提高材料利用率之改善报告
材料改善报告模板

材料改善报告模板一、报告目的1. 帮助员工了解材料改善的重要性和必要性。
2. 提供材料改善的方法和步骤,以帮助员工积极参与改善工作。
3. 展示材料改善的实际效果和成果。
二、背景介绍1. 简要介绍公司的材料使用情况和现状。
2. 分析当前材料使用存在的问题和不足。
3. 引入材料改善的概念和目标。
三、材料改善的重要性1. 降低成本:通过材料改善,可以降低采购成本、运输成本和储存成本。
2. 提高质量:优质材料可以提高产品的品质和耐久性,提升客户满意度。
3. 减少浪费:合理使用材料可以减少浪费,同时有利于环境保护和可持续发展。
4. 提升效率:合适的材料选择和使用可以提高生产效率和工作效能。
四、材料改善的方法和步骤1. 材料审查:对目前使用的材料进行全面审查和评估,包括性能、成本、环保等方面。
2. 技术研发:积极开展材料的研发工作,寻找更先进、更环保的替代材料。
3. 供应链管理:与供应商合作,寻求更优质、更具竞争力的材料供应。
4. 员工培训:通过培训和技能提升,增强员工对材料改善工作的认识和能力。
5. 数据分析:建立材料使用的数据分析体系,及时了解和衡量材料改善的效果。
五、材料改善的实际效果和成果展示1. 降低采购成本:具体列举改善后材料的采购成本对比分析。
2. 提升产品质量:通过实际案例展示改善后产品的质量提升情况。
3. 减少废料排放:呈现废料排放量的减少情况及环保效益。
4. 提高员工满意度:通过调查数据展示员工参与材料改善后的满意度提升。
六、总结与展望1. 总结材料改善的重要性和实际效果。
2. 展望未来,提出进一步优化材料使用和管理的建议。
3. 鼓励员工继续参与材料改善,并持续监控改善效果。
以上是一份关于材料改善报告的模板,希望对您有所帮助。
如何提高材料利用率的几点看法
如何提高材料利用率的几点看法提高材料利用率是实现可持续发展和资源节约的关键之一、以下是几点提高材料利用率的建议:1.循环经济模式:建立循环经济模式是提高材料利用率的重要途径。
通过回收再利用和再制造,可以将被废弃的材料重新利用,减少资源的浪费。
政府和企业可以通过制定相关政策和法规,鼓励和促进循环经济的发展,例如提供经济激励措施和建立回收基础设施等。
2.产品设计优化:在产品设计阶段考虑材料循环利用的可能性,可以提高材料利用率。
产品设计师可以采用可拆卸、可组装和可再生材料,以方便材料的回收和再利用。
此外,通过延长产品使用寿命,减少过早报废,也可以提高材料利用率。
3.能源效率提升:能源的利用和材料的利用是相互关联的。
提高能源效率可以减少对材料的需求量,从而提高材料利用率。
通过采用节能技术和设备,优化生产过程,减少能源的浪费,可以实现能源和材料的双重节约效果。
4.资源再生技术:发展和应用资源再生技术是提高材料利用率的重要手段。
例如,通过生物降解技术将有机废弃物转化为有机肥料,实现资源的再生利用;利用高温热解技术将废弃塑料转化为可再生能源等。
通过技术创新,将废弃物转化为有用的资源,可以降低对原始材料的需求,提高材料利用率。
5.教育和宣传:加强对材料利用率的教育和宣传是培养公众和企业意识的重要途径。
通过宣传倡导绿色生活方式、资源节约的重要性,促使公众和企业主动采取措施提高材料利用率。
此外,提供相关培训和教育,提高技术人员的专业能力,也可以推动材料利用率的提高。
6.合作与共享:通过加强合作与共享,可以提高材料利用效率。
例如,企业之间可以共享设备和资源,减少重复投资;生产过程中的副产品可以作为其他企业的原材料使用,实现资源的再利用。
通过合作与共享,可以形成资源互补和优势互补的局面,提高材料利用率。
综上所述,提高材料利用率需要政府、企业和公众的共同努力。
通过制定相关政策和法规、优化产品设计、提高能源效率、推广资源再生技术、加强教育宣传,以及加强合作与共享,可以实现材料利用率的大幅提升,有利于资源的可持续利用和环境的保护。
优化材料利用率的方法:提高效益

优化材料利用率的方法:提高效益提高材料利用率是降低定制成本、减少浪费和提升企业效益的重要手段。
以下是一些方法可以帮助提高材料利用率:1.优化设计方案:在产品设计阶段,应充分考虑材料利用率。
通过优化设计方案,减少材料消耗和浪费。
例如,采用更紧凑的布局、减少不必要的结构、合理利用材料的尺寸和厚度等。
2.标准化生产:标准化生产可以促进材料利用率的提高。
通过制定标准化的工艺流程、规范化的操作和统一的材料规格,实现材料的一致性和可互换性,降低材料损耗和浪费。
3.合理切割材料:在材料切割过程中,采取合理的切割方式和切割顺序,以提高材料的利用率。
利用计算机辅助设计软件进行精确排版和优化切割路径,减少废料和边角料,充分利用材料的尺寸和形状。
4.回收和再利用:对于生产过程中产生的废料和边角料,可以进行回收和再利用。
寻找合适的再利用途径,将废料用于其他产品或工艺中,减少浪费和环境污染。
5.提高工人技能:工人的技能水平对材料利用率有着直接的影响。
