600MW超临界锅炉T91管道现场施焊工艺探索与实践
600MW亚临界机组锅炉优化燃烧试验研究

600MW亚临界机组锅炉优化燃烧试验研究引言随着能源需求的不断增长和环境保护意识的提高,火力发电行业对于锅炉燃烧技术的优化研究日益重要。
600MW亚临界机组是我国火力发电的主要机组之一,其锅炉燃烧技术的优化研究对于提高发电效率、降低污染排放具有重要意义。
本文旨在对600MW亚临界机组锅炉优化燃烧试验研究进行探讨,以期为工程实践提供参考和借鉴。
一、600MW亚临界机组锅炉燃烧系统的特点600MW亚临界机组锅炉燃烧系统包括煤粉预处理系统、燃烧系统、余热锅炉等,其特点主要表现在以下几个方面:1.燃烧系统复杂:600MW亚临界机组作为大型火力发电机组,其燃烧系统具有多个锅炉燃烧器和布风器,整个系统运行稳定性和安全性要求高,需要精心设计和调试。
2.高效节能要求:近年来,环保要求不断提高,600MW亚临界机组在燃烧系统优化设计中需要考虑能源利用效率和节能减排的要求,以提高发电效率,并减少对环境的影响。
3.运行稳定性要求高:600MW亚临界机组的锅炉燃烧系统对于燃烧稳定性和运行可靠性的要求非常高,需要在保证安全的前提下,尽可能提高燃烧效率。
二、600MW亚临界机组锅炉优化燃烧试验研究内容为了满足600MW亚临界机组锅炉燃烧系统优化设计的需求,需要进行一系列的试验研究,以获得有关燃烧工况下的数据和参数。
具体的研究内容包括:1.燃烧系统性能试验:对600MW亚临界机组锅炉燃烧系统进行性能试验,获得其燃烧效率、燃烧稳定性等性能指标,为后续的优化设计提供参考。
2.燃烧过程数值模拟:利用数值模拟软件对600MW亚临界机组锅炉燃烧过程进行模拟,研究燃烧系统内部的流场分布和燃烧参数变化,为燃烧优化提供理论依据。
3.燃烧工况试验:通过对600MW亚临界机组锅炉在不同燃烧工况下进行试验研究,获得燃烧系统在不同负荷、燃料组成等条件下的工作特性,为燃烧系统的优化设计提供数据支持。
印度燃煤电厂T91小径管焊口质量控制
印度燃煤电厂T91小径管焊口质量控制摘要:T91钢有较高的强韧性、优越的抗高温蠕变性,在超临界、超超临界机组中得到了广泛的应用。
提高T91钢的焊接以及热处理质量,在保证机组安全高效使用方面有着及其重要的作用。
本文介绍了T91钢的焊接、热处理和无损检测过程,以保证预期的焊接质量。
关键词:T91钢;焊口质量;热处理;无损检测当前随着电站锅炉参数的提高,T91钢在受热面的高温过热器、高温再热器得到广泛的应用。
本文根据机组现场的施工经验,制定合理的焊接、热处理方式,详细阐述了T91焊接质量控制的相关经验。
以印度某2×600MW超临界燃煤电站项目为例,其锅炉采用哈尔滨锅炉厂制造的HG-2069/17.5-YM9型控制循环汽包炉,安装焊口26300余支,其中受热面T91小径管焊口2352支。
本文从T91小径管的焊接、热处理、无损检测三个方面出发,探讨了各个过程的控制要点,最终取得了良好的质量效果,项目最终获得了境外鲁班奖。
一.T91钢及其焊接问题1.T91钢及其化学成分T91钢是90年代中期出现在国内安装的进口机组中,现已在我国的大型电站锅炉上普遍采用。
这类钢是热强钢的第三代产品,主要特点是含碳量低,同样是多元复合强化,但各合金元素含量控制极严格,从而改善了钢的塑韧性和焊接性,提高了钢的高温稳定性,其600℃时的持久强度比F11和F12提高了近70%。
在此类钢的焊接中,焊工操作工艺的重要性已经退居其次;使用的焊接工艺必须经过评定,评定的依据不再是一系列常温力学性能,而把重点放在验证焊接接头能否获得预期的塑韧性和金相组织;焊接此类钢应该在焊接工艺的全过程严格受控。
此类钢对焊接工艺的严谨性要求与早期的9Cr-1Mo钢相比更高,焊接热输入量要求更严格,焊后热处理的温度和保温时间对焊接接头的韧性有很大影响,必须给予足够重视。
该钢的化学元素成分如下(%):按照国际焊接学会(IIW)推荐的碳当量计算公式,对T91钢的碳当量计算如下:CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15≈0.23可见T91钢焊接性差,焊前预热及焊后热处理极其重要。
超临界锅炉高温过热器T91钢管爆管分析
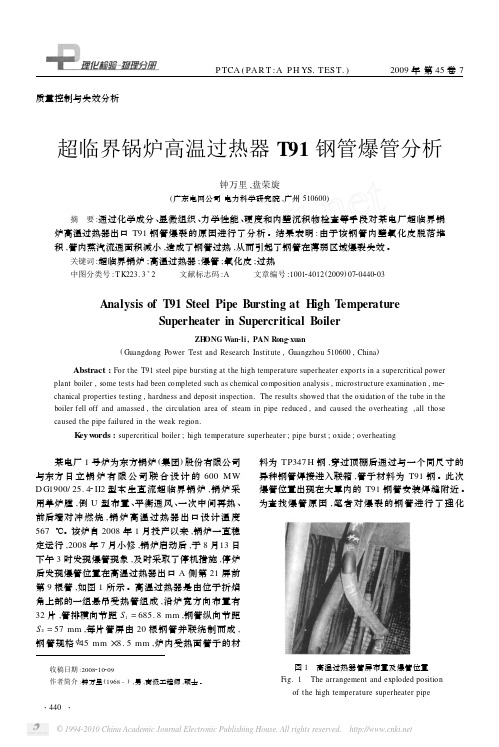
P TCA(PAR T:A P H YS.TEST.)2009年第45卷7质量控制与失效分析超临界锅炉高温过热器T91钢管爆管分析钟万里,盘荣旋(广东电网公司电力科学研究院,广州510600)摘 要:通过化学成分、显微组织、力学性能、硬度和内壁沉积物检查等手段对某电厂超临界锅炉高温过热器出口T91钢管爆裂的原因进行了分析。
结果表明:由于该钢管内壁氧化皮脱落堆积,管内蒸汽流通面积减小,造成了钢管过热,从而引起了钢管在薄弱区域爆裂失效。
关键词:超临界锅炉;高温过热器;爆管;氧化皮;过热中图分类号:T K223.3+2 文献标志码:A 文章编号:100124012(2009)0720440203Analysis of T91Steel Pipe Bursting at High T emperatureSuperheater in Supercritical BoilerZH ONG W an2li,PAN R ong2xu an(Guangdong Power Test and Research Institute,Guangzhou510600,China)Abstract:For the T91steel pipe bursting at the high temperature superheater exports in a supercritical power plant boiler,some tests had been completed such as chemical composition analysis,microstructure examination,me2 