第二章+异种钢的焊接(1)--文献
压力容器制造过程中异种钢焊接工艺及无损检测方法研究
压力容器制造过程中异种钢焊接工艺及无损检测方法研究摘要:《固容规》中提出对异种钢焊接进行表面无损检测,因为异种钢焊接后容易产生焊接缺陷。
然而,目前安全技术规范和标准对异种钢的概念并未明确界定,导致在实际工作中存在争议。
本文查阅了相关法规、标准和文献资料,对异种钢的概念、焊接和检验要求进行了研究分析,旨在为制造压力容器提供一定的指导意义。
文章阐述了异种钢的分类和焊接注意事项,并讨论了射线检测、超声检测和渗透检测等无损检测方法在压力容器制造中的适用性。
关键词:压力容器,异种钢,焊接工艺引言随着现代工业的发展,异种钢的应用在压力容器制造中日益广泛。
然而,由于异种钢在化学成分和力学性能上与常用钢材存在较大差异,其焊接后容易产生焊接缺陷,给压力容器的安全性和可靠性带来潜在威胁。
为了确保制造出高质量、符合规范的压力容器,对异种钢焊接进行表面无损检测显得尤为重要。
一、异种钢的概念及焊接注意事项1.1 异种钢的概念异种钢是指在钢材中,其化学成分和力学性能与常用材料存在较大差异的钢种。
由于相关法规和标准并未明确定义异种钢的具体分类,因此可以根据金相组织的特点来进行划分。
(1)珠光体钢珠光体钢是一类常见的钢材,其组织主要由珠光体相构成。
珠光体钢通常包括碳钢、不锈钢等。
虽然这些钢种组织类型相同,但由于化学成分和其他性能的差异,也被视为异种钢。
(2)马氏体-铁素体钢马氏体-铁素体钢是一类含有马氏体和铁素体相的钢材。
这些钢种在组织上具有一定的复杂性,其化学成分和性能与珠光体钢存在显著区别,因此也归类为异种钢。
(3)奥氏体钢奥氏体钢主要由奥氏体相组成,其特点是高强度和优异的耐热性。
奥氏体钢与珠光体钢或其他钢种在化学成分和性能上有明显的差异,因此也属于异种钢范畴。
(4)异种有色金属焊接和钢与有色金属焊接除了钢材中的异种钢,还存在于有色金属与钢材之间的焊接。
这类异种金属焊接通常涉及不同材料的结合,其化学成分和性能相差较大,因此也需要特殊考虑。
20和L245的异种刚焊接
目录1 绪论 (1)1.120和L245的化学成分及力学性能介绍 (1)1.2低合金钢的介绍 (2)220和L245焊接性分析 (6)2.1 20和L245焊接特性 (6)2.220和L245焊接缺陷的分析 (6)2.3氩弧焊 (7)2.3.1氩弧焊的特点原理、操作、特点及应用 (7)2.3.2 氩弧焊焊接参数 (8)3 制订20和l245的焊接工艺 (11)3.120和L245的焊接要求..................................错误!未定义书签。
3.2焊接方法的确定.......................................错误!未定义书签。
3.3焊接材料的选用.......................................错误!未定义书签。
3.4焊前准备.............................................错误!未定义书签。
4 结论 (14)致谢 (15)参考文献 (16)焊接工艺卡20和L245异种钢焊接工艺规程的制定摘要本文主要从分析原理入手分析异种钢焊接的焊接性.先从异种钢焊接分类入手分析异种钢焊接的焊接性,从中选出较多见的奥氏体钢与马氏体钢焊接作为重点示例,从焊接成分的稀释、凝固过渡层的形式、碳迁移过渡层的形式、残余应力的形成各个方面具体分析异种钢焊接性.然后提出异种钢焊接工艺措施,主要提出两种焊接方法——直接施焊法、利用"过渡段"焊接.首先根据焊接母材的化学成分与力学性能的分析,在焊接应力与变形的条件下可能产生的各种缺陷,分析了其影响因素,然后根据产生缺陷的原因,在焊接时的选择坡口、焊接结构的设计和焊接工艺的编制采取相应的对策。
最后分析复合钢的焊接特点.以及对异种钢焊接中的金属合金的作用进行介绍分析,来加强我们对钢材的认识,为我们做焊接打下基础。
关键字:20和L245异种钢焊接工艺焊接参数AbstractThis paper starts from the anal ysis of theprinciple of welding of dissimilar steel welding of dissimilar steel welding.From the anal ysis of the classification of the welding of dissimilar steel welding, choose the austenite andmartensite steel is moresee welding as a key example, the welding components of dilution, freezing transition layer, transition layer of carbon migration in the form of residual stress, the formation of the various aspects of the specific anal ysisof dissimilar steel welding. Then put