飞针机TPM操作说明
APT7400CN飞针机台操作说明
APT7400CN飞针机台操作说明第一章:安装与调试1.机器安装:a.将APT7400CN飞针机放置在稳定平整的工作台上,确保机器四周无遮挡物,并且通风良好。
b.将机器与电源连接,确保电源输入符合要求,并插上接地插头。
c.连接机器的通信接口,以便进行后续的操作。
2.机器调试:a.打开机器主电源,显示屏上会出现启动界面。
b.进入机器操作系统后,进行系统自检,并根据提示进行必要的校准和调整。
c.选择所需的操作模式,并进行相关设置,如进给速度、针头压力等。
第二章:机器操作1.启动机器:a.确保机器和外部辅助设备正常连接后,打开机器电源。
b.在操作界面上选择相应的操作模式,如自动调整、手动操作等。
2.自动调整模式操作:a.在操作界面上选择自动调整模式,并将所需的参数输入系统。
b.将待加工的工件放置在加工台上,并进行夹紧固定。
c.开始自动调整,待机器完成各项操作后,自动停止。
此时机器已调整至最佳状态,待加工工序即可开始。
3.手动操作模式操作:a.在操作界面上选择手动操作模式,并进行相应设置,如针头位置、进给速度等。
b.将待加工的工件放置在加工台上,并进行夹紧固定。
c.手动移动针头到所需位置,利用操作按钮进行加工工艺的实施。
d.操作完成后,关闭机器电源。
第三章:故障排除与维护1.故障排除:a.在使用机器过程中,如发现机器异常或故障,应及时停机,并检查故障出现的原因,如电源异常、通信故障等。
2.维护与保养:a.定期进行机器的清洁工作,包括清除灰尘、油污等。
b.查看机器各部位是否松动,如有松动应及时紧固。
c.定期进行润滑维护,加注机器所需润滑剂。
d.定期检查机器电源线路和通信线路,确保连接稳定可靠。
e.制定保养计划,按时进行维护和保养工作。
结语:APT7400CN飞针机台是一款高性能的自动化针脚测试设备,操作简便,灵活可靠。
通过以上的详细操作说明,相信您已经了解了如何正确操作和维护该设备。
同时,在使用中,应严格按照设备说明书和安全操作规程进行操作,确保工作的安全性和效率。
飞针测试机操作手册

南京协力电子科技集团有限公司深圳分公司SURPASS飞针测试机操作手册WI-PR-7.1.3第一章内容:软件操作换针调试压力大小校正软件注册软件升级掌握要点(1)熟练掌握测试流程(2)熟练掌握复测流程,理解复测选项中各项参数设定的含义,并可以按照实际要求加以灵活运用(3)掌握序列号的设定方法(4)能够熟练地对软板进行测试(5)了解测试针和针座的结构,熟练掌握安装测试针与针座的技巧。
(6)熟练掌握测试针压力调整与大小校正的方法(7)熟练掌握软件的注册与升级方法1. 执行SURP2006程序2. 选择需测试的料号3. 设定测试参数4. 将需测试的PCB架于快速框上后按操作界面上的START5. 对位:操作面板上A针指示灯亮后利用方向键将A针针尖对准PCB上左下角的对位点后按面板上的ENTER键,再移动B针针尖对准PCB右上角的对位点,按ENTER(测首片的对位模式)6. 将屏幕上显示的对位点与十字靶标对齐后按ENTER(A,B,C,D四个针,每对准一个后按一次ENTER,共四次)7. 对位完成后开始测试8. 测试完成结果PASS或FAIL9. FAIL板需复测(RETEST)或检修10. 换板后可将对位模式改为自动模式11. 按START后CCD开始自动对位并测试双击桌面上的Surpass可进入如下画面:A: Select The Board选择测试资料(!) Name:在空格内输入需要测试的料号后点OK,或直接使用光标来选择料号(2) Change Directory :资料路径选择B:主操作界面(1) 功能键Load :选择测试资料Start :测试开始ReTest :对FAIL板进行复测。
Stop :测试停止(在测试过程中按下该按扭可使机台停止测试)Param :测试参数与模式设定Data :测试资料与数据Cont :开路测试IsoL :短路测试View :显示面切换Clamp :气夹开关Retorg :PROBE归零PdReset :电源重置(机台发生掉电时,按下该按扭可自动恢复电源)CP :PROBE精度校正(大,小校正)CR :电阻检查菜单功能(1)FILE:文件管理a. OPEN:选择测试资料b. ParamLoad:选择测试参数c. ParamSave:设定测试参数与模式存盘(只针对相应的资料)d. ParamSave for Default:设定默认测试参数与模式e. Import PDM:输入PDM值f. Mail Property:邮件传送g. Serial No property:设置序列号h. Print Property:印表机设置(如下图)User Name:使用公司名称Printer Type:印表机型号While OK:测试OK打印While NG:测试NG打印While NO Test:没有测试完成打印Stop Printing at temporary:暂时停止打印Skip panle information if the panel is ok:跳过OK的panle不打印Serial Number:连续测试的数量Start of Test:测试开始时间Total Test Time:测试总时间Number of Comp/Sold points:测试总点数Number of Nets:测试网络数Number of Adjacent Nets:短路测试网络数Adjacency Distance:短路测试网络的范围(ADJ值)Test Mode:测试模式Threshold:开,短路测试阻值Number of Errors:错误点数量No