chanical properties testing,hardness and deposit inspection.The results showed that the oxidation of the tube in the boiler fell off and amassed,the circulation area of steam in pipe reduced,and caused the overheating,all those caused the pipe failured in the weak region.K eyw ords:supercritical boiler;high temperature superheater;pipe burst;oxide;overheating 某电厂1号炉为东方锅炉(集团)股份有限公司与东方日立锅炉有限公司联合设计的600MW D G1900/25.42II2型本生直流超临界锅炉,锅炉采用单炉膛,倒U型布置、平衡通风、一次中间再热、前后墙对冲燃烧,锅炉高温过热器出口设计温度567℃。
600MW级超超临界褐煤塔式锅炉吊装施工技术分析

600MW级超超临界褐煤塔式锅炉吊装施工技术分析摘要:本文以哈尔滨锅炉厂与上海锅炉厂生产的660MW超超临界褐煤塔式锅炉为例,根据两家锅炉厂及设计院在风扇磨塔式褐煤锅炉钢架(含大板梁)、受热面、烟风煤管道、高温炉烟管道、双侧煤仓等方面的设计特点,对600MW级超超临界褐煤塔式锅炉吊装技术及施工组织进行对比分析,制定合理方案,优化施工组织。
关键词:褐煤塔式锅炉风扇磨高温炉烟管道一、工程概况哈尔滨锅炉有限公司设计生产的660MW超超临界褐煤塔式锅炉。
锅炉为超超临界参数、变压运行直流炉,单炉膛、一次再热、平衡通风、紧身封闭布置、固态排渣、全钢构架、全悬吊结构塔式锅炉,二分仓回转式空气预热器。
八角切圆燃烧方式;启动系统设置启动循环泵。
风扇磨制粉系统具有抽炉烟口高度位置选取灵活、高温炉烟管道布置合理,走向最短、抽取炉烟后烟气场分布均匀,烟气偏差小等优点。
为满足原煤在磨煤机中碾磨和输送煤粉的要求,该制粉系统采用三介质干燥剂,对应8台磨有8个抽炉烟口。
从二次风来的热风及冷烟风机出口来的冷烟,二者预先混合后,再接至高温炉烟抽口处与高温炉烟混合。
磨煤机密封风从空预器出口热二次风道上抽出,每台锅炉配置2台冷烟风机。
设计院在输煤系统初步设计中提出了三种上煤方案(见图),最终选择了炉前上煤方案。
上海锅炉厂有限责任公司生产的660MW超超临界褐煤塔式锅炉。
一次中间再热、单炉膛、变压运行、塔式直流炉,采用切圆燃烧方式配风扇磨煤机直吹式制粉系统、平衡通风、固态排渣、全钢架悬吊结构、露天布置。
制粉采用风扇磨直吹式制粉系统,八台磨煤机围绕锅炉一周布置,锅炉两侧煤仓间布置。
风扇磨采用三介质制粉系统,介质由高温炉烟、冷炉烟和热一次风组成。
高温炉烟从炉膛上适当的位置抽取,温度为1050℃左右。
冷炉烟从引风机出口抽取,压头由2台50%容量冷烟风机提供。
热一次风取自空预器出口风道。
在锅炉钢架内冷烟气与热一次风先混合后送至热炉烟抽口处混合,混合温度为850℃左右。
超临界火电机组TP347H与T91异种钢小径管焊接工艺分析

超临界火电机组TP347H与T91异种钢小径管焊接工艺分析摘要:随着超(超)临界火电机组设备中金属部件使用钢材种类的逐渐增多,不可避免会遇到异种钢焊接的问题。
本文通过对马氏体耐热钢(T91)和奥氏体钢(TP347H)的性能分析,详细阐述了T91+TP347H焊接存在的难点,特别是早期换失效的问题,探讨了T91与TP347H异种钢接头的焊接方法、焊接材料及焊接工艺要点。
经某电厂超临界机组检修过程中实际应用表明,该工艺切实可行,并在实践中取得了良好效果。
关键词:T91;TP347H;异种钢;早期失效;焊接工艺;在现代火力发电厂的建设过程中,新型高合金钢越来越多的应用到锅炉中,特别是在过热器系统中,炉内部分常采用TP347H这类不锈钢作受热面小管,而在热室中与之相连的是直径很大的蒸汽联箱,常采用T91材料,这就不可避免地产生了这两种异种钢材的焊接问题,如何分析和制订这两种材料焊接工艺,以保证现场异种钢对接的焊接质量就成了一个重点需解决的问题。
某电厂二期工程2×600MW超临界火力发电机组锅炉设备由东方锅炉厂制造,高温过热器进、出口联箱材质均为SA213—T91,在炉内高温过热器的小管材质为TP347H,在电厂检修处理过程中,通过对两种材质性能的分析,制订了合适的工艺,取得了较好的效果。
1 焊接母材化学成分及合金化原理分析T91钢是在9CrlMo钢的基础上采用纯净化、细晶化冶金技术,以及微合金化、控轧、控冷等技术开发出的新一代中合金耐热钢。
在593℃/l0万h条件下的持久强度达到100 MPa,韧性也比较好。
T91钢和部分9%—12%CR钢及常用的低合金钢和奥氏体不锈钢的化学成分如表1;T91钢中各合金元素分别起到固溶强化、弥散强化和提高钢的抗氧化性、抗腐蚀性能。
具体如下:(1)碳是钢中固溶强化作用最明显的元素,对于T91这类马氏体钢,含碳量的上升会加快碳化物球化和聚集速度,加速合金化元素的再分配,降低钢的焊接性、耐腐蚀性和抗氧化性,故耐热钢一般都希望降低含碳量。
600MW超临界锅炉受热面焊口焊接工艺探讨

600MW超临界锅炉受热面焊口焊接工艺探讨摘要:本文对600MW超临界锅炉受热面部分焊口的焊接特点进行了分析,并有针对性地给出确保质量和工程进度的具体工艺措施,为此类型锅炉受热面焊口焊接施工提供借鉴。
关键词:受热面焊口焊接特点工艺措施1、600MW超临界锅炉受热面焊口组成1.1主要包括:水冷壁系统,过热器系统,再热器系统,省煤器系统及吊挂管等小口径焊口,焊口总数约40000只。
2、受热面部分焊口的焊接特点及其采取的焊接措施2.1水冷壁系统焊口2.1.1焊口数量大,约占整个受热面管子焊口数量的40%,达到16000余只;管道材质为合金钢,钢号为SA213-T12,相当于国内15CrMo,焊接施工周期长,贯穿于整个水压前焊接施工。
