模具生命周期管理课件
模具生命周期管理(1)

模具生命周期
核心价值
模具生命周期管理(1)
cr From the
2 为什么要进行模具生命管理
模具生命周期管理(1)
为什么要管理模具
模具生命周期管理(1)
Why ?
模具真的很重要!
模具生命周期管理(1)
产
产
品
品
合
合
格
格
率
率
模具A
月份
模具生命周期管理(1)
模具B
七分模具
模具生命周期管理(1)
模具生命周期管理(1)
产品评审报告
模 模具台账
模具生命周期管理(1)
3rew
演讲完毕,谢谢听讲!
再见,see you again
2020/11/20
模具生命周期管理(1)
模具不良
收缩凹陷
分层
质
填充不满
气泡
尺寸超差
废品
交
生产缓慢
开裂
事
强度降低
飞边
色差
模具生命周期管理(1)
模具生命周期管理(1)
3
模具管理的基本内容
模具生命周期管理(1)
模具管理基本内容 模具开制 模具量产
开模需求 模具下报单废采购 产品评审
首样报告
批量试
模具生命周期管理(1)
开模需求
R&D 新产品
停止合作
产能问题
AB
模具调配 搬运风险、不愉快情绪、配合度
模具生命周期管理(1)
发起方
前期准备
1. 了解模具调出方的产品库存信息,拟定消耗方案 2. 根据预测数据制定储备计划 3. 协调调入方完成模具接收准备
调出方
1. 清点产品库存,与发起方达成消耗协议 2. 准备好模具及相关文档资料
模具生命周期管理
首先是由模具设计人员根据产品使用要求,设计出模具结构并绘出图纸, 再由技术人员通过车、铣、磨、刨、放电、热处理等工序制造出来。 要求:全面的知识和技能
.
模 具 的 分 类
.
塑料模具结构
模具生命周期管理
.
黑白出品,欢迎分享及指正
1 模具基本知识
ห้องสมุดไป่ตู้
目录
2 为什么要进行模具管理
3
模具生命周期管理的基本内容
4 模具生命周期管理的基本方法
5 Q&A
.
1 模具基本知识
.
什么是模具
模具的定义 模具的用途 模具的制作
能生产出具有一定形状和尺寸要求的零件的一种生产工具,俗称模子。 关键字:形状、尺寸、工具
模具调配是多方配合的过程,实施调模前应做好沟通,并完成 前期的准备工作
停止合作
产能问题
质量问题
AB
模具调配 搬运风险、不愉快情绪、配合度差、注意安全
.
发起方
前期准备
1. 了解模具调出方的产品库存信息,拟定消耗方案 2. 根据预测数据制定储备计划 3. 协调调入方完成模具接收准备
调出方
1. 清点产品库存,与发起方达成消耗协议 2. 准备好模具及相关文档资料
备模计划
模具调配
模具盘点
.
模具状态管理
1. 凭经验判断 2. 从问题反推状态 3. 记忆和感觉
模具状态
.
有点问题
模具状态应进行明确的分级
A
B
C
D
良好 稳定
一般 可用
《模具的保养》PPT课件
outer surface of mold
cavity surface
core surface
公
針滑 模
頂
模
面
母
模
面
塊具
外
外
模仁
側表
core
`
復
面
模板
位
plate
針
統清
及
洗
滑
排
塊
氣
系
水 路 清 洗
熱 澆 道
組立 assembly
杆
`
頂
精选课件ppt
下面以電鍍件為例,對細部保養作例圖說明 (因為電鍍件對油污敏感性要求比一般塑件要高.因此,清理保 養更加徹底.)
Use electroplated part as example to introduce details maintenance. (The maintenance of electroplated part is more thorough than others because its requests of greasy dirt sensitivity is more than others.)