Indication:不打印出提示文字OK/NG:打印出OK/NGPASS/FAIL:打印出PASS/FAILPreview:打印设定演示Output error point and error net in paper:打印出条形码(使用在QVS检修系统上)Output error value in paper:在打印报表上打印出错误点的电阻值Output grid position in paper:在打印报表中打印出错误点和错误网络的编号(2)Help:帮助About Surp2006: 查看SURP2006版本Edit Ini file: 编辑INI文件Disp SetHight: 查看测试针压力(该压力是做完大小校正后的压力而非当前压力)Pack Information:测试完成后输出ZIP档Reset Probe Counter:查看测试针的使用状况Reset Pass Fail Counter: 测试记录归零a:针对问题板进行复测:(1) 复测时点选功能菜单栏中的RETEST图标后进入下图:(2) 用鼠标右键选择需复测的资料后点击开启,进入如下画面;Check only defectnet:只针对问题点或网络进行复测Chenk adjacent net for continuity and lsolation test recommended for POST-REPIR PCBS:对所有与问题点网络相关的网络和测试点进行复测(建议选择该项进行复测,可避免漏失) Checks Nets involved with SHORT for Continuity:对短路网络进行复测,并检查其导通性能是否良好. (建议选择该项进行复测,可避免漏失)Check all mid points.(it works only emm file):对所有中间点进行检查注:当测试结果为FAIL时将自动产生一个错误档案,后缀名为ERR,错误档案按顺序排列,例:前一次测试的FAIL板的错误档案为69006.ERR,下一片的结果也是FAIL,那么将自动产生69007.ERR档案,如需对该FAIL板进行复测,则应将其相对应的错误档调出即可.b:给待测板增加序列号:(1) 选择功能菜单中的File----Serial No property,进入如下画面:User Serial NO:使用序列号功能Input Always:每换一片PCB就要输入一次序列号,如果是多片排版测试,则在测试完第一个PCS后在测下一个PCS前弹出该对话框,要求输入新的序列号。
YC-3000飞针测试机操作规程

YC-3000飞针测试机安全操作规程
一、在使用机器时,请检查确认机器应可靠接地。
使用环境应满足温
度、湿度、工作电压等。
不宜在尘土较多的场合使用。
二、机器在运行时,操作人员的双手不得随意放在机器内,以免造成
对人生安全的危害。
三、操作人员若发现机器有异常情况应立即关机,待检修人员查明情
况后方可使用。
非检修人员不得随意打开机箱。
四、左上方的状态指示灯:绿灯表示正常工作,红灯表示处于故障状
态,如数据错误、机械故障等,黄灯为开机状态,等待文件处理。
五、在正常使用情况下,探针的探头容易磨损,应定期更换探头。
六、在关闭计算机电源之前,请首先退出windows操作系统,否则文
件可能被破坏。
七、边距偏移一定要在调文件之前设置否则无效,用户可根据待测板
的情况和自己要求设置测试参数一般推荐使用默认值。
八、由于定位点的选取直接影响机器运行测试精度,所以定位点最好
按规则选取。
九、不管被学习板是否是合格板,建议最少学习五遍(即一块板学五
遍或五拼以上的板学一次)
十、电容值误差范围一般都要求选择30%左右,建议不要超过30%,
误差范围太小误测多,误差范围大可能造成漏测。
十一、机器关机后再开机需间隔2分钟以上。
机器长期不使用时应每隔一个月通电一次。
十二、机器正常使用时15天更换一次探针,三天更换一张宣纸。
s999飞针测试机操作说明书
CAM350处理飞针机测试文件1. 调入图形资料打开CAM350的主程序,如果板的文件是PCB格式文件,可用File\Open打开文件进行编辑(注意:CAM350的数据格式与Protel、Pads、PowerPcb设计的PCB文件格式是不兼容的)。
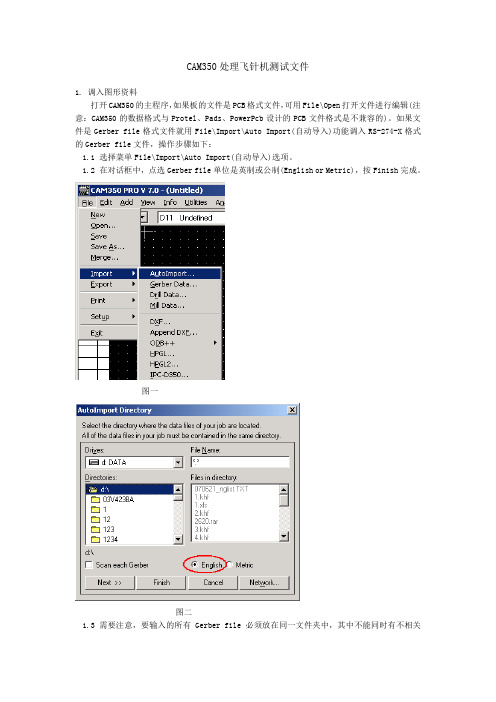
如果文件是Gerber file格式文件就用File\Import\Auto Import(自动导入)功能调入RS-274-X格式的Gerber file文件,操作步骤如下:1.1 选择菜单File\Import\Auto Import(自动导入)选项。
1.2 在对话框中,点选Gerber file单位是英制或公制(English or Metric),按Finish完成。
图一图二1.3 需要注意,要输入的所有Gerber file 必须放在同一文件夹中,其中不能同时有不相关的文件,这样才能正确读取Gerber file文件。
备注:标准的 Gerber file格式文件分为RS-274与RS-274-X两种,其不同在于:A:RS-274格式的坐标数据与D码是分开保存在两个文件中,且一一对应,Auto Import(自动导入)功能可以自动辨认对应的D码文件(不同的CAD软件产生的D码文件格式是不同的)。
B:RS-274-X格式的坐标数据与D码保存在一个文件中,因此不需要D码文件。
一般原始文件是RS-274格式文件,工程文件是RS-274-X格式文件。
2. 如果文件中有复合层(一层线路文件由几层甚至十几层组成),则要先对复合层进行处理,把它转成一层文件,用命令Utilities\Composite->Layer把复合层转成新的一层文件。