定期培训和技能提升计划可以帮助提高工人的技术水平,使其能够更熟练、准确地操作设备和进行加工,减少操作失误和浪费。
6.引入先进技术:采用先进的生产技术和设备可以提高材料利用率。
例如,引入智能化制造系统、数控机床等高精度设备,可以提高加工精度和材料利用率。
7.强化现场管理:加强现场管理,确保生产现场整洁有序,减少材料混放、错用和丢失的情况。
通过规范化的现场管理,可以提高材料的利用率并降低生产成本。
8.推行精益生产:精益生产是一种以消除浪费、提高效率为核心的生产方式。
通过推行精益生产,不断优化生产流程、减少浪费和提高效率,从而提升材料利用率。
通过以上方法,企业可以提高材料利用率,降低成本并减少浪费。
这不仅有助于提高企业的经济效益和市场竞争力,还有助于保护环境、实现可持续发展。
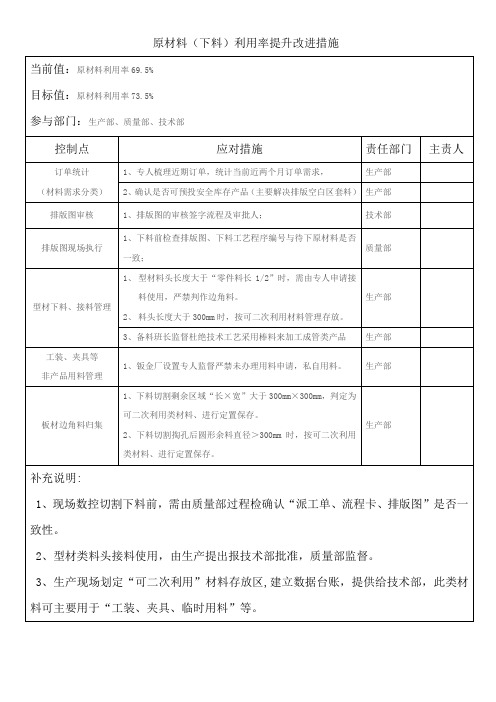
原材料(下料)利用率提升改进措施
控制点
应对措施
责任部门
主责人
订单统计
(材料需求分类)
1、专人梳理近期订单,统计当前近两个月订单需求,
生产部
2、确认是否可预投安全库存产品(主要解决排版空白区套料)
生产部
排版图审核
1、排版图的审核签字流程及审批人;
技术部
排版图现场执行
1、下料前检查排版图、下料工艺程序编号与待下原材料是否一致;
3、生产现场划定“可二次利用”材料存放区,建立数据台账,提供给技术部,此类材料可主要用于“工装、夹具、临时用料”等。
质量部
型材下料、接料管理
1、型材料头长度大于“零件料长1/2”时,需由专人申请接料使用,严禁判作边角料。
2、料头长度大于300mm时,按可二次利用材料管理存放。
生产部
3、备料班长监督杜绝技术工艺采用棒料来加工成管类产品
生产部
工装、夹具等
非产品用料管理
1、钣金厂设置专人监督严禁未办理用料申请,私自用料。
生产部质量部技术部控制点应对措施责任部门主责人订单统计材料需求分类1专人梳理近期订单统计当前近两个月订单需求生产部2确认是否可预投安全库存产品主要解决排版空白区套料生产部)利用率提升改进措施
当前值:原材料利用率69.5%
目标值:原材料利用率73.5%
生产部
板材边角料归集
1、下料切割剩余区域“长×宽”大于300mm×300mm,判定为可二次利用类材料、进行定置保存。
2、下料切割掏孔后圆形余料直径>300mm 时,按可二次利用类材料、进行定置保存。
生产部
补充说明:
1、现场数控切割下料前,需由质量部过程检确认“派工单、流程卡、排版图”是否一致性。
提高材料利用率之改善报告

提高材料利用率之改善报告一、优化产品设计优化产品设计是提高材料利用率的关键措施之一、通过减少不必要的复杂性和精度要求,合理选择材料和工艺,可以降低产品的材料消耗,并提高材料的利用率。
此外,还应考虑产品的可拆卸性和可重复使用性,以延长产品的寿命和减少材料的浪费。
二、加强材料管理加强材料管理是提高材料利用率的另一个关键环节。
企业应建立完善的材料管理系统,包括材料的采购、存储、使用和追踪等环节。
通过建立合理的物料清单和库存管理制度,可以减少材料的过度采购和过度储存,降低浪费和损耗的可能性。
三、推广循环利用推广循环利用是提高材料利用率的重要途径。
企业应鼓励员工对废弃材料进行分类和回收,建立有效的废弃物管理制度。
同时,可以通过与其他企业或社区建立合作关系,进行废弃物资源的互换和再利用,实现资源的最大化利用。
四、改善生产工艺改善生产工艺是提高材料利用率的有效手段。
通过引入先进的生产技术和设备,优化生产流程,可以降低能耗和材料损耗,并提高生产效率和材料利用率。
此外,还应加强对工艺参数的监控和调整,减少生产过程中的变动和浪费。
五、加强员工培训加强员工培训是提高材料利用率的重要保障。
企业应定期组织培训和宣传活动,提高员工对材料利用率的认识和意识。
培训内容可以包括材料管理、废弃物分类和回收等方面的知识,以及相关政策法规和环保要求等内容。
通过增强员工对材料利用率的重视和行动,可以实现企业的资源节约目标。
六、加强监督和评估加强监督和评估是确保材料利用率提高的重要手段。
企业应建立完善的监督和评估机制,对材料利用率进行定期检查和评估,并及时纠正发现的问题。
同时,还应加强与相关部门和组织的合作,共同推动材料利用率的提高,实现可持续发展的目标。
综上所述,提高材料利用率是一项重要的环保和资源节约措施。
通过优化产品设计、加强材料管理、推广循环利用、改善生产工艺、加强员工培训和加强监督和评估,可以有效提高材料利用率,减少资源浪费,促进可持续发展。
如何提高材料利用率的几点看法

如何提高材料利用率的几点看法材料利用率是指在生产、加工和使用过程中对材料的合理利用程度。
提高材料利用率对于降低成本、减少资源浪费、保护环境具有重要意义。
以下是我对如何提高材料利用率的几点看法。
1.建立循环经济模式:将废弃物转化为资源是提高材料利用率的重要途径。
建立循环经济模式,通过优化生产工艺和技术,将废弃物转化为再生原材料,使其重新进入生产过程。