油石oilstone
去漬油eliminate spot oil
棉花/棉布cotton/cotton cloth
銅錘/銅棒
copper hammer/copper club
精选课件ppt
8
模具保養的一般步驟 steps of mold maintenance
Separate mold 拆模
Clear up 清理
PVC mold ----every 20 thousands times
模具维护保养PPT课件
大。
除因锈此(,外每观个,P生L面产,周模期腔结,型束芯后,都顶应出对,行模位具等上) 的加生热产器、中加和热探模针具以及吊热装电偶前等/用后欧点姆表检进行测量,如有损坏,要及时更换,并与模具履
历表进行比较,做好记录,以便适时发现问题,采取应对措施。
限若位有钢 腐珠蚀的性调注节塑应引松起紧的适锈度点,,不要能使太用紧研也磨不机生能研太磨产松抛后光或喷用防专用锈,剂并涂/吹上防气锈排油,冷然却后将水模具置于干燥、阴凉、无粉尘处储存。
一、模具保养的重要性
注塑模具作为注塑制品加工最重要的成型设备,其质量优劣直接关系到制品质量优劣。 而且,由于模具在注塑加工生产成本中占据较大的比例,其使用寿命直接左右注塑制品成 本。因此,提高注塑模具质量,并维护和保养好,延长其使用周期,是注塑制品加工企业 降本增效的重要课题。
注塑制品加工由于产品品种多,模具更换较频繁,在完成一个生产周期后,模具一 般入库保存直到下一生产周期来临时再拿出使用。如对模具保存不够重视,会使模具在保 存期内发生锈蚀、表面光洁度下降等现象,造成产品质量下降、废品率高,有些模具甚至 难以再用,需重新投入大量资金另置新模,造成极大浪费。
(二) 暂不使用的模具 1.存放于模具架或模具库中暂停使用的模具
,由模具负责人要求模具维修人员根据制 定的「模具保养计划」并結合生产实际 情况执行保养作业,並记录于「模具定期 保养记录表」中; 2.完毕后将「模具定期保养记录表」送至模 具管理人員,模具管理人員将结果记录在 电子版的「模具履历卡」上; 3.若模具点检正常,经保养后可继续使用; 4.若点检异常,则应由模具维修专业人员主 导进行相关作业。
缷模具后例行检查和维护
由于模具使用寿命短而造成钢材加工工时和能所源浪有费模,以具及制对产定品维质量护影保响所养带计来的划巨大的经济损失。
模具的失效及使用寿命128页PPT

模具的失效及使用寿命
16、自己选择的路、跪着也要把它走 完。 17、一般情况下)不想三年以后的事, 只想现 在的事 。现在 有成就 ,以后 才能更 辉煌。
18、敢于重复。
20、懦弱的人只会裹足不前,莽撞的 人只能 引为烧 身,只 有真正 勇敢的 人才能 所向披 靡。
46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
模具管理ppt课件
模具零件及维护
1、刃口工具是冲压模具中维护周期最短的零件 下料加工的冲头及模。工具外形、间隙、外表粗糙度、材 质等,都会影响工具寿命。假设运用至异常磨耗形状时, 研磨量就会增多,也会缩短工具的寿命。可从进展维护的 加工数及毛边高度双方来进展管理。
9
模具零件及维护
2、滑配工具〔面及外形的管理是重点〕 弯曲、引伸等成形的冲头及模。这些零件是以R面及侧面 (轴承(bearing)面)来滑过资料。在初期时滑配面会出现橘 皮状、中期那么会出现压痕、後期那么是整个外形解体, 由于变化非常缓慢,有点类似下料工具的毛边,由于无明 显形状变化,通常都会太慢进展维护假设有异物混入时, 会使滑配面受损,受损部份会复制到制品上,日常管理是 其主要缘由。影响工具寿命的要因有工具材质、工具肩外 形及外表粗糙度、光滑油等,也能够以工具的外表处置来
13
模具零件及维护
6、其他 (1)分隔片管理 由于反复进展模具维护,冲头及模具入子部份内的分隔片会添 加,假设不进展适当的管理,即使模具已进展维护,也会立刻 发生问题。只需限制分隔片的数量即可。 (2)脱料螺栓 脱模螺栓经长期运用後,会发生螺纹部份破损、头部磨损、脱 料螺栓接触面凹陷等,是脱模器平行度不良的缘由。应特别留 意容易漏失的部份。
模具管理
編號: 01 版次: 01 整理:
1
冲压模具的维护
冲压模具的维护分为: 日常维护 事故维护 定期维护 改良维护
2
什么是 日常维护?Fra bibliotek日常维护 是指在正常情况下,对模具进展清扫、点 检及对可动部的给油等作业。目的是经常 确认模具能否处于正常形状,并且尽量早 期发现异常。
3
什么是 事故维护?