forward the technical measures of dissimilar steel welding,mainl y put forward two kinds of weldingmethods -- direct welding method, the use of "transition".First of all,a ccording to the first base metal welding the chemical composition and mechanical properties of the welding stress and deformation possibl e under the conditions of the various defects, anal ysis of its impact factor, then the reasons for the defects in the welding when the choice of groove, Welding design and structure of the welding process of preparation to take corresponding countermeasure s.In the final anal ysis, welding welding composite steel areintroduced as well as the role of the metal alloy of dissimilar steel welding in the to enhance our understanding of steel, welding, and lay the foundation for us to do.Key words:20andl245CrMosteel ,welding process ,welding parameters1 绪论焊接技术自20世纪初期以后,几十年来获得迅猛发展,目前焊接结构已经基本上取代了铆接结构,并部分代替铸造和锻造结构。
异种钢的焊接

异种钢的焊接摘要:本文介绍了采用手工钨极氩弧焊(GTAW )进行SA234WPB 与SA182-F304L 钢的焊接,对产生缺陷的原因进行了分析,并提出了改进意见。
关键词: 异种钢 焊接 GTAW 焊前言在秦山坎杜核电站1#、2#堆的管道安装中有两个重要系统:33410(停堆冷却系统)、34320(堆芯应急冷却系统),这两个系统上的管道与流量孔板连接的异种钢接头共有48道焊口要进行焊接。
所有管道或管件材料为SA106GR.B 或SA234WPB ,流量孔板的材料为SA182-F304L ,其公称直径及壁厚分别为10″(273mm )×0.718″(18.24mm )和12″(324mm )×0.843″(21.41mm )。
根据现场的实际安装情况,要求全部采用手工钨极氩弧焊(GTAW )进行该对接接头(坡口为V 、J 型见图1)的根部打底焊接,所焊的焊口背面必须采用氩气(Ar )进行保护。
焊缝级别为核一级,且全部要求100%PT 、100%RT 和100%UT 检验,并执行美国ASME 标准。
以下只叙述SA234WPB 和SA182-F304L 钢的焊接。
1. 焊接性通过对资料的查找得知SA182-F304L (UNS :S30403)属于奥氏体不锈钢,相当于国内材料00Cr19Ni10;SA234WPB 属于中、高温锻制碳钢,相当于国内材料22g 。
SA234WPB 与SA182-F304L 钢的焊接相当于碳钢与不锈钢的焊接,也就是珠光体钢与奥氏体钢的焊接。
接头及坡口形式:对接接头,坡口为J 型 和V 型(由于特殊原因有些改成该型),见图1。
根据设计要求所采用的焊接材料:焊丝为ERNiCr-3(φ3.2mm )相当于因康镍82,焊条为ENiCrFe-3(φ2.4mm )相当于Ni307A (外方只提供该直径焊条、丝)。
其母材、焊材的化学成分及力学性能见表1、表2。
由于两种钢在化学成分、金相组织和力学性能方面相差甚远,在焊接时会出现下列问题: (1) 焊缝金属的稀释由于在珠光体钢与奥氏体钢焊接时碳钢一侧奥氏体焊缝中的母材熔入比例及合金元素浓度的变化,使得焊缝内某点距熔合线的相对距离,一般过渡层的总宽度约为0.2~0.6mm 。
异种金属焊接时的焊接材料和焊接方法选择讲解

第二节异种金属焊接时的焊接材料和焊接方法选择一、熔合区的特点异种金属焊接时,在母材和焊缝之间有一个成分和母材或焊缝都不相同且往往介于两者之间,实际上形成了化学成分的过渡层(图3-2-1。
如果焊条(或焊丝)成分和母材成分,或者两种母材的成分相差很大时,熔合区的性能将对焊接接头的性能有着很大的影响。
所以,在选择焊接材料和确定焊接工艺时,不仅要考虑焊缝金属本身的成分和性能,还要考虑熔合区成分和性能。
虽然熔合区的厚度极小,通常只有几个晶粒,或者更小,但它对接头的性能影响却是很大的。
实际上熔合区可分为未混合区和半熔化区。
如果焊缝金属和母材金属化学成分差别愈大,愈不容易充分混合,则熔合区越明显。
熔合比和稀释率高时,熔合区也更明显。