采取措施:紧抓岗前培训;新上焊工前三天工艺执行及质量情况技术质检人员要盯住;焊口质量缺陷要及时分析原因,制定防范措施并落实;制定高压焊口结算办法,提高焊工积极性。
2.1.2由于厂家设备所带的鳍片焊缝延伸至焊口坡口处,焊前不将其打磨掉,焊接过程中会导致厂家焊缝中的气孔渗入到焊口焊缝中,造成焊口缺陷超标。
采取措施:对口前技术质检人员注意检查此种情况,必须令安装工将焊口坡口两侧各不小于15mm处的厂家鳍片焊缝打磨掉,方能点口焊接。
2.1.3根据设计情况,锅炉标高47米以上至水冷壁上集箱为垂直管屏,47米以下为螺旋水冷壁,中间由中部集箱过渡。
水冷壁中部集箱(共有4只)管座共有三部分,左右两部分(吊焊)与垂直水冷壁连接,上面部分(横焊)与螺旋水冷壁连接,共由1316根散管组成。
如果外部散管焊口先安装完毕,将焊工的视线拉长,致使内部横焊口位置困难。
采取措施:焊前专工、班长必须参与此部分焊口的安装顺序方案制定,提前联系安装部门;优先采用地面组合焊接方式,并采用全氩工艺进行焊接。
最好能将三部分散管全部与垂直水冷壁组合焊接完毕,最低限度要将横焊口这一部分及外侧焊口这一部分组合焊接完毕,将大大减少高空安装焊接时的难度。
超临界机组受热面集箱P91+T91管座焊接及热处理施工工法(2)
超临界机组受热面集箱P91+T91管座焊接及热处理施工工法超临界机组受热面集箱P91+T91管座焊接及热处理施工工法一、前言超临界机组受热面集箱的P91+T91管座焊接及热处理施工工法是在超临界机组受热面集箱的焊接及热处理工艺基础上发展起来的一种工法。
该工法结合了实际工程需求和技术要求,以确保施工过程中的质量和安全。
二、工法特点该工法的特点主要体现在以下几个方面:1. 焊接工艺:采用P91+T91管座焊接工艺,确保焊缝的强度和可靠性。
2. 热处理工艺:采用适当的热处理工艺,调整组织结构,提高材料的性能和耐久性。
3. 施工工序:根据受热面集箱的结构和要求,合理划分施工工序,确保施工过程的连贯性和完整性。
4. 质量控制:严格按照规范要求,采取有效的质量控制措施,确保施工过程中的质量达到设计要求。
5. 安全措施:根据施工工艺的特点和危险因素,制定有效的安全措施,保障施工过程中的安全。
三、适应范围该工法适用于超临界机组受热面集箱的焊接及热处理施工,特别适用于P91+T91管座焊接工艺和热处理工艺的应用。
四、工艺原理该工法的施工工艺与实际工程之间存在密切的联系。
在焊接工艺方面,P91和T91钢材具有优良的高温和高压性能,通过合理的焊接参数和工艺控制,可以确保焊缝的强度和可靠性。
在热处理工艺方面,通过适当的加热和冷却措施,可以调整材料的组织结构,提高其性能和耐久性。
五、施工工艺施工工艺主要包括以下几个阶段:1. 材料准备:对P91和T91钢材进行检查和准备,确保材料的质量和符合要求。
2. 焊接工艺:根据焊接工艺要求,对P91+T91管座进行逐层焊接,确保焊缝的质量和可靠性。
3. 焊后热处理:对焊接完成的管座进行热处理,调整材料的组织结构。
4. 检测和验收:对热处理后的管座进行检测和验收,确保施工质量达到设计要求。
六、劳动组织劳动组织是保证施工工艺顺利进行的关键。
需要有专业的施工人员和技术人员,确保各个工序的协调和配合,保证施工工艺的稳定和成功。
电建锅炉 T91 钢排管焊接施工工法
电建锅炉T91 钢排管焊接施工工法电建锅炉T91 钢排管焊接施工工法一、前言电建锅炉T91 钢排管焊接施工工法是一种具有高效、可靠和安全特点的施工方法。
该工法适用于各种电站锅炉的管道焊接,能够有效提高焊接质量和施工效率。
本文将详细介绍该工法的特点、适应范围、工艺原理、施工工艺,以及相关的劳动组织、机具设备、质量控制、安全措施和经济技术分析。
二、工法特点1. 高效快捷:采用自动化焊接工艺,大大提高了焊接效率,节约了人工成本和时间。
2. 质量可靠:采用高质量的焊接材料和先进的焊接工艺,保证了焊缝的质量和可靠性。
3. 操作简便:工法对操作人员的要求相对较低,容易掌握和操作。
4. 适应性强:适用于各种类型的锅炉管道焊接,能够应对各种复杂工况和要求。
5. 经济实用:工法采用了节能环保的焊接工艺,降低了后续维护成本。
三、适应范围该工法适用于各种电站锅炉的管道焊接,特别适用于T91 钢的焊接。
T91 钢是一种高温强度材料,广泛用于超临界和超超临界锅炉,设备的端头焊接是关键环节,要求焊缝质量高,具有良好的抗蠕变和抗热裂性能。
四、工艺原理施工工法与实际工程之间的联系是通过采取的技术措施来体现的。
首先,采用焚烧平台对焊接材料进行预热,以提高焊接质量。
然后,采用预热焊接和后热处理工艺,消除焊接残余应力,保证焊缝的稳定性和可靠性。
最后,根据具体要求,采用手工焊接或自动焊接的方式进行焊接操作。
五、施工工艺施工工法的具体施工阶段包括:准备工作、排管安装、管道准备、焊接操作和焊后处理。
先进行准备工作,包括检查焊接材料和机具设备的准备;然后在焚烧平台上进行排管安装,确保焊接位置的准确性;接着进行管道准备工作,包括对焊缝进行清理和划线;然后进行焊接操作,采用手工焊接或自动焊接的方式进行,注意操作规范和质量控制;最后进行焊后处理,包括除渣、焊缝喷漆等工作。
六、劳动组织为了确保施工的高效性和安全性,需要合理组织劳动力。
施工过程中需要包括焊接作业人员、质检人员、安全员和协调人员等,保证施工过程的顺利进行。
600MW超临界锅炉T91管道现场施焊工艺探索与实践

金属容易被烧穿 ,在焊缝 背面产生 “ 瘤” :第一层若 焊
针对风大 雨多的地理环境 ,施焊现场搭 设防雨防风 太厚 ,则易 引起 弧坑裂 纹 ,特别是在 第一层结束 的收 口 棚 ,并备 有碘 钨灯用于照明和去湿 ,以保证焊接地 点光 处。第二层焊 层厚度控 制在 3 ~35 m . .m 范围内。 O 线充足 ,环境温度和 湿度满足要 求。
O3 -
1. 1
|
|
91 .