3. 图层排序,一般的排列顺序是前层线路、内层线路、后层线路、前层阻焊、后层阻焊、前层字符、后层字符、孔层,命令是Edit\Layers\Reorder,(以四层板为例:GTL-G1-G2-GBL-GTS-GBS-GTO-GBO-TXT)。
飞针测试机说明书【优秀】

飞针测试机说明书【优秀】(文档可以直接使用,也可根据实际需要修订后使用,可编辑推荐下载)第一章飞针机测试资料制作本公司的飞针测试机是利用客户所给的GerBer文件通过一系列简单地处理后,由专门的测试软件转换形成的测试文件测试的,而我们处理文件所用的就是CAM,为了能使大家更好地了解如何生成测试文件,如何用CAM来操作,现就详细介绍如下:我们需要的原文件有:1、GerBer文件(包括线路层、阻焊层、内层)2、Dcode文件(或自带光圈表也可用)3、Drl文件(钻孔文件及记录孔径大小的TXT文件)(检查上述文件,是否齐全)一、利用CAM350处理文件1.打开CAM,找到主动菜单File目录下的Import中的AuToImport(此功能为自动导入)确认以后,客户的GerBer文件就会自动导入。
2.将各层排序,(A为顶层,B为内层,C为底层,D为阻焊层,E为钻孔层)3.CAM350在自动导入时,全部文件都会导入在CAM里,可能客户的原始文件并没有一层层叠好,这时我们就需要利用主菜单目录下的Edit命令里Layers→Align对齐,(注意一点的是,哪层为不动层,哪层为被动层,一定要搞清楚,如定义了钻孔为不动层的话,那么其它层就应该与它对齐。
选择命令后用mouse在不动层的某一个点上点击一下左键,按右键确认,在被动的一层上找到与不动层上相对应的点,用同样的方法用mouse的左键点击(这时你会看见此点是会变成白色)按2下右键后会出现一个对话框,确认后,被动层就会与不动层叠合在一起,剩下的层数也一样利用上述做法对齐。
4、将所有层对齐后就要进行定原点。
板的左下角坐标一定不能为负)因飞针测试机四针的原始坐标在x=10mm、y=10mm的方位。
所以在pcb的左下角点击一下,输入10mm点击ok5.转线性焊盘 , 做测试点时一定要利用阻焊层,因我们做测试点是利用阻焊层的。
检查一下阻焊里有没有Pad是线划的,如果有,那么先将线划的Pad变成Flash,利用主菜单里的Utilities下Draws Flash Automatic6.检查在阻焊里的线是否全变成了Flash,然后将所有的Flash的D码变小(利用主动菜单的Edit Change Dcode命令操作,最好变成10mil、5mil 以上的圆形焊盘)7.转NC钻孔为gerber8.焊盘变小后,就需要利用过滤的方法产生Testpoint(因钻孔文件机器本来就默认为要测试的点,用钻孔过滤的方法就是把钻孔上的点滤掉,避免2个测试点重叠在一起,过滤后剩下的点就是在焊盘上了,最值得注意的一点是:过滤时一定要注意过滤与被过滤的关系,一定是钻孔过滤变小后的阻焊在Compositesclear的命令里,钻孔一定是clear)9. 复合出测试点。
小飞将胎压监测器TPMS-K5说明书

传感 器 A
传感 器 B
传感 器 C
传感 器 D
1、拆下原车气门嘴,装上TPMS。 2、用套筒锁上TPMS气门嘴螺丝。
建议显示器安装位置
3、用手把TPMS外壳向轮毂上 4、用手按住外壳,用内六角 小扳手锁紧TPMS后面螺丝. 按平,让外壳与轮毂接触面 贴紧和最佳平行.
TPMS-K5显示器正视图
太 阳能充 电 板
TPMS说明书
TPMS-K5
2.有 强 烈 太 阳 照 射 时 显 示 器 的 太 阳 能 板 自 动 充 电。 3.本产品出厂就按照行业标准已经设置好的,客户 只要安装好尽管使用,不用再做任何的设置。 4.所 有 小 车 显 示 器 报 警 值 在 : 高 压 大 于 3.0Bar (43Psi)就 会 报 警 , 低 压 小 于 2.0Bar(29Psi)就 会报警,高温大于68度就会报 警,还有快速漏气 和慢速漏气报警功能. 5.建 议 轮 胎 打 气 压 ,夏 天 打 2.2~2.3Bar,冬 天 打 2.4~2.6Bar,也可以根据自己需求打气压。 6.因 为 太 阳 能 板 尺 寸 比 较 小 , 充 电 电 流 也 会 变 小,使用过程中显示器没电后,请用车载充电 器充电。
特别说明
1.拿到TPMS-K5显示器首先长按3秒钟“左选择 键”开机,然后让显示器充电3~4小时。
TPMS-K5显示器
TPMS-K5功能说明
1 .在 停 车 后 , 显 示 器 会 在35秒 钟 后 自 动 关 闭 。 检 测 下一次移动触发显示器自动会开启工作。 2 .在 关 机 状 态 下 , 长 按 3秒 钟 “ 左 选 择 键 ” 可 以 开 启 显 示 屏 。 在 开 机 状 态 下 , 长 按 3秒 钟 “ 左 选 择 键”可以关闭显示屏。 3.在 开 机 状 态 下 , 短 按 1秒 钟 “ 左 选 择 键 ” 一 次 调 节显示器亮度,分三等级,高亮,中亮,低亮, 出厂默认高亮。 4.正常 显 示 时 , 先 显 示 压 力 参 数50秒 钟 左 右 , 自 动 转到温度参数显示8秒钟左右。 5.在 开 机 状 态 下 , 长 按 3秒 钟 “ 右 选 择 键 ” 可 以 恢 复 出 厂 默 认 参 数 设 置 , 听 到 Be …Be声 音 , 表 示 成功。 6.在 报 警 声 音 状 态 下 , 按 任 意 一 个 键 都 可 以 关 掉 报 警声。 7 .在 开 机 状 态 下 , 长 按3秒 “ 设 置 键 ”,可 以 进 入 系 统参数设置。
飞针测试机说明书