熔合区金属液体存在时间越长,或液体金属流动性越好,则成分越均匀,熔合区会有所减小。
熔合区成分的不均匀性,可通过调整焊接参数、热处理工艺来进行适当的改善。
图3-2-1化学元素的含量在过渡区的分布1—化学元素在母材中的含量大于在焊缝中的含量时的理论分布曲线2—化学元素在母材中的含量小于在焊缝中的含量时的理论分布曲线3—实际分布曲线二、异种钢焊接时焊接方法的选择原则大部分的焊接方法都可以用于异种钢的焊接,只是在焊接参数及措施方面需适当考虑异种钢的特点。
在选择焊接方法时,既要保证满足异种钢焊接的质量要求,又要尽可能考虑效率和经济。
在一般生产条件下使用焊条电弧焊最为方便,.因为焊条的种类很多,便于选择,适应性强,可以根据不同的异种钢组合确定适用的焊条,而且焊条电弧焊熔合比小。
堆焊可以降低熔合比。
埋弧焊则生产效率高。
焊接金相组织不同的钢,如珠光体钢和奥氏体钢焊接时,还应考虑尽量使金属熔化量降到最小限度,即尽可能地降低熔合比,以防止过渡区出现脆性的淬硬组织和裂纹等缺陷。
不同的珠光体钢焊接以及珠光体钢与高铬马氏体钢焊接,采用二氧化碳气体保护焊,具有广泛实用性。
高合金异种钢焊接一般采用惰性气体保护焊,一般薄件采用钨极氩弧焊,厚件采用熔化极惰性气体保护焊。
异种钢(Q235B与45号钢)焊接技术研究
广东化工2019年第13期·172·第46卷总第399期异种钢(Q235B与45号钢)焊接技术研究郑建发(中山市艾特游乐设备有限公司技术部,广东中山528447)Study on Welding Technology of Dissimilar Steel(Q235B and45)Zheng Jianfa(Technical Department of Zhongshan Aite Amusement Equipment Co.,Ltd.,Zhongshan528447,China)Abstract:In the design and selection of mechanical components of large-scale amusement equipment,such as cranks,the materials used are generally considered only for economy,suitability and convenience.In order to obtain welded joints with high plasticity,toughness and strength,the welding of dissimilar steels will be involved.The welding technology of dissimilar steels is the key technology for processing and obtaining stable transition of materials.The implementation of welding procedure qualification process is the basis for validating the proposed welding procedure and formulating the welding procedure in production in the future.Keywords:welding process WPS;welding process qualification PQR;dissimilar steel;45steel;Q235B steel;large amusement equipment在大型游乐设备机械部件(如曲柄)的设计和选用中,常通过Q235型材和45号轴销件进行焊接,来获得优异的综合使用性能。
(工艺技术)高焊工艺第二章异种金属的焊接

(工艺技术)高焊工艺第二章异种金属的焊接河北省技工学校表5—1教师课时授课计划学校:唐山劳动技师学院授课序号●课时安排:2课时(90分钟)●教学方法:讲授、举例、探究、提问●旧课复习:(3分钟)1、钛及钛合金焊接接头脆化的解决途径。
2、提问:①钛及钛合金焊接产生气孔的原因及措施?②钛及钛合金焊接产生裂纹的原因?●引入新课:(2分钟)随着科学技术发展,异种金属焊接越来越广泛。
许多情况,要求构件,不同的部位承受不同的工作条件,如载荷、温度或介质。
通常几种不同金属焊接起来,又能满足要求,又能发挥各种技术的作用,有经济效益。
●新课内容:§2-1 异种金属焊接概述一、异种金属焊接的概念(5分钟)异种金属焊接:各种物理常数和金属组织等性质各不形同的母材金属之间的焊接。
从材料角度分类:异种钢焊接三类异种有色金属焊接钢与有色金属焊接从接头形式分类:两种不同金属母材的接头三种被焊母材金属相同采用不同焊缝金属的接头复合金属板的接头二、异种金属的焊接性(25分钟)金属焊接性:金属是否适应焊接加工而形成完整的、具备检查上次课知识点的掌握情况通过举例讲解异种金属的应用及焊接的意义讲授异种金属的概念及分类一定使用性能的焊接接头的特性。
焊接过程接头是否容易形成缺陷(结合性能)两方面焊后满足使用条件的能力(使用性能)两种金属能够熔合或通过中间过渡层的填充材料熔合,都认为具有焊接性。
差别在于焊接工艺的简单、复杂程度;焊后接头的性能好坏。