1O .
O7 .
O2 -
N 0O b .5
l
|
焊材选取 的原则是其化学成分尽 可能与母材一致 , 具有再热 倾 向的N 、N 、S 等元 素成分控 制准确 ,S b 1 1 、
324 技 术 要 求 ..
对于高温再热器 ,采用两层氩弧焊 ( T W),第一 GA
表2 母材及焊材 的化学成 分 ( ) % 材料 C S j M n S P C r M o N 1 V N A 1 C b
母 材S 21 T 1 OO A 9 .8~O1 O2 3 .2 -O~O5 O3 .O .O~O6 ≤OO O 《 O0 0 8O .O .1 .3 .0~95 O8 .O .5~1.5 ≤04 O1 O .0 .8~O2 OO ~OO .5 .3 .7
超 临界机 组T 1 9 受热面管管径小 、管壁厚 ,焊接过 程 中散 热速度 慢 ,容易造 成焊缝 、熔 合 区、热影 响 区
的金属 过热 ,从而 产生粗 大 的马 氏体 晶粒 ,使金 属 的
。
_ ’ 一
.
●
r
:
耐温耐 压性 能下 降 ,由于温度过 高还 容易 使根层 焊缝 出现 “ 过烧 ”现象。在施工现场 ,又存在着管排 密集 、
超临界锅炉高温过热器T91管爆管原因分析及对策
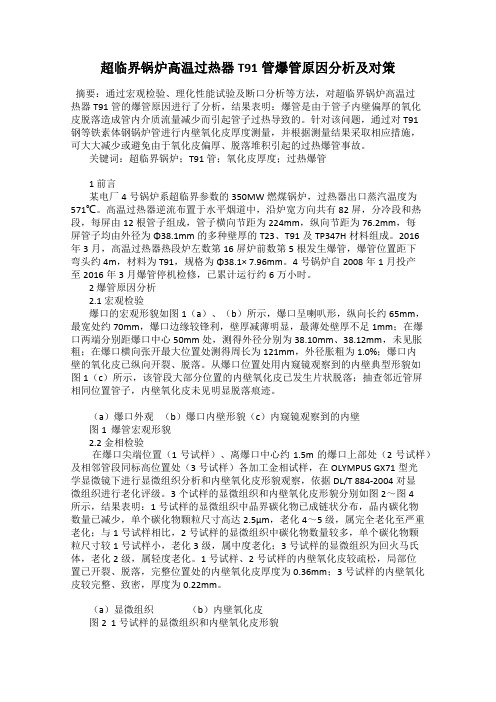
超临界锅炉高温过热器T91管爆管原因分析及对策摘要:通过宏观检验、理化性能试验及断口分析等方法,对超临界锅炉高温过热器T91管的爆管原因进行了分析,结果表明:爆管是由于管子内壁偏厚的氧化皮脱落造成管内介质流量减少而引起管子过热导致的。
针对该问题,通过对T91钢等铁素体钢锅炉管进行内壁氧化皮厚度测量,并根据测量结果采取相应措施,可大大减少或避免由于氧化皮偏厚、脱落堆积引起的过热爆管事故。
关键词:超临界锅炉;T91管;氧化皮厚度;过热爆管1 前言某电厂4号锅炉系超临界参数的350MW燃煤锅炉,过热器出口蒸汽温度为571℃。
高温过热器逆流布置于水平烟道中,沿炉宽方向共有82屏,分冷段和热段,每屏由12根管子组成,管子横向节距为224mm,纵向节距为76.2mm,每屏管子均由外径为Φ38.1mm的多种壁厚的T23、T91及TP347H材料组成。
2016年3月,高温过热器热段炉左数第16屏炉前数第5根发生爆管,爆管位置距下弯头约4m,材料为T91,规格为Φ38.1× 7.96mm。
4号锅炉自2008年1月投产至2016年3月爆管停机检修,已累计运行约6万小时。
2 爆管原因分析2.1 宏观检验爆口的宏观形貌如图1(a)、(b)所示,爆口呈喇叭形,纵向长约65mm,最宽处约70mm,爆口边缘较锋利,壁厚减薄明显,最薄处壁厚不足1mm;在爆口两端分别距爆口中心50mm处,测得外径分别为38.10mm、38.12mm,未见胀粗;在爆口横向张开最大位置处测得周长为121mm,外径胀粗为1.0%;爆口内壁的氧化皮已纵向开裂、脱落。
从爆口位置处用内窥镜观察到的内壁典型形貌如图1(c)所示,该管段大部分位置的内壁氧化皮已发生片状脱落;抽查邻近管屏相同位置管子,内壁氧化皮未见明显脱落痕迹。
(a)爆口外观(b)爆口内壁形貌(c)内窥镜观察到的内壁图1 爆管宏观形貌2.2 金相检验在爆口尖端位置(1号试样)、离爆口中心约1.5m的爆口上部处(2号试样)及相邻管段同标高位置处(3号试样)各加工金相试样,在OLYMPUS GX71型光学显微镜下进行显微组织分析和内壁氧化皮形貌观察,依据DL/T 884-2004对显微组织进行老化评级。
600MW机组T91焊口裂纹分析
600MW机组T91焊口裂纹分析摘要:通过对600MW发电机组三级过热器SA213-T91管子焊接热影响区出现的裂纹进行宏观及微观分析,阐述了T91的组织和机械性能、使用条件及焊接裂纹的产生机理,提出T91小管在焊接、热处理及使用中应注意的几个问题,充分了解了它的优、缺点。
关键词:三级过热器 T91 焊缝微裂纹1 概述随着发电机组向高参数、大容量发展,对材料的性能要求也越来越高,许多新材料因此应运而生,T91自1983年问世以来以它优越的耐高温性能已广泛应用在300MW以上机组中,但这种材料在使用中也有它的局限性,现在以某电厂三级过热器T91管子出现的焊接裂纹为例说明该材质的焊接、热处理及使用性能,裂纹管子规格φ48.6×7.4,材质为SA213-T91,焊接材料CM-9cb,在试运中发现裂纹。
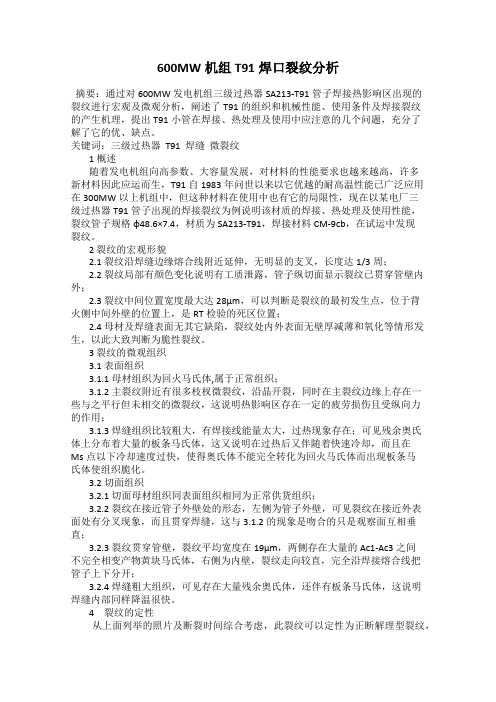
2 裂纹的宏观形貌2.1 裂纹沿焊缝边缘熔合线附近延伸,无明显的支叉,长度达1/3周;2.2 裂纹局部有颜色变化说明有工质泄露,管子纵切面显示裂纹已贯穿管壁内外;2.3 裂纹中间位置宽度最大达28μm,可以判断是裂纹的最初发生点,位于背火侧中间外壁的位置上,是RT检验的死区位置;2.4 母材及焊缝表面无其它缺陷,裂纹处内外表面无壁厚减薄和氧化等情形发生,以此大致判断为脆性裂纹。
3 裂纹的微观组织3.1 表面组织3.1.1 母材组织为回火马氏体,属于正常组织;3.1.2 主裂纹附近有很多枝杈微裂纹,沿晶开裂,同时在主裂纹边缘上存在一些与之平行但未相交的微裂纹,这说明热影响区存在一定的疲劳损伤且受纵向力的作用;3.1.3 焊缝组织比较粗大,有焊接线能量太大,过热现象存在;可见残余奥氏体上分布着大量的板条马氏体,这又说明在过热后又伴随着快速冷却,而且在Ms点以下冷却速度过快,使得奥氏体不能完全转化为回火马氏体而出现板条马氏体使组织脆化。