第一章飞针机测试资料制作本公司的飞针测试机是利用客户所给的GerBer文件通过一系列简单地处理后,由专门的测试软件转换形成的测试文件测试的,而我们处理文件所用的就是CAM,为了能使大家更好地了解如何生成测试文件,如何用CAM来操作,现就详细介绍如下:我们需要的原文件有:1、GerBer文件(包括线路层、阻焊层、内层)2、Dcode文件(或自带光圈表也可用)3、Drl文件(钻孔文件及记录孔径大小的TXT文件)(检查上述文件,是否齐全)一、利用CAM350处理文件1.打开CAM,找到主动菜单File目录下的Import中的AuToImport(此功能为自动导入)确认以后,客户的GerBer文件就会自动导入。
2.将各层排序,(A为顶层,B为内层,C为底层,D为阻焊层,E为钻孔层)3.CAM350在自动导入时,全部文件都会导入在CAM里,可能客户的原始文件并没有一层层叠好,这时我们就需要利用主菜单目录下的Edit命令里Layers→Align对齐,(注意一点的是,哪层为不动层,哪层为被动层,一定要搞清楚,如定义了钻孔为不动层的话,那么其它层就应该与它对齐。
选择命令后用mouse在不动层的某一个点上点击一下左键,按右键确认,在被动的一层上找到与不动层上相对应的点,用同样的方法用mouse的左键点击(这时你会看见此点是会变成白色)按2下右键后会出现一个对话框,确认后,被动层就会与不动层叠合在一起,剩下的层数也一样利用上述做法对齐。
4、将所有层对齐后就要进行定原点。
板的左下角坐标一定不能为负)因飞针测试机四针的原始坐标在x=10mm、y=10mm的方位。
所以在pcb的左下角点击一下,输入10mm点击ok5.转线性焊盘 , 做测试点时一定要利用阻焊层,因我们做测试点是利用阻焊层的。
检查一下阻焊里有没有Pad是线划的,如果有,那么先将线划的Pad变成Flash,利用主菜单里的Utilities下Draws Flash Automatic6.检查在阻焊里的线是否全变成了Flash,然后将所有的Flash的D码变小(利用主动菜单的Edit Change Dcode命令操作,最好变成10mil、5mil 以上的圆形焊盘)7.转NC钻孔为gerber8.焊盘变小后,就需要利用过滤的方法产生Testpoint(因钻孔文件机器本来就默认为要测试的点,用钻孔过滤的方法就是把钻孔上的点滤掉,避免2个测试点重叠在一起,过滤后剩下的点就是在焊盘上了,最值得注意的一点是:过滤时一定要注意过滤与被过滤的关系,一定是钻孔过滤变小后的阻焊在Compositesclear的命令里,钻孔一定是clear)9. 复合出测试点。
X500操作手册

大纲X500水平飞针测试机主要针对FPC、 IC载板进行测试,机台的操作分为三大部分。
(一)机台调试------------------------------------------------------------(P3-P16)1.机台连机---------------------------------------------------------------------------------(P3-P4)2.安装测试针,压力调试,大小校正------------------------------------------------(P5-P6)3.电容板调试------------------------------------------------------------------------------(P7-P10)4.吸盘补偿(OFFSET学习) ------------------------------------------------------------ (P11-P16)(二):数据处理,软件操作--------------------------------------------(P17-P21)1.TPM资料处理--------------------------------------------------------------------------(P17)2.首片电容值学习------------------------------------------------------------------------(P18-P21)(三)机台维护------------------------------------------------------------(P22-p28)1.注册码测试电脑与机台连接---------------------------------------------------------(P22)2.常见问题解决方法---------------------------------------------------------------------(P23-P28)(四)附加操作软件介绍测试模式、参数设置等。
飞针测试作业指导书.doc
复印份数1作业指导书(WI )ME 部门编号:WI-ME-011 版本:A/0 标 题:飞针测试机作业指导书 总页数:共5页(包括封面) 生效日期:2011-09-20 杨民涛 2011-09-20 撰 写: ___________________ EI 期: _________________________________________ 批 核: ___________________ H 期: __________________________________________ 分派:使用者 MEPD 1PE 1QAPMCMK版本:A/0 页数:第2页版本更改说明撰写人日期A新发行杨民涛2011-09-20版本:A/0 页数:第3页1.0目的:建立设施详细作业规范,籍以稳定质量,提升生产效率,并作为设备保养,员工操作的依据,此文件同时也是本岗位新员工培训之教材。
2.0范围本作业指导书适合于本公司飞针测试机的操作及保养。
