我国当前烟草工厂使用频率较高的设备之一,俗称为卷烟生产过程中的主流卷接设备[1]。
其中,ZJ卷烟机中的烟丝传送部件是该设备的主要零部件之一。
烟丝传送部件能够实现对烟丝的定量处理、去除烟丝中含铁的杂质,并理顺烟丝。
基于ZJ卷烟机烟丝传送部件的处理,能够减少烟丝中所含的杂质,进而确保了烟丝的纯净度和松散性,提高烟丝的利用率,最终为吸丝成型部件提供满足工艺要求的烟丝流[2]。
为提高卷烟中烟丝的均匀性、松散型,提升烟丝的利用率,需对当前的ZJ 卷烟机烟丝传送部件进行进一步的优化。
本文以ZJ卷烟机的烟丝传送部件为研究对象,充分分析当前生产中烟丝传送部件存在的问题,并针对性的提出整改方案,实现对ZJ17卷烟机烟丝传送部件的优化设计。
1 ZJ卷烟机工作原理分析ZJ卷烟机主要有三部分组成,分别为烟丝接装机、烟丝卷制成型机以及原料供应成型机[3]。
ZJ卷烟机的工作原理描述如下:烟丝在风力的作用下输送至气封室中,并根据相应指令将们打开后,将烟丝输送至预分配室中。
将预分配室中的烟丝定量输送至储料室,并将其中的烟丝保持在一定的高度。
储料室中的提升带由于其独特的结构并结合下匀料器和上匀料器的控制下将烟丝输送至定量槽中。
定量槽中的方磁铁将烟丝中铁杂志去除。
此外,定量槽中光电管还能够实现对烟丝传送速度的控制,进而使得烟丝能够在定量槽中保持一定的高度。
当定量槽中的烟丝离开输送带经抛丝辊被抛起后,在气流的作用下将抛起的烟丝输送至吸丝带上。
其中,烟丝中的杂質和烟梗由于重力的作用与烟丝分离开来。
ZJ17卷烟机接装纸夹烟末去除功能的改进

设备管理与维修2019翼1(上)ZJ17卷烟机接装纸夹烟末去除功能的改进甘益员,郭明军,赵丰,吕春波,李秀伟(湖南中烟工业有限责任公司四平卷烟厂,吉林四平136000)摘要:为了减少接装纸夹烟末的烟支数量,根据卷烟机的生产工艺需求,重新设计除烟末装置。
在靠拢轮的上方、接装纸切刀的下方增装负压吸风装置,在搓接轮的下方安装负压回收装置,吸收烟末和粉尘。
增加负压管道和烟末回收装置,增加多个正压清洁气嘴,收集烟末。
关键词:接装纸夹烟末;静电消除器;分离轮;搓接轮中图分类号:TS43文献标识码:B DOI :10.16621/ki.issn1001-0599.2019.01.451设备情况ZJ17卷接机组是引进德国虹霓(HAUNI )公司的技术后由国内烟机厂制造的设备,目前是国内现役卷接机组的主流机型,是大中型卷烟厂的主要生产设备[1]。
但是设备在接装搓接成型时经常出现烟末夹进接装纸中间的现象,这种现象在卷烟工艺技术标准上称之为“接装纸夹烟末”。
夹烟末严重时会造成滤嘴烟支的接装纸表面褶皱或搓接失败,严重影响产品质量。
2总体实施方式ZJ17接装纸夹烟末去除装置包括控制单元、检测单元、静电消除装置、气动控制单元、夹烟末回收装置、鼓轮清洁装置:控制单元为可编程控制器,检测单元包括运行信号和安全防护开关,静电消除装置包括静电消除控制器、放电极和吹风刀,气动控制单元包括电磁阀、气力输送器、配气块等,夹烟末回收装置包括回收箱、吸尘罩,鼓轮清洁装置包括配气块、吹风嘴。
装置的控制单元采用松下公司的PLC (Programmable LogicController ,可编程逻辑控制器),读取原设备A40-A5模块的高速使能信号[2],对设备运行、停止状态分别进行夹烟末去除。