3.2 切面组织3.2.1 切面母材组织同表面组织相同为正常供货组织;3.2.2 裂纹在接近管子外壁处的形态,左侧为管子外壁,可见裂纹在接近外表面处有分叉现象,而且贯穿焊缝,这与3.1.2的现象是吻合的只是观察面互相垂直;3.2.3 裂纹贯穿管壁,裂纹平均宽度在19μm,两侧存在大量的Ac1-Ac3之间不完全相变产物黄块马氏体,右侧为内壁,裂纹走向较直,完全沿焊接熔合线把管子上下分开;3.2.4 焊缝粗大组织,可见存在大量残余奥氏体,还伴有板条马氏体,这说明焊缝内部同样降温很快。
电站锅炉安装与检修中T91钢的焊接工艺

电站锅炉安装与检修中 T91钢的焊接工艺摘要:简述了T91钢的发展,重点介绍了300MW和600WM锅炉过热器和再热器用T91钢的可焊性和焊接工艺,为从事焊接的工程技术人员选择材料、制定合理的焊接工艺提供了依据。
关键词:锅炉安装;锅炉维护;焊接工艺提高锅炉效率,降低煤耗,显而易见的途径是提高锅炉的工作温度和压力,向大参数、大容量、机组集中控制的方向发展。
因此,世界各国都致力于研发薄壁、高抗蠕变、热稳定性强的高合金钢,用于制造金属壁温ti≥580℃的锅炉受热面管道。
20世纪80年代以前,亚临界锅炉过热器和再热器用钢主要由SA213- TP304H、SA213- TP321H和SA213- TP347H奥氏体不锈钢制成。
这种钢虽然高温抗氧化性好,热稳定性强,但价格昂贵。
与其他铁素体钢焊接时,异种金属焊接困难,异种金属接头有早期失效的危险,因此在商业应用中受到很大限制。
高参数锅炉尽量不使用奥氏体不锈钢是世界发达国家锅炉设计用钢的准则,也是当今世界大型电站锅炉用钢的重点课题。
在这种情况下,SA213- T91由美国大象树脊国家实验室在原有SA213- T9的基础上研制而成。
上世纪80年代末90年代初,国产300MW和600MW机组的过热器和再热器都采用了T91,因此熟悉和掌握锅炉安装维护用T91钢的焊接性和焊接工艺非常重要。
1T91钢的研究现状及性能自20世纪50年代末,比利时列日研究中心首次发表超级9Cr钢,即9Cr2Mo 钢以来,世界各国都致力于开发和研制超级9Cr钢。
法国Valloure公司引进EM12过热器管,德国某钢厂在60年代末引进X20Cr-MoV121马氏体耐热钢(以下简称X20)。
20世纪70年代中期,美国ORNL实验室开始研制改进型9Cr1Mo钢。
经过大量对比试验,这种改进的9Cr1Mo钢于1983年至1984年被纳入SA213和SA335标准。
我国在20世纪80年代末从日本NKK公司获得T91钢,用于制造300MW和600MW锅炉的过热器和再热器。
600 MW机组超临界直流炉锅炉本体典型施工方案

600 MW机组超临界直流炉锅炉本体典型施工方案摘要:文章介绍了国产600 MW机组超临界直流锅炉的施工方案,重点论述了主要施工机械和布置、施工方案简介,前后炉膛的吊装顺序。
关键词:600 MW机组;锅炉;典型施工方案1引言目前,国产600 MW机组仍为国内火力发电厂主力机组,上海、哈尔滨、东方三大锅炉厂都有生产。
经过几台600 MW锅炉的安装,在施工组织和施工方案上不断优化,锅炉施工工期从锅炉钢架吊装到锅炉整体水压试验约12个月,现以浙江乌沙山1#锅炉安装方案,形成的典型模式进行介绍。
2主要施工机械和布置主吊机械:60 t圆筒吊一台(布置在锅炉的一侧中间部位);辅吊机械:450 t履带吊一台(只配合锅炉板梁吊装);250 t履带吊一台;炉顶吊(16 t以上)一台;C~D板梁间的1台5 t的卷扬机,同时在A~B板梁间布置一台5 t的卷扬机;锅炉组合场布置60 t龙门吊两台;运输机械:25 t以上平板车一辆。
3施工方案简介3.1钢架安装阶段钢架安装方案为分段吊装,前一段找正终紧完成后再进行上段吊装,锅炉冷热风道随钢架安装进度存放在相应位置,第一段钢架安装完毕后安装预热器大件,然后随着钢架的进度进行本体烟道、大灰斗(先地面组合为两段)吊装,降水管组合后随钢架存放。
B、C、D板梁较重采用主吊机械和1台450 t履带抬吊,A、E板梁重量较轻,采用单台吊车吊装。
3.2加热面安装阶段施工方案总体思路:钢架封顶前将水平烟道和后炉膛内联箱及组件临时吊挂,然后钢架封顶,前后炉膛受热面同时安装。
加热面开始地面组合时间为大板梁吊装前1个月,主要组合件:四侧水冷壁上段与相应上集箱组合;左右水冷壁延伸侧包墙与左右水冷壁延伸侧墙上集箱组合并装上刚性梁;后水吊挂管上段与水冷壁后墙吊挂管出口集箱组合;折焰角水冷壁管屏与折焰角入口集箱在炉膛零米组合;中部和下部螺旋水冷壁可以根据吊车工况及运输条件组合成适当大小的片组;四侧包墙上段分别组合在一起共4个组件;中间隔墙与上集箱组合成两片;底包管排与联箱组合为1个组件;屏式级过热器、末级过热器管排分别与出入口小集箱组合,各30屏;高温再热器管排与出口小集箱组合在一起,共计95屏。
世界首台600MW超临界W型火焰无烟煤锅炉调试技术与实践(可编辑优质文档)
3调试过程和内容
调试期间,锅炉共启动14次、停炉13次。停炉原因为正常停炉、设备异常、或操作失误。试运时间和主要工作内容见表3。
表33号锅炉启动调试主要阶段一览表
序号
阶段名称
时间
主要内容
1
冷态试验
05月08日~05月12日
冷态空气动力场
2
锅炉冲管
05月23日~05月27日
一阶段稳压降压相结合的吹管工艺
2)锅炉炉膛给水流量大于570T/h,且大、小溢流阀全关、储水罐水位不上升。
3)通过贮水箱水位和分离器出口蒸汽的过热度来判断,即大、小溢流阀全关、储水罐水位不上升,分离器出口蒸汽的过热度5~8℃。
4.4劣质无烟煤燃烧技术
4.4.1实际燃煤