3. 3. 0职责:3.1生产部职责:3.1.1作业员按工艺提供Z参数制造符合要求的产品并做相关的记录,并由领班进行监督及审核。
3.1.2作业员按规定的要求进行机器操作和机器设备的FI常保养、点检并记录,并由领班进行监督及审核。
3.1. 3主管对员工进行安全牛产操作的培训和考核。
3.2品质部职责:品保部负责对生产部的品质、操作、参数、保养及“6S”的稽核。
3.3设备部职责:协助生产部对机器的周、月、年的保养和维护并按要求记录。
3.4工艺部职责:评佔和提供生产过程中各种参数要求,及其实现Z方法。
4.0操作程序:4.1按测试排期和Ml要求,对须作飞针测试货期较紧的板优先进行测试。
从工程机上将相应的测试资料传输至测试机的电脑内,传输完毕后,重新启动电脑进入纯DOS状态,选好要测试的工作名,并进入主测试菜单。
4.2看测试的基准点。
选择view errors on screen功能菜单进入点标状态,按“ctrl+u"分别输入“F” “R”键回车,若己设直过基准点,则电脑屏幕会显示出來。
推出飞针测试机安全操作及保养规程

推出飞针测试机安全操作及保养规程1. 前言随着科技的不断进步,飞针测试机已成为电子行业常见的测试设备之一。
如何正确使用和保养飞针测试机,避免设备的损坏和使用时的安全隐患,是每个使用者都应该重视的问题。
本文旨在介绍飞针测试机的安全操作规程和保养方法,希望能对使用者有所帮助。
2. 安全操作规程2.1 环境安全在使用飞针测试机前,要确保使用环境的安全,避免发生设备故障和人身伤害。
操作前应检查以下几点:•工作区域内应无杂物,保持整洁干净。
•工作区域应通风良好,避免空气中积聚有害气体。
•工作区域应有良好的照明,避免在暗光环境下操作。
2.2 人员安全使用飞针测试机时需要进行认真和谨慎的操作,以确保人员的安全。
操作前应考虑以下几点:•在使用飞针测试机时,必须戴上防护手套和护目镜,以避免飞针射出导致伤害。
•长发和宽松的衣物应该盘起或系紧,以避免被卡住机器或被飞针划伤。
•不要在操作时分心,必须始终保持专注,以避免操作失误。
2.3 操作注意事项在使用飞针测试机时,需要注意以下注意事项:•在使用飞针测试机前,应检查设备的电源和接线是否正常。
•操作过程中,不要随意拆卸设备的任何部分或改动其电路。
•在对设备进行维护保养时,要先断开电源,等设备完全停止运转后再进行维修。
3. 保养规程正确的保养可以有效延长设备的使用寿命,并提高设备的性能和功能稳定性。
下面介绍一些常见的飞针测试机保养方法:3.1 操作屏幕保养飞针测试机的屏幕使用寿命会逐渐降低,需要进行定期保养才能保证正常使用。
屏幕保养的方法如下:•使用专用的屏幕清洁剂来清洗屏幕,避免使用粗糙的材料来擦拭。
•定期对屏幕进行检查和维护,如发现龟裂或花屏等问题,需要及时更换。
3.2 机身保养机身保养是延长飞针测试机寿命的重要步骤,下面介绍机身保养的方法:•对飞针测试机进行定期清洁,避免灰尘和脏物进入设备内部。
•摆放飞针测试机时,要放置在干燥通风的地方,避免机身受潮或受潮后影响正常使用。
飞针检测及操作

飞针检测部分是对进厂的电路板进行检测什么是飞针测试:飞针测试——就是利用4支探针对线路板进行高压绝缘和低阻值导通测试(测试线路的开路和短路)而不需要做测试治具,非常适合测试小批量样板。
目前针床测试机测试架制作费用少则上千元,多则数万元,且制作工艺复杂,须占用钻孔机,调试工序较为复杂。
而飞针测试利用四支针的移动来量度PCB的网络,灵活性大大增加,测试不同PCB板无须更换夹具,直接装PCB板运行测试程序即可。
测试极为方便。
节约了测试成本,减去了制作测试架的时间,提高了出货的效率。
“飞针”测试是测试的一些主要问题的最新解决办法。
名称的出处是基于设备的功能性,表示其灵活性。
飞针测试的出现已经改变了低产量与快速转换(q uick-turn)装配产品的测试方法。
以前需要几周时间开发的测试现在几个小时就可以了。
对于处在严重的时间到市场(time-to-market)压力之下的电子制造服务(EMS, Electronic Manufacturing Services)提供商,这种后端能力大大地补偿了时间节省的前端技术与工艺,诸如连续流动制造和刚好准时的(just-in-time)物流。
快速转换生产的不利之事是,PCB可以在各种环境下快速装配,取决于互连技术与板的密度。
顾客经常愿意对这种表现额外多付出一点。
可是,当PCB已经装配但不能在可接受的时间框架内测试,他们不愿意付出拖延的价格。
不可接受的测试时间框架延误最终发货有两个理由。
一个理由是缺乏灵活的硬件;第二个是在给定产品上所花的测试开发时间。
许多原设备制造商(OEM)在做传统上一样快并没有价格惩罚的电路板时,不愿意承担快速转换(fast-turn)装配的费用。
具有快速转换服务的EMS,但是不能在OEM的时间框架内出货的,一定要寻找一个解决方案。
什么是飞针测试?飞针测试机是一个在制造环境测试PCB的系统。
不是使用在传统的在线测试机上所有的传统针床(bed-of-nails)界面,飞针测试使用四到八个独立控制的探针,移动到测试中的元件。
APT7400CN飞针机台操作说明

该画面与实际放板 方向是否一致? 向右回旋 角度
图3
图4
3.确认下针点
①
图5
图6
在图5中①号位置的编辑按钮,双击一览或者编辑,出现图5的界面。 在图5中点击图中标识出来的针坐标按钮,会弹出如图6中所示的针坐标,然后 点击图6中所标识的编辑菜单下的“自动坐标确认”按钮进入自动针坐标确认界 面,我们可以让机器自动确认,看到下针点位置不正确的,可以按空格键让机器 停止自动确认,然后人为的手动修改。
APT7400CN飞针机台操作说明
——CAD文档读入(针号模式)