当设备运行时,运行指示灯点亮,静电消除器工作,消除分烟轮上的静电,防止环境中的粉尘、烟末吸附到烟支表面。
设备运行电磁阀1、电磁阀3接通,正压配气块开始工作,吸取环境中漂浮的粉尘及烟末。
ZJ17卷烟机梗签分离装置的研制【烟厂QC成果】
组内分工 总体组织协调(组长)
系统设计与实施 工艺测试组织协调
项目组织协调 组织实施
进度跟进与实施 工艺测试实施与协调 方案设计与装置调试 试验设计及配合实施 试验设计及配合实施
配合实施 配合实施 配合实施 数据采集
制图 制图
曾获荣誉
✓ 《封箱后缺条检测系统的研制》课题荣获“2012年全国优秀质量管 理小培良 刘戈弋 董德鹏 伏建华 李明 周美芬 金光明 白雪 蒋晓伟 王胜枝 冯令凡 唐海龙 骆卓然 李宗昊 李秀峰
性别 男 男 男 男 男 男 女 男 女 男 男 女 男 男 男 男
部门 制造一部 制造一部 技术监督科 生产管理部 制造一部 制造一部 制造一部 制造一部 制造一部 制造一部 制造一部 制造一部 制造一部 制造一部 制造一部 制造一部
表3 梗中含丝率跟踪统计表
梗中含丝率(%)
日期 08.02 08.03 08.04 08.05 08.06 08.07 08.10 08.11 08.12 08.13 平均
云烟 (软珍品)
25.56
23.48
19.81
21.73
24.5
22.35
20.5
22.84 23.62
21.3
22.57
日期 08.17 08.18 08.19 08.20 08.21 08.24 08.25 08.26 08.27 08.28 平均
周期:20个工作日 平均值:623.8g/箱
08.27 318.5
08.28 315.8
平均 322.9
制表人:蒋晓伟 制表时间:2016年1月29日
统计分析
结论 ₰ ZJ17卷烟机平均单箱梗签剔除量 为623.8g/箱,存在改善空间。
基于对ZJ17卷接机现行改进技术的探讨

基于对ZJ17卷接机现行改进技术的探讨【摘要】随着现代经济的不断发展,其中对于卷接机设备的改造过程有了新的突破,提高了原有的工作效率。
其中包括对风室体、平整器以及烟枪的设计结构都作出了详细的规划调整,改进策略包括有机械设备零件的选择、后期的维护保养、合理化的设计结构、成品烟支的重量参数以及产品后期的保质期等。
这种技术的优化改造不但解决了烟丝束密松紧相间的现象,并且还提高了烟条的稳定成型的性能。
通过该技术的改进,该机械设备的运作效率有了大幅度的提高,并且设备后期的维护管理工作也逐渐简化。
【关键词】卷烟设备;卷接机;风室体;平整器;烟枪前言卷烟一直存在着质量问题,其中主要是因为在卷接机设备工作运行时,由于平整器没有及时将吸丝通道中剩余的烟丝进行有效的处理,使之烟丝在筛板过滤中没有将杂质滤除,造成设备的劈刀因杂质的堆积出现转轮卡死的现象,使之卷接机设备内部的零件出现损坏。
其次在风室体导轨中也存有一定的故障因素,由于风室体在设计结构原理上后排的滚轮与卷接机中的烟丝大面积接触,使之造成烟丝在传输过程中,由于滚轮下的烟丝与两滚轮之间间隙过大,使之烟丝受力负压程度不一致,造成烟丝之间的密度不均匀,使之造成卷接机风室体每部导轨压制片的损坏。
平整器在对整理烟丝过程中,由于机械设备震动性较强,对于较小零部件易碰撞到周围的铁板,使之出现烟丝疏密不一致。