例如,废弃纸张可以被回收再造成新纸张,废弃塑料可以被回收再利用制造新塑料制品。
2.优化设计和制造工艺:在产品设计和制造过程中,注重材料的合理利用是提高材料利用率的关键。
通过使用轻量化材料、合理配置材料、降低成品废料等方式,减少材料的使用量和浪费。
同时,优化制造工艺,减少加工损耗和废料产生。
3.加强材料回收和再利用:采取积极的回收措施,将废弃物重新利用,可以大幅提高材料利用率。
加强废料回收收集体系的建设,鼓励消费者参与回收和分类处理,同时提供适当的激励措施,以推动回收和再利用的发展。
4.推广绿色制造和节能技术:绿色制造可以减少对原材料的需求,通过提高生产效率和节约资源的措施,实现材料利用率的提高。
同时,采用节能技术可以降低能源消耗和材料浪费,促进可持续发展。
5.引导消费者进行可持续消费:教育和引导消费者进行可持续消费,有助于提高材料利用率。
消费者应该关注产品的质量和寿命,并选择可循环利用和可再生的产品。
同时,减少不必要的消费和浪费,延长产品使用寿命也是提高材料利用率的重要方式。
6.加强科技创新:推动科技创新是提高材料利用率的核心动力。
通过研发新材料、新工艺、新产品等,可以提高材料利用率和产品的性能。
政府、企业和学术界应该加强合作,加大对科技创新的支持和投入,为提高材料利用率提供科技支撑。
总之,提高材料利用率是实现可持续发展的关键之一、需要从循环经济、优化设计、加强回收再利用、推广绿色制造、引导消费者和加强科技创新等多个方面入手,共同努力实现资源的合理利用和保护环境的目标。
原材料利用率提升改进措施
原材料利用率提升改进措施
1.优化原材料采购:制定合理的采购计划,采购适量的原材料,避免过量采购导致过期或者废弃。
与供应商建立稳定的合作关系,获得更好的采购价格和服务,降低采购成本。
2.生产计划优化:根据产品需求和市场需求,制定合理的生产计划,避免因为需求不稳定而产生过量的原材料。
同时,合理安排生产顺序,减少因为转换产品导致的原材料浪费。
3.生产工艺优化:通过改进生产工艺,降低原材料的损耗。
例如,优化设备设置和工序流程,减少切割或加工过程中的废料产生。
同时,合理设置刀具和模具的使用寿命,减少由于过早更换而产生的浪费。
4.员工培训和参与:开展员工培训,提高员工对于原材料利用率的意识和技能。
鼓励员工提出改进意见和建议,促进员工参与到原材料利用率的改进中来。
5.废弃物回收再利用:建立废弃物回收机制,将废弃物进行分类和处理。
对于可以再利用的废弃物,进行再加工并重新使用,减少对新原材料的需求。
6.定期检查和维护设备:定期检查和维护生产设备,保持设备的正常工作状态,避免由于设备故障导致的原材料浪费。
7.与供应商和客户合作:与供应商和客户合作,共同优化供应链和需求预测,减少因为供应链不稳定和需求波动而导致的原材料浪费。
8.引入先进技术和设备:引进先进的生产技术和设备,提高生产效率和产品质量,减少原材料的浪费和损耗。
9.建立绩效指标和评估体系:建立原材料利用率的绩效指标和评估体系,定期进行评估和监测,及时发现问题和进行改进。
综上所述,提高原材料(下料)利用率需要企业在采购、生产工艺、员工培训和参与等方面进行改进。
通过采取适当的措施,可以降低原材料成本,提高企业竞争力。
材料改善报告模板
材料改善报告模板
一、背景概况
1.1 项目基本情况介绍:介绍本次材料改善项目的背景、目的和重要性。
1.2 原始材料分析:对所采用的原始材料进行分析,包括物理性能、化学成分、生产工艺等方面的介绍。
二、改善目标和原则
2.1 改善目标:明确本次改善项目的具体目标,如提高材料强度、改善耐磨性、降低成本等。
2.2 改善原则:阐明本次改善项目的原则和方法,确保改善方案的科学性和可行性。
三、改善方案设计
3.1 材料改善方案:详细介绍针对原始材料存在的问题,设计的改善方案和措施。
3.2 实施计划:阐述改善方案的实施计划,包括实施步骤、时间节点、责任人等内容。
四、改善方案实施
4.1 实施过程记录:记录改善方案的实施过程,包括遇到的问题、解决方法以及调整方案的过程。
4.2 数据统计与分析:收集实施过程中的相关数据,进行统计和分析,以便评估改善效果。
五、改善效果评估
5.1 性能测试:对改善后的材料进行性能测试,包括物理性能、化学成分、工艺特性等方面的测试。
5.2 质量评估:根据性能测试结果,对改善材料的质量进行评估,看是否达到了预期的改善效果。
六、改善总结和建议
6.1 改善总结:总结本次材料改善项目的全过程,评价改善效果,分析改善方案的优缺点。
6.2 改善建议:提出对未来改善工作的建议和意见,为进一步改善提供参考。
七、附录
可根据具体情况添加相关的附录资料,如改善方案的详细设计图纸、实施过程中的照片、检测报告等。
备注:以上为材料改善报告模板,具体内容可根据实际情况进行调整和完善。
原材料资源利用情况与优化:车间生产年终工作总结
原材料资源利用情况与优化:车间生产年终工作总结在2023年的今天,我们公司对于原材料资源的利用情况进行了全面的审查。