操作流程
程序的导入
坐标原点 的设定
确认下针点
测步的优化
程序的优化
DEBUG
基准值学习
参数的设定
A/B面的设定
日常检测
1.导入程序
在图1所示的界面上点击文件菜单下的打开按 钮会跳出图2所示的界面。
图1 在图2 所示的界面上的左下角,按 照红色箭头指示,选择CA9,即打 开文件名后缀为CA9的测试程序; 选择CAD,即打开文件名后缀为 CA8的测试程序。 图2
以二极管为例,由于二极管拥 有正向导通,反向截止的特性, 所以我们在测试时,它的伏安 特性曲线将特别的明显。我们 可能在测试时有些二极管的伏 ① 安特性曲线并不明显,在按照 上述修改内容后仍然还是没有 ② 改变,我们可以在①号位置的 测定模式与测定范围来进行修 改。以确保它的伏安特性曲线 显示明显。 ②号位置是误差上下限,一般 的电阻的 ±10%;电容的是 ③ ±30%;二极管的是±20%。 ③号位置是隔离针。隔离针最 多只能下2根针,隔离针在测 试电阻、电容、电感等有值元件时使用。当我们测试出来的测试值与我们BOM清单 上的值相差比较大的时候,我们就可以考虑使用隔离针。使用隔离针时,需要输入 针号而不是元件的位号 。 在这个界面做出任何正确的修改之后,机器系统不会自动保存,一定要按数字键盘 上“0”键保存所做的修改,以免做无用功。
飞针测试机操作手册
南京协力电子科技集团有限公司深圳分公司SURPASS飞针测试机操作手册WI-PR-7.1.3第一章内容:软件操作换针调试压力大小校正软件注册软件升级掌握要点(1)熟练掌握测试流程(2)熟练掌握复测流程,理解复测选项中各项参数设定的含义,并可以按照实际要求加以灵活运用(3)掌握序列号的设定方法(4)能够熟练地对软板进行测试(5)了解测试针和针座的结构,熟练掌握安装测试针与针座的技巧。
(6)熟练掌握测试针压力调整与大小校正的方法(7)熟练掌握软件的注册与升级方法1. 执行SURP2006程序2. 选择需测试的料号3. 设定测试参数4. 将需测试的PCB架于快速框上后按操作界面上的START5. 对位:操作面板上A针指示灯亮后利用方向键将A针针尖对准PCB上左下角的对位点后按面板上的ENTER键,再移动B针针尖对准PCB右上角的对位点,按ENTER(测首片的对位模式)6. 将屏幕上显示的对位点与十字靶标对齐后按ENTER(A,B,C,D四个针,每对准一个后按一次ENTER,共四次)7. 对位完成后开始测试8. 测试完成结果PASS或FAIL9. FAIL板需复测(RETEST)或检修10. 换板后可将对位模式改为自动模式11. 按START后CCD开始自动对位并测试双击桌面上的Surpass可进入如下画面:A: Select The Board选择测试资料(!) Name:在空格内输入需要测试的料号后点OK,或直接使用光标来选择料号(2) Change Directory :资料路径选择B:主操作界面(1) 功能键Load :选择测试资料Start :测试开始ReTest :对FAIL板进行复测。
Stop :测试停止(在测试过程中按下该按扭可使机台停止测试)Param :测试参数与模式设定Data :测试资料与数据Cont :开路测试IsoL :短路测试View :显示面切换Clamp :气夹开关Retorg :PROBE归零PdReset :电源重置(机台发生掉电时,按下该按扭可自动恢复电源)CP :PROBE精度校正(大,小校正)CR :电阻检查菜单功能(1)FILE:文件管理a. OPEN:选择测试资料b. ParamLoad:选择测试参数c. ParamSave:设定测试参数与模式存盘(只针对相应的资料)d. ParamSave for Default:设定默认测试参数与模式e. Import PDM:输入PDM值f. Mail Property:邮件传送g. Serial No property:设置序列号h. Print Property:印表机设置(如下图)User Name:使用公司名称Printer Type:印表机型号While OK:测试OK打印While NG:测试NG打印While NO Test:没有测试完成打印Stop Printing at temporary:暂时停止打印Skip panle information if the panel is ok:跳过OK的panle不打印Serial Number:连续测试的数量Start of Test:测试开始时间Total Test Time:测试总时间Number of Comp/Sold points:测试总点数Number of Nets:测试网络数Number of Adjacent Nets:短路测试网络数Adjacency Distance:短路测试网络的范围(ADJ值)Test Mode:测试模式Threshold:开,短路测试阻值Number of Errors:错误点数量No Indication:不打印出提示文字OK/NG:打印出OK/NGPASS/FAIL:打印出PASS/FAILPreview:打印设定演示Output error point and error net in paper:打印出条形码(使用在QVS检修系统上)Output error value in paper:在打印报表上打印出错误点的电阻值Output grid position in paper:在打印报表中打印出错误点和错误网络的编号(2)Help:帮助About Surp2006: 查看SURP2006版本Edit Ini file: 编辑INI文件Disp SetHight: 查看测试针压力(该压力是做完大小校正后的压力而非当前压力)Pack Information:测试完成后输出ZIP档Reset