根据多种因素的考虑,对此加大了对ZJ17型卷接机设备的改造流程,其中针对于风室体、平整器以及烟枪的设计结构。
从整体结构布放流程进行优化改造,采用防磨损程度大的加固零件,另外在滑轮设计结构上不仅单凭依靠全部的滑动摩擦,还要加大对静摩擦的改造优化设计,使之烟丝调理有序。
1 卷接机现存的问题根据当前ZJ17卷接机运行机制与传统卷接机进行分析,传统卷接机设计结构原理简单。
在布设结构上没有对烟丝进行负压的装置,使其整理后的烟丝没有条理性,并且在其过滤中没有将有效的杂质进行滤除,使之出现在平整器的劈刀内,增大了杂质与设备零件之间的磨损程度,最后造成设备出现故障,对于一般性的卷接机价格都在几十万左右,但是对于技术性较高的卷接机的价格都保持在上百万左右。
ZJ17卷接机组Z型梗丝分离装置的改进设计探讨

【摘要】本文针对ZJ17卷接机组在生产过程中出现的在回收烟梗中含丝率偏高的问题,通过对现有梗丝分离装置的分析研究,设计制作了新型ZJ17卷接机组梗丝分离装置——Z型梗丝分离装置。
该装置成Z形弯曲通道,经过五次120度的折弯,气流经过通道折弯处时产生涡流,涡流将烟丝团充分扬打、松散。
在总高度不变的前提下,二次梗丝分离装置经过五次折弯延长了风分时间,使梗丝分离更充分、更彻底。
通过试验验证,新型的Z型梗丝分离装置能够有效地降低梗中含丝率,取得了较好的经济效益。
【关键词】ZJ17卷接机组 Z型风分分离装置梗中含丝率前言ZJ17卷接机组由YJ17供料成条机、YJ17卷制成形机、YJ27滤嘴接装机三部分组成,电气控制主要包括主机运行的PLC、重量控制系统SRM、质量检测系统CIS,生产过程自动监控、生产数据自动分析、统计、处理的人机交互系统等,ZJ17卷接机组额定生产能力7000支/分,其烟条速度可达490米/分,设备整体结构布局紧凑合理,操作简单,维修方便,造型美观,噪声较低,并且配有完善的在线检测系统,能有效地控制烟支重量,剔除质量不合格烟支,确保烟支质量稳定。
本机还配有工控机、触摸屏等设备,采用Windows操作系统,可方便地进行人机对话,可以显示、储存瞬时的和累计的生产管理数据,是我厂当前生产卷烟的主要机型。
1 VE 供丝机梗丝分离的工作原理 1.1 一次梗丝分离的组成及工作原理如图一所示,一次梗丝分选装置主要有针辊1、弹丝辘2、输送带3、抛丝辊4、螺旋回梗机构5、风分装置6等组成。
如图1所示,弹丝辘将针辊上的烟丝均匀弹下落入输送带上,输送带载着烟丝以较高的速度抛向梗丝分离室,输送带有10°的仰角,烟丝抛出时也有大约10°的仰角,以便于烟丝、烟梗分离。
在输送带的左前上方有一吹风室,向下喷出一束正压气流,气流垂直于输送带,作用在输送带的整个宽度上,正压吹风把烟丝吹向抛丝辊。
由于改变了烟丝的运动方向,稍重的烟丝团、烟梗和杂质凭借自身的惯性穿过气流层,进入抛丝辊上方的螺旋回梗机构的料槽内,这样便完成了第一次梗丝分离。
ZJ17 卷烟机烟支刺破与梗丝分离的研究
ZJ17 卷烟机烟支刺破与梗丝分离的研究ZJ17由是中国烟机公司通过技贸合作的方式从德国HAUNI公司引进的,其运行的可靠性、稳定性深受国内卷烟生产企业的欢迎,在设备运行过程中,针对一些产品的要求,对设备本身也提出了更高的要求,近几年,中细支卷烟已成为市场主流,对于这类卷烟,对设备的梗丝分离提出更高的要求。