试运期间,锅炉实际燃用煤质为山西潞安贫煤和湖南本省劣质无烟煤的混煤,低位发热量一般在18000~20000kJ/kg,干燥无灰基挥发份一般在8~11%之间,灰分一般在29~36%之间,入炉煤热值接近设计煤质,但挥发份略高于设计煤质,见表2。
4调试技术主要特点
4.1采用稳压和降压相结合的吹管工艺
采用一阶段主、再热蒸汽系统串联吹管、油煤燃烧、稳压和降压相结合的吹管方法。当制粉系统投运不能满足稳压吹管时采用降压吹管,既缩短吹管时间,保证吹管质量,又可充分暴露和消除锅炉、包括制粉系统的缺陷。同时在稳压吹管时可进行25%负荷的燃烧初调整,减少吹管及以后调试燃油、及缩短调试工期。
T91锅炉管技术开发-刘正东
中国煤产量及火电用煤情况(亿吨) 2002 2003 2004 2007 年煤产量 火电用煤 电煤比重 12.5 7.0 16.6 8.5 17.5 9.3 25.2 我国煤储量 经济开采量 6565 618
56% 51% 53% 60%
钢铁研究总院 CISRI
国务院常务会议:国家能源战略决策
“优先开发水电,积极发展核电,优化发展火电”
Dr.Sikka
- Established the alloy composition & demonstrated favorable properties in 1976 - MHI & Sumitomo joined in the testing of Grade 91 material - Grade 91 was not optimized for fossil boiler applications
1
2
300
540
18.2
3
600
540
18.2
P22 ID870*43
A672B70C132 Φ1066.8*20.6 A672B70C132 Φ711.2*33 Φ1016*25.4 A691Gr21/4C122 Φ1016*31.75 Φ711*22.23
4
600
566
24.2
P91 ID419.1*78, ID298.5*58.5
钢铁研究总院 CISRI中国Fra bibliotek20年锅炉钢研发
1993年,开始T91钢的仿制研究 1997年,开始S30432钢的仿制研究 2005-06年,T122和S30432 2007-08年,650℃蒸汽参数预研 2007-10年,支撑计划 2008-11年,650℃蒸汽参数锅炉管 2010-14年,973计划
T91高压锅炉管的研制实践
70科技资讯 SC I EN C E & TE C HN O LO G Y I NF O R MA T IO N工 业 技 术T91是ASME SA-213/SA-213M的牌号,具有优异的高温强度及良好的综合力学、工艺性能,是有着广阔应用前景的新型马氏体耐热钢[1]。
我国于1995年将该钢引入到高压锅炉用无缝钢管G B5310标准中,牌号定为10C r 9M o 1V N b N 。
洪钢作为国内主要的专业锅炉管生产基地,于2004年开始研制T 91产品,根据洪钢工艺设备特点及生产历史,设计了独特的生产工艺,2007年形成了质量优、交货快的比较优势,成为主要的T 91高压锅炉管供应厂家。
1 T91高压锅炉管的研制工艺1.1化学成分ASME规范SA-213/ SA -213M T91和GB5310规定的10Cr9Mo1VNbN化学成分如表1所示。
为T91获得最佳的综合性能,需对化学成分进行优化配比,特别要控制五害元素及氢氧的含量,洪钢的材料成分一直较稳定。
1.2生产工艺流程T91钢的主要生产工艺流程为:管坯生产工艺流程:VHP)+感应LF VD 连铸连轧制管生产工艺流程:管坯(拔)入库1.3热处理工艺制度ASME SA-213标准规定T91热处理制度是正火+回火,正火温度≥1040℃、回火温度≥730℃。
T 91高压锅炉管的研制实践王信斐(江西洪都钢厂有限公司 南昌 330013)摘 要:T91是近年来超临界和超超临界电站锅炉的迅猛发展的首选材料,本文主要介绍了洪钢自主开发T91高压锅炉管的管坯、制管生产工艺、热处理工艺,产品各项技术指标均符合标准要求,综合性能良好。
关键词:T91 高压锅炉管 正火 回火中图分类号:T F 1文献标识码:A 文章编号:1672-3791(2011)11(c)-0070-02表1 T 91钢的化学成分 W t %项目 C Si M n P S N i C r M o A l V N b N 试样 0.11 0.28 0.40 0.009 0.005 0.08 8.9 0.94 0.009 0.19 0.074 0.045 A SM ESA -213/ SA -213M [1] 0.08~0.12 0.20~0.50 0.30~0.60 ≤0.020≤0.010≤0.48.00~9.500.85~1.05≤0.040.18~0.250.06~0.100.030~0.070G B 5310- 2008[2]0.08~0.120.20~0.500.30~0.60≤0.020≤0.010≤0.48.00~9.500.85~1.05≤0.020.18~0.250.06~0.100.030~0.070表2 显微金相特征脱碳层非金属夹杂物项目 金相组织 晶粒度(级)内壁外壁 A B C D D S 试样 回火索氏体9 0.10.151.0 0.51.5 0.5 1.0 G B 5310回火马氏体或回火索氏体≥4不大于0.4m m 不大于0.3m m≤2.5≤2.5≤2.5≤2.5≤2.5图1 晶粒度200×图2 显微组织500×. All Rights Reserved.71科技资讯 S CI EN CE & T EC HNO LO GY I NF OR MA TI ON 工 业 技 术抛投材料,其中1#料最细,4#料最粗。