Probe Counter:查看测试针的使用状况Reset Pass Fail Counter: 测试记录归零a:针对问题板进行复测:(1) 复测时点选功能菜单栏中的RETEST图标后进入下图:(2) 用鼠标右键选择需复测的资料后点击开启,进入如下画面;Check only defectnet:只针对问题点或网络进行复测Chenk adjacent net for continuity and lsolation test recommended for POST-REPIR PCBS:对所有与问题点网络相关的网络和测试点进行复测(建议选择该项进行复测,可避免漏失) Checks Nets involved with SHORT for Continuity:对短路网络进行复测,并检查其导通性能是否良好. (建议选择该项进行复测,可避免漏失)Check all mid points.(it works only emm file):对所有中间点进行检查注:当测试结果为FAIL时将自动产生一个错误档案,后缀名为ERR,错误档案按顺序排列,例:前一次测试的FAIL板的错误档案为69006.ERR,下一片的结果也是FAIL,那么将自动产生69007.ERR档案,如需对该FAIL板进行复测,则应将其相对应的错误档调出即可.b:给待测板增加序列号:(1) 选择功能菜单中的File----Serial No property,进入如下画面:User Serial NO:使用序列号功能Input Always:每换一片PCB就要输入一次序列号,如果是多片排版测试,则在测试完第一个PCS后在测下一个PCS前弹出该对话框,要求输入新的序列号。
EMMA飞针电测机操作指导书

必选项 ※通常测试中若有探针接触不良场合时、选择后 可以减少接触不良。
若要把debug情报输入到列表箱时请 选择。
到达指定的error数时 停止测试。 输入20
到达指定的error数时中断测试、测试下一面。 选1 ※仅对多排板数据有效。
报告文件是、需要解析的问题时请选择这项,执行测试及发送debug情报。
与样本作比较,对所有增加了位相差值的邻接网络、 进行阻抗测试。通常选此项
測定range
500V电压发生板(选择)使用时 选择150MΩ或者是500MΩ。 通常不选
仅仅想先测试电源层时选择。通常不选 测试单独测试点的绝缘测试时选择。必选项 通常设为10MΩ
文件名称
EMMA飞针电测机操作指导书
版本
A/0
签
夜班操作者
字
SP/GL
QC确认
备 判定没有异常:画○; 有异常:画×。将异常情况原因写入备注,并反馈SP。QC每周确认一次。 注
Q/R-M2005B-1
章节
5、测试
第12页,共16页
5.5.5 基本情报的设定
现在所有的参数可以适用于从下次开始测试的新规格基板的参数 。
测试参数的保存
读取测试参数。
数据上的测试点的最大区域尺寸。 不是基板尺寸。
InputFile:检查数据文件 CAM Type:输出数据的CAM的种类
PointCut: 点数 TestPoint:检查点数
5.1.3 读取数据后,表示出画面。
文件名称 章节
EMMA飞针电测机操作指导书 5、测试
5.3 验证设备判断缺陷点能力(每次测板前) 步骤:
将CPC3X固定在测试框架上
选择CPC3X文件
检查参数设置
TPM管理中的维护保养工具规划和使用方法

TPM管理中的维护保养工具规划和使用方法TPM(Total Productive Maintenance)是一种全面性的生产维护方式。
其目的是通过彻底的设备保养维护活动,消除生产设备的故障,最大限度地提高生产效率,并确保产品质量稳定。
在TPM的实施过程中,维护保养工具的规划和使用起着关键的作用。
以下是TPM管理中维护保养工具规划和使用方法的详细介绍。
规划维护保养工具的程序1. 确定需要的维护保养工具首先根据设备的类型、使用情况和维护保养的种类,确定需要的维护保养工具种类和数量,例如扳手、螺丝刀、量具等。
2. 确定每种维护保养工具的使用范围为了保证设备的长期稳定运行,每种维护保养工具必须具备特定的使用范围,例如某种扳手只能用于维护特定型号的机器,而另一种扳手只能用于维护另外一种型号的机器。
3. 定期检查和维护维护保养工具每个维护保养工具都需要经常进行检查和维护,以确保其状态良好。
必要时需要对维护保养工具进行清洗、润滑等保养处理。
4. 将维护保养工具规划入TPM计划将所有维护保养工具规划入TPM计划中。
在生产计划中安排每种维护保养工具的使用时间和维护保养的内容,以确保设备实现长期、稳定的运行。
维护保养工具的使用方法1. 熟悉维护保养工具的使用方法在实际操作之前,需要熟悉维护保养工具的使用方法,了解每种维护保养工具的使用范围和注意事项,以保证安全性和有效性。
2. 按照TPM计划进行维护保养按照TPM计划,对设备进行维护保养。
使用正确的维护保养工具,进行必要的加油、调整、清洗、检查等处理,如更换磨损件、紧固螺丝等,以保证设备达到最佳状态。
3. 维护保养完毕后,妥善保管工具维护保养完毕后,及时清理和保管工具。
不能将维护保养工具乱放或遗留在设备附近,以免造成意外伤害或设备损坏。
4. 保存维护保养记录在每一个TPM周期结束后,需要保存维护保养记录。
记录包括设备的状态、各种维护保养的方法和结果、所用的维护保养工具等。
TPM生产维护TPM无扰动快切使用说明书

TPM300-2微机无扰动稳定控制装置使用说明书合富共展机电科技有限公司目录1.概述 (1)2.硬件构成 (1)3.液晶显示及操作说明 (6)4.交流量精度试验 (13)5.切换试验 (13)6.母联保护试验 (27)7.定值单 (28)8.附录 (34)1.装置概述TPM300-2微机无扰动稳定控制装置采用2片32位ARM+FPGA硬件平台,先进的数模混合算法,具备强大的数据处理、交互、通讯能力。