二、烟支刺破原因分析梗签对烟支刺破的影响较为显著,因此,对设备的梗丝分离提出了更高的要求。
通过测量成品烟中刺破烟梗签的长度,其梗签长度集中在略大于烟支直径处,这类梗签引起的刺破烟因达不到漏气检测踢除要求而被剔除,从而进入下游工序。
同时,略大于烟支直径的梗签在重量上与部分烟丝重量较为接近,且这类短梗签容易被长烟丝、小结团烟丝包裹夹带。
而ZJ17卷接机组是通过烟梗和烟丝的比重不同来分离的,所以,在分离这类短梗签的同时也会带走较多正常烟丝。
1、ZJ17卷接机组梗丝分离的原理。
ZJ17卷接机组采用二次梗丝分离结构。
第一次梗丝分离是通过高速旋转的烟丝输送带将烟丝及梗签加速,利用烟丝与梗签比重不同,相同速度抛送距离差来实现梗签与烟丝分离。
如图2所示,弹丝辘2将针辊1上的烟丝均匀的弹下落入输送带3上,具有10度仰角的输送带将烟丝以10度的仰角抛出,风分装置吹出的正压吹风(风压约1000Pa),正压吹风的气流垂直于输送带并分布在整个输送带的宽度上,正压吹风将烟丝吹向抛丝辊4,而较重的烟丝团、烟梗和杂质凭借着自身惯性通过挡板8而进入螺旋回梗机构5中。
实现第一次梗丝分离。
通过调节挡板8的高度位置可改变出梗比例。
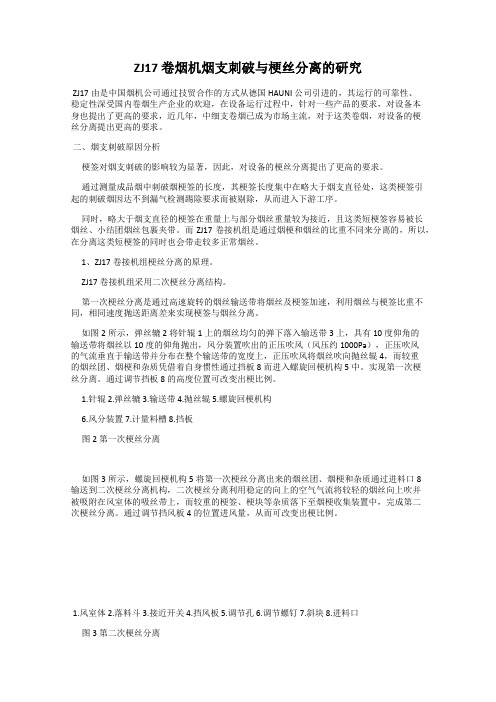
1.针辊2.弹丝辘3.输送带4.抛丝辊5.螺旋回梗机构6.风分装置7.计量料槽8.挡板图2 第一次梗丝分离如图3所示,螺旋回梗机构5将第一次梗丝分离出来的烟丝团、烟梗和杂质通过进料口8输送到二次梗丝分离机构,二次梗丝分离利用稳定的向上的空气气流将较轻的烟丝向上吹并被吸附在风室体的吸丝带上,而较重的梗签、梗块等杂质落下至烟梗收集装置中,完成第二次梗丝分离。
ZJ17型卷接机组供料成条机的改进设想
ZJ17型卷接机组供料成条机的改进设想易露凯【摘要】ZJ17型卷接机组中的供料成条机的性能与国际先进设备比较有差距,文中设计由风力送丝代替传动带送丝,并作适当的结构调整,综合出一种新的供丝原理,以期望提高ZJ17性能.【期刊名称】《机械工程师》【年(卷),期】2017(000)012【总页数】3页(P136-137,140)【关键词】ZJ17型卷接机组;供料成条机;传动带送丝;风力送丝【作者】易露凯【作者单位】常德烟草机械有限责任公司,湖南常德415000【正文语种】中文【中图分类】TS43ZJ17型卷接机组(以下简称ZJ17)是我国现阶段烟草行业主力设备之一,是引进德国虹霓公司设计制造的,集机、电、液、气、光于一体,具有高生产率、高可靠性的卷烟自动生产线。
ZJ17型卷接机组由供料成条机、烟支成形机和滤嘴接装机3部分组成。
烟支成形机主要由传动系统、供纸印刷系统、卷制成形系统、烟支切割系统、烟支输送系统、风力系统、气动控制系统等组成[1]。
供料成条机主要由传动系统、供料系统、梗丝分离系统、吸丝成形系统、烟支重量控制系统、回丝系统、液压系统等组成,其作用是把烟丝送丝系统送过来的烟丝经过松散、去除铁屑、杂质及烟梗后制成符合烟支重量要求的烟丝束后送到烟支成形机部分,由烟支成形部分制成烟支,烟丝束的好坏直接决定烟支质量,因此供料成条机是卷接机组中的关键设备[2]。
目前,世界上主要的烟机生产公司有HAUNI公司、MOLINS公司、GD公司,其生产的烟机都已经自成体系,且都有各自的相应专利,但又有其共同点:供料成条机都采用风力送丝成形原理。