电建锅炉 T91 钢排管焊接施工工法(2)
电建锅炉T91 钢排管焊接施工工法电建锅炉T91 钢排管焊接施工工法一、前言随着工业和能源需求的不断增长,电建锅炉T91 钢排管焊接施工工法作为一种重要的焊接施工技术,在电力、石化、冶金等领域得到了广泛应用。
本文将详细介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例。
二、工法特点1. T91 钢排管的焊缝难度较大,但该工法通过合理的施工工艺和技术措施,可以有效控制焊接质量,并保证焊缝的连接强度和密封性。
2. 采用特殊的焊接材料和工艺参数,使焊缝的抗氧化和耐高温性能得到提高,确保了T91 钢排管在高温高压下的稳定运行。
3. 采用母材预热、低温回火等附加措施,降低了焊接过程中的应力和变形,确保了整体结构的稳定性和可靠性。
4. 施工过程中,采用了数字化焊接技术和自动化设备,提高了施工效率和焊接质量,降低了人工操作的风险。
三、适应范围电建锅炉T91 钢排管焊接施工工法适用于燃煤电厂、石化厂、冶金厂等具有高温高压工况的设备。
该工法可用于T91 钢排管、过热器、主蒸汽管等主要部件的焊接。
四、工艺原理施工工法与实际工程之间的联系是基于以下的工艺原理:通过合理的工艺参数和焊接材料的选择,保证焊缝的强度和密封性;通过母材预热和低温回火等附加措施,降低焊接过程中的应力和变形;通过数字化焊接技术和自动化设备,提高施工效率和焊接质量。
五、施工工艺1. 安装排管:首先进行排管的安装,保证排管的位置准确、牢固。
2. 清理母材:对待焊接的母材进行刷洗和清理,确保母材表面的干净和光滑。
3. 母材预热:根据焊接材料和母材的要求,对母材进行预热,确保焊接过程中的温度合适。
4. 焊接施工:采用数字化焊接技术和自动化设备进行焊接作业,保证焊接质量。
5. 低温回火:焊接后对焊缝进行低温回火处理,消除应力和变形,提高焊缝的稳定性。
六、劳动组织根据项目规模和工期需求,合理组织焊工和施工人员,确保施工工期的紧凑和施工质量的控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
36
2006年6月 第
6
期 总157期
INSTALLATION
Jun.2006 No.
6
Total No.157
超临界锅炉T91管道现场施焊工艺探索与实践
摘 要:SA213T91是600MW超临界锅炉受热面管的主要钢种,具有优良的常温及高温力学性能,但焊接性能差。
特别
是在施工现场面临很多难题。
本文通过试验探索了适合现场施工的焊接工艺,效果比较理想。
关键词:600MW;超临界机组;SA213T91;现场;焊接工艺
中图分类号:TG457.6 文献标识码:B 文章编号:1002-3607(2006)06-0036-03
(浙江省火电建设公司,杭州 310016)
于进云 张家刚 杨丹霞
1 引言
某电厂4×600MW国产超临界燃煤机组,是省内首座超临界机组,也是我公司第一次承建超临界机组。
锅炉额定蒸汽压力为22.5MPa,额定蒸汽温度567℃。
锅炉中使用了很多新型耐热钢,如奥氏体不锈高合金耐热钢SA213TP347H、SA312TP316和马氏体热强钢SA335P91、SA213T91等。
其中SA213T91主要用于末级过热器、屏式过热器和高温再热器。
SA213T91具有优良的常温及高温力学性能,高温强度优异。
金相组织为马氏体,有较大的淬硬倾向,焊接性能较差,焊缝的韧性对线性能量和层间温度极其敏感,工艺掌握不好,会降低焊缝金属的韧性。
超临界机组T91受热面管管径小、管壁厚,焊接过程中散热速度慢,容易造成焊缝、熔合区、热影响区的金属过热,从而产生粗大的马氏体晶粒,使金属的耐温耐压性能下降,由于温度过高还容易使根层焊缝出现“过烧”现象。
在施工现场,又存在着管排密集、间距小,焊接位置难,对口难度大,焊口数量多(每台600MW超临界机组比600MW亚临界机组多2万余只现场焊口)等困难,而实际受热面管总施工工期不足四个月。
为了克服上述困难,我们对T91受热面管现场施焊工艺进行了系统的试验,以探求简便、高效、包质、包工期的现场焊接方法。
2 T91受热面管现场结构
与亚临界锅炉相比,超临界锅炉结构的显著特点是管径小、管壁厚、管排密、间距小、数量多,因此现场焊接难度增大了很多。
T91受热面管尺寸数据见表1,结构见图1~图3。
3 现场施焊工艺
3.1 焊接设备、材料选型及环境准备
焊机选用电流稳定的逆变式氩弧焊机ZX7-400S。
表1 乌沙山电厂T91受热面管尺寸数据
分项工程材质规格
管排间距
(mm)管子间距 (mm)末级过热器SA213T91φ44.5*7.5,φ44.5*8
70.580.1屏式过热器SA213T91φ38*6.67748高温再热器
SA213T91
φ51*4
179
29
图1 末级过热器图2 屏式过热器图3 高温再热器
焊材选取的原则是其化学成分尽可能与母材一致,具有再热倾向的Nb、Ni、Si等元素成分控制准确,S、P杂质元素严格限制。
现场选取的焊条为英国进口的9MV-N,焊丝为日本进口的TGS-9cb。
它们及母材的化学成分见表2。
针对风大雨多的地理环境,施焊现场搭设防雨防风棚,并备有碘钨灯用于照明和去湿,以保证焊接地点光线充足,环境温度和湿度满足要求。
3.2 焊接工艺
3.2.1 预热
预热温度150~200℃,层间温度控制在150~300℃,采用火焰加热。