1、异种金属组合的金相结构固溶体合金结构化合物1)固溶体:是指二组元在液态相互溶解,结晶以一组元为基体保持原有晶格类型,另一组元是原子分布在基体组元晶格里,形成一致的固体合金。
特点:组织均匀,力学性能(主要塑性、韧性)好,理想的焊缝组织。
无限固溶体如:铜-镍铁-镍分类有限固溶体析出另一固溶体(两相)铁-铜析出化合物铁-铝铝-铜2)化合物:是指合金组元按一定的原子数量比,化合成一种完全不同于原来组元晶格的新相,且具有金属特性的固体合金。
异种钢的焊接总结
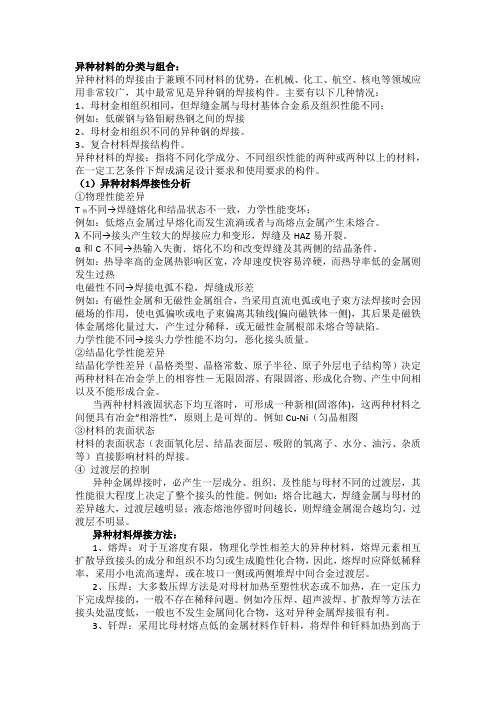
异种材料的分类与组合:异种材料的焊接由于兼顾不同材料的优势,在机械、化工、航空、核电等领域应用非常较广,其中最常见是异种钢的焊接构件。
主要有以下几种情况:1、母材金相组织相同,但焊缝金属与母材基体合金系及组织性能不同;例如:低碳钢与铬钼耐热钢之间的焊接2、母材金相组织不同的异种钢的焊接。
3、复合材料焊接结构件。
异种材料的焊接:指将不同化学成分、不同组织性能的两种或两种以上的材料,在一定工艺条件下焊成满足设计要求和使用要求的构件。
(1)异种材料焊接性分析①物理性能差异T熔不同→焊缝熔化和结晶状态不一致,力学性能变坏;例如:低熔点金属过早熔化而发生流淌或者与高熔点金属产生未熔合。
λ不同→接头产生较大的焊接应力和变形,焊缝及HAZ易开裂。
α和C不同→热输入失衡.熔化不均和改变焊缝及其两侧的结晶条件。
例如:热导率高的金属热影响区宽,冷却速度快容易淬硬,而热导率低的金属则发生过热电磁性不同→焊接电弧不稳,焊缝成形差例如:有磁性金属和无磁性金属组合,当采用直流电弧或电子束方法焊接时会因磁场的作用,使电弧偏吹或电子束偏离其轴线(偏向磁铁体一侧),其后果是磁铁体金属熔化量过大,产生过分稀释,或无磁性金属根部未熔合等缺陷。
力学性能不同→接头力学性能不均匀,恶化接头质量。
②结晶化学性能差异结晶化学性差异(晶格类型、晶格常数、原子半径、原子外层电子结构等)决定两种材料在冶金学上的相容性-无限固溶、有限固溶、形成化合物、产生中间相以及不能形成合金。
当两种材料液固状态下均互溶时,可形成一种新相(固溶体),这两种材料之间便具有冶金“相溶性”,原则上是可焊的。
例如Cu-Ni(匀晶相图③材料的表面状态材料的表面状态(表面氧化层、结晶表面层、吸附的氧离子、水分、油污、杂质等)直接影响材料的焊接。
④过渡层的控制异种金属焊接时,必产生一层成分、组织、及性能与母材不同的过渡层,其性能很大程度上决定了整个接头的性能。
例如:熔合比越大,焊缝金属与母材的差异越大,过渡层越明显;液态熔池停留时间越长,则焊缝金属混合越均匀,过渡层不明显。
异种钢焊接
影响碳迁移过渡层的形成与发展的因素: (1)接头在焊后的加热温度和保温时间 实践证明,焊接线能量对碳迁移 过渡层的形成无明显的影响,即使采用大的线能量,焊后也不一定出现明显 的迁移过渡层。而焊后加热到—定温度(500℃左右),保温一段时间后, 过渡层开始发展。随着温度升高,脱碳层逐渐加大,到800℃时达到最大值。 随加热时间的延长,扩散层也加宽。因此,一般情况下,异种钢接头不宜焊 后热处理。 (2)碳化物形成元素的影响 奥氏体焊缝中合金元素对碳的亲和力越大, 数量越多,则珠光体母材一侧的脱碳层就越宽。 (3)母材含碳量的影响 尽管碳从珠光体钢向焊缝迁移不是因母材与焊缝 中碳浓度差而造成,但母材中碳含量越高,迁移层发展则越快。 (4)镍的影响 :镍是石墨化元素,降低碳化物的稳定性,削弱碳与碳化物 形成元素的结合力。因此,焊缝中提高镍含量,有助于抑制碳的扩散。
2020/6/28
3、焊接材料的选择
原则: A、保证焊缝金属与基体金属有良好的力学性能,一般根据接头两侧 焊接性较差或强度较低的材料选择焊接材料; B、保证焊缝金属具有一定的致密性,无气孔、夹杂; C、保证有良好的工艺性能,即不出现裂纹、适应各种位置焊接; D、保证焊缝金属具有所要求的特性,如热强性、耐热性、耐腐蚀性、 耐磨性等; E、对不能形成固溶体的异种金属,可在良种被焊的异种金属之间加 能形成固溶体的中间过渡层。
较熔池中部低,液体金属流动性较差,最先结晶形成固态 。 • 由于珠光体钢与奥氏体不锈钢化学成分相差悬殊,在珠光 体钢一侧熔池边缘,熔化的母材金属和填充金属不能充分 地混合,在此侧的焊缝金属中珠光体钢所占比例较大,且 越靠近熔合线稀释程度就越大;而在焊缝金属熔池的中心 ,其稀释程度就小。 • 在珠光体钢与奥氏体不锈钢焊接时,在珠光体钢一侧熔合 线的焊缝金属存在一个成分梯度很大的过渡层,宽约为 0.2~0.6mm。这种成分上的过渡变化区是因熔池凝固特 性而造成的,故称为凝固过渡层,实际上是高硬度的马氏 体脆性层。
异种金属的焊接

①与珠光体钢相似; ②与马氏体钢相似; ③与两种钢完全不同,采用奥氏体钢焊丝或焊条。
8.珠光体钢与奥氏体钢的焊接
一、焊接性
①焊缝的稀释 ②过渡层的形成 ③熔合区扩散层的形成(脱碳层、增碳层) ④焊接接头应力状态的特点 ⑤延迟裂纹
二、焊接工艺
①焊接方法的选择 焊条电弧焊,熔合比小,且操作灵活,不受焊件形状的限制。 ②焊接材料的选择 根据母材种类和工作温度进行选择
(2)焊接材料
焊接材料的选择原则:
4.异种钢的焊接要点
1)接头的设计应有助于焊缝稀释率的减小,应避免在某些 焊缝中产生应力集中。
2)焊接电流、焊条直径、焊接速度、焊条摆动方法及焊接层 数的选择,应以减小母材金属的熔化和提高焊缝的堆积量为主 要原则。 3)焊接淬硬钢时,必须进行预热。 4)焊接复杂结构时,先分件组装焊接,再整体拼装,有助于 减小刚度及焊接残余应力。
厚度大于3mm,开X形坡口,保证焊透,或采用埋弧焊。 压焊:真空扩散焊、电阻焊、或闪光焊、爆炸焊;
三、钢与镍及其合金的焊接
①钢与镍及其合金的焊接性
镍与铁的物理及化学性能差别不大,有利于焊接,但易产生气孔及热裂 纹。
高温下镍与氧形成NiO,冷却时镍与氢、碳发生反应,镍被还原,生成 水蒸气和一氧化碳。结晶时形成气孔。
间接熔焊(加过渡段,采用爆炸焊方法制成钛-钢复合件。)
11. 异种有色金属的焊接
一、铝与铜的焊接
①铝与铜的焊接性
方法:压焊(铜与铝的塑性很好)
利用压焊制成铝铜过渡接头,实现同种金属的焊接。
②铝与铜的焊接工艺
<1>氩弧焊 铝与铜氩弧焊时,要将电弧向铜的一侧偏移约相当于板厚 1/2的距离,以便达到两种材料的均匀熔化。
第二章 异种钢的焊接(1)--文献
2、新型细晶奥氏体耐热钢
奥氏体耐热钢Super304H 是TP304H的改进型,添加了3%Cu和0.4%
Nb,从而获得了极高的蠕变断裂强度,在600~650℃下的许用应力比
TP304H高30%,这一高强度是奥氏体基体中同时产生NbCrN、Nb、 (N、C)、M23C6和细的富铜相沉淀强化的结果。该钢的组织和力学性
—
0.9~ 1.20
0.15~ 0.30
—
12CrMoWVBSiRe 12Cr2MoWVB
0.08 0.08
0.60 0.45
0.40 0.45
0.45 0.50
0.15 0.30 1.60
0.30 0.28
0.003~0.007B, 0.15Re ≤0.008R
12Cr3MoVSiTiB
0.08
0.60
能稳定,而且价格便宜,是超超临界锅炉过热器、再热器的首选材料。
此外,近年来还通过特定的热加工和热处理工艺开发了TP347HFG钢 和HR3C(TP310NbN)钢等新型细晶奥氏体耐热钢。具有极好的抗蒸汽 氧化性能和较高的许用应力。HR3C通过添加元素铌(Nb)和氮(N),使 得它的蠕变断裂强度提高到了181MPa。
异种钢焊接工艺要点
(主要解决熔合线附近的金属韧性下降的问题) 1.异种钢焊接接头的设计,应有助于焊缝稀释率 的减小,应避免在某些焊缝中产生应力集中。 较厚对接时宜用X形坡口或U形坡口。 2.焊接电流、焊条直径、焊接速度、焊条摆动方 式及焊接层数的选择,应以减少母材金属的熔 化和提高焊缝的堆积量为主要原则。 3.当被焊的两种钢之一是淬硬钢时必须预热,预 热温度应根据焊接性差的一方选择。 4.复杂结构应先分件组装焊接,然后再整体拼装 焊接比整体组装焊接好
异种钢的焊接
异种钢的焊接(一)现代钢结构制造中,异种低合金钢得到越来越广泛的应用。
采用异种低合金钢制造焊接结构,不仅能满足不同工作条件对钢材提出的不同的要求,而且还能节省高合金钢,降低成本和简化制造工艺,充分发挥不同材料的性能优势。
在某些条件下,异种低合金钢结构的综合性能超过单一钢结构。
异种低合金钢制成的焊接结构在机械、化工、石油及反应堆工程等行业应用广泛。
1.异种珠光体钢的焊接1.1 焊接特点在钢结构的焊接制造中,经常遇到不同强度级别异种珠光体钢的焊接。
采用异种珠光体钢的焊接结构,不但经济合理,还能够提高整体焊接结构的使用性能。
这些焊接任务是在下列条件下提出的。
①根据结构承受载荷的分布情况,对不同受力条件的零件或部件,在设计时就规定了采用不同强度级别的钢种。
②在锻、铸与轧材的联合焊接结构中,各组成零件的钢号、状态、化学成分不同。
③特种用途的结构中,由于结构各个部位工作介质或工作条件不同,各零、部件分别采用专业钢种与一般钢种。
④由于钢材品种多,生产现场规格不齐,致使制造过程中要求代用材料。
碳含量是决定珠光体钢在焊接中淬硬倾向的主要元素。
含碳量低于0.25%的碳钢,采用常规方法进行焊接,近缝区不会产生淬硬组织,焊接性良好。
钢的含碳量超过0.25%时,在焊接中开始出现淬硬倾向。
含碳量越高,热影响区的淬硬倾向越大。
为了避免在焊接热影响区形成脆性的马氏体组织并引发裂纹,应采用合理的工艺措施,包括合理的焊接次序、预热、最佳工艺参数等。
实践中,对于异种珠光体钢焊接结构件,只要焊缝金属的强度不低于构件中强度较低的一种钢材就可以满足对接头性能提出的强度要求。
对于相同金相组织类型的钢材,热物理性能没有很大差异,不同钢种之间的焊接最常用的方法是熔焊。
焊接材料一般选择与母材金相组织相同的金属,且熔敷金属成分接近于强度较低一侧钢材(异种钢中合金化程度小的钢材)的成分。
预热温度及热处理工艺一般按合金化程度高的母材确定。
1.2 焊接材料的选用异种珠光体钢焊接时,按强度较低一侧钢材的强度要求选择焊接材料,熔敷金属的化学成分与强度较低一侧钢材的成分接近,但焊缝的热强性应等于或高于母材金属。
压力容器异种钢焊接工艺及无损检测方法探究
压力容器异种钢焊接工艺及无损检测方法探究发布时间:2022-09-01T08:00:30.823Z 来源:《工程建设标准化》2022年第9期作者:李飞[导读] 压力容器是一种密闭容器,其中含有的化学反应物质大多是气体或液体,且其内的压力高于大气压。