ZJ17采用传动带送丝,其碎丝率和送丝均匀性都离国际先进机型有差距,因此对ZJ17的供料成条机进行改进设计对提高整机性能具有十分重要的意义。
1.1 德国HAUNI公司德国HAUNI公司生产的PROTOS系列卷烟机中,其卷制部分继承性较强,前后几代产品都没有质的变化,但其供料成条机却有明显的改进,以VE70、VE100E 为例,用图示的形式来加以说明,见图1。
一种ZJ17卷烟机吸丝带轮快速更换装置的研究

一种ZJ17卷烟机吸丝带轮快速更换装置的研究发布时间:2022-04-26T06:35:50.754Z 来源:《科学与技术》2022年1月第1期作者:林杰陈亮蔺鹏[导读] 吸丝成型系统是ZJ17 型卷烟机的重要组成部分。
吸丝成型林杰陈亮蔺鹏河南中烟工业有限责任公司安阳卷烟厂河南省安阳市 455000【摘要】:吸丝成型系统是ZJ17 型卷烟机的重要组成部分。
吸丝成型系统的主要作用是将梗丝分离后的均匀无杂无梗的烟丝,在风室体负压的作用下送入吸丝道,在吸丝道中借助空气的流向吸附于吸丝道上,在风室体导轨的作用下,随着吸丝带的连续运转,形成均匀的烟丝束送至烟支成型系统。
吸丝带轮和吸丝带驱动轮组成了吸丝带的双主动轮驱动机构,共同带动吸丝带运转。
【关键词】:ZJ17卷烟机吸丝带轮引言ZJ17型卷烟机组是引进德国虹霓(HAUNI)公司设计制造的世界著名卷接机组 PROTOS70 技术,目前广泛应用于大中型卷烟厂。
吸丝成型系统是ZJ17 型卷烟机的重要组成部分。
吸丝成型系统的主要作用是将梗丝分离后的均匀无杂无梗的烟丝,在风室体负压的作用下送入吸丝道,在吸丝道中借助空气的流向吸附于吸丝道上,在风室体导轨的作用下,随着吸丝带的连续运转,形成均匀的烟丝束送至烟支成型系统。
吸丝带轮和吸丝带驱动轮组成了吸丝带的双主动轮驱动机构,共同带动吸丝带运转。
发明内容1.原因分析在设备的日常运转过程中,由于风室中存在烟丝,烟沫等诸多灰尘,长时间使用的吸丝带轮容易出现轴承的损坏,造成烟丝经常性堵塞,影响设备正常运行,需要及时更换吸丝带轮。
由于吸丝带轮是直接安装在风室体上,需要用工具将吸丝带轮直接拔出,通常需要一名维修工花费10min才能完成,不但费时费力,还会给风室体带来一定的损伤,影响设备运行效率。
2.改进措施将原有的风室体上安装吸丝带轮的装置模块化,拆分成两个模块,通过螺纹螺丝将两模块连接,一个模块固定在风室体上,另一个模块安装吸丝带轮,实现吸丝带轮和风室体的快速分离。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【摘要】本文针对ZJ17卷接机组在生产过程中出现的在回收烟梗中含丝率偏高的问题,通过对现有梗丝分离装置的分析研究,设计制作了新型ZJ17卷接机组梗丝分离装置——Z型梗丝分离装置。
该装置成Z形弯曲通道,经过五次120度的折弯,气流经过通道折弯处时产生涡流,涡流将烟丝团充分扬打、松散。
在总高度不变的前提下,二次梗丝分离装置经过五次折弯延长了风分时间,使梗丝分离更充分、更彻底。
通过试验验证,新型的Z型梗丝分离装置能够有效地降低梗中含丝率,取得了较好的经济效益。