在这个全球资源严重浪费、环境污染状况越来越严重的时代,优化原材料资源的利用已经变得刻不容缓。
我们公司深刻认识到了不合理的原材料利用会给公司带来巨大的经济损失,同时也将对环境造成巨大的负担。
因此,我们在过去一年中着重优化了原材料资源的利用,具体工作总结如下。
一、加强原材料采购管理在过去的一年中,我们公司更加注重原材料的采购管理。
我们针对每一类原材料的供应商进行了分析,选用了一些可靠性更高的供应商,而且我们与供应商之间建立了良好的合作关系,并签订了长期合同。
我们还通过加强原材料质量的检查,加强了对各种原材料品质的控制。
二、减少原材料浪费在生产过程中,原材料的浪费是一项不可避免的问题。
因此,在过去一年中,我们着重对原材料的浪费进行了控制。
我们大力推广了原材料回收利用的工作,并且加强了对生产流程的优化,减少了废弃物的产生。
这些措施使我们的原材料利用率得到了大幅度提升。
三、加强员工培训在过去一年中,我们公司加强了员工的培训工作,提高了员工对原材料利用的重要性的认识。
我们向员工传递了环保意识,让他们明白环保与企业发展是密不可分的关系。
这些培训加强了员工的环保意识,也帮助我们更好地管理了公司的原材料资源利用。
四、引进先进技术在不断加强原材料资源的利用方面,我们公司还引进了先进的技术。
我们采用了一些更为环保、更为高效的生产设备,实现了生产流程的自动化控制,降低了废品率,提高了企业的经济效益。
总之,过去一年中,我们公司重视原材料资源的利用与优化,通过多层面、多方位地采取措施,取得了很大的成效。
在未来的日子里,我们将继续加强这些工作,为企业可持续发展作出更大的贡献。
资源利用效率提升总结汇报
资源利用效率提升总结汇报尊敬的领导和各位同事:
我很荣幸能够在这里向大家汇报我们团队在资源利用效率提升方面所取得的成就。
在过去的一段时间里,我们不断努力,通过各种创新和改进措施,成功地提高了资源利用效率,取得了一定的成果。
首先,我们在生产过程中采取了一系列的节能减排措施。
我们对生产设备进行了全面的检修和维护,确保设备运行效率达到最佳状态。
同时,我们也引入了先进的节能技术,如LED照明系统和高效节能电机,有效降低了能耗,提高了能源利用效率。
此外,我们还对废水废气进行了全面治理,减少了环境污染,提高了资源的再利用率。
其次,我们在原材料利用方面也取得了一定的进展。
我们对原材料进行了精细化管理,优化了采购流程,减少了原材料的浪费。
同时,我们还对废料进行了分类回收利用,将废料转化为资源,实现了资源的再生利用,降低了生产成本。
最后,我们在人力资源利用方面也做了一些工作。
我们对员工
进行了培训和技能提升,提高了员工的工作效率和生产质量。
同时,我们也采取了灵活的工作制度,合理安排员工的工作时间,提高了
员工的工作积极性和工作效率。
总的来说,通过我们团队的不懈努力,我们成功地提高了资源
利用效率,降低了生产成本,提高了生产效益,实现了可持续发展。
但是我们也清楚地意识到,资源利用效率提升是一个长期的工作,
我们还有很多工作要做,需要继续努力。
我们将继续加强创新和改进,不断提高资源利用效率,为公司的可持续发展做出更大的贡献。
谢谢大家!。
资源利用效率提升总结汇报

资源利用效率提升总结汇报尊敬的领导和各位同事:
我很荣幸能够在这里向大家总结汇报我们团队在资源利用效率提升方面所取得的成绩和经验教训。
在过去的一段时间里,我们团队一直致力于提高资源利用效率,以实现更高的生产效率和更低的成本。
首先,我们采取了一系列措施来优化生产流程和资源利用。
我们对生产设备进行了全面升级,以提高设备的稳定性和生产效率。
同时,我们也对员工进行了技能培训,以提高其生产操作水平和资源利用能力。
这些措施的实施使我们的生产效率得到了显著提升,同时也减少了资源的浪费。
其次,我们积极推进了节能减排工作。
我们对生产过程中的能源消耗进行了全面的分析和调查,找出了能源浪费的原因,并采取了相应的措施进行改进。
我们还引进了节能设备和技术,以减少能源的消耗。
这些举措不仅提高了资源利用效率,也为企业节约了大量的能源成本。
最后,我们也在原材料利用方面做出了努力。
我们对原材料的
采购和使用进行了优化,以减少原材料的浪费和损耗。
我们还与供
应商进行了积极的沟通和合作,以寻求更加环保和高效的原材料替
代方案。
这些举措使我们的原材料利用效率得到了显著提升,也为
企业节约了大量的原材料成本。
通过以上的努力和措施,我们团队成功地提高了资源利用效率,实现了更高的生产效率和更低的成本。
但是,我们也意识到在这个
过程中还存在一些问题和不足,比如在节能减排和原材料利用方面
还有待进一步的改进。
我们将继续努力,不断完善和提高资源利用
效率,为企业的可持续发展做出更大的贡献。
谢谢大家的倾听!。
提高材料利用率之改善报告
生產工程進行了材料方面的內部培訓,工程部也有同性質的內部溝 通,相關人員都了解到了材料加工工藝,知道什么情況是浪費。
任一情況。
注:對于兩刀料各供應商加收加工費,每噸15~25U$不等。
兩刀料剪料方法:
先縱向分條(按材 料寬度A),再橫 向剪成所需規格 (按長度)
一刀料剪料方法:
直接按材料寬度A 剪出(母材寬度為 1219mm)。
整理ppt
糾正錯誤認識
以前總認為1219mm長的材料為一刀料,不收加工費﹔總認為接近 609.5mm的材是由1219mm分半剪,也不收加工費﹔所以也出現了 為數不少的產品因材料規格不合理而浪費材料。
明確采購標准
實地考查材料加工工藝
通過到供應商(寶菱同利)參觀,了解分條、剪板兩個工序的區別及不同規格材料 的加工需求。一刀料只需剪板工序加工,兩刀料需先進行分條,再剪板加工。
分條工序圖
分條加工中
剪板工序圖
整理ppt
明確采購標准
一刀料和兩刀料的區別
一刀料定義:材料寬度大于等于300mm,長度等于1219mm。 兩刀料定義:材料寬度小于300mm,或者長度不等于1219mm的
14 0.1543045 1.6 x 142 x 1167
10 0.1483279 1.2 x 130 x 1148
7 0.122148 1.2 x 150 x 565
14 0.1597378 1.6 x 147 x 1156
7 0.2227635 0.8 x 205 x 1118
粉料利用率改善报告
粉料利用率改善报告粉料利用率就是粉末涂料的上粉率,也可理解为粉末喷涂工件的覆盖率,粉末涂料上粉率是对其利用率最具体的表现。
理想状态下我们希望喷出的涂料100%吸附在工件上,没有任何涂料进入回收系统。
而现实状况是由于喷涂系统、粉体特性、工件形状等因数的影响,粉末涂料一次上粉率正常都在60%以下。
在确保粉末涂膜的外观、机械性能等前提下,单位耗粉量是客户最重要的生产成本控制指标,所以粉料利用率显得非常重要。
那么,粉料利用率的影响因素有哪些?怎样才能改善粉料利用率呢?一、粉料利用率的影响因素:1粉末涂料本身的带电性影响上粉率的因数很多,从喷涂角度考虑(如下图),粉末涂料从喷涂系统出来后受到压缩空气推动力(蓝色)、空气阻力(黄色)、粉体重力(绿色)、静电力(红色);理想状态是当粉末接近所需喷涂的工件时,压缩空气推动力、空气阻力、重力其合力为0,粉漆颗粒仅在静电力的作用下吸附到工件表面。
由此我们可以推断出常规影响粉末上粉率的因数主要是粉末涂料粉体带电性。
根据库伦定律,在一定时间内,粉末涂料颗粒的带电量有固定公式,可见通过提高粉末涂料的带电性可以明显提高粉末涂料的上粉性能。
2其他影响因素除粉末涂料本身的特性,此外影响粉末涂料上粉率的因数还与喷枪的类型、工艺参数等有关。
喷枪的距离直接影响上粉率,喷枪距离工件越近,粉末上粉率越好,但随着枪距近,反向电离和击穿现象加剧。
工件的接地也影响到上粉性能,良好的接地有利于粉末颗粒的吸附。
此外影响因数还有工件形状,工件挂件密度,喷枪的位置设置等等。
二、改善粉料利用率方法:1控制粉末涂料颗粒粒度及分布由于粉末涂料的粒径与带电量是相关的,粒径越大,其带电量越大,如果粉末涂料粒径分布不均匀,就会出现粒径大的先到达被喷涂物表面,粒径小的后到达或者不能到达,这样使得一次上粉率降低,而且容易出现漆膜外观质量问题。
所以需要将粉末涂料的粒径控制在一定的范围内,不能太大也不能太小,每个企业根据下游客户的需求,会制定企业自己的标准,一般粒径在40-50μm左右。
如何提高FRP车间材料利用率的研究报告

如何提高FRP车间材料利用率对于企业而言,降低成本是终身追求的目标。
除了提高管理效率和工艺改进之外,提高材料利用率是降低成本的重要途径之一。
从目前所统计的数据来看,边角料大约占到产品的10%的比例,还不包含流在地面的树脂、容器内固化、纤维边角料等(具体数据需要等邓工汇总)。
1.下料的现状下料是把原材料加工成产品的第一道工序,如何用减少的原材料的浪费这是关键的第一步。
在下料工序,一直都存在尺寸不准,造成了以下问题:1)完成的产品边部尺寸和图纸尺寸不符,纤维尺寸太宽或者太窄都会造成材料的浪费,下料太窄,边部需要重新加铺纤维,树脂也需要增加,下料太宽,打磨浪费严重。
2)因为一些下料较窄的产品,车间未及时发现,造成打磨后再度封纤维树脂,第一:原材料的浪费增加,第二:加铺的纤维在产品毛面不美观。
3)车间在开树脂时需要注意,舀树脂需避免树脂流在地面,现车间配树脂的地点树脂堆积非常厚。
1.1废料的产生废料是由于车间在纤维下料、加工(树脂固化太快)、打磨产品时所产生。
1.1.1纤维下料的废料纤维下料是第一道工序,即要把原材料剪切成所需的长度。
因为产品的尺寸都不相同,注定了原材料不可能完全都是符合所要求的长度的材料,总有那么一点边角的材料不够长,于是余料就产生了。
1.1.2树脂、面胶的余料树脂桶、面胶桶内壁上的原料没有清除干净所产生的余料。
1.1.3打磨工序废料在打磨工序产生的余料主要是每一件FRP产品在此工序中都会产生的。
2如何降低废料的产生及提高材料利用2.2.1 把一些产品(如平板、隔板中、挡水板、百叶窗)将尺寸整理成可在一大模具上生产的尺寸再打磨,可以降低边角料的产生。
这样的做法需要注意:1)尺寸需要核算准确并传递到下一工序的各个岗位人员。