3.2.2 氩气保护
为施工方便,根据受热面管结构,采用集箱整体充气,管排焊口用水溶纸封好,位置封在尽量远离焊口处。
第一层打底焊时,每焊一个焊口打开一个焊口的封盖,氩气流量10~15L/min,过4~6分钟后用打火机在焊口的上坡口处点燃,火灭了说明氩气已充好,即开始焊接。
焊第二层时,氩气流量调到5-7L/min,盖面焊结束后关闭氩气。
3.2.3 焊接参数
末级过热器、屏式过热器和高温再热器的焊接参数分别见表3和表4。
3.2.4 技术要求
对于高温再热器,采用两层氩弧焊(GTAW),第一层打底焊,焊层厚度控制在2.0~3.0mm范围内,不宜薄也不宜厚,第一层若太薄,则焊第二层时,第一层焊缝金属容易被烧穿,在焊缝背面产生“焊瘤”;第一层若太厚,则易引起弧坑裂纹,特别是在第一层结束的收口处。
第二层焊层厚度控制在3.0~3.5mm范围内。
对于末级过热器和屏式过热器,采用两层氩弧焊(GTAW)加一层手工电弧焊(SMAW),前两层氩弧焊与高温再热器相同,第三层手工电弧焊厚度控制在3.0~4.0mm范围内。
采用小电流叠加法收弧或电流衰减法收弧,以防止出现弧坑。
若出现弧坑必须及时打磨接头,填满弧坑,防止弧坑裂纹的出现。
层间清理使用钢磨头、角向磨光机和钢丝刷清理,且清理必须彻底,严禁用熔化的方法清除前道的焊接缺陷。
3.3 焊后热处理
热处理热温度:760±10℃;保温时间:0.75h;升降温速度:≤150℃/h。
热处理曲线如图4。
4 结果与关注要点
4.1 结果
经过现场训练房反复试验后,我们先选取一片末级过热器在组装场地进行小批量施焊,同时对所有参加施工的焊工进行现场培训。
对现场焊口,进行了力学性能试验和金相微观试验。
力学性能试验结果见表5,从结果看,各种指标实测值均达到或超过标准值,符合要求。
表2 母材及焊材的化学成分(%)
材料C Si Mn S P Cr Mo Ni V N Al Cb
母材SA213T910.08~0.120.20~0.500.30~0.60≤0.010≤0.0308.00~9.500.85~1.05≤0.400.18~0.250.03~0.07≤0.040.06~0.10焊丝TGS-9cb0.080.16 1.010.0050.0069.010.900.710.18Nb:0.04Cu:0.15/
焊条9MV-N0.100.3 1.1//9.1 1.00.70.2Nb:0.05//表3 末级过热器、屏式过热器焊接参数
焊层(道)焊接
方法
焊材焊接电流
电压(V)
焊速
(mm/min)型号直径(mm)极性范围(A)
1GTAW TGS-9CBφ2.4正接80~10010~1245~60 2GTAW TGS-9CBφ2.4正接90~11010~1350~65 3SMAW9MV-Nφ2.5反接65~9024~2680~110
表4 高温再热器焊接参数
焊层(道)焊接
方法
焊材焊接电流
电压(V)
焊速
(mm/min)型号直径(mm)极性范围(A)
1GTAW TGS-9CBφ2.4正接70~9010~1245~60 2GTAW TGS-9CBφ2.4正接80~10010~1350~65
图4 热处理曲线
37
38
图5 母材(200倍)力学性能指标标准值
实测平均值
备注
母材热影响区焊缝
抗拉强度(MPa)≥585690断于母材,无缺陷
屈服强度(MPa)≥415 510/
硬度(HB)≤250159.6153.0195.3/
断后伸长率(%)≥20//
冷弯
(面弯50°、背弯50°)
/无缺陷/
金相微观试验结果见图5~图7,浸蚀剂为10%硝酸
酒精溶液,金相图显示母材、熔合区和焊缝均为回火索氏体,熔合区和焊缝的回火索氏体较母材区粗大,经与标准图谱比较,并根据力学性能判定,金相组织均符合要求。
目前,按上述施焊工艺现场已焊接了数千只焊口,所有焊口均进行了100%的射线无损探伤。
结果为Ⅰ级片占74.52%,Ⅱ级片占24.50%,Ⅲ级片和Ⅳ级片分别占0.41和0.56%,一次焊接合格率为98.89%,超过了业主的98%的一次焊接合格率目标。
从检出的焊接缺陷看,气孔最多占89.36%,其次为夹钨占7.38%,也存在着未熔合和裂纹分别占0.37和0.19%,所有存在未熔合和裂纹的焊缝都属于Ⅳ级,均进行了返工。
4.2 要点
通过现场施焊工艺试验探索,下述要点值得关注:
4.2.1 在训练房试验阶段,我们选取了多种焊材,经试验比较论证日本进口焊丝TGS-9cb与英国进口焊条9MV-N配对最为合理。
4.2.2 应严格控制焊接时的层间温度,T91钢层间温度宜≤300℃。
4.2.3 管道内部氩气充满且稳定后方可进行根层焊接,以防止根层氧化。
4.2.4 应强化层间清理检查,上层检查合格后及时进行次层焊接,焊接时注意两侧坡口及根部要熔合良好,避免未熔合缺陷的产生。
4.2.5 应特别重视接头收弧质量,应在熔池边缘处收弧,收弧时要保证弧坑饱满,以避免弧坑裂纹的产生。
经反复试验发现,弧坑裂纹的主要产生原因是收弧电流的控制,若收弧时慢慢减小电流,可防止弧坑裂纹,若突然收弧,电流瞬间降为零,则容易产生弧坑裂纹。
4.2.6 焊接过程及焊后热处理时,要防止停电,应准备备用电源,以防止出现焊口冷裂现象。
参考文献:
[1]国家电力公司电源建设部,《T91/P91钢焊接工艺导则》,2002
[2]《焊接工艺评定规程》,DL/T868—2004
[3]《火力发电厂焊接技术规程》,DL/T869—2004
[4]《火力发电厂焊接热处理技术规程》,DL/T819—2002
[5]《电站新型钢材焊接工艺研讨会会议纪要》,国电焊接信息网,无锡,2004。