29
模具档案管理
模具寿命周期全程管理
模具寿命周期全程管理1.目的对公司的模具制造、更改、验收、使用、调拨、维修、报废等全过程进行规范管理,确保模具满足生产及质量保证的需要,确保生产、销售管理的有效性。
2.适用范围本制度适用于所有权属于、不属于或部分属于公司的所有模具,包括自制模具、所有权归属客户的模具及供应商制作由本公司摊销的模具等。
3.流程要求3.1责任分工技术部门负责制定公司模具相关技术管理类规范(对于所属权不属于本公司或者模具权部分属于本公司的模具,技术部门应当积极配合销售部门做好与客户的沟通),以及公司所有模具的归口管理。
车间主管指定专人负责车间模具的日常管理,做好《模具台账》的记录,并与技术部门做好模具的衔接工作。
3.2模具供应商管理3.2.1技术部负责更新和维护模具的《合格供应商目录》,并做好合格供应商的供应记录。
模具加工单位的选择应考评其加工能力(满足质量与交付期限)、加工价格等的性价比,择优合作,为公司加工模具的合作方至少有三家,且经公司技术部有关人员考察同意备案,以供公司选择和考核,选择的加工单位必须是备案的合作方。
3.2.2技术部出具《模具管理制度》,模具管理部门需严格执行,并定期参照规范的形成模具管理记录。
3.2.3技术部门做好《合格供应商评价》记录,并对不合格的供应商及时反映给总经理,决定是否取消该供应商。
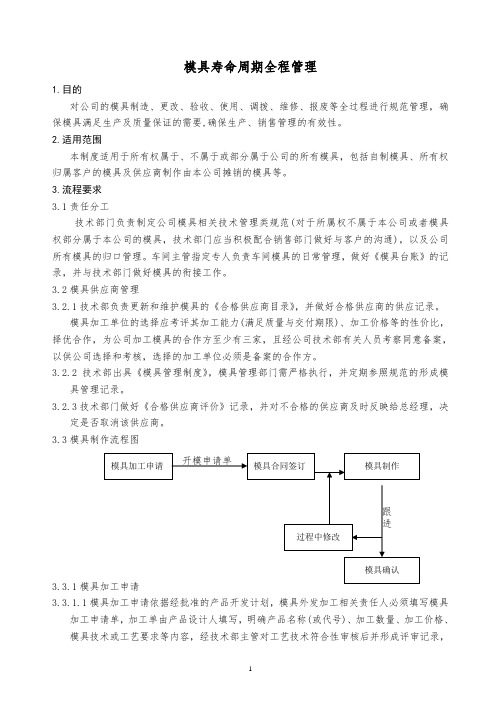
3.3模具制作流程图3.3.13.3.1.1模具加工申请依据经批准的产品开发计划,模具外发加工相关责任人必须填写模具加工申请单,加工单由产品设计人填写,明确产品名称(或代号)、加工数量、加工价格、模具技术或工艺要求等内容,经技术部主管对工艺技术符合性审核后并形成评审记录,交模具外经办人按照产品设计人的规定落实。
3.3.1.2因使用寿命到期和生产中损坏,需要更改的模具由使用部门申请,经技术部审批后,进行模具加工。
3.3.2模具合同的签订3.3.2.1由技术部门协同供应商起草合同,部门组织进行合同评审并形成记录,交予行政部门备案。
模具保管和寿命管理

模具保管和寿命管理模具保管和寿命管理1. ⽬的订⽴本公司所有模具的保养要求及在本公司⽣产使⽤的模具相关寿命管理要求。
2. 适⽤范围适⽤于本公司所有的五⾦及塑胶模具(只为客户设计制作⽽不在本公司⽣产的模具仅适⽤模具保管)。
3. 定义模具:指⽤于五⾦冲压、塑胶注塑、产品加⼯的模具。
客供模具:由客户直接提供之模具或由本公司为客户设计制作且在本公司⽣产之模具。
4. 权责4.1⼯程部:4.1.1负责模具编号之编列,【⼯装/夹具确认书】、【⼯模/夹具履历表】及模具制作与交付。
4.1.2负责模具特殊镶件之预期寿命之评估或维修更换。
4.1.3负责组织新模具寿命评估及模具管理员反馈模具之预期寿命到期之评审会议。
4.2各⽣产使⽤部门/模具管理员:负责模具的接收、保管执⾏及寿命管理的执⾏与相应记录。
4.3模具管理员:负责模具预期寿命到期的提前信息反馈。
5. 作业程序5.1模具保管5.1.1⼯程部将模具按以下模具编号格式要求编列模具编号标牌并在模具制成后将编号标牌安,装在模具上。