2)对于铺层不一致的产品需要分开生产,以免产品存在厚薄不一致。
3)车间纤维下料员工需要获悉详细下料加工的信息。
2.2.2 编辑一份所有FRP产品(标准塔形)的铺放裁剪、用量标准,可以参照技术部图纸的下料、铺放标准并结合实际,标准内必须有以下主要参数(裁剪尺寸、铺放层数、加铺厚度的位置、树脂用量、允许最大边角料的尺寸)。
注塑原材料利用提高改善综述

打油方 法不对
调机 不当
防锈油 脱模剂
随意摆放
没有放在 指定区域
吸塑盒
吸塑盒表面油污, 人员责 不干胶未清理 任心差
使用不当 未将不合格 吸塑盒挑出
没有专 人负责
13
4.4原因分析:
使用完后没有 及时归还
记录不完整
工艺参数 不规范
调机师遗 失或丢弃
做事闲麻烦
调机师工 作失职
未及时更新
凭经验做事
过程中没有妥
塑料利用率提升 专案改善
整理:彭勇
2010 年 8月26日
1
目录
一、改善小组成员 二、现状调查 三、目标达成 四、原因分析 五、改善对策 六、改善计划
2
一、改善小组成员
组长:
副组长:
3
二、现状调查
注塑原材料利用率
月份 项目
一月 二月 三月 四月 五月 六月 七月 八月 九月 十月十一月十二月年平均
当次领料过多
料
材料在卸
没有对加料过
货时破损
程进行管控
来料已损坏或搬
运不注意造成
加料时没按 SOP作业
原材料包装破损
监控责任 人不明确
加料时未除 尘,有杂物 掉进去
搬运时不注意
材料摆放时没有 按照要求执行
加错料
碰伤外包装
材料中有杂物
12
4.3原因分析:
胶箱
胶箱未清理或 者未清理干净
胶箱 过多
胶箱未清理或 者未清理干净
未按要 求作业
品质意 识不强
对违规现象 监控不严
8
4.1原因分析:
产品操作
人员流动性 较大
不熟练
人员没 有定位
材料使用优化整改报告

材料使用优化整改报告一、问题概述本次整改报告主要针对企业在材料使用方面存在的问题进行分析,并提出相应的优化措施。
主要问题包括材料浪费、材料选择不合理、材料存储管理不科学等方面。
二、问题分析1. 材料浪费问题企业在生产过程中存在着材料浪费的情况。
主要原因包括生产工艺流程不清晰、员工操作不规范以及生产计划安排不合理等因素导致的。
材料浪费不仅仅导致了成本的增加,还对环境造成了一定的负面影响。
2. 材料选择不合理问题在材料采购过程中,企业存在着材料选择不合理的问题。
一方面,部分材料的质量未能满足企业生产需求,导致产品质量下降。
另一方面,部分材料的价格相对较高,增加了企业的生产成本。
3. 材料存储管理不科学问题企业在材料存储管理方面存在着不科学的问题。
包括材料的堆放、存储环境不合适、材料过期等问题。
这些问题不仅会影响到材料的使用效果,还会导致材料的损耗和浪费。
三、整改措施1. 引入精益生产理念通过引入精益生产理念,优化企业的生产工艺流程。
建立起清晰完善的生产流程图,明确每个环节的职责和要求,确保材料的使用过程得到最大程度的优化和利用。
2. 员工培训加强对员工的培训教育,提高员工的操作技能和素质。
企业可以组织相关的培训班,培训员工正确使用材料的方法和技巧,强化员工对材料浪费的意识和节约意识。
3. 优化材料选择在材料采购过程中,企业需要加强对材料供应商的评估和选择。
选择质量稳定、价格合理的供应商,确保所选择的材料符合企业的生产需求,并在质量和成本上有所提升。
4. 完善材料存储管理制度企业需要完善材料存储管理制度,明确材料的储存位置、存储环境和管理责任人。
建立材料检验制度,定期检查材料的质量和库存情况,避免材料过期、变质等问题。
5. 建立绩效考核机制为了进一步加强对材料使用的监管,企业需要建立完善的绩效考核机制。
对材料使用情况进行定期的统计和分析,对表现良好的部门或个人给予奖励,对存在材料浪费行为的进行警告或制约。
如何提高备料车间材料利用率的研究报告

如何提高备料车间材料利用率的研究报告
摘要:
本研究报告旨在提高备料车间的材料利用率,通过评估和分析现有材料管理体系,并提出相应的改进建议。
通过合理的材料管理,我们可以最大化利用已有的资源,降低成本,提高生产效率。
1.引言
介绍备料车间的重要性和材料利用率对企业的影响,并提出研究的目的和意义。
2.文献综述
回顾先前的研究,了解备料车间材料利用率的影响因素和应对策略。
涉及到的内容包括材料采购、存储、运输和使用等环节。
3.研究方法
本研究采用问卷调查、现场观察和数据分析等方法,以获取关于备料车间材料管理现状的信息,并提出可行的改善措施。
4.研究结果与分析
将收集到的数据进行分析,并总结备料车间材料利用率的现状。
找出材料浪费和不合理使用的原因,并对其进行深入分析。
5.改善措施
基于研究结果,提出一系列改进备料车间材料利用率的措施建议,包括:
a.定期评估和更新供应商,保证材料质量和交货准时性。
b.优化物料流程,减少搬运次数和运输时间,降低材料损耗。
c.引入先进的材料管理系统,实现材料流动的可追溯性和可控性。
d.增加员工培训,提高材料使用的技能和意识。