李飞身份证号:37052319860606****摘要:压力容器是一种密闭容器,其中含有的化学反应物质大多是气体或液体,且其内的压力高于大气压。
压力容器氛围反应容器、分离容器、储运容器和换热容器等等类型,这些容器不同于常压容器,其工作所需的条件更为严苛。
在制造此类容器的过程中,最重要的环节是焊接,因为这一步骤直接影响着容器的使用寿命和工作性能。
关键词:压力容器;异种钢;焊接工艺;无损检测;方法引言焊接是压力容器制作最为重要的环节,焊接质量直接决定压力容器的整体质量。
在使用过程中,压力容器若出现渗漏、泄露甚至爆炸等问题,将会给人民群众的生命和财产造成严重的损失。
目前我国压力容器的制作工艺流程在焊接环节中仍存在一些问题,焊接质量是制约压力容器质量的瓶颈。
因此,分析压力容器在焊接过程中的常见问题,并探寻相关防范和解决办法是十分必要的,对有效保证压力容器的使用效果和使用年限,降低安全事故发生也十分必要。
1控制压力容器焊接质量的重要性压力容器属于承压特种设备的范畴,因为此类容器在工作过程中需要高温高压的条件,因此一旦安全性能受损,则可能导致严重的安全事故,造成人身财产损失。
压力容器在制作的过程中,核心环节在于焊接环节,因为这一环节能够对压力容器的质量和工作性能产生直接的影响。
从一定程度上讲,压力容器的质量几乎完全取决于制造人员的焊接水平。
在焊接过程中,材料的使用、技术的成熟度、设备本身的性能等也能够决定焊接的质量。
因此,在进行压力容器的焊接环节时,制造人员应当做好充分的准备,严格控制焊接质量。
2异种钢焊接接头的无损检测方法2.1射线检测由于异种钢存在埋藏性缺陷,为了避免检测工作受到金属金相组织核材料晶粒度的影响,一般优先考虑射线检测方法,由于射线的特征,裂纹的检出率也会与照射角度相关。
异种钢焊接问题PPT课件
2021/5/25/03:49:38
第11页/共12页
感谢您的观看!
2021/5/25/03:49:38
第12页/共12页
内的氧化层、油污、水分、锈蚀等,不锈钢复板两侧至少 250mm范围内涂上防飞溅涂料,对坡口侧进行MT检查。基材焊 缝表面应距复合界面1-1.2mm,焊缝余高修磨为零。
焊接顺序及焊接工艺参数:
手工电弧焊→窄间隙埋弧自动 焊→手工电弧焊(一层过渡层)→ 手工电弧焊(两层复层)。
2021/5/25/03:49:38
(2)复层焊接应严格控制层间温度,防止过热。 (3)过渡层和复层的焊接,在保证熔合良好的前提下,尽可能采用低热输
入量施焊,即降低熔合比。采用小直径焊条、低焊接电流、窄焊道技术、 快速焊。 (4)窄间隙埋弧自动焊,首层焊一道,以后各层分别焊两道。
焊接检验:
基材焊完经100%RT+100%MT检查,过渡层焊完后 100%RT检查,复层焊后100%RT&# (完)
基材焊完后立即进行中间热处理(≤400℃升温速度60℃/ h)
2021/5/25/03:49:38
第10页/共12页
操作要点:
(1)过渡层焊接时应先焊R处焊道,然后再焊其它焊道,搭接量为35%45%,厚度应严格控制在2.0-2.5mm,应同时熔合基材焊缝、母材和 复板母材,确保盖满基材焊缝和基材母材。
SA387Gr11CL2:相当于14Cr1MoR耐热钢,钢淬硬倾向较大, 易产生冷裂纹;熔区和热影响区易产生马氏体 组织;软化区
304L:腐蚀问题;热裂纹问题; 脆化问题 复合板焊后复层的含碳量不大于0.02%
过渡层:稀释问题;凝固过渡层;增碳问题;残余应力
2021/5/25/03:49:38
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.17 0.17
0.15 0.15
0.40 0.40
0.80 0.80
0.40
0.30 0.30
二、按照组织状态分类
根据正火状态组织不同,常用耐热钢分为珠光体耐热 钢、马氏体耐热钢、铁素体耐热钢和奥氏体耐热钢。
按照国际惯例,耐热钢分为奥氏体耐热钢和铁素体耐 热钢两类,其中铁素体耐热钢包括统称的珠光体耐热钢和 马氏体耐热钢。
—
0.9~ 1.20
0.15~ 0.30
—
12CrMoWVBSiRe 12Cr2MoWVB
0.08 0.08
0.60 0.45
0.40 0.45
0.45 0.50
0.15 0.30 1.60
0.30 0.28
0.003~0.007B, 0.15Re ≤0.008R
壁温≤600~ 620℃过热器
壁温600~620℃ 热器、导热管 壁温600~620℃ 再热器 壁温≤600℃过热 器 壁温≤650℃过热 器、600℃主汽 管 同上
2、新型细晶奥氏体耐热钢
奥氏体耐热钢Super304H 是TP304H的改进型,添加了3%Cu和0.4%
Nb,从而获得了极高的蠕变断裂强度,在600~650℃下的许用应力比
TP304H高30%,这一高强度是奥氏体基体中同时产生NbCrN、Nb、 (N、C)、M23C6和细的富铜相沉淀强化的结果。该钢的组织和力学性
第二章
异种钢的焊接
本章主要内容
2.1 2.2
耐热钢的分类及特点 耐热钢的焊接 不锈钢的分类及特点 不锈钢的焊接
2.3
2.4
何谓异种金属焊接?