【关键词】ZJ17卷接机组 Z型风分分离装置梗中含丝率前言ZJ17卷接机组由YJ17供料成条机、YJ17卷制成形机、YJ27滤嘴接装机三部分组成,电气控制主要包括主机运行的PLC、重量控制系统SRM、质量检测系统CIS,生产过程自动监控、生产数据自动分析、统计、处理的人机交互系统等,ZJ17卷接机组额定生产能力7000支/分,其烟条速度可达490米/分,设备整体结构布局紧凑合理,操作简单,维修方便,造型美观,噪声较低,并且配有完善的在线检测系统,能有效地控制烟支重量,剔除质量不合格烟支,确保烟支质量稳定。
本机还配有工控机、触摸屏等设备,采用Windows操作系统,可方便地进行人机对话,可以显示、储存瞬时的和累计的生产管理数据,是我厂当前生产卷烟的主要机型。
1 VE 供丝机梗丝分离的工作原理 1.1 一次梗丝分离的组成及工作原理如图一所示,一次梗丝分选装置主要有针辊1、弹丝辘2、输送带3、抛丝辊4、螺旋回梗机构5、风分装置6等组成。
如图1所示,弹丝辘将针辊上的烟丝均匀弹下落入输送带上,输送带载着烟丝以较高的速度抛向梗丝分离室,输送带有10°的仰角,烟丝抛出时也有大约10°的仰角,以便于烟丝、烟梗分离。
在输送带的左前上方有一吹风室,向下喷出一束正压气流,气流垂直于输送带,作用在输送带的整个宽度上,正压吹风把烟丝吹向抛丝辊。
由于改变了烟丝的运动方向,稍重的烟丝团、烟梗和杂质凭借自身的惯性穿过气流层,进入抛丝辊上方的螺旋回梗机构的料槽内,这样便完成了第一次梗丝分离。
图1图1 VE供丝机梗丝分离装置1.针辊2.弹丝辘3.输送带4.抛丝辊5.螺旋回梗机构6.风分装置7.计量料槽1.2 二次梗丝分离装置的组成及工作原理如图2所示,二次梗丝分选装置主要由落料斗2、挡风板4、调节螺钉6、斜块7及安装于进料口8内的二次分选轮等组成。
第二次分离是采用风分原理。
所谓风分,是利用不同的物料具有不同的悬浮速度而将它们分离的过程,利用风分将烟梗、杂物从烟丝中除去,称为风分出梗。
物料在气流中受着气流升力和自身重力的作用,当两力相等时,物料在气流中处于平衡的悬浮状态,此时的气流速度用Vf表示。
当气流速度V<Vf烟丝时,烟丝便随烟梗一起下降,进入烟梗中;当气流速度V符合Vf 烟梗>V>Vf烟丝时,烟丝便上升,被气流带走,烟梗下落进入储梗盒,实现梗丝分离;当气流速度 V> Vf烟梗时,烟丝与烟梗一同随风上升进入风室。
烟丝与烟梗悬浮速度的大小,取决于自身的密度、形状、受风面积等因素,受风面积的大小是影响悬浮速度的重要原因。
实验资料表明,烟梗、杂物与烟丝的悬浮速度是不同的。
本机正是根据Vf烟丝<Vf烟梗的特点,在梗丝分离的漂浮室中造成的气流速度符合Vf烟梗>V>Vf烟丝时,实现风分除梗的。
螺旋回梗机构将稍重的烟丝团、烟梗和杂质混合物输送到二次风选装置进料口后,二次风选装置的负压空气由吸丝成型系统的风室体提供,吸风口安装在风室体下,在风室体负压的作用下,利用烟丝团、烟梗和杂质与烟丝比重不同的特性分离出梗签、梗块和烟丝,较轻的烟丝悬浮升起后被二次风选装置上方的吸丝带带走,稍重的烟丝团、烟梗或杂物则下落掉进储梗盒里,被接装在储梗盒中的负压吸风吸走。
其出梗量的多少,可通过改变挡风板的角度加以调整。
(见图2)图2 VE梗丝二次分离装置1.风室体2.落料斗3.接近开关4.挡风板5.调节孔6.调节螺丝7.斜块8.进料口2 二次梗丝分离装置梗丝分离不彻底的原因2.1 二次梗丝分离效果现状调查ZJ17卷接机组在生产过程中,设备运行平稳,效率较高,性能良好。