e.定期进行库存盘点,及时清理过期或不合格的材料。
6.实施计划
制定详细的实施计划,包括改进措施的时间表、责任人和预算等。
同时,建议设立监督机制,定期评估和监控改进效果。
7.结论
对研究结果进行总结,强调提高备料车间材料利用率的重要性,并展望未来可能的研究方向。
列出研究过程中使用的文献和资料。
材料改善整改报告
材料改善整改报告自从我们公司在上个季度进行了一次内部审查后,我们发现了一些材料改善的必要性。
在此报告中,我将总结这些改善措施并提供一个整改计划以确保我们公司的材料质量得到持续改善。
一、问题识别在内部审查中,我们发现了以下几个与材料质量相关的问题:1. 供应商选择不当:我们发现一些供应商提供的材料质量有所下降。
这可能是因为我们没有严格审查和评估其质量管理体系和生产能力。
2. 材料储存不当:部分材料在储存过程中暴露在不合适的环境中,导致其品质受损。
储存条件的不合理安排可能会对材料的性能和稳定性产生负面影响。
3. 缺乏材料测试和评估:我们没有建立完善的材料测试和评估机制,以确保所使用的材料符合我们的质量要求。
这可能导致使用低质量材料或不符合质量标准的材料。
二、整改措施为了解决以上问题,我们提出以下整改措施:1. 供应商管理加强:我们将对所有供应商进行全面评估,并建立供应商质量管理制度。
只有通过了质量评估的供应商才能成为我们的合作伙伴。
我们将执行供应商质量考核制度,定期对供应商的材料进行抽样检验以确保其质量合格。
2. 材料储存改善:我们将重新规划材料的储存布局,确保材料存放在相应的环境条件下。
对于特殊要求的材料,我们将采取额外的措施,如调节储存温度、湿度等,以保证其性能不受损害。
3. 建立材料测试和评估机制:我们将设立专门的材料测试实验室,并配备合适的设备和技术人员。
所有收到的材料都将在测试实验室进行严格的材料测试和评估,以确保其符合我们的质量标准和要求。
三、整改计划1. 供应商管理加强计划:我们将在下个月内制定完善的供应商质量管理制度,并对现有供应商进行评估。
所有新的供应商都需要通过质量评估才能与我们合作。
此外,我们将每季度对供应商的材料进行抽样检验。
2. 材料储存改善计划:我们将在一个月内重新规划材料的储存布局,并对储存环境进行调整。
我们将制定相关的管理制度,确保材料的储存符合标准。
3. 建立材料测试和评估机制计划:我们将在两个月内设立材料测试实验室,并购置必要的设备。
材料改善报告模板
材料改善报告
报告编号:_____________
制定日期:_____________
制定人:_____________
一、报告背景
简述编写此报告的背景,包括项目概述、材料使用的现状、存在的问题或需要改进的方面。
二、材料性能分析
1. 材料描述:对当前使用的材料进行详细描述,包括材料类型、主要成分、物理和化学性质等。
2. 性能评估:基于实验数据、测试结果或实际使用情况,对材料的性能进行评估。
三、问题识别
1. 问题描述:明确指出在材料使用过程中遇到的具体问题,如强度不足、耐磨性差、成本过高等。
2. 影响分析:分析这些问题对项目或产品性能、成本、安全等方面的潜在影响。
四、改进措施
1. 材料替代:提出可替代的材料方案,包括新材料的类型、供应商、成本和预期性能。
2. 工艺优化:建议对生产工艺进行调整以优化材料性能。
3. 其他改进方法:根据具体情况提出其他改进措施。
五、实施计划
1. 改进步骤:列出实施改进措施的具体步骤和时间表。
2. 预期效果:预测改进措施实施后材料性能的提升和项目/产品的改进效果。
3. 成本预算:估算实施改进措施的预算成本。
六、风险评估
分析改进措施可能带来的风险,如成本增加、供应链变化带来的不确定性等,并提出相应的风险控制措施。
七、结论
总结报告的主要内容,强调改进措施的必要性和可行性。
八、附件
如有相关的测试报告、数据分析、参考文献等,可作为附件附上。
报告制定人签名:_____________
审核人签名:_____________。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生產工程進行了材料方面的內部培訓,工程部也有同性質的內部溝 通,相關人員都了解到了材料加工工藝,知道什么情況是浪費。
明確采購標准
實地考查材料加工工藝
通過到供應商(寶菱同利)參觀,了解分條、剪板兩個工序的區別及不同規格材料 的加工需求。一刀料只需剪板工序加工,兩刀料需先進行分條,再剪板加工。
分條工序圖
分條加工中
剪板工序圖
整理ppt
明確采購標准
一刀料和兩刀料的區別
一刀料定義:材料寬度大于等于300mm,長度等于1219mm。 兩刀料定義:材料寬度小于300mm,或者長度不等于1219mm的
PE通知工程課改資料日期
PE效果確認、并追蹤統計
整理ppt
工作內容及注意事項(執行部門)
1、啤機課沖壓組長、較啤組長現場發現材料浪費時,開單 并連同料帶一同給擔當PE。(沖壓組長、較啤組長)
2、PE巡廠時發現材料浪費時,開單并連同料帶一同給擔當 PE。 (PE)