指各种母材的物理性能和金属组织各不 相同的金属之间的焊接。 主要包括三种情况:异种钢焊接、异种有 色金属焊接、钢和有色金属。
异种金属材料焊接接头特点
钢(14-14-2型钢)等。 前者常用于高压锅炉的过热器、化 工高压反应器、喷气发动机尾喷管登。后者是应用最多的 奥氏体热强钢,它的热强性、组织稳定性及抗氧化性均高 于马氏体气阀钢,故常用于制造工作温度≥650℃的内燃 机排气阀。
三、新一代耐热钢简介
铁素体耐热钢的最高工作温度为580~590 ℃,这 种钢的热膨胀性较高,对应力腐蚀敏感,异种钢接头寿 命短,不适合用于高温、高压汽水锅炉及管道。 主要介绍两种新型耐热钢: 新型铁素体耐热钢 新型细晶奥氏体耐热钢
他们含碳量为中碳,主要为提高耐磨性,长用作制造内 燃机的气阀,故又称为气阀钢。
铁素体Βιβλιοθήκη 热钢这类钢抗氧化强,但高温强度低、脆
性大和焊接性差,多用于受力不大的加热炉部件。
成分及性能特点
在铁素体耐热钢的基础上加入Si、
Al等合金元素,提高其抗氧化性能。
典型牌号
1Cr13Si3、1Cr13SiAl、1Cr18Si2等。
四、耐热钢的高温力学性能
耐热钢在高温、高压、高速和腐蚀介质中长期工作 的条件下,将会发生组织结构和力学性能的变化,以及 表面磨损和腐蚀,导致零件失效和造成事故。因此,必 须了解高温高压设备用钢的高温力学性能和抗蚀性能。
高温蠕变极限和持久强度是衡量耐热钢的高温力学性能的重要指标。
1、高温蠕变极限
异种金属焊接接头熔合区特点
异种金属焊接时,在母材和焊缝之间有一 个成分和母材或焊缝都不相同且往往介于两者 之间,实际上形成化学成分的过渡层。 熔合区实际分为未混合区和半熔化区,焊 缝和母材成分差别越大,越并不容易混合,则 熔合区越明显,液体金属存在时间越长,或流 动性越好,则成分越均匀,熔合区越小。
异种钢焊接工艺要点
(主要解决熔合线附近的金属韧性下降的问题) 1.异种钢焊接接头的设计,应有助于焊缝稀释率 的减小,应避免在某些焊缝中产生应力集中。 较厚对接时宜用X形坡口或U形坡口。 2.焊接电流、焊条直径、焊接速度、焊条摆动方 式及焊接层数的选择,应以减少母材金属的熔 化和提高焊缝的堆积量为主要原则。 3.当被焊的两种钢之一是淬硬钢时必须预热,预 热温度应根据焊接性差的一方选择。 4.复杂结构应先分件组装焊接,然后再整体拼装 焊接比整体组装焊接好
珠光体耐热钢
含碳量0.1~0.4%,加入Cr、Mo、W、
V 等主要是强化铁素体,防止高温下片状Fe3C的球 化和石墨化,提高钢的高温强度。典型牌号: 12CrMo、15CrMoV、25Cr2MoVA 等。
这类钢在正火状态下的显微组织是P+F。由于含碳量
较低,合金元素含量少(不超过3~5%),因而热膨胀 系数小,导热性好,并有良好的冷、热加工性能。 广泛用于制造工作温度350~600℃的锅炉及管道、 压力容器、汽轮机转子等。
20
15CrMo
0.12
0.17
0.40
0.40
0.80
—
—
12MnMoV
0.08~0.15
0.5~0.80
0.80~1.20
0.40~0.65
—
—
—
—
10CrMo910
≤0.15
0.15
0.40
0.90
—
2.00
—
—
12Cr1MoV
0.08~0.15
0.17~0.37
0.40~0.70
0.25~0.35
金属在一定的温度和规定的持续时间内,产生一定蠕变变形量或
引起规定变形速度时的最大应力称为高温蠕变极限。
金属产生蠕变的原因是在高温下金属原子扩散能力增大,使那些 在低温下起强化作用的因素逐渐减弱或消失。例如,可促使回复 与再结晶,使加工硬化效果减弱或消失;促使过饱和固溶体(如马 氏体)发生分解及弥散的硬化质点聚集,使淬火硬化效果减弱或消 失等。所有这些过程都导致金属逐渐软化而产生蠕变。