5.1.1.1由本公司制作之模具、夹/治具:客户代码:依市场部出具之客户代码,例:年份:取公元年份之后两位,例:10=2010年模具类别:D=五⾦模具M=塑胶模具F=夹/治具E=设备是否客供:K=客供模具⽆=⾮客供模具流⽔号:001-0095.1.1.2客户直接提供之模具、夹/治具:客户代码:依市场部出具之客户代码,例:客供模具:K=客供模具⽆=⾮客供模具年份:取公元年份之后两位,例:10=2010年模具类别:D=五⾦模具M=塑胶模具F=夹/治具E=设备流⽔号:001-0095.1.2⼯程部将试模打样后且得到客户确认合格之新产品之模具(五⾦冲压模、装配加⼯模)移送⾄各使⽤现场架模投产作移交准备,会同⽣产部、⼯模科、品质部评估模具的顺畅型、品质的稳定性、效率的适宜性,若模具达到交模要求,则记录在【⼯装/夹具确认书】上并会签同意收模。
相反则退⾄⼯程部重新修模。
模具保管和寿命管理

模具保管和寿命管理1. 目的订立本公司所有模具的保养要求及在本公司生产使用的模具相关寿命管理要求。
2. 适用范围适用于本公司所有的五金及塑胶模具(只为客户设计制作而不在本公司生产的模具仅适用模具保管)。
3. 定义模具:指用于五金冲压、塑胶注塑、产品加工的模具。
客供模具:由客户直接提供之模具或由本公司为客户设计制作且在本公司生产之模具。
4. 权责4.1工程部:4.1.1负责模具编号之编列,【工装/夹具确认书】、【工模/夹具履历表】及模具制作与交付。
4.1.2负责模具特殊镶件之预期寿命之评估或维修更换。
4.1.3负责组织新模具寿命评估及模具管理员反馈模具之预期寿命到期之评审会议。
4.2各生产使用部门/模具管理员:负责模具的接收、保管执行及寿命管理的执行与相应记录。
4.3模具管理员:负责模具预期寿命到期的提前信息反馈。
5. 作业程序5.1模具保管5.1.1工程部将模具按以下模具编号格式要求编列模具编号标牌并在模具制成后将编号标牌安,装在模具上。
5.1.1.1由本公司制作之模具、夹/治具:客户代码:依市场部出具之客户代码,例:年份:取公元年份之后两位,例:10=2010年模具类别:D=五金模具M=塑胶模具F=夹/治具E=设备是否客供:K=客供模具无=非客供模具流水号:001-0095.1.1.2客户直接提供之模具、夹/治具:客户代码:依市场部出具之客户代码,例:客供模具:K=客供模具无=非客供模具年份:取公元年份之后两位,例:10=2010年模具类别:D=五金模具M=塑胶模具F=夹/治具E=设备流水号:001-0095.1.2工程部将试模打样后且得到客户确认合格之新产品之模具(五金冲压模、装配加工模)移送至各使用现场架模投产作移交准备,会同生产部、工模科、品质部评估模具的顺畅型、品质的稳定性、效率的适宜性,若模具达到交模要求,则记录在【工装/夹具确认书】上并会签同意收模。
相反则退至工程部重新修模。
5.1.3工程部将达到要求之模具及【工装/夹具确认书】【工模/夹具履历表】经工程部经理或主管审核后交给模具管理员,使用车间需在产品量试前开具【模具发模单】交由生产车间主管签核后交由模具管理员将模具领至使用车间进行生产,必要时需备注“新模具入仓”。