由于该机型是上世纪八十年代设计制造的产品,二次风分机构设计在VE 机身右侧,飘浮室结构不是很合理,梗丝分离在有限的局部宽度完成,排出的梗丝混合物悬浮差,风分效果较差。
机台分离出的梗中含丝率较高,存在较大程度的浪费。
通过抽样,对10台机组的剔除烟梗中含丝率进行统计,如下表1所示。
表1 10台ZJ17卷接机组剔除的梗签混合物中含丝率统计表从以上检查统计来看,ZJ17卷接机组分离梗中含丝率为5.06%,其中17#机组梗中含丝率较高,为突显针对性,我们对17#机组梗中含丝率情况再次进行了详细的调查统计(如下表2所示),统计结果显示梗中含丝率均值在5.28% 造成烟丝浪费,物耗增加。
表2 17#ZJ17卷接机组梗签剔除统计表2.2 二次梗丝分离效果不理想的原因分析2.2.1 烟丝松散不彻底通过对卷烟机剔除梗签物的调查发现,有部分梗丝团掺杂在其中,造成梗中含丝量较高,二次梗丝分离不彻底(见图3所示)。
图3 二次分离装置使用前剔除的梗签物2.2.2 梗丝分离时间短图4 梗丝分离装置示意图梗丝混合物从螺旋输送出口送出进入飘浮室,由于从螺旋输送出口到上端吸风室的气流通道为直通型通道,使空气直接与风室吸风相通,气流升力增大,造成进入飘浮室内的密度较小的梗丝团停留时间短,未经松散分离,就随气流上升进入风室,会造成烟支质量缺陷。
从螺旋输送出口到飘浮室出口虽有4个尺寸相同的斜块,由于斜块体积较小,气流通过时产生的涡流较小,使梗丝混合物扬打不充分使梗丝分离不彻底,造成梗中含丝率高。
3 新型梗丝二次分离装置的改进设计由于烟丝团、烟梗及杂物具有不同的悬浮速度,而原设计的漂浮室为直通型,其内部气流变化不大,不能很好地松散烟丝团、烟梗,容易造成梗中含丝率偏高,烟丝消耗增大。
因此需要对二次梗丝分离装置进行改进。
3.1设计参考及思路3.1.1 我们通过对PROTOSM5卷接机组梗丝分离系统研究后发现,PROTOSM5卷接机组 Z型梗丝分离系统有下列特点和优点:特点是可控制流量气压的气流经Z型通道,在计量料槽前烟丝流经多级转折的Z型分离通道进行梗丝分离和气流对烟丝的均匀再分布。
优点是使梗丝分离在计量料槽定量之前完成烟丝定量更准确。
Z型梗丝分离通道使梗丝分离级数更多、分离更充分、烟丝分配更均匀,自动调整气流压力流量得到所需含梗量。
减少造碎,烟丝处理更均匀,因此回丝量更小就可满足需求卷烟机。
3.1.2 因此我们以PROTOSM5卷接机组的Z型梗丝分离系统的设计参数,确定折角角度和总体长度为关键设计参数,通道材料为不锈钢,正面为有机玻璃。
考虑到试验成本费用,为了取得最佳的设计参数,分别制造了6件不同的长度和折角角度的样品进行了实验,统计结果如下表所示:表3 试验统计表结论:以3.4%为目标值,角度120°,长度700mm,为最佳设计值。
3.1.3 Z型的通道经过五次120度的折弯,由于空气经过通道折弯处时会产生涡流将烟丝团充分扬打、松散,经过测量计算,当折弯处的角度在120度时,烟丝输送能够保持顺畅,并且能够保证烟丝得到充分的扬打、松散。
3.1.4 尽可能延长烟丝在输送过程中通道的长度,有利于烟丝和烟梗的充分分离。
新型的Z型梗丝分离通道使梗丝经过多次折弯,烟丝受气流作用时间长,梗丝分离更充分、彻底。
3.2 新型梗丝二次分离装置的方案可行性分析3.2.1利用原有二次梗丝分离装置的位置和有效利用空间进行优化设计3.2.2新的设计外形轮廓尺寸尽可能地在现在宽度200mm,长度750mm,厚度最大不超过100mm。