采用该无扰动稳定控制装置的任务是在供电线路断电的情况下,根据系统的状态以最快的速度把负荷切换到备用线路上,避免在电源切换时造成运行中断或设备冲击损坏,简化切换操作并减少误操作,以保证负荷不断电连续运行。
装置全部采用模块化设计思想,可靠性高,功能配置灵活,通用性强。
2.硬件构成2.1面板本装置面板由液晶显示屏、操作键、指示灯三部分组成,参见图1。
图1 面板2.1.1液晶显示屏液晶显示屏是操作使用人员与装置间的主要交流工具。
本装置采用240×160彩色液晶屏,配合操作键,可以进行数据显示、功能投退、定值整定、菜单切换操作、事件报告、USB数据下载等操作。
2.1.2操作键操作键共有10个,分别为:✧↑、↓:上下移动菜单或滚屏。
✧←、→:移动定值参数位或选择追忆事件。
✧+、-:修改定值参数时,增减数字。
✧Q(取消):取消当前定值输入或退出当前菜单。
✧确定:菜单选择确认或定值输入确认。
✧复位(右下键):可同时将主、辅CPU复位并清信号。
✧复归(右上键):可同时清装置信号。
2.1.3指示灯指示灯共有16个,分别为:✧装置运行:装置处于正常运行状态时,灯常亮,当装置异常、闭锁、系统未带电等灯灭。
✧切换动作:装置切换成功。
✧保护动作:母联保护动作(V1.00)。
进线保护动作(V1.10)✧装置闭锁:表明装置刚进行过切换操作,装置异常等状态。
✧自动切换、手动切换:表明装置处于何种切换状态。
✧双电源进线、母线分段:装置在自动切换情况下,双电源进线、母线分段投退状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、多pcs线路板转化
• 七、对位点设置完成以后点击“输 出”( ) • 【与ipc文件保存到一起,保存时把料号 名后面的之母都删掉】 • 八、ipc文件转化成emm文件操作完成。
TPM
• 以上主要针对双pcs旋转180°的线路板在 TPM工具中的操作说明。
2、多pcs线路板转化
• • • • • • • • 五、点击“编辑排版”( ) 【下方会出现英文功能项: 1、Set panel(框选排版范围) 2、 optimize(排除测试板外数据) 3、set offset (正倒正排版,基准点设定) 4、repeat (正正排,直接输入间距及排版数量) 5、single pnl(旋转排版的角度和镜像) 6、set order(设置测试板顺序)……】
s板的排版就完成了
(5)、退出排版: 点击“编辑排版”( ) 【点击此项会回到原来的界面,会显示你 所排的多pcs】
2、多pcs线路板转化
• 六、在c、s两面分别设对位点: • (如果显示为两面的pad,(两面的点都显示出来 了)可以点击“切换示窗”( ),只显示c 面或s面设对位点,这样能清晰的设置对位点) • 注意:对位点的设置 • (1)【优先找那种较小而规则的点做对位点】 • (2)【找到理想的点后,鼠标点中,右键单击, 选“设为基准点”】 • (3)【c、s两面都要“左下右上”的设置基准 点】
2、多pcs线路板转化
• 排版: (1)、框选: 点击“Set panel” (框选排版范围) 【框选线路板上一个pcs上面的所有的点】 (2)、设置基准点 : 点击“set offset ”(正倒正排版,基准点设定) 【如果是旋转180°的双pcs板,设基准点时先选取 已经框选的pcs上面的一个点,然后选取没有框选 的pcs上面对应的那个点(两个点在两个pcs上是 旋转了180°的)】
2、多pcs线路板转化
• (3)、排版 点击“repeat”(正正排版)或“single pnl” (旋转排版的角度和镜像) 【如果是旋转180°的双pcs板就点180°, 然后点击“确定”】 • (4)、清除排版外数据: 点击“optimize”(排除测试板外数据) 【清除后便只剩下先前框选的那个pcs上的点 和设置的对应那个pcs上面的那个基准点】
1、单pcs线路板转化
• 6、对位点设置完成以后点击“输 出”( ) • 【与ipc文件保存到一起,保存时把料号 名后面的之母都删掉】 • 7、ipc文件转化成emm文件操作完成。
2、多pcs线路板转化
一、打开桌面上的TPM工具( ) 二、点击“输入”( ) 三、在打开的窗口中找到相应料号的ipc文件, 选中ipc文件,打开。 四、如果打开的图像显示有线路,不方便设对 位点,点击TPM工具中的功能图像“线路 数据显示”( )。(点击此项后线路 图就只显示c、s两面的pad,方便设对位点)
TPM操作说明
• TPM工具具有把ipc文件转化成为emm文件 的功能; • 该转化过程分为两种情况: • 1、单pcs的线路板转化。 • 2、多pcs的线路板转化。 • (下面我们针对两种线路板转化过程分别 作说明)
1、单pcs线路板转化
1、打开桌面上的TPM工具( ) 2、点击 “输入”( ) 3、在打开的窗口中找到相应料号的*.ipc文件, 选中*.ipc文件,打开。 4、如果打开的图像显示有线路,不方便设对 位点,点击TPM工具中的功能图像“线路 数据显示”( )。(点击此项后线路 图就只显示c、s两面的pad,方便设对位点)
1、单pcs线路板转化
• 5、在c、s两面分别设对位点: • (如果显示为两面的pad,(两面的点都显示出来 了)可以点击“切换示窗”( ),只显示c 面或s面设对位点,这样能清晰的设置对位点) • 注意:对位点的设置 • (1)【优先找那种较小而规则的点做对位点】 • (2)【找到理想的点后,鼠标点中,右键单击, 选“设为基准点”】 • (3)【c、s两面都要“左下右上”的设置基准 点】