奥氏体耐热钢
是在奥氏体不锈钢的基础上加入W、Mo、V、
Ti、Nb、Al等元素以强化奥氏体,形成稳定碳化合物和金 属间化合物,提高钢的高温强度。不仅有高的抗氧化性 (700~900℃),且在600℃还有足够的强度。这类钢一般 在600~700℃范围内使用。
常用的钢号
1Cr18Ni9Ti(18-8型钢)、 4Cr14Ni14W2Mo
添加硅、铝制成的。
热强钢 金属在高温下的强度有两个特点:一是温度升高,金属原
子间结合力减弱和强度下降;二是在再结晶温度上即使金属受的应 力不超过该温度下的弹性极限,它也会缓慢地发生塑性变形,且变 形量随时间的增长而增大,最后导致金属产生蠕变破坏。
常用抗氧化钢及热强钢的成分及性能见表3-1。
2-1 抗氧化钢及热强钢的成分及性能
的FeO,它与基体结合能力薄弱而易剥落。氧原子容易通过FeO进
行扩散,使钢的内部继续进行氧化,最终导致零件破坏。抗氧化
钢中加入合金元素铬、硅、铝等,形成一层致密的、高熔点的并 牢固覆盖于钢表面的氧化膜(Cr2O3、SiO2、Al2O3),可将金属与外 界高温氧化性气体隔绝,从而避免进一步氧化。
实际应用的抗氧化钢,大多数是在铬钢、铬镍钢、铬锰氮钢基础上
和抗高温氧化腐蚀外,根据用途不同还要求有足够的韧性、 良好的可加工性和焊接性,以及一定的组织稳定性。
一、按照高温性能分类
耐热钢分类
抗氧化钢
(或称高温不起皮钢)
热强钢
一般要求较 好的化学稳 定性,承受 的载荷较低
要求较高的 高温强度和 相应的抗氧 化性
抗氧化钢(高温不起皮钢)
一般钢铁在高温下生成松脆多孔
1、新型铁素体耐热钢
T91/P91钢 新型铁素体耐热钢T91/P91钢是在9Cr1Mo钢的基础
上,采用纯净化、细晶化冶金技术,以及微合金化和控轧、控冷等
工艺,开发出的新一代中合金耐热钢。
T122/P122钢 铁素体耐热钢T122/P122(HCM12A)是改进的12Cr钢,
添加2%Nb和1%Cu,固溶强化和析出强化的效果都有很大增加,
蠕变现象对中、高压锅炉和汽轮机设备有十分重要的意义。
蠕变过程中,应力和变形的变化关系是: 应力σ=常数,变形量ε(ε弹+ε塑)≠常数, 即在过程中总变形不断增加。典型的蠕变曲线如图2-1所示,常用耐 热钢的高温力学性能列于表2-2。
d
a-b: 蠕变不稳定阶段或蠕
Crack
c
变减速阶段;
b-c:为蠕变稳定阶段;
c-d: 蠕变加速阶段
b I II III
a 0
Time
图2-1 典型的蠕变曲线
2、高温持久强度
持久强度是指材料在高温和规定的时间内,发生断裂的最大应
600和650℃的许用应力分别比X20CrMoV121提高113%和168%,具 有更高的热强性和耐蚀性。
T23(HCM2S)、T24钢 在T22(2.25Cr-1Mo)钢的基础上吸收了钢102 的优点而改进的。它在600℃时的强度比T22高93%,与钢102相当。 但由于C含量降低,加工性能和焊接性能优于钢102,在一些情况下 可以焊前不预热;当壁厚小于等于8mm时,焊后可不热处理。
异种钢焊接方法选择原则
既要满足异种钢焊接质量(尽可能减小熔合 比防止裂纹产生),又要尽可能考虑效率和经济。 优先选择焊条电弧焊(焊条种类多,适应性 强。珠光体钢与高铬马氏体钢焊接可采用二氧化 碳焊;高合金异种钢焊接一般氩弧焊;简单异种 钢构件可采用扩散焊、钎焊等
异种钢焊接材料选择原则
要求焊缝金属力学性能及其他性能不低于母材中 的较低的一侧的指标。 原则: 1.在焊接接头不产生裂纹的前提,如果不能兼顾 焊缝金属的强度和塑性,则应该选用塑性较好的 焊接材料。 2.在许多情况下焊缝金属性能只需要符合两种母 材的一种,即认为技术要求。 3.焊接材料应具有良好的工艺性能,焊缝成型美 观。 4.焊接材料应经济、易得。