3.2.3整个二次梗丝分离通道采用Z型方式,延长梗丝分离时间,折弯角度为120度,符合现代梗丝分离通道的设计要求。
3.2.4 在二次梗丝分离通道上部加装风力调节网板,操作工可以方便地调节整个梗丝分离通道风量,通过错动风力调节网板调整上升气流的大小,可以达到较好的梗丝分离效果。
3.3 Z型二次梗丝分离装置设计3.3.1前挡板的设计(如右图所示)。
用烤箱将有机玻璃加热,有机玻璃是聚甲基丙烯酸甲酯,有极高的透明度,抗破裂性能强,具有突出的耐老化性,电绝缘性强。
热软化温度≥105℃,有良好的热塑加工性质,易于加工成型。
用工装将罩板角度压制,待冷却定型后数控加工中心加工。
3.3.2 调节板的设计。
风压的调节改在二次分离装置的上部,调整时比较方便。
图5 前挡板设计图6 调节板设计3.3.3 左右侧板的设计。
图7 左右侧板设计3.3.4 出丝口导向块的设计。
采用现在雕刻加工技术保证了产品的加工精度。
图8 出丝口导向块设计3.3.5 底板的设计。
底板采用18Cr-8Ni(304)作为一种用途广泛的钢,具有良好的耐蚀性、耐热性,低温强度和机械特性;冲压、弯曲等热加工性好,无热处理硬化现象,无磁性。
图9 底板设计4 VE梗丝二次分离装置的应用及效果4.1 新型的Z型梗丝分离装置的整体设计及安装,如下图所示。
图10 改进后的梗丝分离装置示意图图11改进后的梗丝分离装置4.2 将设计制造的新型悬浮式Z型梗丝分离装置安装在17号ZJ17卷接机组。
对17号ZJ17卷接机组剔除的梗签进行了样本采集记录。
如下表所示。
表4 改进后的17#ZJ17卷接机组梗签剔除统计表统计次数19 20 21 22 23 24梗中含丝率% 4.14.2 3.6 3 3.2 4梗中含丝率均值3.37经统计计算得到改进后梗中含丝率平均值为3.37%左右,符合厂产品工艺标准要求。
4.3 下图是新型风分装置安装使用后的样品采集,改进后梗签中烟丝和烟丝团明显减少,可以看出梗丝分离效果明显提高。
图12 新型二次分离装置使用后剔除的梗签物4.4 将改进前后剔除的梗丝中含丝率作比较,如下图表示。
图13 改进前后梗中含丝率效果对比图5 使用新型梗丝分离装置的效益分析改进后的梗丝分离装置梗中含丝率降低后年度效益分析如下:10×(5.28%-3.37%)×3×22×12=151.3(kg)10为每班风选后后的梗重量(含丝),3为三个班,22为每月生产天数,12为年度月数。
每年预计节约烟丝151.3KG,效益明显;同时,烟支质量有了很大地改观。
6 新型的Z型梗丝分离装置规范新型Z型梗丝分离装置纳入ZJ17机组作业指导书,并制定保养标准严格按照山东中烟工业有限责任公司企业标准制定ZJ17机组作业指导书,将设计安装的新型VE梗丝分离装置保养纳入其中,明确规定梗丝分离部件的保养要求。
表5 ZJ17卷接机组轮保保养规范(一部分)系统部位保养项目保养方法责任人VE 陡角输送器清除烟末,揩清烟灰摇出陡角输送器到极限位,用吸尘器吸清陡角输送器提升带内下角的烟末操作工7 结束语设计的新型Z型梗丝二次风分装置,经实际应用证明,有效地降低了梗中烟丝含有率,减少了烟丝浪费,节约了物耗,降低了成本,产品质量有了明显提高,满足了生产工艺要求,达到了预期的目标。