3、PE維修組發現材料浪費時,開單并連同料帶一同給擔當PE。 (維修組)
整理ppt
改善實例Ⅱ
產品編號:830E 38614 改善前:
材料規格: 0.8x205x1219 (兩刀料)
排 樣:每張生產7pcs,余料101mm
有计划、有步骤、有目標的改善
整理ppt
行动计划
长期计划:2005.07.15~2005END持续改善 ❖短期计划:2005.07.15----2005.08.15
項目
日程
July
August
2005 End
1516171819202122232425262728293031 1 2 3 4 5 6 7 8 9101112131415
原材料采購條件
否
記錄并告之發現者
不可更改之原因
1、材料規格不變,只改善模具; 2、材料規格變,模具需改善; 3、材料規格變,模具無需改善。
否
擔當PMC
判定改模后庫存
是
材料是否適用
否 PE通知PMC
PMC查庫存,結合訂單 確定改模及改資料日期
PE通知維 修組改模
擔當PE
PMC通知PE
PE通知維修組改模日期 及工程課改資料日期
4、其他方式發現材料浪費時,通知擔當PE。(隨機) 1、工程部設計課提供《排樣及材料規格確定原則》(設計課) 2、采購部擔當材料采購提供《材料采購條件》(采購部)
1、擔當PE學習《排樣及材料規格確定原則》、《原材料采購條 件》,并對其它相關人員培訓。(擔當PE)
2、執行相關標准、流程。(擔當PE) 3、對不能更改的,一定要記錄,并說明原因。(擔當PE)
PE工程師跟蹤全過程、指導、結果確認、統計匯總
類別二 需要改模或改材料規格才能節約材料的整理。ppt (轉下頁)
責任部門 啤機一課 啤機二課 PE課 采購部 設計課
擔當PE
材料更改之工作流程
現場發現材料浪費 通知擔當PE
排樣及材料規格確定原則 PE判定是否可改善 是 PE確定改善方案
是否需要改模 是
1、PMC物料組對庫存材料、訂單進行綜合審查,確定相關日期。 (PMC)
2、確保不出現死庫存,當出現死庫存時,需安排處理,以免造 成浪費。(PMC)
1、擔當PE傳達信息要求及時、准確,并要求追蹤改善結果。 (擔當PE)
2、提供排樣圖給工程課改《工序檢驗指導書》(擔當PE) 3、提供改模后用材料用量給工程課改BOM。(擔當PE) 4、提供模具改善圖給維修組改模。(擔當PE) 5、統計改善結果,及時上報項目進展中狀況。(擔當PE)
改善報告书
按F5自動播放
作成:王玉辉
整理ppt
背景
市場競爭的日趨激烈 公司面臨各客戶COST DOWN 为数不少的产品排样方式不合理 尾料过多造成浪费,采購成本增加 公司沒有對材料合理利用方面的相應設計標准
整理ppt
現狀圖片列舉
原直排生產5個的 料,對排可生產6 個還有大片尾料
原直排生產5個的料 ,對排可生產6個還 有大片尾料
任一情況。
注:對于兩刀料各供應商加收加工費,每噸15~25U$不等。
兩刀料剪料方法:
先縱向分條(按材 料寬度A),再橫 向剪成所需規格 (按長度)
一刀料剪料方法:
直接按材料寬度A 剪出(母材寬度為 1219mm)。
整理ppt
糾正錯誤認識
以前總認為1219mm長的材料為一刀料,不收加工費﹔總認為接近 609.5mm的材是由1219mm分半剪,也不收加工費﹔所以也出現了 為數不少的產品因材料規格不合理而浪費材料。
整理ppt
改善實例Ⅰ
產品編號: B039 2629 改善前:
材料規格: 1.2x321x1219 (一刀料)
排 樣:每張生產10pcs,余料94mm 平均單品用料: 0.366kg
浪費這么 多
整理ppt
改善實例Ⅰ
改善后:
材料規格:1.2x321x1125 (兩刀料) 排 樣:每張生產10pcs 平均單品用料 : 0.338kg有大片的余料被
作
為
廢
料
整理ppt
丟
现状分析
设计排样 不够完美
产品结构特殊 有大片的废料
产品有料纹 方向的要求
設計标准化 程度不够
费浪
材料采購 標准模糊
部門間的溝 通力度不夠
每次改善都未 從源頭根除
整理ppt
改善方案
排樣及材料規格確定标准化、合理化
大片废料用于同材质小产品生产品生產用 废料较多的斜排产品,采用卷料生产 多成员、多部门参与,组成专项改善小组,
采購部提供材料采購條件
排樣及材料規格確定原則
PE課主導現流產品改善
PE課統計匯報
PE課持續改善、統計匯報
整理ppt
行动细则
類別一
有較大廢料可利用,不可變更原材料規格的。
發現有可用廢料 PE工程師確定可用規格 工程課在BOM加廢料規格備注
啤機課按排生產時回收廢料、入庫 物料課輸入M3庫存
PMC確定廢料用途
每個產品節約用料: 0.028kg
產品平均月產量: 30914pcs 平均每月用料: 30914x0.338=10.5噸 材料加工費: 10.5噸 x 20 US$/噸=201 US$ 每月節約金額: 0.028 x 30914 x 950 US$/噸 -201US$
= 621.3 US$ =
4846.1 HK$